主浇道穿过两块模板时应呈阶梯状,或采用浇口套
(a)
图 4-26 主流道
(b)
2008年3月6日
第三节 浇注系统的设计
四、主流道设计与制造
定位环与浇口套的关系
图 4-27 定位环与浇口套
2008年3月6日
(4)浇口套常采用标准件,材料取45钢,装配后的加工。
2008年3月6日
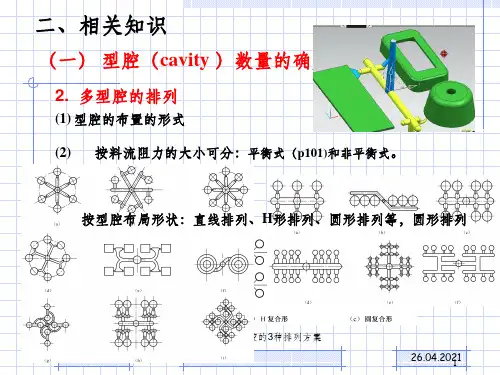
四 分流道设计
作用:使塑料熔体的流向得到平稳的转换并尽快 地充满型腔。
26.04.2021
第二节 塑件在模具中的位置设计
三、分型面的选择原则
有利于保证塑件质量
图 4-6 分型面的选择
尽量减少塑件在分型面上的投影面积
26.04.2021
第二节 塑件在模具中的位置设计
三、分型面的选择原则
有利于保证塑件质量
图 4-7 分型面的选择
要满足塑件的精度要求,比如同心度、同轴度、平行度等等
品外观、尺寸精度、物理性能和成型效率。
浇口过小:易造成充填不足(短射)、收缩凹陷、熔接痕等
外观上的缺陷,且成型收缩会增大。
浇口过大:浇口周围产生过剩的残余应力,导致产品变形
或破裂,且浇口的去除加工困难等。
2008年3月6日
2.浇口的类型及特点: 1)直接浇口(主流道型浇口):
直接浇口广泛应用于单型腔模具
1.主流道:把塑料熔体引入模具。 2.分流道:平稳地转向和分流 3.浇口:流道中最狭小的部分 作用:①调节、控制料流速度 ②调节、控制补缩时间 ③防倒流 4.冷料穴:储存冷料,防止冷料进入型腔。 ①堵塞浇口 ②影响塑件质量 浇注系统的设计是否适当,直接影响成型品的外观、物性、 尺寸精度和成型周期。
三、分型面的选择原则
分型面的选择要有利于简化模具结构