钣金件质量检验报告单
- 格式:docx
- 大小:558.97 KB
- 文档页数:3

钣金检验标准 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】文件名称:钣金产品检验标准文件编号:WTL-MP-QA-002发行日期:2007年03月01日1. 目的确保零部件的加工质量,防止未经检验和不合格的加工零部件转序或误用。
2. 适用范围本指导书明确规定了钣金制造工序检验的方法和要求。
本指导书适用于公司内对钣金加工零部件的质量控制,当产品有特殊要求涵盖本指导书,请遵照产品特殊要求执行。
3. 职责生产部操作工负责对所加工零部件进行自检和互检。
质量部负责所加工零部件的检验和不良品处理。
工程部负责产品技术支持。
4. 工序检验规范操作工在操作前,要对上道工序加工零件或原材料进行外观和形状检验,如果发现不良品,操作工可以拒收并通知检验员或工程师处理该不良品。
拉丝检验:4.1.1 检验方法a.操作工及检验员对于每班每批次拉丝加工零件都必须进行首件检验,只有当首件检验合格后,方能进行批量生产. 检验员要求一次首件,一次过程检验和一次最终检验。
操作工在领原材料时必须依据生产程序单的要求检查规格尺寸。
b.操作工应对拉丝零件的表面质量进行全数检验。
4.1.2 检验要求:4.1.2.1 按照工程文件,确认拉丝前原材料符合要求。
剪切零件的检验要求:4.1.2. 对第一块剪下来的材料,应仔细测量各尺寸。
对所剪切的零件进行对角线测量:小于2mm 为合格。
单边测量:小于0.5mm为合格。
检验员检验合格后才可以继续剪料。
4.1.2. 对于剪下来的材料,检查材料剪切边缘是否有蜷曲和变形,如有高于表面0.5mm的为不合格。
4.1.3 剪切下来的板材表面优先按照TS文件或者Routing上有规定的要求检验,没要求的一般按照以下4点要求检验:4.1.3.1 不得有长度超过4毫米深划痕(有手感的),特别是正中很明显的位置,或划痕虽浅但很多很密很长,均不允许。
单面刮痕不能超过2条。
钣金件质量检验报告单___技术(北京)有限公司钣金件质量检验报告单项目编号:本报告单针对___技术(北京)有限公司生产的钣金件进行质量检验。
以下是检验项目及结果:外形尺寸:钣金件的外形尺寸需要符合要求。
经检验,所有产品的外形尺寸均一致,检验结果为√合格。
配件数量:每个钣金件的配件数量需要满足生产要求。
经检验,所有产品的配件数量均符合要求,检验结果为√合格。
颜色:钣金件的颜色需要一致。
经检验,有单体产品颜色不一致现象,但成批产品颜色一致,检验结果为□不一致。
镀锌:钣金件需要进行镀锌处理。
经检验,所有产品均进行了镀锌处理,检验结果为√是。
喷塑:钣金件需要进行喷塑处理。
经检验,所有产品均进行了喷塑处理,检验结果为√是。
钣金件强度:钣金件需要具备一定强度。
经检验,所有产品的钣金件强度均符合要求,检验结果为√合格。
划痕:钣金件表面不能有较明显的划痕。
经检验,有轻微的划痕现象,但均在不明显处,检验结果为√轻微。
变形:钣金件不能有明显的变形。
经检验,有轻微的变形现象,但用直角尺测量不垂直,肉眼看不是很明显,检验结果为√轻微。
焊接:钣金件需要进行焊接处理。
经检验,所有产品的焊接均符合要求,检验结果为√合格。
装配:钣金件需要进行装配。
经检验,有轻微的缝隙现象,但在可接受范围内,检验结果为√轻微。
其他问题:除以上检验项目外,未发现其他问题。
处理意见:经检验,所有产品的质量符合要求,处理意见为√接收。
说明:1.在检验结构中只能填写合格或不合格。
2.■/√□、□代表评审结论标注;■/√□:选择;□:不选择;。
面板安装质量检验报告单报告编号:[编号]报告日期:[日期]一、检验单位信息检验单位名称:[单位名称]二、安装单位信息安装单位名称:[单位名称]三、检验项目1.安装前检查1.1面板表面平整度检查检查结果:[描述检查结果,如"表面平整度符合安装要求"]1.2面板规格尺寸检查检查结果:[描述检查结果,如"面板规格尺寸符合安装要求"]1.3面板边缘及角部检查检查结果:[描述检查结果,如"面板边缘及角部无明显破损或变形"]2.安装过程检查2.1面板放置和固定检查检查结果:[描述检查结果,如"面板放置正确,固定牢固"]2.2接缝处处理检查检查结果:[描述检查结果,如"接缝处处理平整,无明显缝隙"]2.3面板与墙面连接检查检查结果:[描述检查结果,如"面板与墙面连接紧密,无松动现象"]2.4面板与地面连接检查检查结果:[描述检查结果,如"面板与地面连接紧密,无松动现象"]2.5面板与天花板连接检查检查结果:[描述检查结果,如"面板与天花板连接紧密,无松动现象"]3.安装后细节检查3.1表面清洁度检查检查结果:[描述检查结果,如"面板表面清洁度符合要求"]3.2辅助材料使用检查检查结果:[描述检查结果,如"辅助材料使用符合要求"]3.3面板装饰效果检查检查结果:[描述检查结果,如"面板装饰效果符合设计要求"]四、检验结论根据以上检验项目的检查结果,判断面板安装质量情况如下:[描述检验结论,如"面板安装质量良好五、存在问题及改进措施1.问题描述:[描述存在的问题,如"部分面板接缝处有轻微缝隙"]改进措施:[提出改进措施,如"重新处理接缝处,确保接缝无缝隙"]2.问题描述:[描述存在的问题,如"部分面板表面有污渍"]改进措施:[提出改进措施,如"清洁面板表面,确保表面无污渍"]六、检验人员意见检验人员意见:[检验人员意见,如"面板安装质量整体较好,符合要求"]七、附件1.安装前拍照:[安装前的照片,可附图]2.安装后拍照:[安装后的照片,可附图]3.相关检测资料:[如有其他相关检测资料,可附]八、签署检验单位负责人(签名):____________________检验单位负责人(日期):____________________安装单位负责人(签名):____________________。
1.目的规范钣金结构件的检验标准,以使各过程的产品质量得以控制。
2.适用范围本标准适用于各种钣金结构件的检验,与图纸和技术文件同步使用。
当有冲突时,以技术图纸和客户要求为准。
3.引用标准本标准的尺寸未标注单位皆为mm,未注公差按以下国标IT 13级执行GB/T1800.3 - 1998 极限与配合标准公差和基本偏差数值表GB/T1800.4 - 1999 极限与配合标准公差等级和孔、轴的极限偏差表GB/1804 - 2000 一般公差未注公差的线性和角度尺寸公差GB/T1184–1996 形位公差未注公差的形状和位置公差4.原材料及辅料检验标准4.1 金属材料4.1.1材质料厚及质量应符合国标,采用的钣材材质需出示性能测试报告及厂商证明。
4.1.2材料外观:平整无锈迹,无开裂与变形。
4.1.3尺寸:按图纸或技术要求执行,没注明标准要求的按现行国标执行。
4.2 通用五金件、紧固件4.2.1外观:表面无绣迹、无毛刺批锋,整批来料外观一致性良好。
4.2.2尺寸:按图纸与国标要求,重要尺寸零缺陷。
4.2.3性能:试装配与使用性能符合产品要求。
4.3 管件方通、圆通4.3.1材质料厚及质量应符合国标,材质需出示性能测试报告及厂商证明。
4.3.2外观:表面无绣迹、无变形、撞伤、刮痕,整批来料拉丝、色泽一致性良好。
4.3.3尺寸:按图纸或技术要求执行,没注明标准要求的按现行国标执行。
5.工序质量检验标准5.1 冲裁(数冲)检验标准●对有可能造成伤害的尖角、棱边、粗糙要打磨处理去除毛刺。
●冲切过程中产生的接刀痕:必须符合安全(不划伤手)和零件尺寸公差,一般不大于板厚的10%~20%,数控冲咬出的孔、异形孔、圆角必须修整平滑。
●图纸中未明确标明之尖角(除特别注明外)均为R1.5 mm。
●冲裁加工对于门板、面板等外露可见面应无明显凸起、凹陷、粗糙不平、划伤、锈蚀等缺陷。
●毛刺:冲裁后毛刺高L ≤5% t(t为板厚)。
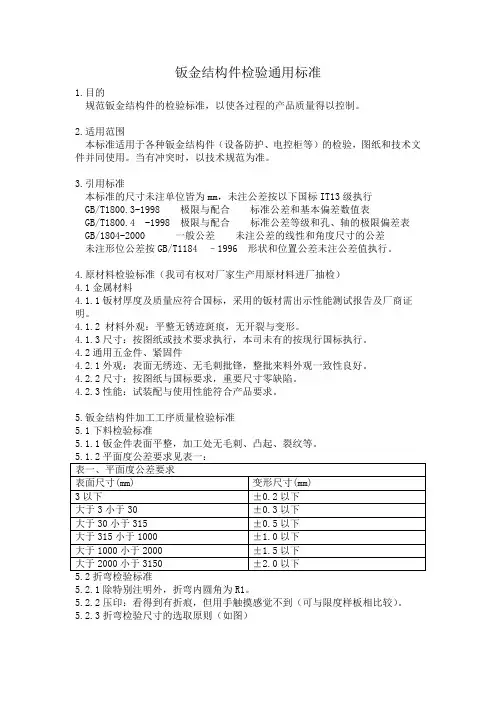
钣金结构件检验通用标准1.目的规范钣金结构件的检验标准,以使各过程的产品质量得以控制。
2.适用范围本标准适用于各种钣金结构件(设备防护、电控柜等)的检验,图纸和技术文件并同使用。
当有冲突时,以技术规范为准。
3.引用标准本标准的尺寸未注单位皆为mm,未注公差按以下国标IT13级执行GB/T1800.3-1998 极限与配合标准公差和基本偏差数值表GB/T1800.4 -1998 极限与配合标准公差等级和孔、轴的极限偏差表GB/1804-2000 一般公差未注公差的线性和角度尺寸的公差未注形位公差按GB/T1184 –1996 形状和位置公差未注公差值执行。
4.原材料检验标准(我司有权对厂家生产用原材料进厂抽检)4.1金属材料4.1.1钣材厚度及质量应符合国标,采用的钣材需出示性能测试报告及厂商证明。
4.1.2 材料外观:平整无锈迹斑痕,无开裂与变形。
4.1.3尺寸:按图纸或技术要求执行,本司未有的按现行国标执行。
4.2通用五金件、紧固件4.2.1外观:表面无绣迹、无毛刺批锋,整批来料外观一致性良好。
4.2.2尺寸:按图纸与国标要求,重要尺寸零缺陷。
4.2.3性能:试装配与使用性能符合产品要求。
5.钣金结构件加工工序质量检验标准5.1下料检验标准5.1.1钣金件表面平整,加工处无毛刺、凸起、裂纹等。
表一、平面度公差要求表面尺寸(mm) 变形尺寸(mm)3以下±0.2以下大于3小于30 ±0.3以下大于30小于315 ±0.5以下大于315小于1000 ±1.0以下大于1000小于2000 ±1.5以下大于2000小于3150 ±2.0以下5.2.1除特别注明外,折弯内圆角为R1。
5.2.2压印:看得到有折痕,但用手触摸感觉不到(可与限度样板相比较)。
5.2.3折弯检验尺寸的选取原则(如图)5.2.3.1 L型表二一次折弯的折弯高度尺寸未注公差值(单位:mm)基本尺寸分段≤30 >30~120 >120~500>500~1000>1000未注公差值±0.2 ±0.3 ±0.5 ±0.8 ±1.0a).压死边的折弯尺寸的未注公差值如图,尺寸H3的未注公差值为(+0.5~0),尺寸H4未注公差值±1。

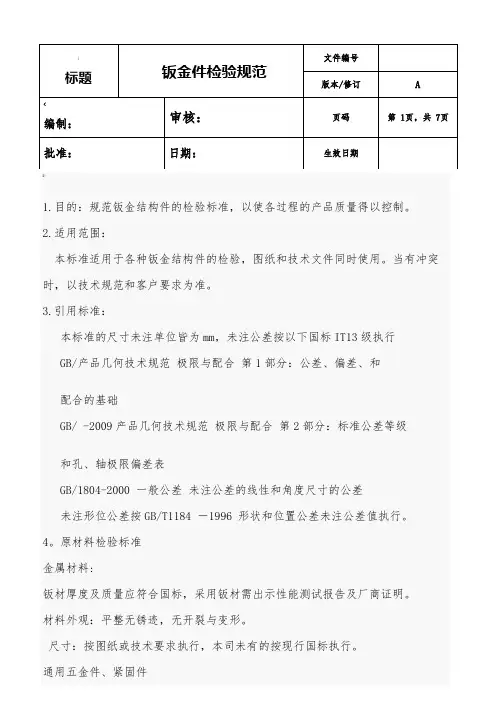
#1.目的:规范钣金结构件的检验标准,以使各过程的产品质量得以控制。
2.适用范围:本标准适用于各种钣金结构件的检验,图纸和技术文件同时使用。
当有冲突时,以技术规范和客户要求为准。
3.引用标准:本标准的尺寸未注单位皆为mm,未注公差按以下国标IT13级执行GB/产品几何技术规范极限与配合第1部分:公差、偏差、和配合的基础GB/ -2009产品几何技术规范极限与配合第2部分:标准公差等级和孔、轴极限偏差表GB/1804-2000 一般公差未注公差的线性和角度尺寸的公差未注形位公差按GB/T1184 -1996 形状和位置公差未注公差值执行。
4。
原材料检验标准金属材料:钣材厚度及质量应符合国标,采用钣材需出示性能测试报告及厂商证明。
材料外观:平整无锈迹,无开裂与变形。
尺寸:按图纸或技术要求执行,本司未有的按现行国标执行。
通用五金件、紧固件外观:表面无绣迹、无毛刺批锋,整批来料外观一致性良好。
尺寸:按图纸与国标要求,重要尺寸零缺陷。
性能:试装配与使用性能符合产品要求。
5、工序质量检验标准冲裁检验标准对有可能造成伤害的尖角、棱边、粗糙要做去除毛刺处理。
图纸中未明确标明之尖角(除特别注明外)均为。
冲压加工所产生的毛刺,对于门板、面板等外露可见面应无明显凸起、凹陷、粗糙不平、划伤、锈蚀等缺陷。
毛刺:冲裁后毛刺高L≤5%t(t为板厚)。
划伤、刀痕:以用手触摸不刮手为合格,应≤。
平面度公差要求见表一。
附表一、未注平面度公差要求折弯检验标准毛刺:折弯后挤出毛刺高L≤10%t(t为板厚)。
压印:看得到有折痕,但用手触摸感觉不到。
(有特殊表面要求和镜面除外)折弯变形标准按照《表二》及《表三》。
【附表二:对角线公差要求】折弯方向、尺寸与图纸一致。
钢板在弯、折、卷制作过程中出现的锤击痕迹应予以修复,不得有明显锤窝现象。
钣金加工件检验标准尺寸:尺寸按图纸要求检验,尺寸公差见表三。
【附表三:未注尺寸公差要求】焊接焊缝应牢固、均匀,不得有虚焊、裂纹、未焊透、焊穿、豁口、咬边等缺陷。
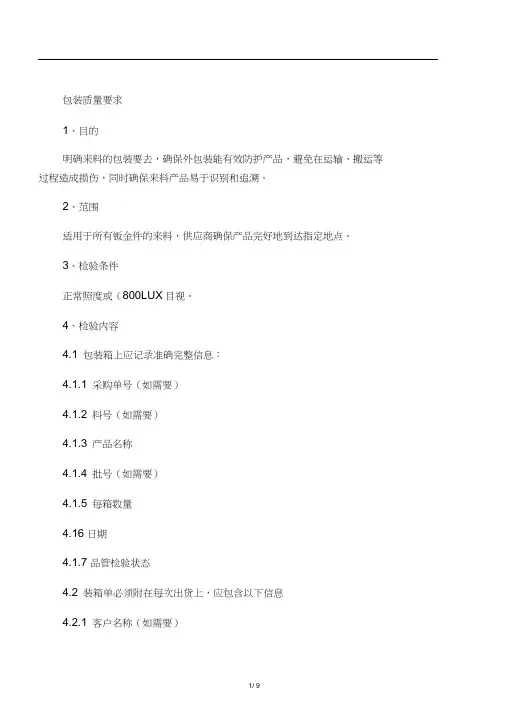
包装质量要求1、目的明确来料的包装要去,确保外包装能有效防护产品,避免在运输、搬运等过程造成损伤,同时确保来料产品易于识别和追溯。
2、范围适用于所有钣金件的来料,供应商确保产品完好地到达指定地点。
3、检验条件正常照度或(800LUX目视。
4、检验内容4.1 包装箱上应记录准确完整信息:4.1.1 采购单号(如需要)4.1.2 料号(如需要)4.1.3 产品名称4.1.4 批号(如需要)4.1.5 每箱数量4.16 日期4.1.7 品管检验状态4.2 装箱单必须附在每次出货上,应包含以下信息4.2.1 客户名称(如需要)4.2.2 订货总数4.2.3 总箱数4.2.4 采购订单号4.2.5 料号4.3 包装4.3.1 所有物料均必须包装,以免在运输过程遭到破坏,包括使用相应得积案镇垫料、间隔物、填充物等。
必须封闭包装箱并且必须将箱顶盒箱底封好胶带。
4.3.2 外包装必具有足够的抗外力强度以便能保护内部包装物。
装箱齿轮应符合规格(以避免运输过程中摇动或损坏。
4.3.3 零数箱必须有明确的标识。
4.3.4 包装方向正确,包装盘,箱干净整齐,无破损:标签填写完整,正确,内外标签数量一致。
电镀质量要求1、目的明确来料电镀质量要求,确保电镀产品满足客户需要。
2、范围适用于所有钣金件的来料(电镀锌产品),供应商确保产品完好地到达指定地点。
3、检验条件天然散射光或无反射光的白光下用目视检查。
4、检验内容检验项目检验标准检验方法缺陷分类备注/参考资料CR MA MI外观30cm目视无以下的缺陷:(正常镀层结晶均匀、细致、钝化膜完整呈光泽彩色)1、镀层粗糙2、镀层灰暗3、镀层起泡4、镀层脱落或有严重条纹5、钝化膜疏松和严重钝化液迹6、局部无镀层目视A参考文件:5.1厚度/克重(质量)按xxg/m2计算-、供应商提供报告参考文件:5.2, 5.4附着力1、镀层后任何方向能弯曲180 度且弯曲的外径没有任何金属脱落4.1;、参考文件:5.3耐腐蚀1、盐雾试验后,在距离工件正常距离肉眼可观察到的表面有腐蚀4.3(仅供参考)5.5仅供参考)、供应商提供报告参考文件:5.54.1 根据镀层的厚度选择弯曲内侧的曲率半径,如下表:结构钢冷轧钢25 30 33/1 33/2 40/1 40/211/2 21/2 21/24.3 最终处理—镀层要进行以下一种最终处理工艺:类型描述I 电镀,不需要后续处理II 需要彩色铬酸盐转化镀层后续处理III 需要无色铬酸盐转化镀层后续处理IV 需要磷酸盐转化镀层后续处理抗腐蚀要求类型耗时( h )96 12涂料质量检验1、目的明确来料热固性粉末质量要求,确保粉末喷塑产品满足客户需要。
钣金件质量检验报告单模板
1. 产品信息
- 产品名称:[填写产品名称]
- 产品编号:[填写产品编号]
- 经销商:[填写经销商名称]
- 生产日期:[填写生产日期]
- 检验日期:[填写检验日期]
2. 检验标准
[说明所使用的检验标准及相关要求]
3. 检验设备和工具
- 测量仪器:[填写所使用的测量仪器名称]
- 工具:[填写所使用的工具名称]
4. 检验项目及结果
检验项目技术要求抽样位置检测结果
-
[填写检验项目1] [填写技术要求1] [填写抽样位置1] [填写检测结果1]
[填写检验项目2] [填写技术要求2] [填写抽样位置2] [填写检测结果
2]
[填写检验项目3] [填写技术要求3] [填写抽样位置3] [填写检测结果3]
... ... ... ...
5. 检验结论
[根据检验结果给出相应的结论和意见]
6. 检验员
- 姓名:[填写检验员姓名]
- 职务:[填写检验员职务]
- 签名:[检验员签名]
7. 审核员
- 姓名:[填写审核员姓名]
- 职务:[填写审核员职务]
- 签名:[审核员签名]
8. 备注
[填写其他需要说明的内容]
注意:此检验报告只针对具体的产品样品,不代表整批产品的质量状况。
报告中的检验结果仅限于所测试样品。
纠正/预防措施报告Corrective / Preventive action Report
产生原因 Root Causes:
第一项产生原因:a、供应商来料异常,供应商JACK与水晶头接触时,金针与水晶头金片接触在水晶头内边缘,插入深度和方向不同,导致金针水晶头接触不良。
b、PCB上IDC孔位太小,IDC端子插入PCB板时,PCB焊盘破裂;
第二项产生原因:a、钣金丝印后堆放一起,相互摩擦出现划伤;b、钣金件组装锁螺丝时,丝印面与支撑面摩擦划伤;
第三项产生原因:注塑时缩水和未冷却堆放变形;
分析/日期Analyst/Date: 临时对策Temporary Countermeasure:
第一项:通过测试挑出不良品,汇报上级确认是否承担风险出货;PCB铜箔断裂处加上焊锡,确保导通及性能合格;
第二项:要求钣金丝印部门装箱时每层用隔板隔离;锁螺丝时垫上海绵类软垫片;
第三项:挑出不良品报废;
提出者/日期Raiser/Date:
永久性纠正/预防措施Permanent Corrective/Preventive Action:
第一项:要求供应商修模后送样确认,或者公司新增JACK主体模具,使用公司内金针;PCB孔位由改为;
第二项:钣金丝印部门装箱时每层用隔板隔离;锁螺丝时垫上海绵类软垫片;
第三项:
提出者/日期Raiser/Date:
a b
记录发放Issue to: □供应商Supplier □供应商质量SQE □供应链Supply Chain □供方开发Supplier Development。
产品质量检查报告单标题:产品质量检查报告单引言概述:产品质量检查报告单是一种重要的文件,用于记录产品的质量检查情况。
通过质量检查报告单,可以及时发现产品质量问题,并采取相应的措施进行改进。
本文将详细介绍产品质量检查报告单的内容和重要性。
一、产品信息1.1 产品名称:记录产品的名称,确保准确标识。
1.2 产品型号:记录产品的型号,便于区分不同型号的产品。
1.3 生产日期:记录产品的生产日期,便于追溯产品质量。
二、检查内容2.1 外观检查:检查产品外观是否完整,有无损坏或瑕疵。
2.2 尺寸检查:检查产品尺寸是否符合标准要求,确保产品质量。
2.3 功能检查:检查产品功能是否正常,确保产品性能符合要求。
三、检查结果3.1 合格:产品通过所有检查项,符合质量标准。
3.2 不合格:产品在某些检查项上未通过,需要进行修正或淘汰。
3.3 待定:产品在某些检查项上有疑问,需要进一步确认。
四、检查人员4.1 质检员:记录进行产品质量检查的质检员姓名。
4.2 生产人员:记录生产产品的员工姓名。
4.3 监督人员:记录监督产品质量检查的主管姓名。
五、备注5.1 异常情况:记录产品质量检查中出现的异常情况。
5.2 改进措施:记录针对质量问题采取的改进措施。
5.3 签字确认:质检员、生产人员和监督人员需在报告单上签字确认检查结果。
结论:产品质量检查报告单是企业保证产品质量的重要工具,通过记录产品的检查情况和结果,可以及时发现问题并采取措施进行改进。
只有严格执行质量检查标准,才能确保产品质量和客户满意度。
钣金材料来料检验记录单
备注: 编号规则按入库单号填写
表格生效日期:2011年6月1日
铝箔来料检验记录单
备注: 编号规则按入库单号填写
表格生效日期:2011年6月1日
备注: 编号规则按入库单号填写
表格生效日期:2011年6月1日
备注: 编号规则按入库单号填写
表格生效日期:2011年6月1日
备注: 编号规则按入库单号填写
表格生效日期:2011年6月1日
焊条来料检验记录单
备注: 编号规则按入库单号填写
表格生效日期:2011年6月1日
木箱包装来料检验记录单
备注:编号规则按入库单号填写
表格生效日期:2011年6月1日
紧固件来料检验记录单
备注: 编号规则按入库单号填写
表格生效日期:2011年6月1日
塑料件来料检验记录单
备注:编号规则按入库单号填写
表格生效日期:2011年6月1日
钣金喷涂件来料检验记录单
备注:编号规则按入库单号填写
表格生效日期:2011年6月1日。