内电解法预处理皂素废水
- 格式:pdf
- 大小:167.73 KB
- 文档页数:2

皂素废水介绍范文皂素废水是指在皂化工程中产生的含有皂素成分的废水。
皂化工程是指将动植物油脂经过一系列的加热、搅拌、洗涤等工序,与碱液反应产生皂化物的过程。
皂素废水是皂化工程中产生的一个副产物,其主要成分为未被完全转化成皂化物的油脂成分。
皂素废水的主要特点是呈现乳白色,含有较高的油脂和碱性物质,pH值通常在9-11之间。
此外,皂素废水还含有一定量的皂化剂残留物和其他杂质,如悬浮物、杂质等。
由于其具有一定的碱性,长期排放将对水体环境造成一定的污染。
对于皂素废水的处理,常用的方法是采用物理化学处理技术,包括沉淀、过滤、中和、脱色等。
首先,通过沉淀技术可以将废水中的悬浮物和部分油脂固定下来,从而减少对水体的污染。
其次,过滤技术可以去除废水中的较细小的悬浮颗粒和杂质。
而中和技术则是将废水中的碱性物质与酸性物质进行反应,使废水的pH值逐渐接近中性,以减少对环境的影响。
最后,脱色技术可以将废水中的色素成分去除,使废水呈现较为清澈的状态。
除了物理化学处理技术外,还可以采用生物处理技术对皂素废水进行处理。
生物处理技术基于微生物的作用,通过微生物降解废水中的有机物质,从而达到净化水体的目的。
在生物处理过程中,需要合理控制废水的C/N/P比例,为微生物的生长提供适宜的环境条件。
此外,还可以通过添加一些特殊的生物菌剂或生物培养基来提高废水处理效果。
皂素废水的处理对于环境保护和资源节约具有重要意义。
合理处理废水能减少对环境的污染,保护水体资源。
同时,废水处理后的水体可以进行再利用,如进行微生物培养、景观浇灌等。
因此,对于皂素废水的处理应该引起人们的高度重视,并加强技术研发和应用推广。
综上所述,皂素废水是皂化工程中产生的含有皂素成分的废水,其处理方法包括物理化学处理和生物处理。
进行废水处理可以减少对水体的污染,保护环境资源。
因此,对皂素废水的处理应该得到足够的重视,并加强研究和应用推广。
只有不断地提高废水处理技术水平,才能达到环境保护和资源节约的目标。
电解法处理污水的方法污水处理是保护环境和人类健康的重要环节。
电解法是一种常用的污水处理方法,通过电解过程中的化学反应,可以有效去除污水中的有害物质和污染物。
本文将详细介绍电解法处理污水的方法。
一、电解法处理污水的原理电解法处理污水是利用电解池中的电极对污水进行电解反应,通过氧化、还原和沉淀等过程,将有害物质转化为无害物质或者沉淀下来,从而达到净化污水的目的。
二、电解法处理污水的步骤1. 设计电解池:根据污水的性质和处理要求,设计合适的电解池。
电解池通常由阳极和阴极组成,阳极通常采用金属材料,如铁、铝,阴极则采用不锈钢或者碳材料。
2. 调节污水pH值:将污水引入电解池前,根据污水的酸碱性调节pH值。
通常情况下,将污水调节到中性或者碱性条件下,有利于电解反应的进行。
3. 电解反应:将调节后的污水通过电解池,通电进行电解反应。
在电解过程中,阳极上的氧化反应会产生氧气和氯气,阴极上的还原反应会产生氢气和氢氧化物。
4. 沉淀处理:经过电解反应后的污水中,一些有害物质会被转化为沉淀物。
通过沉淀处理,将沉淀物与污水分离,从而实现对污水的净化。
5. 深度处理:对经过沉淀处理后的污水进行进一步的处理。
可以采用过滤、吸附、活性炭吸附等方法,去除残留的有害物质,使污水更加清洁。
6. 出水处理:经过深度处理后的污水可以达到国家相关标准,可以直接排放或者再利用。
如果需要再利用,可以采用进一步的处理方法,如反渗透、紫外线消毒等。
三、电解法处理污水的优势1. 高效净化:电解法处理污水可以去除污水中的多种有害物质,如重金属离子、有机物等。
具有较高的净化效率。
2. 无二次污染:电解法处理污水不需要添加化学药剂,减少了二次污染的风险。
3. 操作简便:电解法处理污水的操作相对简单,不需要复杂的设备和技术支持。
4. 适应性强:电解法处理污水可以适合于不同种类的污水,包括工业废水、生活污水等。
5. 成本较低:相比其他污水处理方法,电解法的设备和运行成本较低。
电解法处理生活污水和工业废水:废水的脱氮处理
电解法处理生活污水和工业废水:废水的脱氮处理
关键词:电解法,生活污水,工业废水
作者:
内容:
1. 废水的反硝化脱氮处理
目前,废水处理中的除氮技术,通常是把水中的氨氮污染物降解为N0-3和(或)N0-2。
如果要把这些降解产物进一步消除,需进行反硝化处理。
对于回用水、供水,对N0-3和N0-2是有规定标准的。
因此,反硝化脱氮是废水回用处理和供水处理的重要措施。
电解法和生化法的联合处理,对供水和回用水的反硝化脱氮有良好的效果。
它是采用固定化技术将微生物固定在电极表面,形成一层生物膜,然后在电极间通上电流,使污染物在生物和电化学双重作用下得到降解。
即以不同的金属材料分别作为阴极和阳极,在两极之间施加一定电压,使废水中的NH+4;首先在亚硝化菌作用下转化为N0-
3,再在阴极上还原为N2,使NH3-N、N0-3和N0-2的去除率分别达到95%和85%以上。
2. 对核废水中的N03进行电解脱氮
电解法具有去除NH3和N03-N的作用,这在废水的深度处理中尤为重要。
由于核废水中常含有Ru、H9等放射性及重金属元素,因此对其中的N03进行电解脱氮处理较困难。
使用由铅阴极、Nation417阳离子交换膜和形稳析氧阳极组成的电解槽,在高温(80 ℃)下以高电流密度(30~60A/dm2)对N03和NOi进行电.化学还原反应,硝酸盐和亚硝酸盐几乎全部转化为N2、 NH3或N20。
内电解法预处理皂素废水
但锦锋, 祁 , 陆晓华
(华中科技大学环境科学与工程学院,湖北武汉430074)
摘 要: 以铁屑和活性炭为填料采用内电解法处理皂素废水,确定了反应的最佳工艺条件: p H=4.0,停留时间为90min,Fe/C(质量比)为8∶1。
在此条件下进行试验时对COD的去除率> 30%,并提高了废水的可生化性,色度也大大降低。
关键词: 皂素废水; 内电解; 预处理
中图分类号:X703.1 文献标识码:C 文章编号:1000-4602(2003)12-0043-02
皂素废水酸性强、溶解性有机物及硫酸根(或氯
离子)浓度高、色度大,混凝等一级处理技术对这些
污染物基本上没有去除效果,也难以用常规的生化
技术直接进行处理。
1 试验部分
111 原水水质
原水取自湖北省某皂素生产厂,其水质见表1。
表1 皂素生产废水水质
项目COD
(mg/L)
BOD5
(mg/L)
硫酸根
(mg/L)
色度
(倍)p H
数值11000~230004600~500013000~1500035001~2
112 试验装置
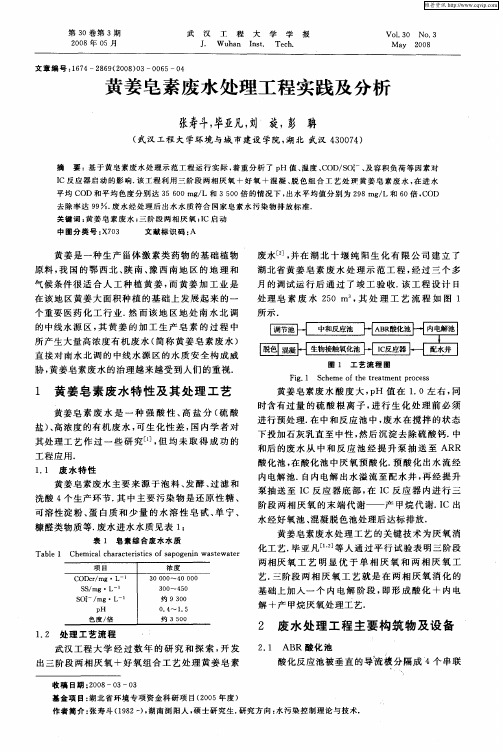
试验装置见图1。
图1 内电解试验装置
反应器为2根 30mm×500mm有机玻璃柱
(串联固定于支架上,并与水泵及不锈钢底座用螺栓固紧而成为一个整体),内装填铁屑、颗粒活性炭混合填料(厚为20cm)。
铁屑在装填前需进行预处理:先用5%NaOH溶液在80~90℃下浸泡30min 左右以除去表面油污,再用清水冲洗至中性后用1%H2SO4浸泡10min以除去表面氧化物,最后用清水冲洗干净。
113 分析方法
用WT-1数字化消解仪、WT-1便携式COD 测试仪和化学试剂包对出水COD进行测定;TOC 的测定采用model183TOC分析仪;B OD5的测定采用美国Hach公司的BOD5分析仪。
2 结果与讨论
211 Fe/C对处理效果的影响
将废水以40mL/min的流量通过内电解反应柱,考察Fe/C对处理效果的影响。
试验结果表明,随着活性炭量的增加对COD的去除率升高,但当Fe/C超过8∶1(质量比)后COD去除率增加缓慢。
例如当Fe/C为8∶0.3时COD去除率为40%,当Fe/C达到8∶0.9后COD去除率≥50%。
考虑到活性炭价格较高,Fe/C(质量比)为8∶1左右较适宜。
212 p H对处理效果的影响
用5%的NaOH溶液分别调节原水p H至不同的值,然后进行微电解试验,结果见表2。
表2 不同p H值下的处理效果
p H146791214
出水COD(mg/L)8935749089808660949094809470去除率(%)36.246.535.938.132.232.332.4
注: 进水COD为14000mg/L,流量为40mL/min。
中国给水排水
2003Vol.19 CHINA WA TER&WASTEWA TER No.12
由表2可知,当p H值为4时COD去除率最高。
由于皂素废水为强酸性,故调节p H=4左右所消耗的碱量较少,而且在酸性条件下铁屑也不易结块,因而适宜的进水p H值为4左右。
213 停留时间对处理效果的影响
试验发现,在一定范围内反应时间越长则处理效果越好;当反应时间超过90min后COD去除效率增加缓慢。
在实际工程中,停留时间过长会造成设备体积过大。
因此,将反应时间控制在90min较适宜。
214 处理量的确定
反应柱中填装80gFe和10gC,每次进COD浓度为9730mg/L的废水200mL,反应30min后取水样测COD。
试验结果表明,当废水处理量达到2200mL后COD去除率明显下降,如果以30%的COD去除率为处理标准,那么8gFe和1gC可以处理220mL废水。
215 内电解对TOC的影响
对COD及TOC的去除效果见表3。
表3 对COD、TOC的去除效果
项目COD(mg/L)
进水出水
COD去除
率(%)
TOC(mg/L)
进水出水
TOC去除
率(%)
数值203301103345.78925457948.7
注: 调节废水p H=4,进水流量为40mL/min。
从表3可以看出,内电解对TOC和COD的去除率比较接近,这说明废水中的有机污染物确实发生了降解。
216 优化条件下的内电解试验
取400mL、COD浓度为11000mg/L的废水在p H=4、Fe/C=8∶1(质量比)的条件下进行内电解,反应90min后对COD的去除率为30.7%,对TOC的去除率为26.7%,而B OD5值在内电解前、后基本相同,所以B OD/COD值明显提高(由0.42升至0.61)。
由此可见,内电解法是去除COD并提高废水可生化性的有效方法。
内电解过程中产生了大量的Fe2+,将内电解出水用5%NaOH溶液调p H值到9~10,慢搅几分钟后静置,待沉淀完全后(约30min左右)取上清液测COD值。
结果表明,又有约20%的COD被去除(总去除率为50.2%)。
这是因为内电解反应产生的亚铁离子和由其氧化生成的铁离子经水解后将形成氢氧化亚铁和氢氧化铁,它们是很好的混凝剂,可以和废水中的有机物一起沉淀。
采用内电解—混凝沉淀预处理皂素废水时出水COD值仍在数千,还是不能用常规好氧生化法进行处理。
由于皂素废水酸度大、硫酸根含量高,故也不能直接用UASB等厌氧工艺处理。
实际工程中可采用石灰调节p H值,同时还能去除硫酸根,这样皂素废水经过内电解—混凝沉淀处理后便可接厌氧、好氧工艺进行处理了。
3 结论
① 内电解的适宜工艺参数为:Fe/C(质量比) =8∶1,反应p H=4,反应时间=90min。
调节出水p H值为9.0后再进行混凝沉淀,沉淀时间为30 min。
② 向内电解出水中加碱后将生成Fe(OH)2,并被氧化成Fe(OH)3,因而不需再投加其他混凝剂,从而降低了处理成本。
③ 内电解可去除30%的COD,并提高了废水的可生化性。
参考文献:
[1] 刘春.皂素生产废水污染特点及治理对策探讨[J].环
境保护科学,2001,(6):22-25.
[2] 章婷曦.内电解—催化氧化法治理染料废水[J].南京
理工大学学报,1999,12(6):546-549.
[3] Zhemin Shen,Wenhua Wang,Jinping Jia,et al.Degrada2
tion of dye solution by an activated carbon fiber electrode
electrolysis system[J].Journal of Hazardous Materials,
2001,84:107-116.
电话:(027)87544091(O) 87549309(H)
E-mail:dan jinfeng@
收稿日期:2003-06-05
2003Vol.19 中国给水排水 No.12。