机械故障诊断技术7_滚动轴承故障诊断
- 格式:ppt
- 大小:9.52 MB
- 文档页数:61
滚动轴承故障诊断滚动轴承是应用最为广泛的机械零件质疑,同时,它也是机器中最容易损坏的元件之一。
许多旋转机械的故障都与滚动轴承的状态有关。
据统计,在使用滚动轴承的旋转机械中,大约有30%的机械故障都是由于轴承而引起的。
可见,轴承的好坏对机器工作状态影响极大。
通常,由于轴承的缺陷会导致机器产生振动和噪声,甚至会引起机器的损坏。
而在精密机械中(如精密机床主轴、陀螺等),对轴承的要求就更高,哪怕是在轴承上有微米级的缺陷,都会导致整个机器系统的精度遭到破坏。
最早使用的轴承诊断方法是将听音棒接触轴承部位,依靠听觉来判断轴承有无故障。
这种方法至今仍在使用,不过已经逐步使用电子听诊器来替代听音棒以提高灵敏度。
后来逐步采用各式测振仪器、仪表并利用位移、速度或加速度的均方根值或峰峰值来判断轴承有无故障。
这可以减少对设备检修人员的经验的依赖,但仍然很难发现早期故障。
随着对滚动轴承运动学、动力学的深化研究,对轴承振动信号中频率成分和轴承零件的几何尺寸及缺陷类型的关系有了比较清楚的了解,FFT级数的发展也使得利用频率域分析和检测轴承故障成为一种有效的途径。
也是目前滚动轴承监测诊断的基础。
从发展的历程看,滚动轴承故障检测诊断技术大致经历了以下阶段:1961年,W.F.Stokey完成了轴承圈自由共振频率公式的推导,并发表;1964年,O.G.Gustafsson研究了滚动轴承振动和缺陷、尺寸不均匀及磨损之间的关系,这与目前诊断滚动轴承故障的方法是基本一致的;1969年,H.L.Balderston根据滚动轴承的运动分析得出了滚动轴承的滚动体在内外滚道上的通过频率和滚动体及保持架的旋转频率的计算公式。
至此,有关滚动轴承监测诊断的理论体系已经基本完成;1976年,日本新日铁株式会社研制了MCV-021A机器检测仪,其方法是通过检测低频、中频和高频段轴承的信号特征来判断轴承的工作状态;1976~1983年之间,日本精工公司也积极在滚动轴承检测仪器方面做工作,相继推出了NB系列轴承检测仪,利用1~15kHz范围内的轴承振动信号的有效值(rms)和峰峰值(p-p)来诊断轴承的故障;1980年代至今,以改良频率分析的方法来精密诊断滚动轴承的故障、确定故障位置,一直是精密诊断采取的必备方法,其中包括细化谱分析、倒频谱分析、共振解调技术、包络分析技术等。
滚动轴承故障及其诊断方法
滚动轴承是一种很常见的机械元件,广泛用于工业和消费市场,用于
转动机械装置的旋转部件。
它们的主要功能是支撑和稳定轴,允许轴在指
定的位置和方向上旋转,以及在转动时减少摩擦和重复负载。
滚动轴承可
以在各种不同类型的机械设备中找到,例如汽车,风能发电机,摩托车,
电机,空调,电气箱等。
滚动轴承可以长期高效工作,但如果不适当地维护和维修它,可能会
导致故障。
常见的滚动轴承故障包括损坏,轴承旋转变慢,轴承外壳发热,内部损坏,轴键变形,低速磨擦,扭矩问题等。
解决这些问题的关键是找
出故障的根本原因,并根据现场条件采取正确的解决方案。
要有效诊断滚动轴承故障,可以采用以下方法。
1.检查外壳:检查轴承外壳表面,以及固定螺丝和轴承挡圈是否松动、弯曲或破损。
检查底座是否正确安装,轴是否紧固,以及轴承应用的负载
是否正确。
2.状态检查:检查轴承内部和外壳的温度,查看是否有油漆和碳垢,
并检查轴承内部有无异响和异常磁性。
3.拆卸检查:仔细检查轴承内部的轴承衬套、滚珠和圆柱滚道,查看
是否有损坏、磨损或异物。
滚动轴承故障诊断实例
滚动轴承故障诊断实例可以包括以下几种情况:
1. 声音异常:当滚动轴承出现故障时,可能会出现异常的噪音,如嘶嘶声、刮擦声或者咔咔声等。
这种情况下,可以通过听觉判断故障的类型和位置。
噪音一般源于滚珠或滚道表面的损伤或者磨损。
2. 振动异常:故障的滚动轴承会导致轴承运行不稳定,产生过大的振动。
可以通过振动传感器来检测振动的频率和幅度,进而判断故障的严重程度和位置。
振动异常可能是由于轴承内部松动、滚子损伤或滚道不平整等问题引起的。
3. 温度异常:滚动轴承运行时,由于磨擦和摩擦产生的热量,轴承温度会有所上升。
但是,如果滚动轴承的温度明显高于正常值,可能表明存在故障。
可以通过红外测温仪或接触式温度计来测量轴承的温度,判断是否存在异常。
4. 润滑问题:滚动轴承需要得到正确的润滑以保持正常运行。
如果滚动轴承出现故障,润滑不足或者污染等问题,会导致滚动轴承的寿命缩短。
可以通过观察润滑脂或润滑油的颜色、黏度以及滚动轴承周围是否有渗漏等来判断润滑是否正常。
上述实例中的故障诊断需要依靠专业的设备和工具,同时需要具备相应的专业知识和经验,建议请专业人士进行诊断和修复。
为了尽可能长时间地以良好状态维持轴承本来的性能,必须保养、检测、检修、以求防事故于未然,确保运转的可靠性,提高生产性、经济性。
对长期运行中的设备来讲,平时的检测跟踪尤为重要,检测项目包括轴承的旋转音、振动、温度、润滑剂的状态等,根据检测结果,设备维护人员可以准确地判断设备的问题点,提早作出预防和解决方案。
一、异常旋转音分析诊断异常旋转音检测分析是采用听诊法对轴承工作状态进行监测的分析方法,常用工具是木柄长螺钉旋具,也可以使用外径为20mm左右的硬塑料管。
相对而言,使用电子听诊器进行监测,更有利于提高监测的可靠性。
轴承处于正常工作状态时,运转平稳、轻快,无停滞现象,发生的声响和谐而无杂音,可听到均匀而连续的“哗哗”声,或者较低的“轰轰”声。
异常声响所反映的轴承故障如下:1、轴承发出均匀而连续的“咝咝”声,这种声音由滚动体在内外圈中旋转而产生,包含有与转速无关的不规则的金属振动声响。
一般表现为轴承内加脂量不足,应进行补充。
若设备停机时间过长,特别是在冬季的低温情况下,轴承运转中有时会发出“咝咝沙沙”的声音,这与轴承径向间隙变小、润滑脂工作针入度变小有关。
应适当调整轴承间隙,更换针入度大一点的新润滑脂。
2、轴承在连续的“哗哗”声中发出均匀的周期性“嗬罗”声,这种声音是由于滚动体和内外圈滚道出现伤痕、沟槽、锈蚀斑而引起的。
声响的周期与轴承的转速成正比。
应对轴承进行更换。
3、轴承发出不规律、不均匀的“嚓嚓”声,这种声音是由于轴承内落入铁屑、砂粒等杂质而引起的。
声响强度较小,与转数没有联系。
应对轴承进行清洗,重新加脂或换油。
4、轴承发出连续而不规则的“沙沙”声,这种声音一般与轴承的内圈与轴配合过松或者外圈与轴承孔配合过松有关系。
声响强度较大时,应对轴承的配合关系进行检查,发现问题及时修理。
二、振动信号分析诊断轴承振动对轴承的损伤很敏感,例如剥落、压痕、锈蚀、裂纹、磨损等都会在轴承及振动测量中反映出来。
所以,通过采用特殊的轴承振动测量器(频率分析器等)可测量出振动的大小,通过频率分布可推断出异常的具体情况。
滚动轴承故障诊断方法与技术综述引言:滚动轴承作为机械设备中常用的零部件之一,承担着支撑和传递载荷的重要作用。
然而,由于使用环境的恶劣和工作条件的复杂性,滚动轴承往往容易出现各种故障。
因此,为了保证机械设备的正常运行和延长轴承寿命,对滚动轴承的故障进行准确诊断非常重要。
一、故障诊断方法1. 观察法观察法是最常用的故障诊断方法之一。
通过观察滚动轴承的外观和运行状态来判断是否存在故障。
例如,如果发现滚动轴承有异常噪声、温度升高、润滑油泡沫、振动加剧等现象,很可能是轴承出现了故障。
2. 振动诊断法振动诊断法是一种先进的故障诊断方法,可以通过检测轴承的振动信号来判断轴承是否存在故障。
通过分析振动信号的频谱图,可以确定轴承故障的类型和位置。
常用的振动诊断方法包括时域分析、频域分析和小波分析等。
3. 声音诊断法声音诊断法是一种通过听觉判断轴承故障的方法。
通过专业人员对轴承产生的声音进行听觉分析,可以判断轴承是否存在异常。
常见的轴承故障声音包括金属碰撞声、摩擦声和振动声等。
4. 热诊断法热诊断法是一种通过测量轴承的温度来判断轴承故障的方法。
由于轴承在故障状态下会产生摩擦热,因此轴承的温度可以间接反映轴承的工作状态。
通过测量轴承的温度分布,可以判断轴承是否存在异常。
二、故障诊断技术1. 模式识别技术模式识别技术是一种基于机器学习的故障诊断技术,可以根据轴承的振动信号和声音信号等特征,通过训练模型来识别轴承的故障类型。
常用的模式识别技术包括支持向量机、神经网络和决策树等。
2. 图像诊断技术图像诊断技术是一种通过图像处理和分析来判断轴承故障的技术。
通过对轴承的外观图像进行特征提取和分类,可以实现对轴承故障的自动诊断。
常用的图像诊断技术包括边缘检测、纹理分析和目标识别等。
3. 声音信号处理技术声音信号处理技术是一种通过对轴承声音信号进行滤波、频谱分析和特征提取等处理,来判断轴承故障的技术。
通过对声音信号的频谱图和时域图进行分析,可以判断轴承故障的类型和位置。
滚动轴承的故障诊断一、滚动轴承的常见故障滚动轴承是转动设备中应用最为广泛的机械零件,同时也是最容易产生故障的零件。
据统计,在使用滚动轴承的转动设备中,大约有30%的机械故障都是由于滚动轴承而引起的。
滚动轴承的常见故障形式有以下几种。
1. 疲劳剥落(点蚀)滚动轴承工作时,滚动体和滚道之间为点接触或线接触,在交变载荷的作用下,表面间存在着极大的循环接触应力,容易在表面处形成疲劳源,由疲劳源生成微裂纹,微裂纹因材质硬度高、脆性大,难以向纵深发展,便成小颗粒状剥落,表面出现细小的麻点,这就是疲劳点蚀。
严重时,表面成片状剥落,形成凹坑;若轴承继续运转,将形成大面积的剥落。
疲劳点蚀会造成运转中的冲击载荷,使设备的振动和噪声加剧。
然而,疲劳点蚀是滚动轴承正常的、不可避免的失效形式。
轴承寿命指的就是出现第一个疲劳剥落点之前运转的总转数,轴承的额定寿命就是指90%的轴承不发生疲劳点蚀的寿命。
2. 磨损润滑不良,外界尘粒等异物侵入,转配不当等原因,都会加剧滚动轴承表面之间的磨损。
磨损的程度严重时,轴承游隙增大,表面粗糙度增加,不仅降低了轴承的运转精度,而且也会设备的振动和噪声随之增大。
3. 胶合胶合是一个表面上的金属粘附到另一个表面上去的现象。
其产生的主要原因是缺油、缺脂下的润滑不足,以及重载、高速、高温,滚动体与滚道在接触处发生了局部高温下的金属熔焊现象。
通常,轻度的胶合又称为划痕,重度的胶合又称为烧轴承。
胶合为严重故障,发生后立即会导致振动和噪声急剧增大,多数情况下设备难以继续运转。
4. 断裂轴承零件的裂纹和断裂是最危险的一种故障形式,这主要是由于轴承材料有缺陷和热处理不当以及严重超负荷运行所引起的;此外,装配过盈量太大、轴承组合设计不当,以及缺油、断油下的润滑丧失也都会引起裂纹和断裂。
5. 锈蚀锈蚀是由于外界的水分带入轴承中;或者设备停用时,轴承温度在露点以下,空气中的水分凝结成水滴吸附在轴承表面上;以及设备在腐蚀性介质中工作,轴承密封不严,从而引起化学腐蚀。
滚动轴承故障诊断分析全解
滚动轴承是机械设备中的重要元件,也是故障率最高的构件。
其突发的故障可能会严重影响机械设备的正常运行,即使是轻微的故障,也会降低设备的使用寿命。
因此,对滚动轴承的故障进行及时诊断和维修,是确保轴承的正常运行的关键。
本文将对滚动轴承故障诊断进行全面阐述,以便于有助于轴承的可靠运行。
一般来讲,滚动轴承的故障可以归结为以下几类:
(1)疲劳损坏:由于长期的使用,滚动轴承中的滚动体和锥形齿轮等内部零件可能会因疲劳而损坏,最终导致轴承的故障;
(2)腐蚀破坏:由于设备运行时的温度、湿度及磨损较大,滚动轴承容易受到空气、油品及其他化学性腐蚀剂的作用,从而造成内部零件的磨损;
(3)水分侵入:滚动轴承组装后,如果存在漏油现象,则滚动轴承内部容易污染,从而导致滚动体及锥形齿轮等内部零件受损;
(4)润滑油工作性能不佳:润滑油在机械设备运行时,若由于品质或温度等原因,润滑油的性能不佳,轴承容易受到损坏;
(5)安装不良:滚动轴承安装后,若没有正确地调整轴的负荷和动转瞬间,将会对轴承组件产生振动和噪音,从而导致故障。
滚动轴承寿命预测与故障诊断滚动轴承是机械传动系统中常用的一种关键零部件,因其结构简单、可靠性高、运转稳定等特点被广泛应用于工业制造、交通运输、航天航空等领域。
然而,在长期的使用中,由于负载、转速、温度等因素的影响,滚动轴承很容易出现各种故障,严重影响机械设备的正常性能。
因此,预测滚动轴承的寿命并对其故障进行诊断具有极其重要的意义,不仅能够减少机器设备的维修成本,更能提高机器设备的运行效率和安全性。
一、滚动轴承寿命预测的基本理论滚动轴承寿命预测是指通过对滚动轴承在特定工况下的运行情况进行数学模型建立和系统分析,来预测滚动轴承在未来一段时间内的使用寿命。
其基本理论是寿命公式理论,即基于统计学原理,通过对有限数量的试验数据进行分析,来估计大量相似产品的寿命。
该理论最早由Weibull提出,现广泛应用于各种设备的寿命预测中。
滚动轴承的寿命是指在一定的负载、转速、温度等工况条件下,维持基本性能的使用寿命。
通常将运转时间作为寿命评定标准,其评定方法有两种,即L10寿命和L50寿命。
其中L10寿命是指在有10%以上的滚动轴承失败的情况下所需要的运转时间,L50寿命则是指在有50%以上的滚动轴承失败的情况下所需的运转时间。
滚动轴承寿命预测的方法一般有以下几种:1、基于模型的预测法该方法是在通过对相关参数的观测和测量得到大量样本数据的基础上,建立滚动轴承故障模型,对其进行数学分析和计算,从而提出一定的预测理论。
该方法的优点是可以快速准确地预测滚动轴承的寿命,缺点是在模型建立过程中,需要考虑多种因素的影响,模型的建立难度较高。
2、基于统计模型的预测法该方法是通过统计分析大量实测数据,确定影响滚动轴承寿命的关键因素,建立相应的统计模型,并通过多种分析方法,包括生存分析、半参数估计和回归分析等来预测滚动轴承的寿命。
该方法的优点是具有较强的实用性和普适性,但缺点是要求样本数据的质量和数量均较高,在实际操作中要具备较为广泛的背景知识和大量的经验。
滚动轴承故障诊断滚动轴承故障诊断初步1、故障原因滚动轴承的早期故障是滚⼦和滚道剥落、凹痕、破裂、腐蚀和杂物嵌⼊。
即主要故障形式:疲劳剥落、磨损、塑性变形、锈蚀、断裂、胶合、保持架损坏。
产⽣主要原因包括搬运粗⼼、安装不当、不对中、轴承倾斜、轴承选⽤不正确、润滑不⾜或密封失效、负载不合适以及制造缺陷。
2、频谱和波形特征滚动轴承它是由内圈、外圈、滚动体和保持架四部分组成。
当滚动体和滚道接触处遇到⼀个局部缺陷时,就有⼀个冲击信号产⽣。
缺陷在不同的元件上,接触点经过缺陷的频率是不相同的,这个频率就称为滚动轴承的特征频率。
滚动轴承的故障特征频率的数值⼀般在⼏赫兹到⼏百赫兹之间,在频谱图中的1000Hz以内的低频区域轴承故障特征频率如下:1、滚动轴承故障特征频率(外圈静⽌)式中:Z——滚动体个数fr——转频(Hz)D——轴承节径(mm)d——滚动体直径(mm)α——接触⾓(1)滚动轴承内圈故障特征频率(2)滚动轴承外圈故障特征频率(3)滚动轴承滚动体特征频率(4)滚动轴承保持架特征频率2、滚动轴承故障特征频率的计算经验公式:⼆、滚动轴承故障诊断的要素滚动轴承由内圈、外圈、滚动体和保持架四部分组成,每个轴承部件对应⼀个轴承故障特征频率。
滚动轴承的故障频率分布有⼀个明显的特点,往往在低频和⾼频两个频段内都有表现。
所以在频率分析时,可以选择在这两个频段进⾏分析。
根据滚动轴承的故障形式在频域中的表现形式,将整个频域分为三个频段,既⾼频段、中频段和低频段。
l ⾼频阶段指频率范围处于2000-5000Hz 的频段,主要是轴承固有频率,在轴承故障的早期,⾼频段反映⽐较敏感;中频阶段指频率范围处于800-1600Hz 的频段,⼀般是由于轴承润滑不良⽽引起碰磨产⽣的频率范围;l 低频阶段指频率范围处于0-800Hz 的频段,基本覆盖轴承故障特征频率及谐波;在⾼频段和低频段中所体现的频率是否为轴承故障频率,还要通过其他⽅法进⾏印证加以确认。
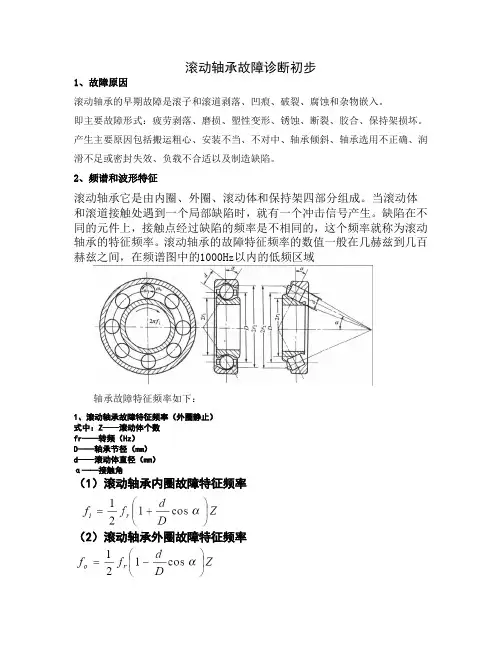
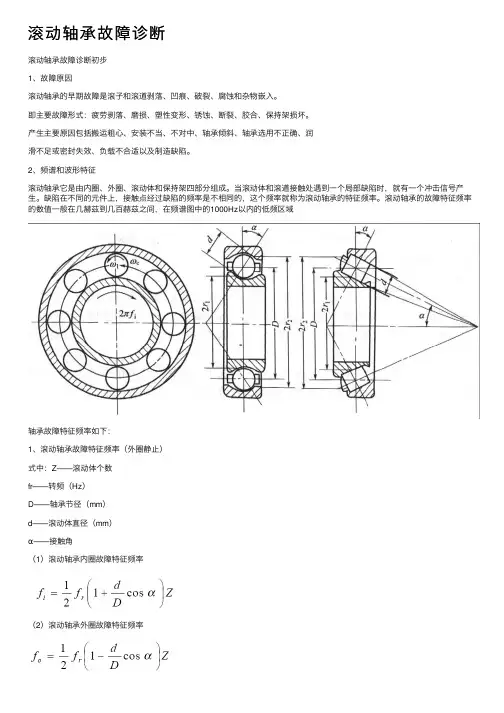
滚动轴承故障诊断初步1、故障原因滚动轴承的早期故障是滚子和滚道剥落、凹痕、破裂、腐蚀和杂物嵌入。
即主要故障形式:疲劳剥落、磨损、塑性变形、锈蚀、断裂、胶合、保持架损坏。
产生主要原因包括搬运粗心、安装不当、不对中、轴承倾斜、轴承选用不正确、润滑不足或密封失效、负载不合适以及制造缺陷。
2、频谱和波形特征滚动轴承它是由内圈、外圈、滚动体和保持架四部分组成。
当滚动体和滚道接触处遇到一个局部缺陷时,就有一个冲击信号产生。
缺陷在不同的元件上,接触点经过缺陷的频率是不相同的,这个频率就称为滚动轴承的特征频率。
滚动轴承的故障特征频率的数值一般在几赫兹到几百赫兹之间,在频谱图中的1000Hz以内的低频区域轴承故障特征频率如下:1、滚动轴承故障特征频率(外圈静止)式中:Z——滚动体个数fr——转频(Hz)D——轴承节径(mm)d——滚动体直径(mm)α——接触角(1)滚动轴承内圈故障特征频率(2)滚动轴承外圈故障特征频率(3)滚动轴承滚动体特征频率(4)滚动轴承保持架特征频率2、滚动轴承故障特征频率的计算经验公式:二、滚动轴承故障诊断的要素滚动轴承由内圈、外圈、滚动体和保持架四部分组成,每个轴承部件对应一个轴承故障特征频率。
滚动轴承的故障频率分布有一个明显的特点,往往在低频和高频两个频段内都有表现。
所以在频率分析时,可以选择在这两个频段进行分析。
根据滚动轴承的故障形式在频域中的表现形式,将整个频域分为三个频段,既高频段、中频段和低频段。
l 高频阶段指频率范围处于2000-5000Hz 的频段,主要是轴承固有频率,在轴承故障的早期,高频段反映比较敏感;中频阶段指频率范围处于800-1600Hz 的频段,一般是由于轴承润滑不良而引起碰磨产生的频率范围;l 低频阶段指频率范围处于0-800Hz 的频段,基本覆盖轴承故障特征频率及谐波;在高频段和低频段中所体现的频率是否为轴承故障频率,还要通过其他方法进行印证加以确认。
根据滚动轴承的故障特征频率在频域和时域中的表现,可将滚动轴承的诊断方法总结为三个频段;八个确认,简称三八诊断法。
基于时域和频域分析的滚动轴承故障诊断一、本文概述随着工业技术的不断发展,滚动轴承作为旋转机械中的关键部件,其运行状态直接影响到设备的性能与安全性。
然而,由于工作环境的恶劣、长时间运行以及维护不当等因素,滚动轴承常常会出现各种故障,如疲劳剥落、磨损、裂纹等。
这些故障不仅会降低设备的运行效率,还可能引发严重的安全事故。
因此,对滚动轴承进行故障诊断技术的研究具有重要意义。
本文旨在探讨基于时域和频域分析的滚动轴承故障诊断方法。
文章将简要介绍滚动轴承的工作原理及其常见故障类型,为后续的分析和诊断奠定基础。
然后,重点阐述时域分析和频域分析的基本原理及其在滚动轴承故障诊断中的应用。
时域分析主要关注轴承振动信号的时序特征,通过提取信号中的幅值、相位、频率等信息,揭示轴承的运行状态。
而频域分析则通过对信号进行频谱转换,分析轴承在不同频率下的振动特性,进一步识别潜在的故障特征。
通过结合时域和频域分析,本文旨在提供一种全面、有效的滚动轴承故障诊断方法。
这种方法不仅能够准确识别轴承的故障类型,还能对故障程度进行定量评估,为设备的维护和管理提供有力支持。
本文还将对现有的故障诊断方法进行比较和评价,探讨各种方法的优缺点及适用范围,为相关领域的研究和实践提供参考和借鉴。
二、滚动轴承故障类型及原因滚动轴承作为机械设备中的重要组成部分,其运行状态直接影响到整个设备的性能和稳定性。
因此,对滚动轴承的故障诊断至关重要。
滚动轴承的故障类型多种多样,主要包括疲劳剥落、磨损、腐蚀、裂纹和塑性变形等。
这些故障的产生往往与多种因素有关,如材料质量、制造工艺、运行环境、操作维护等。
疲劳剥落是滚动轴承最常见的故障类型之一,主要是由于轴承在循环应力作用下,材料表面发生疲劳破坏,形成剥落坑。
疲劳剥落的原因主要包括轴承材料的疲劳强度不足、循环应力过大、润滑不良等。
磨损是轴承在运行过程中,由于摩擦力的作用导致材料逐渐损失的现象。
磨损的原因主要包括润滑不良、异物侵入、材料耐磨性不足等。
滚动轴承故障诊断频谱分析滚动轴承在机械设备中扮演着重要的角色,但随着使用时间的增加,轴承可能会出现故障。
为了及时发现和诊断轴承故障,频谱分析是一种常用的方法。
本文将详细介绍滚动轴承故障的频谱分析原理、方法和应用。
频谱分析是一种将时域信号转换为频域信号的技术,通过分析频谱图可以获得轴承故障所产生的频率信息,从而诊断轴承故障类型和程度。
轴承故障通常会产生一些特征频率,如滚珠轴承故障产生的频率一般为滚动频率、内圈频率、外圈频率等。
通过对这些特征频率的分析,可以准确判断轴承故障的类型,如滚子瓦损坏、滚道脱落等。
频谱分析的方法主要有两种:时域频谱分析和频域频谱分析。
时域频谱分析是通过将时域信号进行快速傅里叶变换,将其转换为频域信号。
频域频谱分析是通过对信号进行谱分解,然后计算信号的能量谱密度,从而得到频域信号的频谱图。
这两种方法各有优劣,可以根据实际需要选择适合的方法。
滚动轴承故障的频谱分析主要包括以下几个步骤:信号采集、数据预处理、频谱分析和故障诊断。
信号采集是指通过传感器等设备将轴承运行时的振动信号采集下来,通常采集的信号有时间域振动信号、加速度信号和速度信号等。
数据预处理是对采集的信号进行滤波、降噪和修正等处理,目的是提高分析结果的准确性。
频谱分析是核心部分,可以通过FFT(快速傅里叶变换)等算法将时域信号转换为频域信号。
然后通过对频域信号进行谱分解,得到频谱图,可以观察到各种故障产生的特征频率。
故障诊断是根据频谱图的分析结果判断轴承故障的类型和程度,以及采取相应的维修措施。
频谱分析在滚动轴承故障诊断中有着广泛的应用。
它可以帮助工程师在轴承故障发生前及时发现问题,避免故障对设备造成更大的损坏。
此外,频谱分析还可以帮助工程师判断维修的紧急程度,提高设备的维修效率和可靠性。
总之,滚动轴承故障的频谱分析是一种有效的方法,可以帮助工程师及时发现和诊断轴承故障,并采取相应的维修措施。
通过合理使用频谱分析技术,可以提高设备的运行可靠性和寿命。
作业名称:傅里叶分析滚动轴承的故障诊断院系:机械工程系学号:姓名:指导教师:20XX年XX月XXXXXXXXX校区傅里叶分析滚动轴承的故障诊断摘要:简要介绍了快速傅里叶变换(FFT)在滚动轴承故障分析中的应用,滚动轴承在机械设备中使用非常广泛,其工作状态直接影响整个设备的运行品质。
对滚动轴承进行状态监测与故障诊断,能够避免重大事故的发生,获得较大的经济和社会效益。
通过快速傅里叶变换(FFT)对滚动轴承运行时的实时数据信号进行分析,可以实现对滚动轴承的状态监测和故障诊断。
同时,采用对正常轴承和故障轴承信号对比分析、各种故障轴承之间信号的对比分析,加深了快速傅里叶变换(FFT)对轴承实时信号分析的运用和理解,能够更好的对轴承进行状态监测和故障分析。
关键词:快速傅里叶变换(FFT);滚动轴承;故障诊断;状态监测Abstract:This paper describes a fast Fourier transform (FFT) in the rolling bearing failure analysis applications, bearing in machinery and equipment is widely used, and its working status directly affects the quality of the operation of the entire device. Rolling element bearing condition monitoring and fault diagnosis, able to avoid major accidents and achieve greater economic and social benefits. Through Fast Fourier Transform (FFT) for real-time data bearing signal runtime analysis can be achieved on the rolling bearing condition monitoring and fault diagnosis. Meanwhile, the use of normal bearings and bearing fault signal comparative analysis of various fault signals comparative analysis between the bearings and deepened the fast Fourier transform (FFT) of the bearing using real-time signal analysis and understanding of the bearing can be better condition monitoring and fault analysis.Keywords: fast Fourier transform (FFT); Rolling; fault diagnosis; condition monitoring一、概述通过对快速傅里叶变换(FFT)的原理的理解和学习,利用MATLAB软件编程应用快速傅里叶变换(FFT)的方法,对滚动轴承的1组正常数据和2组故障数据(故障类型不同)进行信号分析和处理,并对正常轴承和故障轴承信号对比分析、各种故障轴承之间信号的对比分析,并得出结论,实现对滚动轴承的状态监测和故障分析。
滚动轴承常见故障及故障程度诊断方法滚动轴承是一种常见的机械传动部件,广泛应用于各种设备和机器中。
然而,由于长期的运转和使用,滚动轴承可能会出现各种故障。
及早诊断并解决这些故障,可以提高设备的工作效率和寿命。
下面将介绍一些常见的滚动轴承故障以及相应的故障程度诊断方法。
1.磨损故障:磨损是滚动轴承最常见的故障之一、它可能是由于振动、超负荷、不当润滑或外部杂质等因素引起的。
磨损故障的特点是滚道、轴承座和滚珠表面的磨损或变形。
在诊断方面,可以使用肉眼观察滚道和滚珠表面的磨损情况,并通过手感判断是否存在磨损故障。
2.疲劳故障:疲劳是滚动轴承的另一种常见故障。
它通常是由高载荷、频繁起停、轴向冲击或轴承内部结构缺陷等因素引起的。
疲劳故障的特点是滚珠或滚道出现裂纹或剥落。
在诊断方面,可以使用显微镜观察滚珠和滚道表面的裂纹或剥落情况,或者进行动态振动分析以检测是否存在疲劳故障。
3.温升故障:温升是滚动轴承的常见故障之一,通常是由于不当润滑、过高的润滑脂粘度、轴承过紧或过松、内部结构问题等因素引起的。
温升故障的特点是轴承运行时温度升高。
在诊断方面,可以使用红外热像仪测量轴承温度,或使用测温仪对轴承不同部位进行温度测量,以判断是否存在温升故障。
4.噪声故障:噪声是滚动轴承常见的故障之一,通常是由于轴承松动、滚珠损坏、滚子不对中、不正确的润滑或外部冲击等因素引起的。
噪声故障的特点是轴承运行时产生噪声。
在诊断方面,可以使用听诊器或声音分析仪对轴承的运行声音进行监测和分析,以判断是否存在噪声故障。
5.润滑故障:滚动轴承的润滑是保证轴承正常运行的重要因素,不当的润滑可能会导致轴承故障。
润滑故障的特点是润滑油脂污染、量不足或过多、润滑脂分解或硬化等。
在诊断方面,可以通过观察润滑油脂的颜色、质地和气味来判断是否存在润滑故障。
除了上述常见的滚动轴承故障,还有一些其他故障,如过载、轴向偏移、振动等。
对于这些故障,可以使用适当的仪器和设备,如振动测量仪、位移传感器等进行诊断和监测。