汽车滤纸技术参数表
- 格式:doc
- 大小:405.50 KB
- 文档页数:14
汽车配件用的滤纸的主要成分一、纤维素纤维素是汽车配件用滤纸的主要成分之一,它具有良好的耐热性、耐腐蚀性和机械强度。
纤维素可以天然存在,也可以通过化学方法合成。
在滤纸制造过程中,纤维素经过特殊处理和加工,使滤纸具有良好的透气性、过滤性能和尺寸稳定性。
二、硫酸钙硫酸钙是另一种常见的滤纸成分,它具有较高的硬度和密度,可以增加滤纸的耐久性和过滤效率。
硫酸钙通常以结晶或无定形形式存在,可以通过沉淀法或结晶法从天然或合成原料中获得。
三、丙三醇丙三醇是一种常见的添加剂,用于提高滤纸的湿润性和柔韧性。
它在滤纸制造过程中起到润滑剂的作用,可以改善滤纸的手感和外观。
同时,丙三醇还可以提高滤纸的抗水性和抗油性,使其更适合于汽车工业中的各种应用场景。
四、氧化铝氧化铝是一种无机非金属材料,具有高熔点、高硬度、耐磨等特点。
在滤纸制造中,氧化铝可以作为添加剂使用,提高滤纸的硬度和耐磨性。
此外,氧化铝还可以增加滤纸的抗热性和化学稳定性,使其适用于高温和高湿度环境下的过滤应用。
五、表面活性剂表面活性剂在滤纸制造中起到润湿剂和乳化剂的作用。
它能够降低表面张力,增加滤纸表面的湿润性,提高过滤效率和减少过滤阻力。
表面活性剂的种类繁多,可以根据不同的应用需求选择适合的表面活性剂。
六、硅石硅石是一种常见的填料,用于提高滤纸的物理性能和增加其体积。
硅石具有较高的硬度、密度和稳定性,可以改善滤纸的尺寸稳定性和过滤效率。
硅石通常以天然形式存在,也可以通过化学合成获得。
七、玻璃纤维玻璃纤维是一种无机非金属材料,具有高强度、高硬度、耐高温等特点。
在滤纸制造中,玻璃纤维可以提高滤纸的机械强度和耐热性,使其适用于高温和高压力环境下的过滤应用。
玻璃纤维的长度和直径也可以根据需要进行调整,以获得最佳的物理性能。
八、铝箔铝箔是一种常见的金属材料,具有良好的导热性、导电性和耐腐蚀性。
在滤纸制造中,铝箔可以作为增强材料使用,提高滤纸的机械强度和耐久性。
铝箔还可以增加滤纸的阻隔性能,使其适用于需要隔绝空气和水的应用场景。
滤纸技术指标本文在对滤纸技术指标阐述的基础上,分析了滤纸技术与滤清器性能之间关系,以及对滤清器的设计、制造等方面的影响。
滤材种类繁多,纸质滤材以优良的性能价格比,在滤材行业中占有较大比重。
以滤纸为过滤介质的滤清器,其特性与滤纸的性能指标密切相关。
了解和掌握他们之间的关系,对滤清器的设计、产品质量的控制具有现实意义。
一、滤纸技术指标介绍滤纸的技术指标主要可分为两个方面,一是滤纸的过滤特性,另一方面是物理特性。
过滤特性包括透气度、最大孔径、平均孔径。
物理特性包括定量、厚度、挺度、耐破度、树脂含量等。
定量:指的是每平方米滤纸的质量,单位:g/m2.指滤纸的厚度,不包括瓦楞深度。
单位mm.气阻:滤纸对空气流动的阻力。
用100cm 2的滤纸在一分钟内通过85升空气,所得的压降数值来表示。
单位是mbar.或水柱高度。
瓦楞深度:为加强滤纸纵向的挺度而压制的沟槽深度,单位是:mm。
一般情况下其值为0.2mm.透气度:在一定面积、一定真空度下,每单位时间内通过滤纸的空气量。
单位是:l/m2•s. 最大孔径:能够通过滤纸的最大球体的直径。
单位:μm。
平均孔径:用“猛裂”冒泡压力推算出的孔径称为平均孔径。
单位是:μm。
树脂含量:树脂占滤纸重量的百分比。
挺度:滤纸搞变形能力。
单位:mg.耐破度:滤纸单位面积上所能随的最大压力。
单位:K/pa。
二、滤纸的物理特性与滤清器性能的关系1.定量定量在滤清器中主要表现在滤清器的重量和价格两个方面。
对一过滤清器来说,其过滤面积是一定的。
在一定的过滤面积下,定量越大,滤纸就越重,滤清器也越重。
由于滤纸成本在滤清器的成本中所占的比例较大,所以成本就较高。
2.厚度对波纹式筒状滤清器来讲,滤纸的厚度能够限制滤清器的最大过滤面积。
3.挺度和耐破度挺度和耐破度表示滤纸的抗变形、抗压差能力、高挺度和高耐破度,可以表现出滤清器耐用性好,但挺度太高容易变脆,滤清器容易损坏。
4.树脂含量滤纸中加入树脂是为了增加滤纸的挺度和滤纸加工中的定型,根据使用不同,一般在10~30%之间。
汽车空调内芯生产工艺流程下面是对汽车空调滤芯生产工艺流程的更口语化的解释:1. 材料准备阶段选滤纸:就像做口罩一样,先得有好材料。
汽车空调滤芯用的滤纸,一般是那种既能透风又能抓小脏东西的合成纤维纸或者带静电的特殊纸。
这种纸能让空气顺畅通过,但能把尘土、花粉、细菌什么的挡在外面。
备边框:滤芯得有个结实的“骨架”,通常是金属或塑料做的框子,保证滤芯不塌不散,能在空调系统里站稳脚跟。
2. 滤纸加工裁剪:根据滤芯需要的大小,把滤纸裁成合适的形状,就像裁布做衣服那样。
折叠:然后像叠纸扇那样,把滤纸折成各种花样,比如波浪形、V字形、W字形啥的。
这么一来,滤纸的表面积大大增加,空气过的时候,能接触更多滤纸,小脏东西被抓住的机会也就更大了。
3. 滤纸与边框组装粘合:就像给画装裱一样,用特制的胶水(或者热熔胶)把折好的滤纸牢牢粘在边框上,保证边边角角都严丝合缝,不让脏空气从边上漏过去。
4. 密封边缘封口:滤芯的开口边缘也要处理好,防止漏风。
可以像涂密封胶一样,给边缘抹上一圈,或者用热熔胶封住,让整个滤芯像一个密不透风的小盒子。
5. 成品检查与固化工序质量把控:做好的滤芯要仔细检查一番,看看外观有没有问题,边框是不是直挺挺的,滤纸有没有破洞、褶皱或者没粘牢的地方。
性能测试:还得用专业的设备模拟真实的使用环境,测一测滤芯到底能挡住多少尘土、花粉,以及空气通过时会不会阻力太大影响空调效果。
固化:如果用了胶水粘合,可能还需要晾一晾,让胶水干透,让滤芯更结实耐用。
6. 包装发货打包:合格的滤芯会被放进专用的包装袋或者盒子,封好口,贴上“身份证”——上面写着滤芯的型号、适合什么车用、哪天生产的、保质期等信息。
检验入库:再抽查一下包装好的滤芯,看看包装是否完好、标签信息准不准。
没问题的话,就可以入库等待发货了,要么送到销售点,要么直接给汽车厂装到新车上。
以上就是汽车空调滤芯生产的大致过程,就像做一道菜,每个步骤都不能马虎,才能保证最后的产品既好用又耐用。
格式:滤纸有多种尺寸可供选择,包括直径为55毫米、70毫米、90毫米、110毫米、125毫米、150毫米、185毫米、240毫米、270毫米、320毫米、385毫米、400毫米、450毫米、500毫米、600毫米等。
折叠滤纸等级:滤纸的等级为明尼苏达615,这指的是滤纸的过滤效率,615表示滤纸能截留615微米的颗粒。
表面:滤纸表面光滑,这有助于减少粒子粘附和提高过滤效率。
克重:滤纸的克重为70克/平方米,这表示每平方米滤纸的重量。
厚度:滤纸的厚度为0.16毫米。
过滤速度:滤纸的过滤速度说明为中等速度,具体为22秒,这表示在标准条件下,10毫升蒸馏水通过直径为12.5厘米的象限折叠自由悬浮过滤圈的流动持续时间。
质量:滤纸的质量为定性,这表示滤纸用于一般实验室过滤,如测定干物质或澄清液体。
纤维素灰分:滤纸的纤维素灰分约为0.1%,这表示滤纸在燃烧后纤维素残留物的百分比。
颜色:滤纸的颜色为白色。
保留能力:滤纸的保留能力为412微米。
湿强度:滤纸的湿强度较高,能够承受湿润状态下的机械应力。
有害物质:滤纸不含有害物质。
交货范围:滤纸通常以每包100个过滤器的形式交付。
汽车滤清器生产工艺
汽车滤清器是汽车上常见的一个零部件,它的作用是过滤车辆进入引擎的空气或燃油,以防止杂质、尘土等物质进入引擎,保证引擎正常运作。
以下是汽车滤清器生产的一般工艺流程:
1. 原材料准备:汽车滤清器的主要原材料包括滤纸、胶水、塑料和金属部件等。
这些材料需要经过检验和测试,保证其质量符合标准。
2. 滤纸制备:滤纸是汽车滤清器的核心部件,主要通过选用适当的纤维材料,通过湿法造纸工艺制作而成。
生产过程中需要注意滤纸的质量和厚度,以确保其过滤效果和使用寿命。
3. 零部件制作:汽车滤清器由滤纸、框架、端盖、胶水和其他附件组成。
框架和端盖通常由金属或塑料制成,制作过程中需要按照设计要求进行切割、冲压和塑料成型等工艺。
4. 滤清器组装:将滤纸、框架和端盖等零部件装配在一起,通常采用自动组装线进行操作。
在组装过程中,需要确保各个部件的装配精度和质量,以确保滤清器的正常工作。
5. 质量检验:组装完成的滤清器需要进行质量检验,包括外观检查和功能检测。
外观检查主要是检查滤清器的表面是否有损坏、漏洞等问题,功能检测则是通过模拟实际使用环境进行滤清效率和阻力等指标的测试。
6. 包装和存储:合格的滤清器需要进行包装和存储,以便运输
和销售。
包装通常采用纸箱或塑料袋,存储则需要在干燥、通风的环境中,避免阳光直射和潮湿。
以上是汽车滤清器生产的一般工艺流程,实际操作中可能会有一些细节和特殊要求。
随着技术的不断进步,汽车滤清器生产工艺也在不断优化和改进,以适应市场的需求和环保的要求。
1第1页德国标准德国标准德国标准德国标准1992.09 汽车汽车汽车汽车-内部设备所用材料雾化性能的确定内部设备所用材料雾化性能的确定内部设备所用材料雾化性能的确定内部设备所用材料雾化性能的确定DIN 75201 汽车-内部设备所用材料雾化性能的确定单位毫米一般公差ISO 2768-C 1.使用范围和目的根据本标准进行的检验是用来确定汽车内部空间所使用材料的雾化性能的。
使用这种方法也可以确定液态膏状粉末状以及固态原料的雾化性能汽车上使用的材料则是由这些原料构成或制造的。
注意原料的检测并不能必然得到一份关于这种原料制造的零件雾化性能的说明。
2.概念2.1 雾化按照本标准规定雾化是指从汽车-内部设备上挥发出的物质和汽化出的物质在玻璃板上形成的冷凝现象特别是指在挡风窗上。
注意当照明不佳时雾化-凝结物可能会对挡风窗的通视程度造成影响。
2.2 雾化值F 按照本标准规定雾化值F 1是指带有雾化-凝结物的玻璃板的60??-反射系数与没有雾化-凝结物的同一块玻璃板的60??-反射系数的百分比。
2.3 能冷凝的成分G 按照本标准规定能冷凝的成分G是指带有雾化-凝结物的铝箔重量与没有雾化-凝结物的铝箔重量的差值。
3. 方法的简称3.1 方法A 把试样本体或试件以规定质量装到无浇口玻璃制造的烧杯底部在下文中称为烧杯。
用一块玻璃片盖住烧杯从试样本体或试件上产生的挥发成分可能会在玻璃片上产生冷凝2现象。
从而使玻璃片冷却。
把这样准备好的烧杯放到试验温度为100±0.3℃的槽液恒温箱中3个小时。
通过测量60??-反射系数就能够掌握玻璃片上雾化-凝结物的作用。
没有凝结物的同一块玻璃板的60??-反射系数可以作为参考使用玻璃板在试验前应仔细地进行清洁。
注意与DIN67530不同反射系数只是在60??下计算的DIN67530规定高光试样是在20??下中光试样是在60??下无光泽的试样是在85??下进行测量的。
3.2 方法B 把试样本体或试件以规定质量?暗轿藿娇诓Aе圃斓纳毡 撞吭谙挛闹谐莆 毡 S靡豢槁敛 亲∩毡 邮匝 咎寤蚴约 喜 幕臃⒊煞挚赡芑嵩诼敛 喜 淠 窒蟠佣 孤敛 淙础?把这样准备好的烧杯放到试验温度为100±0.3℃的液槽恒温箱中16个小时。
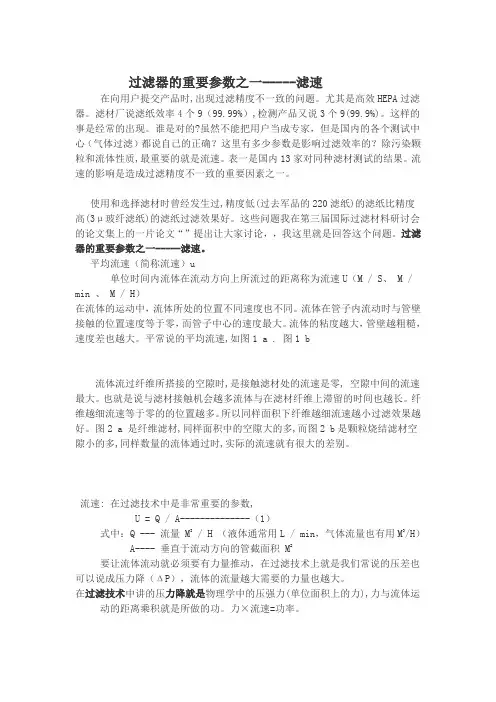
过滤器的重要参数之一-----滤速在向用户提交产品时,出现过滤精度不一致的问题。
尤其是高效HEPA过滤器。
滤材厂说滤纸效率4个9(99.99%),检测产品又说3个9(99.9%)。
这样的事是经常的出现。
谁是对的?虽然不能把用户当成专家,但是国内的各个测试中心(气体过滤)都说自己的正确?这里有多少参数是影响过滤效率的?除污染颗粒和流体性质,最重要的就是流速。
表一是国内13家对同种滤材测试的结果。
流速的影响是造成过滤精度不一致的重要因素之一。
使用和选择滤材时曾经发生过,精度低(过去军品的220滤纸)的滤纸比精度高(3μ玻纤滤纸)的滤纸过滤效果好。
这些问题我在第三届国际过滤材料研讨会的论文集上的一片论文“”提出让大家讨论,,我这里就是回答这个问题。
过滤器的重要参数之一-----滤速。
平均流速(简称流速)u单位时间内流体在流动方向上所流过的距离称为流速U(M / S、 M / min 、 M / H)在流体的运动中,流体所处的位置不同速度也不同。
流体在管子内流动时与管壁接触的位置速度等于零,而管子中心的速度最大。
流体的粘度越大,管壁越粗糙,速度差也越大。
平常说的平均流速,如图1 a . 图1 b流体流过纤维所搭接的空隙时,是接触滤材处的流速是零, 空隙中间的流速最大。
也就是说与滤材接触机会越多流体与在滤材纤维上滞留的时间也越长。
纤维越细流速等于零的的位置越多。
所以同样面积下纤维越细流速越小过滤效果越好。
图2 a 是纤维滤材,同样面积中的空隙大的多,而图2 b是颗粒烧结滤材空隙小的多,同样数量的流体通过时,实际的流速就有很大的差别。
流速: 在过滤技术中是非常重要的参数,U = Q / A--------------(1)式中:Q --- 流量 M3 / H (液体通常用L / min,气体流量也有用M3/H) A---- 垂直于流动方向的管截面积 M2要让流体流动就必须要有力量推动,在过滤技术上就是我们常说的压差也可以说成压力降(ΔP),流体的流量越大需要的力量也越大。
256作者简介:吕建莉(1984— ),女,汉族,陕西榆林人。
主要研究方向:汽车滤纸。
在当前的生产之中,棉短绒浆、阔叶木浆及合成纤维配抄汽车滤纸的分析已经成为汽车滤纸使用之前的主要工作,只有全面分析不同材质对于汽车滤纸的实际影响,才能更好地提升汽车滤纸的实际工作质量,满足当前的生产要求。
现阶段我国主要使用的滤纸主要分为四种实验室用滤纸、汽车和工业滤纸、玻璃纤维滤纸、啤酒咖啡滤纸。
因为其本身的使用度相对较低,只有较少的生产中会使用滤纸,因此在当前的很多报道中对于滤纸的涉及面相对较少。
本文主要针对棉短绒浆、阔叶木浆及合成纤维配抄汽车滤纸进行研究,以求能够更好地提升工业化发展质量,促进滤纸行业的有效转型。
一、实验过程(1)原料加工及软化水分析。
在对植被汽车滤纸棉短绒和精梳废棉进行全面的磨浆处理之后,再放入到蒸煮器中进行蒸煮作业,通过蒸煮工作的全面开展对所得到的原浆材料进行反复的洗涤、脱水、分散处理,从而有效地确保整个汽车滤纸的质量。
软化水主要是来自于原本的造纸厂,通过对相关硬度和内部质量的分析和研究,从而明确当前生产中所产生的汽车滤纸生产质量。
(2)配浆、备料和抄片。
阔叶木浆本身和棉短绒浆在生产中使用不同的设备进行特殊处理作业,从而对木浆处理的质量进行全面的分析,阔叶木浆与棉短绒浆和合成纤维的配比质量,主要用于空气、油、液压系统过滤的滤纸。
在不同的适用范围内所产生的滤纸的配比质量之间都有一定的差异性。
在形成混合浆之后通过酚醛树脂的金字处理,在抄片其上进行抄片,针对不同的生产用滤纸进行不同的质量配比。
制备的手抄篇本身通过酚醛树脂、正己烷、甲醇等相关的组合溶液浸渍最终形成一定的产品,滤纸浸渍本身所产生的化学品组成有着不同的范围。
浸渍或未浸渍的手抄片试样进行分别的循环和干燥,加快水分的平衡处理,最终在实际的造纸完成后进行针对性的规范测试管理。
二、实验分析棉纤维本身所蕴含的蜡质和水中所呈现的氯键之间不能进行全面的融合。
发动机空气滤清器,作为汽车发动机进气系统的重要组成部分,起着过滤空气中颗粒物、杂质的作用,确保发动机吸入洁净的空气,从而保证发动机的正常运行和延长其使用寿命。
空气滤清器滤纸作为滤清器中的核心部件,在过滤性能、使用寿命等方面有着严格的标准要求,以确保发动机正常工作和减少污染物排放。
一、滤纸材料标准1. 过滤效率:滤纸最重要的性能指标之一是过滤效率,即滤除空气中颗粒物的百分比。
滤纸的过滤效率一般用MPPS(最穿透粒径)来表示,MPPS越小,过滤效率越高。
对于发动机空气滤清器滤纸,其MPPS通常要求小于10微米,以确保对PM2.5等细颗粒物的过滤效果。
2. 透气性:滤纸需要具有良好的透气性,以确保发动机进气顺畅,维持正常的燃油经济性和动力性能。
透气性通常用压降来表示,压降越小,透气性越好。
对于发动机空气滤清器滤纸,其压降一般要求在100Pa以下,以确保发动机的正常运行。
3. 耐用性:滤纸需要具有良好的耐用性,以确保在恶劣环境下正常工作。
耐用性通常用寿命来表示,即滤纸在达到一定压降或过滤效率降低到一定程度之前的使用时间。
对于发动机空气滤清器滤纸,其寿命一般要求在1万公里以上,以满足车辆的正常使用需求。
二、滤纸结构标准1. 滤纸结构:滤纸的结构对过滤性能和使用寿命都有着重要影响。
常见的滤纸结构有单层结构、双层结构和多层结构。
其中,单层结构滤纸具有较高的过滤效率,但透气性较差;双层结构滤纸兼顾了过滤效率和透气性,是目前应用最广泛的滤纸结构;多层结构滤纸具有最高的过滤效率,但透气性较差,常用于特殊应用场合。
2. 滤纸褶皱:滤纸褶皱可以增加滤纸的表面积,从而提高过滤效率和延长使用寿命。
滤纸褶皱的形状、数量和间距对滤清器的性能有着重要影响。
常见的滤纸褶皱形状有锯齿形、波浪形和三角形等。
滤纸褶皱的数量和间距应根据实际使用情况进行设计,以确保滤清器的过滤性能和使用寿命。
三、滤纸质量标准1. 滤纸原料:滤纸的原料对滤纸的性能有着重要影响。
滤清器有关技术标准我国滤清器产品的技术标准分为四级,国家标准、行业标准、地方标准和企业标准。
按其内容又分为技术条件、试验方法、连接尺寸、系列参数、质量分等等,为方便滤清器生产企业和使用单位对滤清器标准的全面掌握,日前中国汽车工业协会车用滤清器委员会、中国内燃机工业协会滤清器分会编印了《滤清器技术标准汇编》一书。
《汇编》收录了1999年以前已发布的滤清器现行国家标准,行业标准和行业内部标准62项。
滤清器生产企业所执行的产品标准多以所配套的主机厂要求而定。
随着国内主机厂合资企业的增多和新机型引进。
国际标准(ISO)及一些先进国家的滤清器技术标准也相应地引进使用,如日本的(HS)、美国的(SAE)、德国的(DIN)、法国的(NF)等,就滤清器的一般用户(驾驶员、维修厂(站))而言所需了解的标准应是技术条件。
此类标准属国家机械局(原国家机械部)批准的有12项,其标准代号及标准名称如下:1.JB/T5087-1991内燃机机油滤清器纸质滤芯技术条件2.JB/T5088-1991旋装式机油滤清器技术条件3.JB/T5089-1991内燃机纸质滤芯机油滤清器总成技术条件4.JB/T6018-1992分流离心式机油滤清器转子总成技术条件5.JB/T6019-1992分流离心式机油滤清器技术条件6.JB/T5239-1991柴油机纸质滤芯柴油滤清器总成技术条件7.JB/T5240-1991柴油机柴油滤清器纸质滤芯技术条件8.JB/T5241-1991旋装式柴油滤清器技术条件9.JB/T6004-1992内燃机油浴及油浸式空气滤清器总成技术条件10.JB/T6007-1992内燃机油浴及油浸式空气滤清器滤芯技术条件11.JB/T9755-1999内燃机纸质滤芯空气滤清器总成技术条件12.JB/T9756-1999内燃机空气滤清器纸质滤芯技术条件这些标准分别对机油滤清器、柴油滤清器、空气滤清器及三滤芯的各项技术指标做了具体的规定。
关于滤纸选用的分析和建议1滤纸材料天然纤维,括针叶木浆,阔叶木浆,龙须草浆,滤纸一般采用混合浆,适当加一点棉浆;化学纤维;玻璃纤维;2滤纸性能蓬松,蓬松才能透气,密度为0.15 ~0.35g/cm3,高α纤维丝.微孔,孔径小,孔眼分布数量大,把细小粒子过滤出来,气流畅通;孔的大小呈正态分布,用以下参数表示;△最大孔径;平均孔径;透气度,在1mmH2O压力下,的透气量L/m2/min;强度,用耐破度,挺度,抗张力,撕裂度物理量表示;3 滤纸结构滤纸具有方向性,滤纸正面,纤维较疏松;滤纸的网面,纤维紧密,;正面孔隙呈喇叭口形状;孔隙沿滤纸厚度方向变小;滤纸厚度为0。
35~0.5mm左右,而灰尘颗粒粒径从几微米~几十微米不等,滤纸过滤,不应简单地理解只有筛网功能,具有深度过滤的机能;侧面放大显示滤纸是多层结构。
滤纸正面,应该迎着气流方向,滤纸网面,应该是气体流出方向,网面上,画出彩色线,便于用户识别,以防弄错;如果弄错正反方向,滤芯使用中,储尘能力降低30%〔1〕;4滤纸浸胶如果仅以过滤材料制造出来的纸,还是太弱,不能承受滤芯生产线的剧烈加工过程,滤芯使用过程中,也容易破裂;解决办法,滤纸浸胶;通常用树脂浸渍处理;树脂含量10~30%,物理强度提高300%。
树脂含量不足,滤纸强度低;树脂含量过高,滤纸变脆,易损坏.△酚醛树脂热固性树脂,加热时,聚合物链之间发生交联,形成三维结构,变成硬的,刚性结构。
△可溶性酚醛树脂,以碱作催化剂,关键是酚醛/甲醛的比例;△酚醛清漆,用酸作催化剂,酚醛和甲醛的克分子量比例大于1,属于热塑性树脂,必须加入一种交联剂,六胺。
实际用酚醛清漆和六胺的混合物浸渍树脂,六胺催化剂,使固化的酚醛树脂呈黄色。
△醇溶性树酯酚醛树脂不能溶解,必须用酒精作溶剂,1吨纸消耗近3吨酒精,一吨酒精消耗3吨高粱,算起来一吨滤纸消耗10吨粮食。
为解决酒精消耗,进行水溶性树脂的研发。
△水溶性树脂水溶性树脂合成时,引入亲水基团,是不抗水的,必须另外加硅酮乳液防水剂,硅酮用量为树脂用量的0.4 ~0。
汽车滤纸生产工艺
汽车滤纸生产工艺是指将原材料经过一系列工艺流程加工制造成汽车滤纸的过程。
首先,在汽车滤纸生产工艺中,制造商会准备好原材料,主要包括纤维素纤维和树胶等。
这些原材料需要经过质检,确保符合质量标准。
接下来,原材料需要进行预处理。
首先将纤维素纤维进行打浆,然后与树胶混合,形成纤维树胶混合物。
混合物会根据不同种类的汽车滤纸需要添加不同的添加剂,如芯骨材料、抗菌剂等。
将混合物送入滤纸机进行造纸。
滤纸机会将混合物均匀地布满在滤纸机的网带上,并通过压榨和烘干等工艺将混合物中的水分蒸发掉,最终形成毛胚滤纸。
每平方米的滤纸机逐层叠压,以提高滤纸的密度和过滤性能。
在叠压的过程中,可以根据需要对滤纸进行插层,插入钢丝网或者热融胶等材料,增加滤纸的强度和稳定性。
经过叠压后的滤纸会进行热压处理,以增加滤纸材料的稳定性和耐用性。
热压处理可以使滤纸形成更加结实的纤维网状结构,提高滤纸的过滤效果和使用寿命。
最后,滤纸会通过切割和裁剪等工艺进行成品加工。
根据不同的需要,可以将滤纸切割成不同尺寸和形状,如滤芯、空气滤清器等。
以上就是汽车滤纸生产工艺的大致流程。
当然,不同的制造商和产品会有不同的生产工艺和流程,这里只是一个简单的概括。
生产过程中需要注意质量控制,以确保最终生产出的汽车滤纸符合质量标准,并具有良好的过滤性能和耐用性。