DOE 实验设计(免费下载,相当实用)
- 格式:pdf
- 大小:1.17 MB
- 文档页数:98

查看:[大字体中字体小字体]DOE知识介绍一、什么是DOE:DOE(Design of Experiment)试验设计,一种安排实验和分析实验数据的数理统计方法;试验设计主要对试验进行合理安排,以较小的试验规模(试验次数)、较短的试验周期和较低的试验成本,得理想的试验结果以及得出科学的结论。
实验设计源于1920年代研究育种的科学家Dr. Fisher的研究, Dr. Fisher是大家一致公认的此方法策略的创始者, 但后续努力集其大成, 而使DOE在工业界得以普及且发扬光大者, 则非Dr. Taguchi (田口玄一博士) 莫属。
二、为什么需要DOE:要为原料选择最合理的配方时(原料及其含量);要对生产过程选择最合理的工艺参数时;要解决那些久经未决的“顽固”品质问题时;要缩短新产品之开发周期时;要提高现有产品的产量和质量时;要为新或现有生产设备或检测设备选择最合理的参数时等。
另一方面,过程通过数据表现出来的变异,实际上来源于二部分:一部分来源于过程本身的变异,一部分来源于测量过程中产生的变差,如何知道过程表现出来的变异有多接近过程本身真实的变异呢?这就需要进行MSA测量系统分析。
三、DOE实验的基本策略:策略一:筛选主要因子(X型问题化成A型问题)实验成功的标志:在ANOVA分析中出现了1~4个显着因子;这些显着因子的累积贡献率在70%以上。
策略二:找出最佳之生产条件(A型问题化成 T型问题)实验成功的标志:在第二阶段的实验中主要的误差都是随机因素造成的。
因为各因子皆不显着,因此,每一因子之各项水准均可使用,在此情况下岂不是达到了成本低廉且又容易控制之目的。
策略三:证实最佳生产条件有再现性。
试验设计方法及其在国内的应用返回DOE目录随着改革开放的深入,以市场经济为代表的西方先进文明及其方法论越来越多被国内企业界所接纳。
在质量管理、产品(医药,化工产品,食品,高科技产品,国防等)研发、流程改进等领域,统计方法越来越多成为企业运营的标准配置。

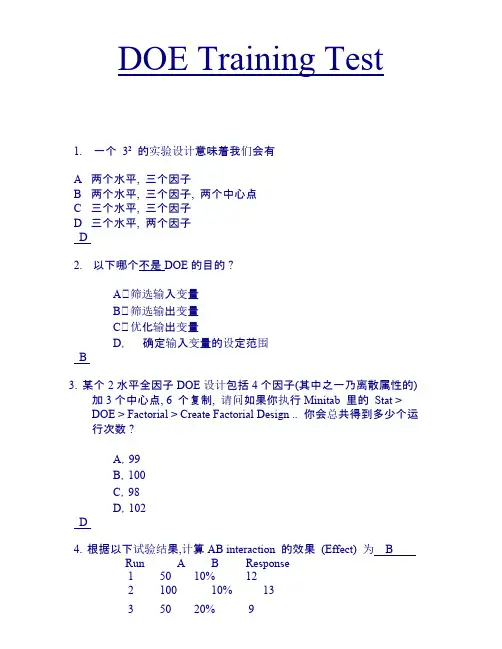
DOE Training Test1. 一个32的实验设计意味着我们会有A两个水平, 三个因子B两个水平, 三个因子, 两个中心点C三个水平, 三个因子D三个水平, 两个因子D2.以下哪个不是DOE的目的 ?A,筛选输入变量B,筛选输出变量C,优化输出变量D,确定输入变量的设定范围B3.某个2水平全因子DOE设计包括4个因子(其中之一乃离散属性的)加3个中心点, 6 个复制, 请问如果你执行Minitab 里的Stat >DOE > Factorial > Create Factorial Design .. 你会总共得到多少个运行次数 ?A,99B,100C,98D,102D4.根据以下试验结果,计算AB interaction 的效果(Effect) 为 B Run A B Response15010%12210010%1335020% 9410020%20A ,5B ,10C ,-5D ,0 解答:50,20(9) 100,20 (20) 50,10(12) 100,10(13) AB 交互效果=((12+20)-(9+13))/2=5左对角线之和减去右对角线之和。
B, 时间的main effect 为1.8C,Interaction 为 0.7D, 时间肯定是统计上算显著 A解析:算某个因子的main effect 时,利用它的高水平时的响应值之和减去低水平响应值之和,最后平均。
本例中,temp 高水平950时的响应值为9.9和10.1,低水平850时的响应值为8和12,那么=((9.9+10.1)-(8+12))/2=1.6。
6.与两水平的因子试验相比, 以下哪一个是三水平试验的优点?A.可以评估交互作用B.可以识别曲率C.试验设计可以被扩展(两水平同样可以扩展)D.试验效果的绩效最大B7.以下的哪一种试验设计不能分析交互作用A.部分因子试验设计B.有复制的部分因子试验设计C.有复制的全因子试验设计D.有复制的饱和筛选设计D8. 一个用于优化电子控制模块可靠性的2水平5 因子试验,只复制全因子试验设计次数的一半。



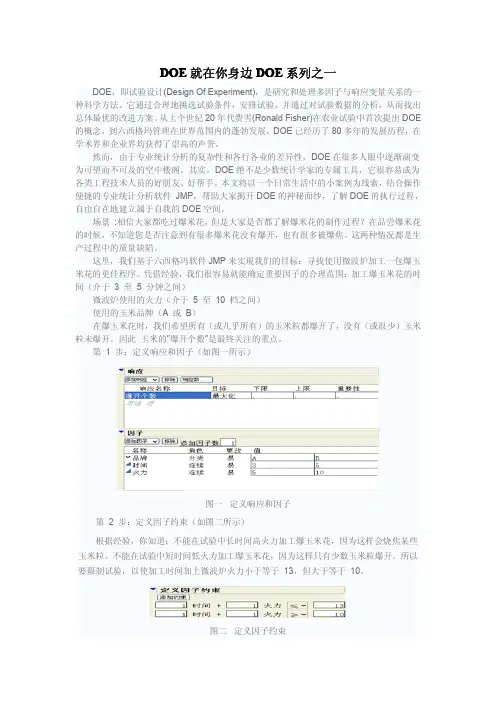
DOE就在你身边DOE系列之一DOE,即试验设计(Design Of Experiment),是研究和处理多因子与响应变量关系的一种科学方法。
它通过合理地挑选试验条件,安排试验,并通过对试验数据的分析,从而找出总体最优的改进方案。
从上个世纪20年代费雪(Ronald Fisher)在农业试验中首次提出DOE 的概念,到六西格玛管理在世界范围内的蓬勃发展,DOE已经历了80多年的发展历程,在学术界和企业界均获得了崇高的声誉。
然而,由于专业统计分析的复杂性和各行各业的差异性,DOE在很多人眼中逐渐演变为可望而不可及的空中楼阁。
其实,DOE绝不是少数统计学家的专属工具,它很容易成为各类工程技术人员的好朋友、好帮手。
本文将以一个日常生活中的小案例为线索,结合操作便捷的专业统计分析软件JMP,帮助大家揭开DOE的神秘面纱,了解DOE的执行过程,自由自在地建立属于自我的DOE空间。
场景:相信大家都吃过爆米花,但是大家是否都了解爆米花的制作过程?在品尝爆米花的时候,不知道您是否注意到有很多爆米花没有爆开,也有很多被爆焦。
这两种情况都是生产过程中的质量缺陷。
这里,我们基于六西格玛软件JMP来实现我们的目标:寻找使用微波炉加工一包爆玉米花的更佳程序。
凭借经验,我们很容易就能确定重要因子的合理范围:加工爆玉米花的时间(介于3至5分钟之间)微波炉使用的火力(介于5至10档之间)使用的玉米品牌(A或B)在爆玉米花时,我们希望所有(或几乎所有)的玉米粒都爆开了,没有(或很少)玉米粒未爆开。
因此玉米的"爆开个数"是最终关注的重点。
第1步:定义响应和因子(如图一所示)图一定义响应和因子第2步:定义因子约束(如图二所示)根据经验,你知道:不能在试验中长时间高火力加工爆玉米花,因为这样会烧焦某些玉米粒。
不能在试验中短时间低火力加工爆玉米花,因为这样只有少数玉米粒爆开。
所以要限制试验,以使加工时间加上微波炉火力小于等于13,但大于等于10。
Design of Experiments(DOE)实验设计Design of Experiments(DOE)实验设计1. 定义和介绍实验设计(Design of Experiments)或设计实验(Designed Experiments)是一系列试验及分析方法集,通过有目的地改变一个系统的输入来观察输出的改变情况。
图1-1示出一个系统示意图。
图1-1中的系统既可以看作是一个产品开发过程,也可以看作是一个生产过程。
对于一个生产过程, 一般它是由一些机图1-1 一个系统示意图:Input输入; Output输出; Controllable input factors可控的输入参数 X1,X2,…,Xp; Uncontrollable inputfactors不可控的输入参数 Z1,Z2,…,Zq。
器、操作方法和操作人员所组成的,把一种输入原材料转变(加工)成某种输出产品。
这种输出产品具有一些可以观察的质量特性,也可叫响应(例如,产量、强度、硬度等)。
一些过程参数(X1,X2,…,Xp)是可控的, 例如进给速度、淬火温度等; 而另一些(Z1,Z2,…,Zq)是不可控的, 它们有时被称为噪声参数,例如环境温度、湿度等。
实验设计的目的可能包括:(1)确定哪些参数对响应的影响最大;(2)确定应把有影响的参数设定在什么水平,以使响应达到或尽可能靠近希望值(On target);(3)确定应把有影响的参数设定在什么水平,以使响应的分散度(或方差)尽可能减小。
(4)确定应把有影响的参数设定在什么水平,以使不可控参数(噪声参数)对响应的影响尽可能减小。
因此, 在制造过程的开发以及解决过程中出现的问题中都可以应用实验设计,以改善过程的性能,或者使过程对于外部波动源(干涉)不那么敏感,即得到一个“稳健”(Robust)的过程,同时还可节省时间和降低成本。
所以,实验设计对于开发和改善制造过程,提高产品质量是一个非常重要的工程工具。
除此之处,实验设计还可以在新产品开发或现有产品改进中起到很大作用:(1)评价和比较不同设计方案;(2)评价代用材料;(3)确定影响性能的关键产品设计参数(KPC)。
在这些领域应用实验设计可以改善产品的制造工艺性、增强服役性能和可靠性、降低产品成本和缩短产品开发周期。
应该指出,实验设计包括的内容很多,有关的著作很厚,例如, Design and analysis of experiments (Douglas C.Montgomery)有538页,本课程主要介绍在工业上得到较广泛应用的析因实验法、部分析因实验法(包括所谓正交实验法)——Factorial experiments, Fractional Factorial, and Taguchi Method。
所以,在本课程中讲的实际上是狭义的实验设计,即析因实验法和部分析因实验法。
问题的提出——用实验的方法改进质量2.在工程实践中经常碰到如下问题:(1)影响产品和产品制造过程性能的可能因素往往很多,如何确定到底哪些因素是最有影响性的?(2)如何调整这些因素才能获得最佳效果?对于上述问题,工程计算和计算机模拟可以提供很有价值的结果,可以告诉为获得最佳效果一些影响参数应取的数值以及一些影响参数与响应之间的基本关系。
但是,实际的产品及其制造过程都是很复杂的,为能进行上述计算和模拟往往需要进行必要的简化,这一般都会引入一定的分析误差。
在这种情况下,分析结果一般又都需要得到专门设计的实验的验证。
应该指出,进行上述计算和模拟的前提是要能找到描述影响参数与响应之间关系的工程方程(数学描述),否则便无法进行上述计算和模拟。
即使在这种情况下,也可以应用实验的方法找到影响参数与响应之间的关系,达到改进质量的目的。
所以可以说,为获得高质量的产品,进行必要的实验是不可缺少的。
而进行实验是需要付出代价的,往往代价较高,需要花费较多的人力、物力和时间。
所以,如何合理设计实验,以便能以最小的代价获得尽可能多、而且可靠的有关产品及其制造过程的知识,从而达到改进质量的目的,是很重要的,也是很有学问的。
下面以一个实例来引出如何合理设计实验的问题。
实例: 制造弹簧制造弹簧有一个工序是淬火,而淬火过程会使一些弹簧中出现裂纹,如何解决这个质量问题?图2-1示出弹簧的淬火示意图。
图2-1 弹簧的淬火示意图。
这个问题的实质是要提高经淬火后不含裂纹弹簧的比例。
影响这种响应的输入因素包括哪些参数呢?根据以往的经验,有意义的输入因素包括弹簧被加热的温度(T);弹簧钢的含碳量(C);淬火用油的温度(O)。
解决这个问题,就是要找到参数T、C和O的最佳值,以使不含裂纹的弹簧比例(响应)达到最高。
这个问题的最终解决要靠实验。
但是,在开始作实验以前,最好能知道有意义的影响参数的大致数值或范围。
如果存在工程方程描述影响参数与响应之间的关系,可以用计算机模拟来确定这种数值或范围。
但如果没有这种工程方程,便无法利用计算机模拟,这时可以靠找前人总结的有关工程经验来确定这种数值或范围。
教科书、专著、论文、工程手册等文献中便包含有很多这种工程经验。
从有关的工程手册中查到,参数T、C和O应该取如下数值:T= 1525°FC= 0.6%O= 95°F但是,它们是最佳值吗?怎么回答这个问题?只能用实验来回答这个问题。
为什么从工程手册中查到的经验数据不一定是最佳值呢?这是因为这些经验数据都在一定条件下得出的,而你当前的问题未必与那些条件完全相符。
为了用实验回答上述问题,就必须设计一个合适的实验方法。
而这个设计是否合理,直接关系到能够从这种实验中得到的知识有多少,以及需要花费的人力、物力和时间有多少。
实验中的参数选择基于从工程手册中查到的经验数据,在此基础之上,把数据增大一些及减小一些,看有什么情况发生.3. 一种低效率的实验设计:一次只改变一个参数,而其他参数都保持不变(One factor at a time)例如,仅改变弹簧温度T, 从1450°F变到1600°F, 而弹簧钢含碳量C和油温O保持不变——C=0.5%,O=70°F 。
为考虑未知的不可控输入因素的影响,在每个状态下各作4次重复试验。
共作了8次试验。
图3-1示出实验结果。
可以看出,1600°F 是个较好的弹簧温度值,其不含裂纹弹簧所占比例比1450℃时高5%。
但是,要注意得到这种结果的条件——含碳量C=0.5%,油温O=70°F 。
如果有人要问,在C=0.7%或O=120°F 的情况下把弹簧温度从1450°F 变到1600°F 能够使不含裂纹弹簧的比例提高同样的程度吗?如何回答这个问题?诚实的回答应是:不知道。
为了以同样的方法研究不同含碳量的影响,也需要另外再作8次试验(在每个含碳量水平各作4次重复性试验)。
作完这些试验以后,我们仅可知道对于特定的钢温度和油温组合,当改变含碳量时系统的响应(不含裂纹弹簧所占比例)是如何可改变的。
为检验油温的作用,又需要再作8次试验,但也会碰到同样的困难。
保持不变(One factor at a time)对于上述工程问题,采用“一次只改变一个参数”的方法进行实验,需要作24次试验。
作完这些试验以后,我们所能得到的信息,也只是每个变量在其他两个变量取一定的组合的情况下的效应(作用)。
并且我们对各个变量之间的相互作用一点儿都不了解。
为了提高实验的有效性,有人对实验设计方法进行了研究。
在这一领域中的一个著名人物Ronald A.Fisher, 是个英国人。
他在本世纪20年代,提出了“同时改变所有参数”的实验设计思想,这种方法被称为析因实验或析因设计(Factorial Design)。
应用析因实验法对于上述弹簧淬火实验进行设计(三个参数,每个参数取两个水平),只需进行8次试验。
而且,相对于“一次只改变一个参数”的实验方法,利用这8次试验可以得到更多的信息。
4.析因实验设计(Factorial Design)现在,按Fisher“同时改变所有参数”的想法来设计弹簧淬火实验。
图4-1示出实验设计方案及实验的响应(结果)。
其中,表中的每一行对应于一个试验;每一列对应一个参数的取值,一共有三个参数T(弹簧加热温度)、C(含碳量)和O(油温),每个参数各取两个水平。
为使实验能反映每个参数的每个水平的所有组合情况,共需作8次试验,即23。
每个参数取两个水平的析因实验设计可以用一个立方体来表示,其每个尺度代表一个参数的变化轴线,其每个顶点代表一个试验,试验条件由其座标表示,试验结果(响应)写在圆环之中——每个顶点与表中的一行相对应。
图4-1 弹簧淬火的析因实验设计及实验响应4-1 参数的主效应(Main effect)参数的主效应:一个参数的水平改变时所引起的响应变化。
4-1-1弹簧温度T的主效应参见图4-2, 当弹簧温度T从1450°F 变到1600°F 时,响应共有4种变化情况,每种变化情况分别与另外两个参数(即,含碳量C和油温O)的特定组合情况相对应。
弹簧温度T的主效应等于在上述4种情况中响应增量的平均值。
通过分析图4-2中的公式符号,可以看出,T的主效应也等于当T=1600°F (高水平)时的各个响应的平均值(79+ 75+ 90+87)/4 (4-1)Th=减去当T=1450°F (低水平)时的各个响应的平均值Tl=(67+ 61+ 59+ 52)/4 (4-2)即,T的主效应Tm= Th- Tl=(79+75+90+87-67-61-59-52)/4 (4-3)由此可以抽象出, 一个参数X的主效应Xm,等于当它取高水平时的所有响应的平均值Xh减去当它取低水平时的所有响应的平均值Xl,即Xl (4-4)Xm=Xh-图4-2 当弹簧温度T从1450°F 变到1600°F 时,响应共有4种变化情况,每种变化情况分别与另外两个参数(即,含碳量C和油温O)的特定组合情况相对应。
4-1-2含碳量C和油温的主效应利用上述结论,可以容易地求出含碳量C和油温O的主效应。
参见图4-3.图4-3 含碳量C和油温O的主效应(Carbon effect, Oiltemperature effect)。
下面是计算结果:Cm= Ch- Cl=(61+ 52+ 87+ 75)/4- (67+ 59+ 90+ 79)/4=73.75=-5.0 (4-5)=68.75-Om= Oh- Ol=(59+ 52+ 87+ 90)/4- (67+ 61+ 75+ 79)/4=+1.5 (4-6)70.5==72-4-2 相互作用效应(Interaction effects)首先研究一下:(1)当油温O=70°F 时,弹簧温度T的效应;(2)当油温O=120°F 时,弹簧温度T的效应。