角接接头
第29页/共47页
第四章 焊接实训
4.5 手工电弧焊接工艺规范及安全特点
一、手工电弧焊接工艺规范
手工电弧焊接工艺规范(焊接规范)主要包括焊条直径、焊 接电流(I=(35~55)b,立焊电流比平焊减小15~20%,仰 焊电流比平焊减小(10~15%),电弧长度及焊接速度等。
二、焊接缺陷及防止方法
第6页/共47页
第四章 焊接实训
(2) 敲击引弧法 焊条在焊件表面敲击接
角后,便迅速缩回并保持一 定的距离(1~3mm),电弧即 产生。此法方便,在用于各 种位置特别是窄小位置焊接 时更具适用性。
第7页/共47页
第四章 焊接实训
3.运条方法 为了确保焊缝质量,选用正确的运条方法对于初学者来说
,尤其应该注意。
3. 钎焊 这类焊接方法的共同特点是在焊接时焊件不熔化, 而只是适当的加热,将熔化的钎料填充到焊件之间,凝固后 便将焊件连接起来,必要时需加熔剂。
第4页/共47页
第四章 焊接实训
4.2 手工电弧焊接工艺
1.手工电弧焊概念及应用 手工电弧焊简称手弧
焊,是利用电弧产生热量 来熔化被焊金属的一种手 工操作的焊接方法,其采 用手工操作进行引弧到形 成焊接的过程,是焊接最 基本的操作工艺。
第四章 焊接实训
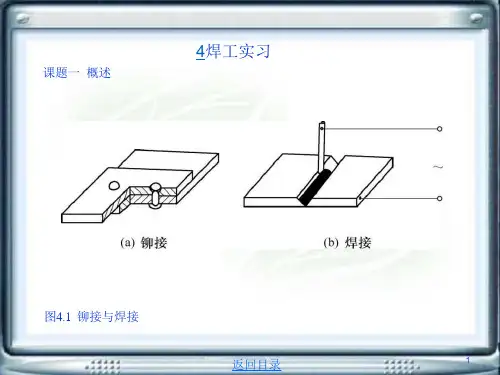
4.1 金属材料的焊接方法
根据焊接过程的特点,焊接方法可以分三大类。 1. 熔化焊 这类焊接方法的特点是采用局部加热的方法,
将被连接金属的结合处加热到熔化状并形成共同的熔池,一 般都加入填充金属,冷凝后彼此结合在一起的焊接方法。
2.压力焊 这类焊接方法的共同特点是不论加热与否都施 加一定的压力,使两个连接的结合面紧密的结合在一起,以 获得牢固接头的焊接方法。