Tencel纤维的生产工艺,染整加工过程及前景
- 格式:ppt
- 大小:5.81 MB
- 文档页数:67

Tencel纤维的生产工艺及其染整加工技术摘要简述了Tencel纤维发展历史、生产工艺特点和纤维特性,以及用Tencel纤维做成服装后该怎样洗涤,然后又介绍了该怎样区分同样是纤维素纤维的Tencel纤维和粘胶纤维,进而又介绍了Tencel纤维的生产工艺及其制备它的过程中至关重要的有机溶剂NMMO的制备和它的回收,最后介绍了又介绍了Tencel纤维的染整加工技术和应用现状、技术难点及发展前景。
因为Tencel纤维在制成织物的过程中易产生原纤化,而这对光面效果的服装是极其不利的,所以在文章的结尾又介绍了几种降低Tencel纤维原纤化程度的化学方法。
关键词:Tencel纤维;生产工艺;粘胶纤维;NMMO ;染整加工;原纤化前言随着人类对合理利用有限天然资源和对环境保护观念的深入,再生纤维素纤维的绿色制造技术越来越受到人们的重视。
Tencel纤维是上个世纪末才实现工业化生产的一种新型的再生纤维素纤维,由于原料来自木材,可不断自然再生,回收率达99%以上,无毒、无污染、天丝产品使用后可生化降解,不会对环境造成污染。
故被称为“二十一世纪绿色纤维”,使得其越来越符合合现代消费者的需求。
目前使用Tencel(天丝)的有国际著名品牌Diesel、DKNY等十五个,以及国内知名品牌逸飞、雅戈尔、男士令、恒源祥、汤尼威尔等。
天丝自从进入中国市场以来很快掀起开发的热潮,从最终产品来看,可以加工成机织产品、针织产品及其它特色产品毛毯、手编绒线等等。
在与其它纤维共同应用方面,天丝不但可与棉、麻、丝、毛等天然纤维混纺或交织使用,也可与各种化学纤维共用。
目录1 Tencel纤维简介 (1)1.1 什么是天丝纤维 (1)1.2 天丝的发展历程 (1)1.3 天丝的规格 (1)1.4 天丝的性能................................................................................. .11.5 Tencel纤维优、缺点 (2)1.6 天丝织物风格 (2)1.7 天丝的洗涤方法 (3)2 天丝和粘胶纤维的鉴别 (3)2.1 生产原料和制造方法 (3)2.2 化学组成 (3)2.3 结构特征及机械性能 (4)2.4 形态结构 (4)3 生产工艺分析 (5)3.1. Tencel纤维的生产工艺 (5)3.2 生产Tencel纤维的原材料 (6)3.2 NMMO的制备 (6)3.3 溶解机理 (6)3.4 纺丝液的制备 (7)3.5 Lyocell 纤维溶解、纺丝设备流程图 (7)3.7 纺丝工艺控制参数 (8)3.8 Tencel纤维在生产过程中条件的控制: (8)3.9 Loycell纤维生产流程图 (9)3.10 溶剂回收的几种方法 (9)4、Tencel纤维的染整加工技术 (9)4.1 Tencel 织物的前处理 (10)4 .2 烧毛 (10)4.3 退浆 (10)4.4 初级原纤化 (10)4.5 酶处理 (11)4.6 氧化剂处理 (11)4.7 染色 (12)4.8 后整理 (12)4.9 染整加工注意问题 (14)5 天丝应用现状、技术难点及发展前景 (14)5.1 天丝的应用现状——舒适及功能一体 (14)5 5.3 Tencel纤维缺点分析 (15)5.4 染整加工过程中防治措施 (16)6 降低Tencel纤维原纤化的化学方法 (17)6.1 纤维素酶处理法 (17)6.2 烧碱处理或丝光法 (18)6.4 联合法 (19)参考文献 (21)1 Tencel纤维简介1.1 什么是天丝纤维Tencel纤维,又叫做“天丝”,是以针叶树为主的木浆、水和溶剂氧化胺混合,加热至完全溶解,在溶解过程中不会产生任何衍生物和化学作用,经除杂而直接纺丝,其分子结构是简单的碳水化合物。
Tencel 纤维连续前处理、染色和后整理的可能性K.Van Wersch Monforts 纺织机械公司(德国)摘 要:描述了Tencel 、Lyocell 纤维及其与纤维素纤维混纺物用化学和机械方法进行前处理的新的可能性。
同时,阐述了前处理后Tencel 和Tenel/棉混纺织物的平幅连续染色的可能性,并与竭染方法相比较。
最后陈述了Tencel 处理中的从整理到成品的过程的全面评价。
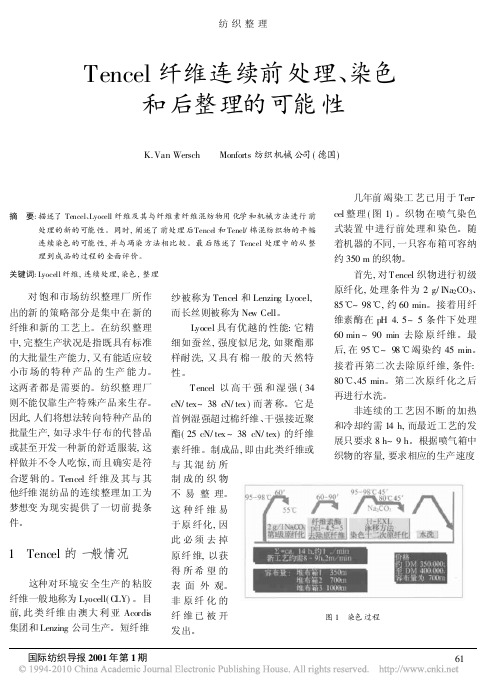
关键词:Lyocell 纤维,连续处理,染色,整理图1 染色过程对饱和市场纺织整理厂所作出的新的策略部分是集中在新的纤维和新的工艺上。
在纺织整理中,完整生产状况是指既具有标准的大批量生产能力,又有能适应较小市场的特种产品的生产能力。
这两者都是需要的。
纺织整理厂则不能仅靠生产特殊产品来生存。
因此,人们将想法转向特种产品的批量生产,如寻求牛仔布的代替品或甚至开发一种新的舒适服装,这样做并不令人吃惊,而且确实是符合逻辑的。
Tencel 纤维及其与其他纤维混纺品的连续整理加工为梦想变为现实提供了一切前提条件。
1 Tencel 的一般情况这种对环境安全生产的粘胶纤维一般地称为Lyocell(C LY)。
目前,此类纤维由澳大利亚Acordis 集团和Lenzing 公司生产。
短纤维纱被称为Tencel 和Lenzing Lyocel,而长丝则被称为Ne w Cell 。
Lyocel 具有优越的性能:它精细如蚕丝,强度似尼龙,如聚酯那样耐洗,又具有棉一般的天然特性。
Tencel 以高干强和湿强(34cN/tex~38c N/tex )而著称。
它是首例湿强超过棉纤维、干强接近聚酯(25cN/tex ~38cN/tex)的纤维素纤维。
制成品,即由此类纤维或与其混纺所制成的织物不易整理。
这种纤维易于原纤化,因此必须去掉原纤维,以获得所希望的表面外观。
非原纤化的纤维已被开发出。
几年前竭染工艺已用于Tencel 整理(图1)。
织物在喷气染色式装置中进行前处理和染色。
天丝纤维在色织产品的织造及整理工艺——天津市荣泽纺织有限公司孔垂山天丝作为一种新型的纺织材料,其优异的性能已得到广大消费者的公认。
天丝是一种以天然纤维素为原料(如:原木、棉短绒等)制成的一种环保型再生纤维,具有透气强、吸湿性强,既保暖又凉爽的特点,比棉更细轻、更快干、更舒适,比粘胶纤维湿强高得多,触感及质感均似丝绸,不会发生缩水、变形及变色。
Tencel织物手感非常柔软,似真丝织物,经染色、织造、整理等多道工序后,其强力不会过分损失,且染色性好,染色牢度高。
用于服装上,织物的柔软性、悬垂性、舒适性好;用于家用纺织品,具有抗菌、除臭等功能,如:卧室用品、装饰用品、毛巾及浴室产品等方面;用于产业用纺织品,由于其高强、高吸湿、及原纤化等性能,使其能直接或间接地提高非织造布的性能。
经过多次小样试验和多方的努力,我公司已有能力生产天丝织物。
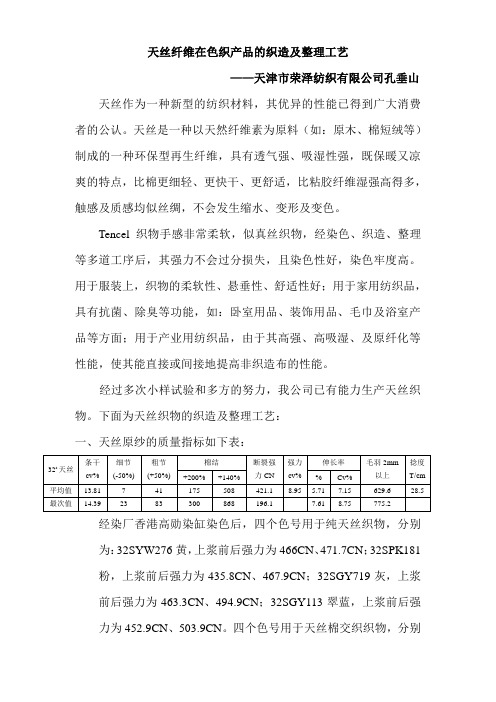
下面为天丝织物的织造及整理工艺:一、天丝原纱的质量指标如下表:经染厂香港高勋染缸染色后,四个色号用于纯天丝织物,分别为:32SYW276黄,上浆前后强力为466CN、471.7CN;32SPK181粉,上浆前后强力为435.8CN、467.9CN;32SGY719灰,上浆前后强力为463.3CN、494.9CN;32SGY113翠蓝,上浆前后强力为452.9CN、503.9CN。
四个色号用于天丝棉交织织物,分别为:32SGY719灰,上浆前后强力为406.8CN、443.2CN;32SBL115蓝,上浆前后强力为422.8CN、453.1CN;32SVL279紫,上浆前后强力为361.8CN、394.2CN;32SGN653绿上浆前后强力为405.9CN、446.8CN;二、织造的前准备工艺。
由于天丝优良的强力所以天丝在反倒工序较顺利,车速在1300转/分——1600转/分,张力盘重量为11.78克;用于纯天丝织物的纱线上浆率为13.7%,回潮率为4.8%;用于天丝棉交织织物的纱线上浆率为10.6%,回潮率为7%。
Tencel纤维纺纱工艺研究摘要:介绍了Tencel纤维的物理性能、纺纱工艺流程、各工序的工艺配置及技术措施。
重点对成纱毛羽、成纱条干和原纤化三个方面的质量问题进行了试验分析。
关键词: Tencel;纺纱;工艺;措施;原纤化;毛羽;条干Tencel 纤维是新一代再生纤维素纤维,其中文注册商标“天丝”。
它是采用溶剂纺丝工艺生产,整个纤维制造过程无毒、无污染,产品使用后可生化降解,不会对环境造成二次污染,是一种新型环保纤维。
Tencel纤维吸湿透气、强力高、抗静电,而且染色鲜艳,悬垂性好、手感柔滑,可纺性好。
Tencel纤维既能纯纺,也能与棉、麻、毛、丝、羊绒、化纤等其他纤维混纺或交织,可用于机织、针织,可作牛仔裤及各类时装、休闲装,还可作装饰布和产业用布,因此,其市场前景十分广阔。
另外,Tencel织物在染色过程中,经处理可使织物呈现出精致的桃皮绒效果,成为目前时装的流行趋势之一。
近几年国内有不少厂家已纺制了Teneel纤维纱,我公司也是较早开发Teneel纤维产品的企业之一,根据客户需求,先后开发生产了9.7 tex~28 tex Tencel纱、Tencel弹力呢、Tencel人字呢、Tencel灯芯条、细号高密Tencel府绸等系列产品。
下面以Tencel 14.6 tex 纱为例,对Tencel纤维的纺纱工艺及主要技术措施作一介绍。
1 纤维性能Tencel纤维截面呈圆形,表面光滑,是高结晶度纤维素纤维,结晶度是普通粘胶的1.7 倍,Tencel纤维的结晶度为50%,普通粘胶纤维的结晶度约为30%。
Tencel纤维在干、湿状态下均具有很高的强力和模量,且有较高的回潮率及吸湿膨润性。
2 纺纱工艺流程A002D型抓棉机→A006B型混棉机→A034型开棉机→A036型开棉机→A092型给棉机→A076C型成卷机→FA20l型梳棉机→FA302型并条机(二道)→A456型粗纱机→FA506型细纱机→村田自动络简机3 纺纱工艺配置及技术措施3.1清梳工序Tencel纤维表面光滑,卷曲数相对于其他纤维较少,抱合力差,造成纤维蓬松,棉卷易粘卷,成网较困难,条子易打滑跑偏。

天丝涤纶交织物染整工艺摘要:探讨了天丝纤维与涤纶纤维交织面料的性能及特点,通过工艺流程和工艺条件的设计,实验发现天丝涤纶交织物切实可行的生产工艺。
关键词:天丝纤维酵素洗 DF整理天丝纤维具有手感柔软、挺括滑爽、悬重、飘逸等特点,而涤纶纤维则比较硬挺,保形性好,两种纱线交织而成的面料,集两种纤维的优点,深受消费者欢迎。
1. 开发织物14.6texA100×8.3tex+4.4tex,614根/10cm×500根/10cm,天丝涤纶弹力贡缎。
2. 工艺介绍2.1工艺流程烧毛→冷堆→平洗→高温定型→丝光→染缸染涤→抛光处理→定型拉干→天丝染色→加软定型→预缩→DF整理。
2.2 烧毛天丝涤纶交织正面天丝经烧毛后,布面光洁,后道只需轻酵洗即可,反面涤纶丝表面光洁但不耐高温,不需烧毛。
烧毛工艺:车速 110m/min单火口 3级正面2.3 冷堆Naoh 30g/lH2O2 12g/lForgl MAG 15g/lSecuron PCA 1g/l车速 50m/min室温堆置 20-24h轧余率 85-90%平洗4格 85-90℃2.4 高温定型定型是保证成品尺寸稳定和回弹性良好的关键工序,通过试验对比弹性、手感、尺寸稳定性等指标,确定定型机工艺:车速45m/min,温度190℃(干布)2.5 丝光烧碱 80~90g/l车速 65m/min落布pH 6-7丝光不仅可以提高天丝纤维的得色深度和鲜艳度,还可以改善布面平整度和光泽,丝光碱浓太高,天丝手感偏硬,经试验我们选择淡碱丝光,浓度80~90g/l。
2.6 染色a.涤纶染色:我们采用溢流缸染色,通过调大口径,降低行布速度,减少天丝擦伤。
同时,织物在缸中搓揉,赋予织物软糯的手感。
染色处方:分散黄 SE-RL 0.23%红 S2GFL 0.5%深兰 H-GL 1.7%冰醋酸 1g/l硫酸铵 0.5g/lb.酵素洗由于天丝在缸中搓揉,表面会产生毛羽,为保证布面光洁,需做酵素洗,天丝纤维经酵洗后,布面光洁。
书山有路勤为径;学海无涯苦作舟
Tencel/棉高支高密织物前处理工艺
Tencel纤维由于其自身性能特点,与棉纤维间的抱合力较大,混纺性好,可纺长丝、短纤的高支数纱支,制成的高支高密织物经适当加工后,缩水率低尺寸稳定性好,吸湿透气,抗静电,手感松软,触感独特,悬垂飘逸,有动感,上色鲜艳,色泽绚丽,外形酷似真丝织物,用其做成的服装凉爽舒适,不贴身体,穿着舒适,尤其适合作内衣、运动服、夏季服饰的高档面料。
但织物前处理加工难度大,易产生折痕、折皱、擦伤、布面起毛起球、内在质量不符合要求等疵病,本文籍此探讨了Tencel/棉高支高密织物前处理加工工艺。
1生产实践
1.1生产材料
1.1.1织物规格
Tencel/棉,60/40,60/2x60/2,1 88x73,160cm。
1.1.2主要染化料助剂
BF-7658淀粉酶、酸性纤维素酶、诺维信果胶酶,烧碱、双氧水、
螯合剂540、稳定剂wz-1、精练剂88u、渗透剂R-AH、润滑剂等。
1.2主要的生产设备
气体烧毛机(CLMA003型,双喷式火口)、自制乳卷式汽蒸箱、高效
平洗机、直辊布铗丝光机(LMA125型)、溢流喷射染色机(台湾合亿)等。
1.3测试方法
(1)退浆率的测定使用碘量法。
(2)断裂强度参照GB3912—83标准,在YG026织物强力试验机上测定。
(3)白度用ZBD白度仪,按标准方法测定。
专注下一代成长,为了孩子。
书山有路勤为径;学海无涯苦作舟
Tencel织物的印花前处理
Teneel织物的前处理目的是为了最大限度地发挥出桃皮绒风格的触感。
通过对原纤化进行巧妙的控制,可以获得天然卷曲形状的高蓬松感、高回
弹性、良好的悬垂性、优良的尺寸稳定性,并具有优良的印染后加工性能。
1.桃皮绒风格的Tencel纤维的工艺流程
坯布翻缝一烧毛一酶退浆一碱处理(初级原纤化)一酶处理去原纤化一失
活处理(洗涤、中和)一氧漂一定形一印花一柔软拉幅一预缩
2. 光滑的Tencei纤维的工艺流程
(1)坯布翻缝一烧毛一酶退浆一氧漂一定型一印花(染色)一整理
(2)针织物前处理一绳状处理(酶退浆)一氧漂一水洗一烘干一定形一印
花一整理
3. Tencel纤维前处理工艺配方
(1)退浆精练:
酶退浆剂3%(对织物重)
碳酸钠0—2g/L
渗透剂2g/L
浴比:1:20,温度:80℃,时间120 min
(2)碱处理(初级原纤化):
柔软剂2—4g/L
烧碱2—3 g/L(80℃时加入)
浴比:1:20,温度:80—95℃,时间:30—60min
碱处理后的织物用溢流水淋洗至pH值达到中性后再进行酶处理,因为
专注下一代成长,为了孩子。
2024年纤维用染料市场前景分析介绍纤维用染料是一种应用于纺织行业的化学染料,用于将纤维材料上色。
纤维用染料市场前景是指通过分析市场趋势、竞争状况和需求预测等因素,探讨纤维用染料市场的发展前景。
本文将围绕纤维用染料市场前景展开分析,深入探讨市场的现状和未来的发展趋势。
纤维用染料市场现状纤维用染料市场是一个庞大且复杂的市场,在全球范围内都有广泛应用。
纤维用染料市场的规模不断增长,主要受到以下因素的影响:1.纺织行业的增长:随着经济的发展和人们生活水平的提高,对纺织品的需求量不断增加,促使纺织行业的发展。
纤维用染料作为纺织品上色的重要材料,需求量也随之增加。
2.技术的进步:纤维用染料市场的发展得益于现代化的生产技术。
新的染料配方和染色工艺的研发,提高了染料的质量和效率,增强了市场竞争力。
3.环保意识的提高:在全球范围内,环保意识逐渐增强。
纤维用染料市场也受到环保要求的影响,市场上对环保性能较好的染料的需求不断增加。
纤维用染料市场目前的竞争状况较为激烈,市场上存在多家国内外染料企业。
产品的品质、价格、供货能力、技术支持等因素决定了企业在市场中的竞争力。
纤维用染料市场发展趋势纤维用染料市场在未来有以下发展趋势:1.多元化的颜色和效果要求:随着人们对纺织品设计越来越注重,对纤维用染料的颜色和效果要求也在不断提高。
市场上对纤维用染料多样化的需求将越来越大。
2.环保染料的需求增加:随着环保意识的提高,对环保染料的需求将逐渐增加。
环保染料具有较低的环境污染风险,符合市场的发展方向。
3.高效性和稳定性的染料需求增长:市场对高效性和稳定性的纤维用染料的需求将持续增长。
高效性的染料能够提高染色效率,稳定性的染料能够确保染色效果的一致性。
4.染料技术的创新:随着科技的进步,染料技术也在不断创新。
新技术的引入将进一步提高染料的质量和效率,满足市场的需求。
2024年纤维用染料市场前景分析纤维用染料市场具有良好的发展前景。
随着纺织行业的增长和消费者对纺织品品质的要求提高,纤维用染料的需求将持续增加。