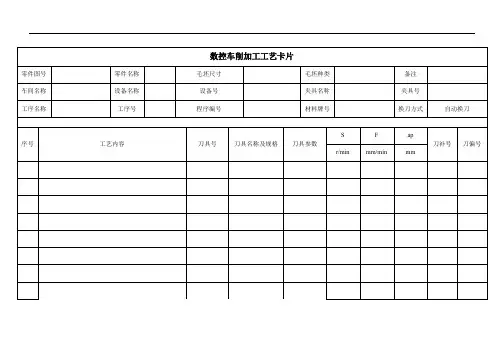
数控加工工序卡片
- 格式:docx
- 大小:12.28 KB
- 文档页数:3
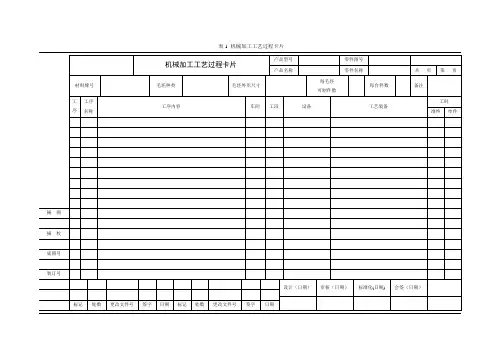
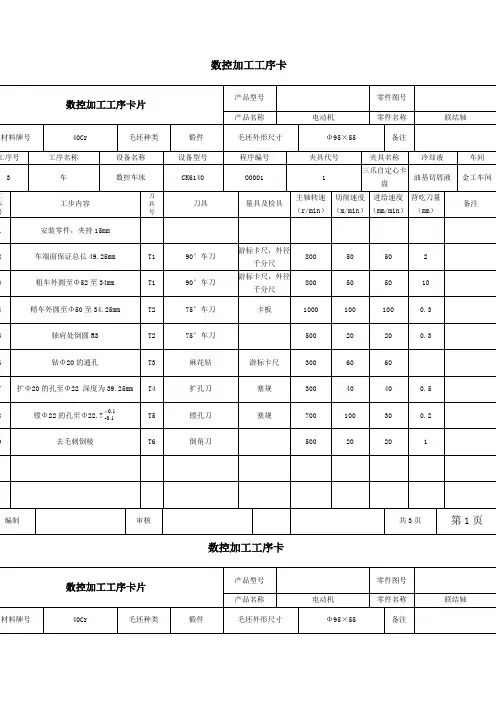
附表1 机械加工工艺过程卡片1附表2 机械加工工艺过程卡片23附表3 机械加工工艺过程卡片4附表4 数控加工工序卡5附表5 数控加工工序卡6附表6 数控加工工序卡7附表7 数控加工工序卡8附表8 数控加工刀具卡片9附表9 数控加工刀具卡片10附表10 数控加工刀具卡片11附表11 数控加工进给路线图廓12附表12 数控加工进给路线图廓13附表13 数控加工进给路线图廓14附表14 数控加工进给路线图03 钻Φ32孔数控机床ck6140O0002 3爪卡盘乳化液数控加工15附表15 数控加工进给路线图04 钻铰所有孔立式加工中心XH714O0003 专用夹具乳化液数控加工16附表16 数控加工进给路线图05 钻铰Φ11孔立式加工中心XH714O0004 专用夹具乳化液数控加工17附录17 数控加工程序O0001:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.7181 Y.4098 S0 M03 N0050 G43 Z.6693 H00N0060 G83 Z-.9055 R.6693 F9.8 Q0.0 N0070 X.7139 Y.417N0080 X.0042 Y-.8268N0090 G80N0100 M02O0002:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0 N0030 T00 M06N0040 G0 G90 X-.6988 Y1.2104 S0 M03N0050 G43 Z.1969 H00N0060 G83 Z-1.7717 R.1969 F9.8 Q0.0N0070 X-1.3976 Y0.0N0080 X-.6988 Y-1.2104N0090 X.6988N0100 X1.3976 Y0.0N0110 X.6988 Y1.2104N0120 G80N0130 M02O0003:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-2.3828 Y-1.3846 S0 M03N0050 G43 Z-1.1849 H00N0060 G83 X-.9508 Y-.5578 R-1.1849 F9.8Q0.0N0070 G80N0080 M02O0004:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X.0042 Y-.8268 S0 M03N0050 G43 Z.6693 H00N0060 G83 Z-.9055 R.6693 F9.8 Q0.018N0070 X-.7181 Y.4098N0080 X.7139 Y.417N0090 G80N0100 M02O0005:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.6988 Y-1.2104 S0 M03 N0050 G43 Z1.1811 H00N0060 G83 Z-1.5748 R1.1811 F9.8 Q0.0 N0070 X-1.3976 Y0.0N0080 X-.6988 Y1.2104N0090 X.6988 N0100 X1.3976 Y0.0N0110 X.6988 Y-1.2104N0120 G80N0130 M02O0006:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.6988 Y-1.2104 S0 M03N0050 G43 Z1.1811 H00N0060 G83 Z-.9843 R1.1811 F9.8 Q0.0N0070 X-1.3976 Y0.0N0080 X-.6988 Y1.2104N0090 X.6988N0100 X1.3976 Y0.0N0110 X.6988 Y-1.2104N0120 G80N0130 M02O0007:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-2.3828 Y-1.3846 S0 M03N0050 G43 Z-1.1849 H00N0060 G83 X-.9508 Y-.5578 R-1.1849 F9.8Q0.0N0070 G80N0080 M021920。
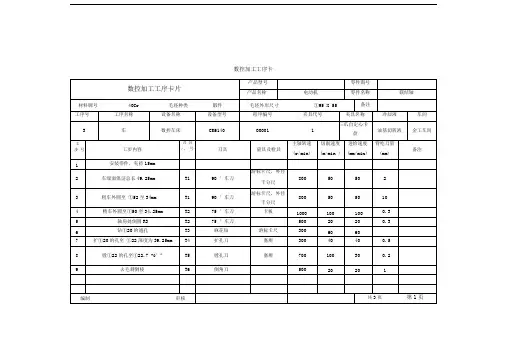
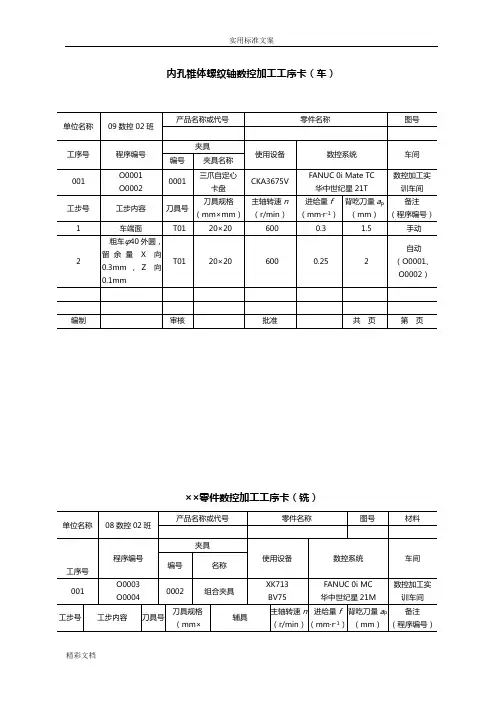
项目分析报告1.图纸分析此零件表面的粗糙度为3.2 ,材料为型材钢45#,由于单件加工,用锯床将直径20原材料下料,留夹位长度下68.MM,然后上数控车一夹可做准全部加工,达到图纸要求。
工件由三个外圆和两个外形槽构成。
用三爪装夹,粗精同机一次搞定,除了外圆12有精度要求,其它地方无要求,因此加工路线为1:粗加工外圆表面时,粗车刀用G71循环车去多余余量,留量0.3MM精车,这样才能保证工件精度。
2:用后偏刀加工左边并留量0.3MM。
3:用槽刀加工所有槽到尺寸要求。
4:再精车所有外圆尺寸。
然后去钳工去披锋,打号码,电镀,入仓。
制定加工工艺路线如下:2.刀具的选择及参数的计算(1)主轴转速与进给线速度的计算A. R0.5粗车外圆刀根据此零件尺寸,粗加工时可以选用硬质合金刀粒R0.5粗车外圆刀,查机械手册,碳钢件切削线速度V=107M/MIN,在此选择切削速度V=107M/MIN ,由公式V=Лdn/1000,算出加工中心主轴转速N为:N=1000V/Лd=1000X107/3.14X20=1700R/MIN则按所用机床实际情况取N=1500R/MIN ,故实际切削线速度为:V=ЛdN/1000=3.14X20X1500/1000=94.M/MINB. R0.1精车外圆刀根据此零件尺寸,精车时可以选用R0.1硬质合金刀粒,查机械手册,碳纲件切削速度V=107M/MIN,在此选择切削线速度V=107M/MIN ,由公式V=Лdn/1000,算出加工中心主轴转速N为:N=1000V/Лd=1000X107/3.14X18=1800R/MINC. 3X15自磨车槽刀根据此零件尺寸,车槽时可以选用3X15自磨硬质焊接车刀,查机械手册,碳钢件切削线速度V=107M/MIN,在此选择切削线速度V=100M/MIN ,由公式V=Лdn/1000,算出加工中心主轴转速N为:N=1000V/Лd=1000X100/3.14X18=1700R/MIN由于切槽时,切削阻力大,排屑不畅等实际情况取N=1200R/MIN ,故实际切削线速度为:V=ЛdN/1000=3.14X18X1200/1000=68M/MINC. 3X15自磨车断刀根据此零件尺寸,车断时可以选用3X15自磨硬质焊接车刀,查机械手册,碳钢件切削线速度V=107M/MIN,在此选择切削线速度V=100M/MIN ,由公式V=Лdn/1000,算出加工中心主轴转速N为:N=1000V/Лd=1000X100/3.14X18=1700R/MIN由于切断时,粗切削阻力大,排屑不畅等实际情况取N=1200R/MIN ,故实际切削线速度为:V=ЛdN/1000=3.14X18X1200/1000=68M/MIN精切削阻力小,排屑顺畅等实际情况取N=1700R/MIN ,故实际切削线速度为:V=ЛdN/1000=3.14X18X1700/1000=100M/MIN(2)进给速度的计算a根据此零件材料查机械手册得,粗加工时,R0.5硬质合金刀粒进给量F=0.1~0.5MM/N.在此选择F=0.25MM/N,b根据此零件材料查机械手册得,精加工时,由于刀粒的R角为0.1,为了保正表面光洁度,进给量F 不能大于0.1。
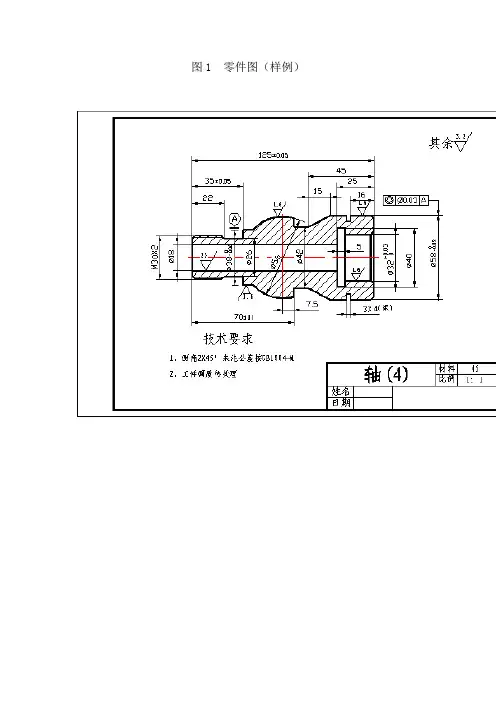
数控加工电子教案之车削工艺分析过程及工艺卡片和刀具卡片车削工艺分析学习任务一:工艺分析【步骤一】:数控加工内容的选择该零件所有内容选择在同一台数控车床上完成。
零件有内外圆柱面、内外圆锥面和螺纹等,适合在数控车床上完成全部加工。
【步骤二】:零件的工艺性分析该零件表面由圆柱、圆锥等构成。
件1和件2之间1:5锥面配合要求配作,孔与轴为间隙配合,要求两处径向同时配合,轴向配合均允许留有较大间隙,属于“径向过定位”问题。
经分析,本例将采取用修配法首先保证1:5锥面的配合,而孔与轴通过加工过程中的测量来控制其尺寸精度,从而保证其配合精度。
件1和件3是通过螺纹配合。
主要表面粗糙度要求均是Ra1.6。
件1和两圆柱面有同轴度公差要求,件2锥孔和之间也有同轴度公差要求,两端面之间有平行度公差要求。
尺寸标注完整,轮廓描述清楚。
零件材料为45号钢,无其他热处理和硬度要求。
该零件各台阶直径相差不大,力学性能要求不高,并为小批量生产,因此毛坯选用普通型材?50mm×155mm。
学习任务二:工艺路线的设计【步骤一】:加工方法及加工方案的选择本配合零件主要采用车端面、车外圆和车内孔的加工方法,外圆采用采用粗车→精车的加工方案。
内孔加工采用钻→粗镗→精镗的加工方案。
1:5锥面配合采用修配法保证尺寸精度,其他尺寸经粗、精车后能达到加工要求。
零件内、外圆尺寸精度达到IT9级,表面粗糙度要求达到Ra1.6,粗车后余量较均匀,不需安排半精加工。
【步骤二】:加工阶段的划分划分成粗加工和精加工二个加工阶段。
因为粗车时因加工余量大、切削力和夹紧力大等因素造成较大的加工误差,如果粗、精加工混在一起,就无法避免由上述原因引起的加工误差。
划分成粗、精加工二个加工阶段,粗加工造成的加工误差可通过精加工得到纠正,从而保证加工质量。
【步骤三】:工序的划分采用按安装次数来划分工序,共分六个工序。
第一次装夹:夹φ50毛坯,加工零件2外轮廓并切断零点在右端面中心;第二次装夹:夹零件φ50毛坯,加工零件3外轮廓并切断零点在左端面中心;第三次装夹:夹φ50毛坯,加工零件1左端外轮廓并切断;第四次装夹:夹零件1φ35外圆,加工右端外轮廓;第五次装夹:加工零件2内孔至尺寸要求零点在左端面中心;第六次装夹:加工零件3内孔及内螺纹至尺寸要求零点在右端面中心。
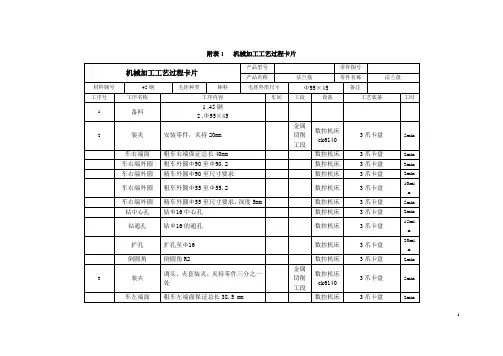
机械加工工艺过程卡片模板
工件名称:拉丝模具
1、工序名称:铣削
2、操作要求:
(1)铣削机床用铣刀铣削工件。
(2)使用稳定的铣刀,保证加工精度。
(3)工作台的水平度和垂直度必须适宜,保证铣刀的滚动和切削效果。
(4)请确保机器正常工作,检查工具的寿命可以得出可靠的加工结果。
3、工序参数:
(1)主轴转速:1500-2500转/分钟
(2)刀具:铣刀
(3)切削行程:X轴-400mm, Y轴-400mm, Z轴-400mm
(4)加工方法:铣削
(5)切削参数:进给量0.1-0.2mm/次,切削深度0.5-1mm/次
4、操作步骤:
(1)将拉丝模具放置在铣削机床上,确保工件固定。
(2)将正确的铣刀安装在机床上,确保铣刀牢固。
(3)回转机轴,将铣刀正确对准工件。
(4)依据设计图样安装棘轮,将进给量调节到需要的值,启动机器,调整主轴转速到设定值。
(5)按照设计图样操作,首先以低进给量开始切削,然后逐渐增加
进给量,以达到需要的加工精度。
(6)加工完成后,复检工件尺寸,若符合要求,则可以将其加以检
验和清理。
5、质量控制:
(1)操作前,必须对工序和工件进行检查,保证加工质量。
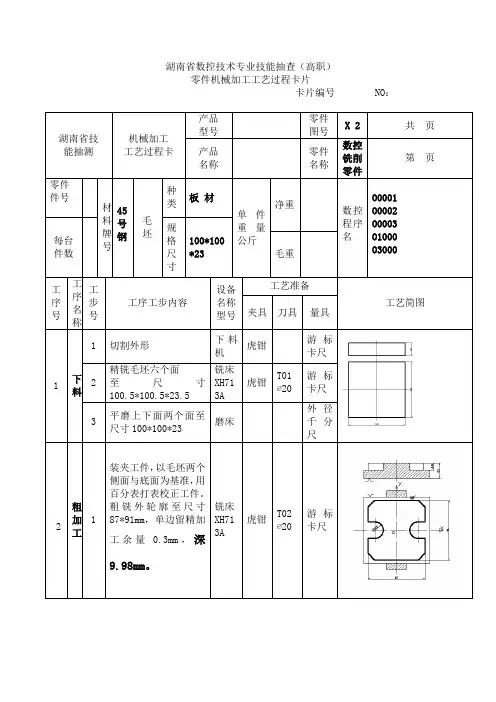
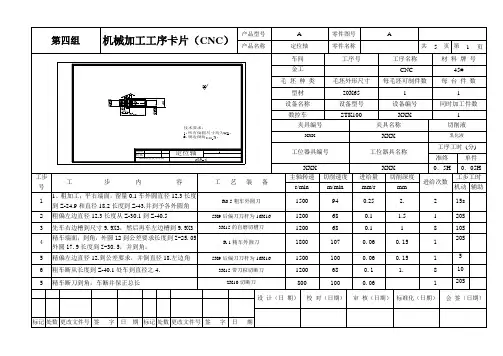
湖南省数控技术专业技能抽查(高职)零件机械加工工艺过程卡片卡片编号 NO:湖南省技能抽测机械加工工艺过程卡产品型号零件图号X 2 共页产品名称零件名称数控铣削零件第页零件件号材料牌号45号钢毛坯种类板材单件重量公斤净重数控程序名O0001O0002O0003O1000O3000每台件数规格尺寸100*100*23 毛重工序号工序名称工步号工序工步内容设备名称型号工艺准备工艺简图夹具刀具量具1 下料1 切割外形下料机虎钳游标卡尺2精铣毛坯六个面至尺寸100.5*100.5*23.5铣床XH713A虎钳T01∅20游标卡尺3平磨上下面两个面至尺寸100*100*23磨床外径千分尺2 粗加工1装夹工件,以毛坯两个侧面与底面为基准,用百分表打表校正工件。
粗铣外轮廓至尺寸87*91mm,单边留精加工余量0.3mm,深9.98mm。
铣床XH713A虎钳T02∅20游标卡尺2 粗加工槽至尺寸∅31mm,单边留精加工余量0.3mm,深5mm。
铣床XH713A虎钳T02∅20深度千分尺3 精加工1精铣外轮廓至尺寸86*90,深9.98mmT03∅10游标卡尺深度千分尺2精加工槽至尺寸∅32,深5mm铣床XH713A虎钳T03∅104 钻孔1钻工件上所有孔的中心孔,深度为3mm铣床XH713A虎钳T04∅3 2钻孔∅12,深度为10mm铣床XH713A虎钳T05∅12深度千分尺粗加工外轮廓简图:只标注外轮廓加工的尺寸,粗加工槽的简图:只标注槽的加工尺寸精加工外轮廓的简图:只标注外形的精加工尺寸精加工槽的简图:只标注精加工槽的尺寸钻孔的简图:只标注钻孔的尺寸。
华中数控车床实训图纸及参考程序Document number:NOCG-YUNOO-BUYTT-UU986-1986UT工作任务1 机械加工工序卡片材料φ40×68mm 零件图号4号系统HNC21/22T 工序号序号工步内容G指令T刀具切削用量s(r/min) f(mm/r)ap(mm)1 装夹毛坯右端,伸出长度35mm,粗、精车削工件左端外形。
G71T0101 粗车:S600精车:S1500粗车:精车:粗车:精车:2 掉头装夹φ30外圆,粗、精车工件右端外形。
G71 T0101 同上同上同上刀具卡片课题工作任务一零件名称轴零件图号4号序号刀具名称及规格刀尖半径数量加工表面1 T0101 1 整个零件外形23加工参考程序1.3.1 工件左端程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;95M600FG00X42Z2100M95M1500F 精加工;G00X42Z2N10G00X27G01Z0Z-20X35Z-68N20X42G00X100Z100M05M301.3.2 工件右端程序;O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;95M600FG00X42Z2100M95M1500F10G100M工作任务2机械加工工序卡片材料φ40×74mm 零件图号4号系统HNC21/22T 工序号序号工步内容G指令T刀具切削用量s(r/min) f(mm/r)ap(mm)1 装夹毛坯右端,伸出长度25mm,粗、精车削工件左端外形。
G71T0101 粗车:S500精车:S1500粗车:精车:粗车:精车:2 掉头装夹φ38外圆,粗、精车工件右端外形。
G71 T0101 同上同上同上刀具卡片课题工作任务二零件名称轴零件图号4号序号刀具名称及规格刀尖半径数量加工表面1 T0101 1 整个零件外形23加工程序2.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;95M3500FG0X42Z295M31500F10G2.3.2 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;95M3500FG0X42Z295M31500F10G工作任务3机械加工工序卡片材φ30×72mm 零件4号系统HNC21/22T 工序刀具卡片加工程序3.3.1 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;95M600FG00X32Z2100MM00T010195M1500FG00X32Z2N10G00X0G01Z0G1Z-25G00X100Z100M05M303.3.2 工件右端加工程序:O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;95M600FG00X32Z2100M95M1500F10G100M 4mm宽的切槽车刀;95M450FG00X18Z-33G01X12G04P2G0X18X100Z100M05M00T0303 60°螺纹刀;G95M03S450G00X18Z-10-29FX14Z-29G00X100Z100M05M30工作任务4机械加工工序卡片材料φ30×72mm 零件图号4号系统HNC21/22T 工序号序号工步内容G指令T刀具切削用量s(r/min) f(mm/r)ap(mm)1 装夹毛坯右端,伸出长度35mm,粗、精车削工件左端外形。
数控车床零件图(15)加工及工艺分析作者:李沂摘要:当前数控技术的发展速度很快,作为一个机加工行业的人来说做好一份设计是非常重要的。
根据零件图纸的要求,从材料的选择,刀具的选用,装夹方案的确定,加工路线的设计,数值的计算,加工参数的设定,程序的编写,仿真加工,最后加工出符合零件图纸尺寸要求和形状要求的产品。
关键字:数控 , 加工 ,工艺分析 , 刀具一、课程设计的目的课程设计是在学完本专业所设的相关课程,并进行生产实习的基础上检查学生所学的基础理论知识与实际生产经验相结合的能力。
它要求学生较全面地综合运用本专业及其有关课程的理论和实践知识,进行相应科目的课程设计。
本课程设计是数控加工工艺与编程课程设计,具体设计内容为:根据给定工件图纸,编写加工工艺规程,并说明工艺装备仪器和各项参数的计算和选取方法。
其设计目的在于:1、培养学生运用机械制造工艺学与所涉及的有关课程(机械制造基础与实践、机械设计基础、互换性与检测技术、机械制图、AutoCAD、数控机床等)的知识,结合生产实习中掌握的实践技能,独立地分析和解决工艺问题,编写工艺规程的能力。
2、培养学生熟悉并运用有关手册、规范、图表等技术资料的能力。
3、进一步巩固和加深学生识图、计算机绘图、参数计算、数控编程和编写技术文件等基本技能。
二、数控机床故障诊断与维修随着电子技术和自动化技术的发展,数控技术的应用越来越广泛。
以微处理器为基础,以大规模集成电路为标志的数控设备,已在我国批量生产、大量引进和推广应用,它们给机械制造业的发展创造了条件,并带来很大的效益。
但同时,由于它们的先进性、复杂性和智能化高的特点,在维修理论、技术和手段上都发生了飞跃的变化。
数控维修技术不仅是保障正常运行的前提,对数控技术的发展和完善也起到了巨大的推动作用,因此,目前它已经成为一门专门的学科。
另外任何一台数控设备都是一种过程控制设备,这就要求它在实时控制的每一时刻都准确无误地工作。