输送线控制器及软件使用说明书(精)
- 格式:doc
- 大小:179.50 KB
- 文档页数:5
气动输送系统使用方法说明书1. 引言气动输送系统是一种广泛应用于工业生产中的物料传送设备,通过气压力将物料从一个地方输送到另一个地方。
本说明书将详细介绍气动输送系统的使用方法,以确保用户能正确、安全地操作和维护该系统。
2. 设备组成气动输送系统主要由以下组成部分构成:- 压缩空气源:提供气动输送系统所需的压缩空气。
- 输送管道:用于将物料输送到目标位置的管道系统。
- 气动输送机:通过气压力将物料推送到管道中的输送装置。
- 控制系统:负责控制气动输送系统的启动、停止和运行状态。
3. 准备工作在开始使用气动输送系统之前,应进行以下准备工作:- 确保系统连接正常:检查系统的管道连接是否牢固,无泄漏情况。
- 准备物料:根据实际需求准备好待输送的物料,并确保其具备适合输送的性质。
- 检查气源:确保压缩空气源正常运行,气压稳定。
4. 操作步骤4.1 启动系统- 打开压缩空气源,确保供气稳定。
- 检查控制系统,确认各个控制开关处于关闭状态。
4.2 输送物料- 将待输送的物料放入气动输送机的料仓中。
- 打开控制系统上的启动开关,启动气动输送机。
- 物料将被推送进输送管道,沿管道流动至目标位置。
4.3 停止系统- 当物料输送完毕或需要停止输送时,关闭控制系统上的启动开关。
- 关闭压缩空气源,停止供气。
5. 注意事项- 在操作过程中,严禁将手或其他物体伸入正在运行的气动输送系统中。
- 定期检查系统的管道连接是否松动或泄漏,并及时修复。
- 注意物料的输送量,不要超出系统的额定容量范围。
- 定期清理和维护气动输送系统,以确保其正常运行。
6. 故障排除当气动输送系统出现故障时,应采取以下措施进行排除:- 停止系统运行,切断气源。
- 检查管道连接是否松动或漏气,重新连接或更换密封件。
- 清理输送管道,确保无堵塞物。
- 检查气动输送机的运行状态,如有异常,及时修复或更换。
7. 结束语本使用方法说明书详细介绍了气动输送系统的使用方法,以及在操作和维护过程中的注意事项和故障排除方法。
桶装物流输送线使用说明书中外合资开机前的准备1.检查电源电压为3相4线制,380V,50Hz,无缺项;2.确认输送系统井口输送线与提升机的井口处及提升机上端倒料处无不安全情况(对设备和人体)存在;3.确认控制柜,操作箱上的紧急停止开关操作头处于旋出位置,还需确认上位机未给出急停信号;4.确认各光电开关没被遮挡;5.检查确认后,方能进行下述操作.电源操作1.旋转控制柜上隔离开关QFO 为ON位置,接通给系统总电源;2.合上控制柜内断路器QF4,设置变频器INV1的控制参数;INV1参数设置表;控制流程1.选择运行方式:将现场操作箱上的手动/自动选择开关置手动位置,为手动方式;置自动位置,为自动方式.(注:在系统运行过程中切换手/自动运行方式时,系统会自动停机,再次启动系统需重新开机)2.选择控制方式(运行方式选择为自动模式时有效):将现场操作箱上的本地/远程选择开关置本地位置,为本地控制模式,置远程位置,为远程控制模式.远程控制由两种模式对现场PLC进行控制:远程PC将现场PLC的内存地址V3.0置为1,则远程控制信号是远程PC与现场PLC有通讯实现;远程PC将现场PLC 的内存地址V3.0置为0,则远程控制信号是远程无缘接点与现场PLC通过硬接线实现.3.运行操作:1)手动运行操作:当运行方式选择为手动运行模式时,按压现场控制柜或操作箱上的启动按钮,系统有5秒的启动提示报警___塔灯蜂鸣器鸣响,现场电柜上绿色运行指示灯HL3级操作箱上的绿色塔灯THL1闪烁,5秒后,塔灯蜂鸣器停止鸣响,现场电柜上绿色运行指示灯HL3级操作箱上绿色塔灯THL1由闪烁变为常亮,系统手动启动完成,即可进行以下的手动操作.以下各手动操作按钮均为点动式;即按下相关点动按钮,相关动作运行;释放相关点动按钮,相关动作停止.◆手动进件操作:在轿厢处于下层平层位置且轿厢滚道上没有输送物(PH4.PH5都为被遮挡时),按压操作箱上的手动进件按钮,进口两段输送滚道线及轿厢滚道线正转运行,若一直按压着手动进件按钮,则一直奖输送物送至叫箱内到位后停止.◆手动上升操作:在轿厢不处于上升位置到位位置且轿厢内倒料装置处于回转到位位置时,按压操作箱上的手动上升按钮,轿厢即上升,若一直按着手动上升按钮,则轿厢连续上升至上升到位位置停止.◆手动开密封门操作:在轿厢处于上升到位位置且轿厢内倒料装置处于回转到位位置时,按压操作箱上的手动开门按钮,密封门则由气缸拉动打开.◆手动翻转倒料操作:在轿厢处于上升到位位置,密封门处于打开位置且轿厢内倒料装置不处于翻转到位位置时,按压操作箱上的手动翻转按钮,则轿厢内倒料翻转装置开始翻转,若一直按着手动翻转按钮,则轿厢内倒料翻转装置一直翻转到翻转到位位置停止.◆手动回转操作:在轿厢处于上升到位位置,密封门处于打开位置且叫箱内倒料装置不处于回转到位位置时,按压操作箱上的手动回转按钮,则轿厢内倒料翻转装置开始回转,若一直按着手动回转按钮,则轿厢内倒料翻转装置一直回转到回转到位位置停止.◆手动关密封门操作:在轿厢不处于上升到位位置,货轿厢处于上升到位位置且轿厢内翻转倒料装置处于回转到位位置;密封门不处于关到位位置时,按压手动关门按钮,密封门则由气缸拉动关闭.◆手动下降操作:在轿厢不处于下降到位位置且叫箱内倒料装置处于回转到位位置时,按压操作箱上的手动下降按钮,轿厢即下降,若一直按着手动下降按钮,则轿厢连续下降至下降到位位置停止.◆手动出件操作:在轿厢处于下层平层位置且6米输送滚道上没有输送物(PH1未被遮挡)时,按压操作箱上的手动出件按钮,1.2米输送滚道线及轿厢滚道线反转运行.若一直按压着操作箱上的出件按钮,则一直将输送物送6米滚道线PH1处停止.2)自动运行操作:当运行方式选择为自动运行模式且满足自动运行条件---提升机轿厢处于下平层位,轿厢翻转装置位于回转到位位置,密封门处于关到位位置,6米线上的PH1观点未被遮时,按压现场控制柜或操作箱上的启动按钮,系统有5秒钟的启动提示报警---塔灯蜂鸣器鸣响,现场电柜绿色运行指示灯HL3级操作箱上绿色塔灯THL1闪烁,5秒后,塔灯蜂鸣器停止鸣响,现场电柜上绿色运行指示灯HL3及操作箱上绿色塔灯THL1由闪烁变为长亮,系统自动启动完成,即可进行以下的自动运行操作,注:若不满足自动启动条件启动自动运行时,系统不会自动启动,同时塔灯声讯报警器鸣响报警,提示未满足自动条件,此时需转换为手动模式启动,手动运行系统以满足自动启动条件后再启动自动运行模式.◆本地控制模式下盛料容器不回收的自动运行:当控制方式为本地控制,系统自动启动后,系统为本地控制的自动运行方式运行.此时在上料出,现场上料人员根据需要焚烧处理的物料.选择盛装物料的容器是否回收.将 1.2米滚道上安装的输送包装物不回收/回收选择开关置不回收位置,输送系统则将置于6米滚道线上的物料自动送人提升机轿厢→提升机轿厢上升→上升到位后开密封门→密封门开到位后轿厢翻转装置翻转倒料→翻转到位后停止5秒→轿厢翻转装置回转→回转到位后关闭密封门→提升机轿厢下降→下降到位后6米滚道线上的物料自动送人提升机,如此循环进行.◆本地控制模式下盛料容器要回收的自动运行:当控制方式变为本地控制,系统自动启动后,系统为本地控制的自动运行方式运行.此时在上料处,现场上料人员根据需要焚烧处理的物料,选择盛装物料的容器是否回收.将 1.2米滚道上安装的输送包装物不回收/回收选择开关置回收位置,系统按如下方式运行:现场上料人员按压1.2米滚动上安装的进件开始按钮→往6米滚道线上房子待焚烧物→6米滚道线上的物料自动送入提升机轿厢→提升机轿厢上升→上升到位后开密封门→密封门开到位后轿厢翻转装置翻转倒料→翻转到位后停止5秒→轿厢翻转装置回转→回转到位后关闭密封门→提升机轿厢下降→下降到位后将盛装焚烧物的容器送出提升机轿厢到达6米滚道线→人工取走容器→现场上料人员按压1.2米滚道上安装的进件开始按钮.如此循环进行.注意:在按压进件开始按钮时,6米滚道线上的光电开关PH1不能被遮挡.◆远程控制模式下盛料容器不回收的自动运行:当控制方式为远程控制,系统自动启动后,系统为远程控制的自动运行方式运行.当远程控制模式被确认(由远程确认信号实现)且远程允许上料(由远程允许上料信号实现)此时在上料处,现场上料人员根据需要焚烧处理的物料,选择盛装物料的容器是否回收.将 1.2米滚道上安装的输送包装物不回收/回收选择开关置不回收位置,输送系统则将置于6米滚道线上的物料自动送人提升机轿厢→提升机轿箱上升→上升到位后开密封门→密封门开到位后轿厢翻转装置翻转倒料→翻转到位后停止5秒→轿厢翻转装置回转→回转到位后关闭密封门→提升机轿厢下降→下降到位后6米滚道线上的物料自动送人提升机,如此循环进行.注意:在一个循环周期未结束时远程不允许上料,该系统会运行完该循环后才会停止.停机◆自动停止: 在电柜上的运行指示灯和操作箱上的绿色塔灯为点亮状态时,按压控制柜上货操作箱上的停止按钮,电柜上的运行指示灯和操作箱上的绿色塔灯熄灭,即实现系统的自动停机.◆电源解除: 选择控制柜上的鼓励开关旋钮为OF位置,解除设备电源. 异常停机◆紧急停止:当设备运行中出现对人体及设备构成危害时,应立即安县现场操作箱上货控制柜上的紧急停止按钮,设备停止运行,进入紧急停止状态;故障排除后,先将紧急停止按钮操作头拔出,按压现场操作箱或电控柜上的黄色复位按钮,紧急停止状态解除后,再启动系统◆变频器异常停机:当变频器异常时,故障接点接通,设备停止运行,先查明原因,故障排除后,重新接通变频器电源,再按压现场控制箱或电控柜上的黄色复位按钮,再启动系统.◆电机过载停机:在运行过程中发生电机过载时,相应的电机断路器跳闸,电机断路器的热保护故障信号动作,设备停止运行,先查明原因,故障排除后,重新合上电机断路器,再按压现场控制箱或电控柜上的黄色复位按钮,再启动系统.◆下超限停机:在提升机下降时冲过下平层位置触动下越位保护开关,下降指示灯以0.2秒间隔快速闪烁,设备将故障报警停机,此时在故障停机的状态下,同时按压操作箱上手动上升+复位两个按钮,提升机轿厢慢速上升至下平层位置后停止,故障报警消除,再次启动系统.◆上超限停机:在提升机上升时冲过上平层位置触动上越位保护开关,上升指示灯以0.2秒间隔快速闪烁,设备将故障报警并停机,此时在故障挺急的状态下,同时按压操作箱上手动下降+复位两个按钮,提升机轿厢慢速下降至上平层位置后停止,故障报警消除,再启动系统.◆翻转超限停机:轿厢翻转装置在翻转过程中冲过翻转到位触动翻转超限开关,翻转指示灯以0.2秒间隔快速闪烁,设备将故障报警并停机,此时在故障停机的状态下,同事按压操作箱上手动回转+复位两个按钮,轿厢翻转装置翻转至回转到位位置后停止,故障报警消除,再次启动系统.◆回转超限停机:轿厢回转装置在回转过程中冲过回转到位触动回转超限开关, 回转指示灯以0.2秒间隔快速闪烁,设备将故障报警并停机,此时在故障停机的状态下,同事按压操作箱上手动回转+复位两个按钮,轿厢回转装置回转至回转到位位置后停止,故障报警消除,再次启动系统◆进口故障停机:在输送物往提升机轿厢输送过程中有卡阻或连续进两件时,设备将故障报警并停机,此时需人工将卡阻的物件搬除或将连进的外面一件物件搬除,再按压现场控制箱或电控柜上的黄色复位按钮,再次启动系统.◆远程停机:系统在运行时收到远程急停信号,系统将立即停止运行,操作箱及控制柜上的急停指示灯闪烁.远程解除急停后,操作箱及控制柜上的急停指示灯熄灭,再次启动系统. 维护注意事项1.确认电机铭牌电压和接法是否与使用电压和接法一致2.自动启动系统前,嗑药确保进口输送线和提升机内的观点开关处没有货物遮住3.设备运行时,不要触摸光电开关,以免造成程序紊乱4.当按下紧急停止按钮时,只有当股指排除后,才能将紧急停止按钮操作头拔出,保证设备和人身安全5.当电机过载时,必须先查明过载原因,排除故障后,才能复位变频器电机断路器,以免对设备造成更大的危害6.当保险丝熔断时,必须先查明短路原因,排除故障后,再更换,以免造成更大的危害7.提升机运行时,禁止人将头手伸入提升机内8.要在提升机进口,出口或提升机内进行维修等操作时,需要紧急停止开关压下,并在主电柜上将主电源切断(选择控制柜上隔离开关旋钮为OFF位置)后方可进行操作。
运控使用手册【运控使用手册】1、引言- 介绍本文档的目的和范围- 指导用户如何正确使用运控系统2、系统概述- 简要介绍运控系统的功能和特点- 列出系统的主要组成部分和模块3、系统安装与配置3.1 硬件要求- 列出运控系统的硬件要求,如计算机配置、网络要求等3.2 软件安装- 说明系统的安装步骤,包括运行安装程序、选择安装路径等3.3 配置系统参数- 指导用户如何配置运控系统的各项参数,如数据库连接、SMTP服务器等4、运控系统界面4.1 登录界面- 展示登录界面的布局和功能- 说明用户如何进行登录操作4.2 主界面- 介绍主界面的布局和主要模块- 解释模块功能和操作方法5、基本功能操作5.1 创建运输任务- 指导用户如何创建新的运输任务,包括填写运输信息、选择运输车辆等5.2 运输任务管理- 解释如何查看和编辑已存在的运输任务- 说明如何分配任务给不同的司机或车辆5.3 路线规划与导航- 介绍系统提供的路线规划和导航功能- 说明如何使用地图查看和修改运输路线6、报表与数据统计6.1 运输任务报表- 解释如何和导出运输任务相关报表- 说明各个报表的含义和使用场景6.2 数据统计功能- 介绍系统提供的数据统计功能和图表展示- 指导用户如何利用统计数据进行业务分析7、系统维护与管理7.1 用户管理- 说明如何添加、删除和修改用户- 解释不同用户角色的权限和功能7.2 系统备份与恢复- 指导用户如何备份和恢复运控系统的数据- 提供常见问题解答和故障排除方法8、附录- 提供相关文档和资料的或附件【法律名词及注释】- 法律名词1:法律注释1- 法律名词2:法律注释2- 法律名词3:法律注释3【本文档涉及附件】- 附件1:用户手册:pdf- 附件2:系统配置文件示例:docx 【本文所涉及的法律名词及注释】- 法律名词1:法律注释1- 法律名词2:法律注释2- 法律名词3:法律注释3。
悬挂物流输送线说明书目录1、悬挂轨道输送系统工艺说明-------------------------------------------- 41.1、系统工艺说明-----------------------------------------------------41.2、工艺流程---------------------------------------------------------52、主要技术参数---------------------------------------------------------62.1、设计参数---------------------------------------------------------62.2、设备颜色---------------------------------------------------------62.3、使用年限---------------------------------------------------------63、设备平面布置图-------------------------------------------------------74、设备构成-------------------------------------------------------------84.1、物料储存箱-------------------------------------------------------84.2、上料旋转机构-----------------------------------------------------94.3、悬挂轨道输送系统结构--------------------------------------------134.4、悬挂轨道廊道承重结构--------------------------------------------134.5、卸料机构--------------------------------------------------------144.6、周转箱机构------------------------------------------------------165、电气操作-------------------------------------------------------------175.1、人机界面操作----------------------------------------------------175.2、上料部分手动操作盒----------------------------------------------185.3、卸料部分手动操作盒----------------------------------------------196、主控柜---------------------------------------------------------------206.1、特性------------------------------------------------------------206.2、操作盒----------------------------------------------------------206.3、注意事项--------------------------------------------------------207、人机界面--------------------------------------------------------------217.1、特性------------------------------------------------------------227.2、操作盒----------------------------------------------------------227.3、注意事项--------------------------------------------------------228、电气安全联锁控制-------------------------------------------------239、设备安全事故应急预案---------------------------------------------2410、突然停电的应急预------------------------------------------------3211、标准件明细表----------------------------------------------------3412、设备点检润滑表--------------------------------------------------371、悬挂轨道输送系统工艺说明1.1、系统工艺说明本系统为全自动化无人输送系统,系统提供各种状态信息及参数,可以通过操作盒,对设备进行手动/自动操作。
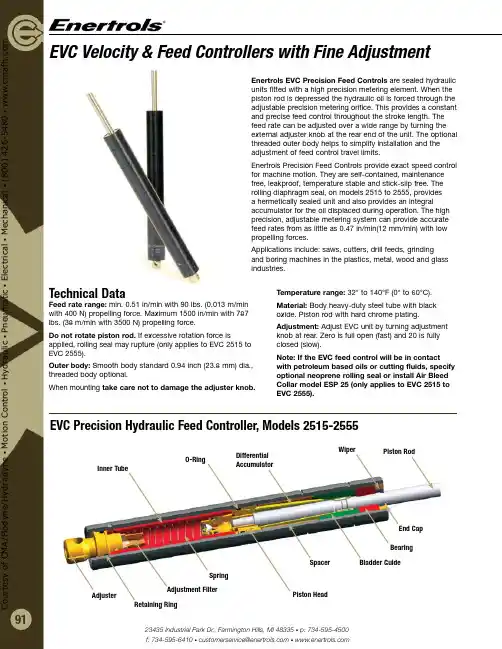
23435 Industrial Park Dr., Farmington Hills, MI 48335 • p: 734-595-4500 f: 734-595-6410 91Enertrols EVC Precision Feed Controls are sealed hydraulic units fitted with a high precision metering element. When the piston rod is depressed the hydraulic oil is forced through the adjustable precision metering orifice. This provides a constant and precise feed control throughout the stroke length. The feed rate can be adjusted over a wide range by turning the external adjuster knob at the rear end of the unit. The optional threaded outer body helps to simplify installation and the adjustment of feed control travel limits.Enertrols Precision Feed Controls provide exact speed control for machine motion. They are self-contained, maintenance free, leakproof, temperature stable and stick-slip free. The rolling diaphragm seal, on models 2515 to 2555, provides a hermetically sealed unit and also provides an integralaccumulator for the oil displaced during operation. The high precision, adjustable metering system can provide accurate feed rates from as little as 0.47 in/min(12 mm/min) with low propelling forces.Applications include: saws, cutters, drill feeds, grinding and boring machines in the plastics, metal, wood and glass industries.Technical DataFeed rate range: min. 0.51 in/min with 90 lbs. (0.013 m/min with 400 N) propelling force. Maximum 1500 in/min with 787 lbs. (38 m/min with 3500 N) propelling force.Do not rotate piston rod. If excessive rotation force isapplied, rolling seal may rupture (only applies to EVC 2515 to EVC 2555).Outer body: Smooth body standard 0.94 inch (23.8 mm) dia., threaded body optional.When mounting take care not to damage the adjuster knob.Temperature range: 32° to 140°F (0° to 60°C).Material: Body heavy-duty steel tube with black oxide. Piston rod with hard chrome plating.Adjustment: Adjust EVC unit by turning adjustment knob at rear. Zero is full open (fast) and 20 is fully closed (slow).Note: If the EVC feed control will be in contact with petroleum based oils or cutting fluids, specify optional neoprene rolling seal or install Air Bleed Collar model ESP 25 (only applies to EVC 2515 to EVC 2555).EVC Precision Hydraulic Feed Controller, Models 2515-2555Bladder GuidePiston HeadO-RingInner TubeAdjustment FilterWiperRetaining RingAdjusterSpringSpacerDifferential AccumulatorBearingEnd Cap Piston RodC o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ▪ M o t i o n C o n t r o l ▪ H y d r a u l i c ▪ P n e u m a t i c ▪ E l e c t r i c a l ▪ M e c h a n i c a l ▪ (800) 426-5480 ▪ w w w .c m a23435 Industrial Park Dr., Farmington Hills, MI 48335 • p: 734-595-4500 f: 734-595-6410 92M6.24 (6)1.26(32)1.34(34)1.81(46)Mounting with Clamp Mount.52(13.2)ABSTROKEStopOptional (Part No. 250-0040)M25x1,5.49(12.4).25(6.4).63(16)1.18(30)1.25(31.7).31(8).94(23.8)Optional ThreadedOuter Body.63(16.0).06(1.52)1.44(36.5).71(18.0)2.25(57.1)1.12(28.4)ED.34(8.6) Dia.Thru 2Holes PoundsSpeed-Inches/minuteMaximum propelling force = 750 lbs.2500150010005002501501005025151052.51.51.0.25800750700600500400300200100RecommendedOperatingRange1.25(31.7).63(16.0)D E ClampPart No.250-04652.00(50.8)1.00(25.4)250-0466ModelEVC 2515-FEVC 2530-FEVC 2555-FEVC 2575-FEVC 25100-FEVC 25125-FInstalled with Air Bleed Collar SP 25 Model EVC 25..Clamp Mountfor Smooth BodySee chart below for D & EdimensionsPart No. 10780-000(all EVC FT Models)Thickness: .98 (25 mm)(Mounting bolts not included)Air Bleed CollorModel ESP-25StandardModelThreadedModel Stroke A BWeightlbs. kg.EVC 2515-FEVC 2530-FEVC 2555-FEVC 2515-FTEVC 2530-FTEVC 2555-FT0.59 (15)1.18 (30)2.16 (55)5.04 (128)6.34 (161)8.23 (209)3.15 (80)4.33 (110)5.19 (130)0.88 (0.4)1.10 (0.5)1.32 (0.6)EVC 2575-FEVC 25100-FEVC 25125-FEVC 2575-FTEVC 25100-FTEVC 25125-FT2.95 (75)3.94 (100)4.92 (125)11.14 (283)12.13 (308)13.13 (333.5)5.90 (150)5.90 (150)5.90 (150)1.76 (0.8)1.98 (0.9)2.20 (1.0)Dimensions in inches (millimeters)EVC SpecificationsSpeed ControlsStandardModelThreadedModelPropelling Force Nlbs. (N)min max min maxReturn Force Nlbs. (N)min max min maxRest TimesecondsEVC 2515-FEVC 2530-FEVC 2555-FEVC 2515-FTEVC 2530-FTEVC 2555-FT6.74 - 7876.74 - 7877.87 - 787(30 - 3,500)(30 - 3,500)(35 - 3,500)1.12 -2.251.12 - 3.371.12 - 4.50(5 - 10)(5 - 15)(5 - 20)0.20.41.2EVC 2575-FEVC 25100-FEVC 25125-FEVC 2575-FTEVC 25100-FTEVC 25125-FT11.24 - 78713.49 - 78715.74 - 787(50 - 3,500)(60 - 3,500)(70 - 3,500)7.39 - 11.566.00 - 11.565.23 - 11.23(33 - 51)(27 - 51)(23 - 50)1.72.32.8F = fine adjuster/smooth body FT = fine adjuster/threaded bodyDimensional Chart forSmooth Body ClampMounting ExamplesClamp Mountfor Optional Threaded Body Smooth body - standard Threaded body - optional Part No. 10783-000CourtesyofCMA/Flodyne/Hydradyne▪MotionControl▪Hydraulic▪Pneumatic▪Electrical▪Mechanical▪(8)426-548▪www.cmaEVC Velocity & Feed Controllers23435 Industrial Park Dr., Farmington Hills, MI 48335 • p: 734-595-4500 f:734-595-6410•*****************************•93A high force is necessary at the start of drilling when the drill first contacts the sheet.After the initial cut this high force causes the drill to break through. This results in jagged edges rather than a smooth clean hole and also causes tool breakage.By installing an Enertrols EVC Feed Control it is possible to precisely control the rate of drill advance. As a result the drilled holes are clean and consistent and drill breakage is considerably reduced.Originally a pneumatic tandem cylinder was used to pr ovide theinitial fast advance. This was then slowed to cutting speed by a complicated regulating device. Despite this the control and adjustability was unsatisfactory.After installing the Enertrols EVC Feed Control the feed rate could be adjusted precisely. The expensive and specialtandem cylinder could be replaced by a standard one and the complicated regulating device was no longer required.Precisely adjustable cutting and feed speeds are required depending on the particular material being processed. A standard Enertrols EVC Feed Control with its fineadjustment enables the cutter to be controlled exactly for different materials. Varying material types, as well as hardness and wear on the saw blade causes the cutting pressure to vary greatly. However the saw advance speed should remain constant as changes cause breakage of the material being cut or of the saw blade.An Enertrols EVC Feed Control fitted directly to the cutting head provides a simple and low cost solution. The cutting speed remains constant and can be easily preset.Drilling Sheet MetalCutting Holes in MDF Furniture PanelsSawing Aluminum and Plastic ProfilesCutting and Chamfering of Plastic Tubes Feed Controller Installation ExamplesC o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ▪ M o t i o n C o n t r o l ▪ H y d r a u l i c ▪ P n e u m a t i c ▪ E l e c t r i c a l ▪ M e c h a n i c a l ▪ (800) 426-5480 ▪ w w w .c m a f h .c o m。
气动输送系统使用说明书使用说明书注意事项:1. 本说明书适用于气动输送系统的安装、操作、维护和保养等内容,使用者在使用前请仔细阅读并按照说明书的指导进行操作。
2. 气动输送系统的使用应符合国家相关的安全标准和指导文件要求,任何未经授权的调整和改动都可能导致系统故障或人员伤害。
3. 要确保气动输送系统的操作环境清洁、干燥,并避免灰尘和湿气侵入系统,以免影响正常使用。
4. 不得将未经处理的可燃或易燃物质输送至气动输送系统中,以防止意外火灾发生。
5. 在操作过程中,应定期检查气动输送系统是否有异响或异常情况,如发现问题应及时停机排查,并在故障清除后方可重新启动。
6. 本说明书中所述的操作方法和维护保养措施仅供参考,请在实际使用中结合具体情况进行操作。
一、气动输送系统的安装1. 打开包装箱,确认系统内各组件完好无损。
2. 将输送系统放置在固定支架上,并根据需要与其他设备进行连接。
3. 确保系统各连接处密封可靠,不得出现漏气现象。
4. 连接好输送管道,并检查系统内无杂质。
二、气动输送系统的操作1. 接通电源开关,确保系统供电正常。
2. 打开系统控制面板,按照操作说明进行系统设置。
3. 验证系统的运行参数是否符合要求,如输送速度、输送量等。
4. 将待输送的物料加入进料口,并调节供料装置,确保物料均匀输送。
5. 观察输送过程中的压力变化和管道状况,及时清理堵塞或杂质。
三、气动输送系统的维护与保养1. 每日对气动输送系统进行定期巡检,确保系统安全运行。
2. 清理输送管道,避免积聚灰尘和杂质对系统造成堵塞。
3. 定期检查和更换系统内部的密封件和易损件。
4. 停机保养时,先切断气源和电源,待系统完全停止运行后方可进行维护工作。
5. 定期清洗和保养输送设备的过滤器和除尘装置。
四、常见故障处理以下列举了一些可能出现的常见故障及处理方法,仅供参考:1. 输送速度过慢或无法输送:检查气压是否正常,清理输送管道,检查阀门是否打开。
VF-Ⅱ-U15-S1/40型输送机操作指南致客户:尊敬的客户,使用本机前必须仔细的阅读该操作指南,并严格按照其进行使用,否则由于您的操作不当给您带来的伤害与损失概与本公司无关Weifu感谢您的信赖注意事项电源:1、必须接入与本机型匹配的电源2、电压差不得大于±%53、必须采用国家标准法安全接地电控:1、不得随意拆卸、更换电器元件和给该线路线路2、不得更改与本机控制无关的调速器参数3、控制箱内不得混入如铁屑等一类的导电介质4、室温下使用环境的湿度不得大于80%,5、控制箱必须远离电磁波源机械:1、本机严禁攀爬、乘坐2、工作人员距离传动头、尾不得小于0.5米,本机运行中严禁拆卸或更换部件,手指等人体活动部位严禁靠近运动部件3、本机不得接触强酸强碱等有强腐蚀性的物质4、本机严禁超负荷运转,绝对禁止直接强行启动运转定检:1、本机必须严格按定检周期由专业工作人员执行定检2、除运动部件外的检护外必须在切断电源后进行,动部件的定检至少有两名工作人员才能进行3、不得随意的改换使用不同种类润滑剂三、设备型号◆维护保养本机在投产运行过程中,必须重视维护检修,才能保证正常生产。
维护和保养必须由专业的技术人员按定期检查维护表严格进行,并做好记录。
(1)机架机械的保养①每月应给链条销轴加注钙基润滑脂一次,给齿轮的齿面涂抹钙基润滑脂一次。
②半年要拆下链条、销轴、滚轮进行清洗或维修。
③要注意观察减速机的油面高度是否符合规定要求,并半年对减速机换油一次。
④在机子投产运行过程中,应经常巡视运行情况,如有变形损坏的零件要及时更换或修理,以免发生全事故以保证整机完好率。
(2) 风机的使用维护①使用前用手拨动叶轮检查是否运转正常,检查叶轮连接是否牢固,确认无误方可通电。
本机使用220V交流电,电压允差±10%②通电后点动检查转向是否正常,运行中注意声音是否正常,振动是否明显,发现异常应立即停止③长时间使用要注意防止轴承的失油,及时清除风叶的粘物④电机停放长时间不使用,复用前应测其电阻≧0.5兆欧方可使用(3)电气的维护定期检查时,先停止运转,切断电源,然后打开控制箱等待一至三分钟,(变频调速器断电后上仍有充电电压,放电需要一定时间,为避免危险,必须等待充电指示灯熄灭,并用电压表测试,确认此电压低于安全值≦25VDC)方可开始检查作业。
隆宇坤新型建材矿渣输送系统说明书欧德利电气设备2018年7月目录一、矿渣输送系统概述1二、矿渣输送自控系统组成及功能11.电源柜2台12.电源检修箱10台13.PLC柜2台14.现场操作柜13台15.组态控制系统2三、矿渣输送系统现场操作柜操作流程21.现场操作柜元器件功能说明22.现场操作柜操作步骤3四、矿渣输送系统上位机画面操作流程31. 软件启动32. 用户登录33. WinCC操作系统自动运行操作步骤44. WinCC操作系统手动操作步骤55. 故障报警66. 报警记录67. 远程抄表7一、矿渣输送系统概述隆宇坤新型建材矿渣输送系统主要设备有:带式输送机、皮带推杆、脱水机、堆料机、取料机,通过自控系统及现场控制开关、传感器等实现自动运行。
二、矿渣输送自控系统组成及功能1.电源柜2台➢主要元器件:断路器➢功能:接通或者切断现场所有用电设备的电源➢注意事项:送电时先送总断路器再送分断路器,断电时反之2.电源检修箱10台➢主要元器件:断路器➢功能:为检修所需临时用电设备提供电源➢注意事项:接电需由专业电工操作,接电前先切断相应电源3.PLC柜2台➢主要元器件:PLC及附加模块、断路器、开关电源、光纤交换机、中间继电器➢功能:PLC柜是控制整个输送系统的核心,进行逻辑控制➢注意事项:断电会导致自动控制功能无法实现4.现场操作柜13台➢主要元器件:断路器、接触器、热继电器、中间继电器、按钮、指示灯➢功能:现场控制皮带输送机➢注意事项:操作前确保皮带输送机处有无安全隐患5.组态控制系统➢主要元器件:工控机、WinCC、STEP7➢功能:远程集中显示及控制矿渣输送系统➢注意事项:请勿违规操作,操作前需确保皮带输送机处有无安全隐患三、矿渣输送系统现场操作柜操作流程1.现场操作柜元器件功能说明➢指示灯:红色指示灯亮表示已送电,设备于停止状态绿色指示灯亮表示设备处于运行状态黄色指示灯亮表示设备有故障,此时需专业人员进行检修➢按钮:绿色按钮是启动按钮,启动设备红色按钮是停止按钮,使设备停止运行黑色旋钮切换控制方式:就地/检修/远程,旋钮在就地位置时可通过柜门进行启动、停止、操作;旋钮在检修位置时,无法进行操作;旋钮在远程位置时,可在中控电脑上进行启动、停止操作2.现场操作柜操作步骤➢将柜门上的旋钮旋转到就地位置➢打开柜门,将柜2个断路器合闸➢关好柜门,按下启动按钮即可启动设备➢按下停止按钮即可停止设备注:1.如有紧急情况可通过现场拉绳、跑偏开关进行急停2.操作完成后一定要关好柜门四、矿渣输送系统上位机画面操作流程1.软件启动工控机开机后,在桌面上找到WinCC软件图标,双击即可启动软件。
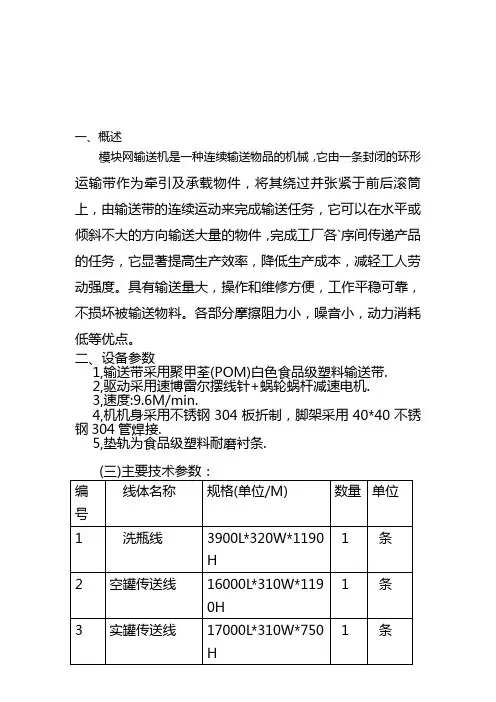
一、概述
模块网输送机是一种连续输送物品的机械,它由一条封闭的环形
运输带作为牵引及承载物件,将其绕过并张紧于前后滚筒上,由输送带的连续运动来完成输送任务,它可以在水平或倾斜不大的方向输送大量的物件,完成工厂各`序间传递产品的任务,它显著提高生产效率,降低生产成本,减轻工人劳动强度。
具有输送量大,操作和维修方便,工作平稳可靠,不损坏被输送物料。
各部分摩擦阻力小,噪音小,动力消耗
低等优点。
二、设备参数
1,输送带采用聚甲荃(POM)白色食品级塑料输送带.
2,驱动采用速博雷尔摆线针+蜗轮蜗杆减速电机.
3,速度:9.6M/min.
4,机机身采用不锈钢304板折制,脚架采用40*40不锈钢304管焊接.
5,垫轨为食品级塑料耐磨衬条.
三,操作步骤
(一)、开机
1、合上总电源开关。
2、当按启动开关时,输送机马上运转。
(二)、关机
1、当按关闭开关时,输送线停转。
2、关闭总电源开关
四.维护和保养
1、输送带应每月检查一次松紧程度,清理检查有无杂物塞在链板与机身之间,特别提示,在检查和维护时,必须切掉电源。
严禁机器在运转中进行任何维护.
2、输送带要保持卫生,每天要用清水冲洗干净。
3、减速电机使用免更换高级齿轮润滑油,可连续运行18000小时,超过时应及时更换。
冲洗机器时,应避免水冲进电机.
六.故障及其排除
1.控制箱应做到专人操作,防止因误操作带来异常。
2.使用时应防止异物掉入输送带内,以免损坏输送带。
六、售后服务
本机实行一年包修,终生维护服务
客服电话:。
输送设备使用说明书使用说明书尊敬的用户:感谢您购买我们的输送设备。
为了确保您正确、安全地使用该设备,我们特别为您提供本使用说明书。
请在使用之前仔细阅读本手册,并按照其中的指导操作设备。
一、产品概述本设备是一款用于输送物料的装置,适用于工业生产领域。
它能够有效地将物料从一个位置输送到另一个位置,提高生产效率并降低人力成本。
该设备具有以下特点:1. 高效稳定:采用先进的控制技术和优质的材料,确保设备运行的高效稳定性;2. 灵活多样:可根据实际需求进行定制,适用于不同物料输送;3. 安全可靠:设备采用多重安全保护措施,确保使用过程中的安全性。
二、安全须知1. 在使用设备前,请仔细阅读并理解本使用说明书,确保正确操作设备;2. 在接通电源之前,请检查设备的电源线、开关、插座等是否正常;3. 使用设备时,请确保周围环境安全,避免堵塞、泄漏等现象的发生;4. 若发现设备存在异响、异味或者故障,请立即停止使用,并联系售后服务人员进行检修。
三、安装步骤1. 确保设备安装位置平整牢固,并有足够的空间来容纳设备的运行;2. 将设备放置在所需位置上,并使用螺丝固定设备;3. 根据输送物料的性质,调整设备的高度和角度,确保物料能够顺利流动;4. 连接输送设备与供电电源,并确保电源线路正确可靠。
四、操作流程1. 打开设备的电源开关,并按下启动按钮,设备开始运行;2. 检查设备是否正常运转,并观察物料的顺畅输送情况;3. 在设备运行过程中,及时清理设备上的附着物,避免堵塞和停机;4. 设备使用完毕后,先关闭设备的电源开关,再进行清洁和维护工作。
五、常见故障及排除方法1. 设备无法启动:- 检查电源线路是否正常连接;- 检查电源是否正常工作。
2. 设备运行中断:- 检查输送带是否松动或断裂;- 检查设备附件是否松动。
3. 设备运行出现异响或震动:- 检查设备内部是否存在杂物;- 检查设备附件是否安装正确。
六、保养维护1. 定期清洁设备的外壳和输送带,保持设备的整洁;2. 定期检查设备各部件的紧固情况,确保设备的可靠运行;3. 注意设备的润滑问题,定期添加润滑油保持设备的良好状态;4. 对于损坏的部件,应及时更换或维修,确保设备的正常运行。
输送设备操作说明书操作说明书一、前言本操作说明书旨在帮助用户正确操作输送设备,确保设备使用的安全性和高效性。
在使用本设备之前,请仔细阅读本说明书,并按照指导进行操作。
二、产品概述本输送设备是一种用于物料运输的设备,广泛应用于工业生产、仓储物流等领域。
它能够将物料从一个地方快速、高效地转移至另一个地方。
三、设备结构本输送设备主要由以下几个部分组成:1. 传动装置:包括电动机、传动轮、皮带等,用于驱动设备运转。
2. 输送带:由橡胶、塑料等材料制成的带状物,用于承载和传输物料。
3. 支撑架:设备的主体结构,用于固定和支持传动装置和输送带。
4. 辅助装置:包括导轨、滚子、导向板等,用于稳定和引导物料的运输。
四、操作步骤1. 准备工作在使用输送设备之前,需要进行一些准备工作:- 检查设备:确保设备处于正常状态,无损坏或松动的部件。
- 清理环境:确保设备周围的工作环境清洁,无杂物或阻碍物。
- 佩戴安全装备:戴上适当的安全帽、手套、防护眼镜等。
2. 启动设备- 确保设备的电源已连接,并处于正常供电状态。
- 检查设备的开关和按钮是否处于关停状态。
- 打开设备的电源开关,启动设备运转。
3. 调整输送带速度- 根据物料的性质和需求,调整输送带的速度。
一般来说,速度过快可能导致物料溢出或散落,速度过慢可能导致工作效率低下。
- 使用设备上的速度调节钮或面板上的按钮进行调整。
4. 放置物料- 将待运输的物料逐个放置在输送带上。
- 避免堆叠过高或堆积过于密集,以免造成物料的堵塞或损坏。
5. 监控运输过程- 在设备运转期间,时刻保持注意力集中,观察物料的运输情况。
- 如发现异常情况,及时停止设备并排除故障。
6. 停止设备- 当物料运输完成或需要停止设备时,先将输送带速度调至最低档。
- 确保设备周围无物料,按下停止按钮,使设备停止运转。
7. 清理和维护- 关闭设备的电源开关,断开电源。
- 清理输送带上的杂物和灰尘,保持设备清洁。
GWJ3-GXT250输送线设备使用说明书一、系统简介:本工程采用GWJ3-GXT250积放输送机系统,本形式积放系统能满足各个工艺要求而实现工件储存、分支、合流等.输送系统技术参数:1.主要技术参数(1)被输送工件单件最大重量:〈400kg(2)被输送工件最大外形尺寸:L3800mm ×W2000 mm×H2000 mm。
(3)输送线生产节拍:6min。
(4)输送机运行速度:10.0~12.0米/分(标准速度:?M/min)。
(5)输送机牵引链条计算长度约:134米(以双方确认的平面布置图为准)。
(6)输送机牵引链条结合节距:t =250mm,推钩间距:T=1500mm。
(7)积放区车组、工件积放间距:4455 mm。
输送机运行说明:1.本输送装置为工位全部为定点停止操作。
2.上件放行车组运行至喷漆房前停止器,等待前工位操作完毕。
工件运行至喷粉房内,通过停止器实现人工定点旋转喷涂。
3.车组快速进入固化室,停止5个节拍(5组车)。
最后出固化室至冷却工位(3工位),再运行至上下件区。
二、输送设备介绍与维护保养1.直线驱动装置:本积放悬挂输送机的驱动装置是整个输送机系统的动力源。
由机架、专用电机减速机、驱动链条、驱动主从动轮系、过载保护装置等组成。
具有机械过载断电保护、电流过热集电器双重保护,牢固的机架保证驱动站运行平稳,可调整的张紧轮及链条支撑机构使驱动链条处于张紧状态。
驱动装置中的驱动链条与牵引链条采用“轴承顶轴承”方式,实现“零”摩擦啮合传递扭矩。
驱动输出轴配有限扭器,防止卡位,过载等故障造成的不便。
开关保护安置在电机输出轴端,与电控系统配合完成故障保护作用。
表1表2 驱动装置故障及维修方法2.牵引链条GXT250链条为GX250型轻型链,经热处理,强度达到国家标准要求。
技术参数如下表(1).链条张力,(2)链条运行速度,(3)张紧装置的张力,(4)润滑,(5)系统中弯轨的数量。
专利号:ZL2013.3.0445549.8ZL2013.2.0563663.5CCCMT13.0632 MFF130059K HP297矿用隔爆兼本安型带式输送机综合保护控制操作手册淮南市润金工矿机电有限公司电话:0554—2661400 66443951.1 目的本操作手册用于煤矿胶带运输综合保护监控装置KHP297,适合版本号为1512300。
用户可以完好的使用本公司的产品,以下条款适用我公司所有的产品使用说明书(操作手册)1.2 预期使用者本操作手册适用于以下人员:⏹对煤矿电器熟悉,且有煤矿工作经验的电工;⏹普通电工操作人员,有必备的电工知识经过岗前培训;⏹生产公司的技术人员安全指南本手册包括了保证人身安全与保护本产品及连接的设备应遵守的警告事项。
这些警告事项在手册中以警告三角形加以突出,并按照危险等级标明如下:危险表示如果不采取适当的预防措施,将导致死亡或者严重的人身伤害。
警告表示如果不采取适当的预防措施,将有导致死亡或严重人身伤害的可能。
小心表示如果不采取适当的预防措施将有导致轻微的人身伤害的可能。
小心表示如果不采取适当的预防措施将有导致财产损失的可能。
警告表示如果不采取适当的预防措施,有可能导致不希望的结果或状态。
合格人员只有合格人员才允许安装和操作设备。
合格人员是指被授权按照既定安全惯例和标准,对线路、设备和系统进行调试,接地和加标识的人员。
正确应用警告如下:警告该设备及其部件只能用于产品目录或者技术说明中所描述的范畴,并且只能与我公司认可或者推荐的第三方厂家出产的设备或部件一起使用。
只有正确地运输、保管、配置和安装,并且按照推荐的方式操作和维护,产品才能正常、安全地运行。
一.概述1.1 用途及使用场所KHP297矿用隔爆兼本安型监控带式输送机综合保护控制装置,以矿用本安型PLC为控制核心,集先进的电子技术、PLC技术、自动化技术、通讯技术、抗干扰技术于一体的新一代矿用控制器(以下简称为控制器)。
KZW2-660S型胶带输送机电控装置使用说明书煤炭科学研究总院上海分院运输机电研究制造中心(2007年8月)一概述KZW2-660S型胶带机电控成套装置(以下简称装置)由KTW2-12S本安型操纵台(以下简称控制台)以及KZW2-660S隔爆兼本安型控制箱(以下简称控制箱)组成。
可控制多种类型的胶带输送机,适用于煤矿井下有瓦斯、煤尘爆炸的恶劣环境,该装置与调速型液力偶合器配合可实现电机空载分时起动,胶带慢速起动(也称软起动),并形成多台驱动电机功率自动平衡的闭环调速系统。
该装置与电机磁力起动器,互感器界线盒,信号系统,各类保护传感器等组成的胶带输送机电控系统,能够可靠地实行胶带输送机的软启动、起动预警、停车、紧急停车、故障保护和对给煤机的开停控制。
具有多种运行状态及故障状态的LED显示以及电机电流、胶带速度、料位等的数字显示,具有拉线、跑偏的智能对位显示。
该装置既能实现单机控制,又可多机联控(集控),也能与矿井监控系统联网通讯,性能可靠,操作维护方便,用户容易掌握,是煤矿井下胶带输送机理想的配套设备。
二系统构成及主要设备功能1 系统构成系统主要由操作台、微机控制箱、电机磁力启动器、保护传感器、信号电铃以及联络电话等设备构成。
该系统适用于多机集中或多点驱动的上、下运及平运胶带输送机、可伸缩胶带输送机,可直接控制以下设备:⑴闸电机⑵主电机磁力起动器⑶给煤机磁力起动器⑷卸载胶带机磁力起动器⑸装载胶带机磁力起动器⑹油泵磁力起动器(配调速型液力耦合器或液力制动器)⑺电磁阀系统基本配置见表一。
表一注:L—输送机长度常规电控选择见表二。
2 各主要设备功能⑴ KTW2-12S操作台完成各种设备的起停操作,具有电机电流、胶带速度、煤仓煤位的数字显示以及拉线开关和跑偏开关的位置显示,并有设备运行及故障状态的LED显示功能。
⑵ KZW2-660S微机控制箱是操作台的主要配套设备,提供自身及操作台所需的电源,实现本安和隔爆信号的互相转换并可直接控制隔爆型电气设备(如电液闸、电磁阀和电铃等)。
输送线控制器及软件使用说明书一、控制器操作界面开机:打开电源开关;控制器长叫,并显示当前衣架号;如果当前衣架号与输送线取衣口的号码一致,则直接按[启动]键确认;如果当前衣架号与输送线取衣口不一致,则先按[取消]键,显示0000,输入当前衣架号(零或超出最大衣架号无效),按[启动]键确认;开机完成。
左转:在开机状态下,按[左转]键,输送线,向左转动一组。
右转:在开机状态下,按[右转]键,输送线,向右转动一组。
转到指定衣架号:在开机状态下,输入目的衣架号,按[启动],控制器向最近方向转动,直到目的衣架号停止。
设置模式:关闭电源开关,重新打开,控制器长叫(在按下[启动]键之前),同时按住[左转]和[右转],将显示PPPP ;输入操作密码5585;控制器进入设置衣架组数状态;输入需要设置的衣架组数;按[右转]键,进入每组衣架数设置模式,输入需要设置的每组衣架数;按[右转]键,进入当前衣架数设置模式,输入需要设置的当前衣架数;按[右转]键退出设置模式,设置成功。
输送线控制器联接方法:串口线接电脑;两芯带插头线接220V 市电;三芯线红接火线输入,黑线右转输出,绿线左转输出。
二、软件安装:拷贝光盘目录下的[干洗店]目录到C 盘根目录(其他目录也可以),拷贝文件到C:\WINDOWS\Fonts 目录(windows2000拷贝到C:\WINNT\Fonts )下面,安装完成。
运行:双击[C:\干洗店] 下面的WIIY_DRY_CLEANS.exe 文件运行。
电源开关操作界面:取衣:点击左边的[取衣]按钮,进入如下界面如果联机状态显示红色,则表示未与控制器联机,点击右下角[联机]按钮开始联机,如果联机成功,联机状态显示绿色,同时下面三个数码管将依次显示总衣架组数,每组衣架数,当前衣架号。
如下图所示:联机成功的情况下,在衣架号中输入目的号码,点击取衣,控制器将自动转动到指定号码。
上挂:与取衣类似,途中的编号是配合条形码用,如没有条码探头,则不用在编号中输入任何东西。
网带输送系统使用说明书(操作说明书)目录第一节总体说明 (3)一. 系统说明(机械部分) (3)二. 系统说明(电、气部分) (6)三. 使用环境 (6)四. 电控系统 (6)第二节安装与调试 (6)一. 安装说明 (6)二. 调节部位 (7)第三节操作说明 (8)第四节维护与保养 (9)一. 保养周期 (9)二. 保养内容 (9)三. 润滑部位 (10)第五节常见故障与排除 (10)第六节附件 (10)第一节总体说明一. 系统说明(机械部分)1. 系统概述:生产的网带输送系统,整套系统根据实际工作的特点进行布置,减少人工劳动强度,自动化程度高,并且它还有安全性高,实用性强,外形美观,灵敏度高等特点。
1.1. 本系统可广泛应用于食品、药品、电子、轻工等行业。
可以由单机或多机共同组成系统来输送物料,可输送各种松散密度较小、摩擦系数较小的装盒成品物料或块状物料等。
1.2. 本系统适宜的工作环境为-5~+40℃的室内。
1.3. 本系统采用通用式设计方式,如需在特殊环境工作,则需要增加相应的防护设施等(本书不对其他防护措施进行介绍,如需增加防护措施,则以附件形式进行说明(详见《第六节附件》))。
结构概述:网带输送系统(以下简称本机)常用于自动生产线的连续输送,该输送系统使用特殊加工的驱动轮和模块式塑钢网带(网带和网带轮见后文详述)输送物料。
本机在设计前确定各种参数,并按照实际工作需要进行安装调试,既可通过PLC、继电器自动控制也可以人工手动控制以达到特定的输送方式以配合特定的工作内容。
本输送系统在安装时即可根据工作特点进行调节,工作中一般无需频繁调节。
本机结构形式及外观尺寸如图(图1-网带输送系统):图1-网带输送系统网带输送系统一般采用卧式减速电机,驱动简图见下图(图2-驱动结构形式):1)卧式电机驱动2)蜗轮蜗杆空心轴式电机驱动图2-驱动结构形式本机采用了蜗杆式减速电机侧面驱动形式,该驱动形式结构紧凑,省去了链轮链条等传动设备,传动精度高,响应性好,可适应自动化生产线的连续式输送。
Integrated Feeding SystemsBetriebsanleitung Steuerung FC 1000 fürVibrationsförderer操作说明书振动输送机控制器FC 1000Inhaltsverzeichnis / 目录1HINWEISE FÜR DEN BENUTZER / 用户提示信息 (3)1.1 S ICHERHEITSHINWEISE /安全提示 (3)1.2 G EFAHRENSYMBOLE /危险标志 (3)1.3 G EFAHRENHINWEISE /危险提示信息 (4)1.4 K ONFORMITÄTSERKLÄRUNG /一致性声明 (5)1.5 B ESTIMMUNGSGEMÄßE V ERWENDUNG /按照规定使用 (5)2TECHNISCHE DATEN / 技术参数 (6)3INSTALLATION / 安装 (7)3.1 M ONTAGE /装配 (7)3.2 E LEKTRISCHER A NSCHLUSS /电子接口 (7)3.2.1Lage der Anschlüsse / 接口位置 (8)3.2.2Beschreibung der Anschlüsse / 接口名称 (8)3.2.3Anschlussbeispiel / 连接示例 (10)4OPTION E/A-MODUL / 输入/输出模块选项 (11)5INBETRIEBNAHME / 调试 (12)5.1 L AGEPLAN B EDIENELEMENTE /操作部件平面图 (12)6BEDIENUNG / 操作 (13)6.1 M ENÜSTRUKTUR /菜单结构 (13)6.2 B EDIENPHILOSOPHIE /操作原理 (14)6.3 D IE F UNKTIONSTASTEN /功能键 (14)6.3.1F1 – Systeminfo / F1 –系统信息 (14)6.3.2F2 – Setup Optionen / F2 –设置选项 (15)6.3.3F3 – Messwerte / F3 –测量值 (17)6.3.4F4 – RUN /STOP / F4 –运行 /停止 (17)6.4 T ASTENSPERRE /键锁 (18)6.5 E INSTELLUNGEN /设置 (18)6.5.1Leistung - P / 功率 - P (18)6.5.2Frequenz – F / 频率– F (19)6.5.3Sanftanlauf - Frequenz / 软启动 - 频率 (19)6.5.4Sanftanlauf - Leistung / 软启动 - 功率 (20)6.6 P ARAMETERSATZSPEICHER:/参数集存储器: (21)7FEHLER / 错误 (22)7.1 F EHLERLISTE /错误列表 (22)7.2 S ICHERUNG WECHSELN /更换保险丝 (23)1 Hinweise für den Benutzer / 用户提示信息1.1 Sicherheitshinweise / 安全提示Diese Beschreibung enthält die erforderlichen Informationen für den bestimmungsgemäßen Gebrauch der darin beschriebenen Produkte. Sie wendet sich an technisch qualifiziertes Personal.Qualifiziertes Personal sind Personen, die aufgrund ihrer Ausbildung, Erfahrung und Unterweisung sowie ihrer Kenntnisse über einschlägige Normen, Bestimmungen, Unfallverhütungsvorschriften und Betriebs-verhältnisse von dem für die Sicherheit der Anlage Verantwortlichen berechtigt worden sind, die jeweils erforderlichen Tätigkeiten auszuführen und dabei mögliche Gefahren erkennen und vermeiden können (Definition für Fachkräfte laut IEC 364). 本操作说明书含有按照规定使用所述产品的必要信息。
输送线控制器及软件使用说明书
一、控制器
操作界面
开机:打开电源开关;控制器长叫,并显示当前衣架号;如果当前衣架号与输送线取衣口的号码一致,则直接按[启动]键确认;如果当前衣架号与输送线取衣口不一致,则先按[取消]键,显示0000,输入当前衣架号(零或超出最大衣架号无效),按[启动]键确认;开机完成。
左转:在开机状态下,按[左转]键,输送线,向左转动一组。
右转:在开机状态下,按[右转]键,输送线,向右转动一组。
转到指定衣架号:在开机状态下,输入目的衣架号,按[启动],控制器向最近方向转动,直到目的衣架号停止。
设置模式:关闭电源开关,重新打开,控制器长叫(在按下[启动]键之前),同时按住[左转]和[右转],将显示PPPP ;输入操作密码5585;控制器进入设置衣架组数状态;输入需要设置的衣架组数;按[右转]键,进入每组衣架数设置模式,输入需要设置的每组衣架数;按[右转]键,进入当前衣架数设置模式,输入需要设置的当前衣架数;按[右转]键退出设置模式,设置成功。
输送线控制器联接方法:串口线接电脑;两芯带插头线接220V 市电;三芯线红接火线输入,黑线右转输出,绿线左转输出。
二、软件
安装:拷贝光盘目录下的[干洗店]目录到C 盘根目录(其他目录也可以),拷贝
文件到C:\WINDOWS\Fonts 目录(windows2000拷贝到C:\WINNT\Fonts )
下面,安装完成。
运行:双击[C:\干洗店] 下面的WIIY_DRY_CLEANS.exe 文件运行。
电源开关
操作界面:
取衣:点击左边的[取衣]按钮,进入如下界面
如果联机状态显示红色,则表示未与控制器联机,点击右下角[联机]按钮开始联机,如果联机成功,联机状态显示绿色,同时下面三个数码管将依次显示总衣架组数,每组衣架数,当前衣架号。
如下图所示:
联机成功的情况下,在衣架号中输入目的号码,点击取衣,控制器将自动转动到指
定号码。
上挂:与取衣类似,途中的编号是配合条形码用,如没有条码探头,则不用在编号中输入任何东西。
高级设置:点击左上角的高级用户,进入高级设置界面,如下所示:
如果未联机请先联机,联机方法与取衣中说明的一样,以下操作需要在已经联机的状态下才能完成。
在用户名中输入:admin,在密码中输入:5585;进入设置状态。
如下所示:
设置总组数:在总组数中输入要设置的组数,点击后面的[设置],控制器将“滴”一声,同时软件界面里下面的第一个数码管将显示刚才设置的组数;
设置每组数:在每组数中输入要设置的每组数,点击后面的[设置],控制器将“滴”一声,同时软件界面里下面的第二个数码管将显示刚才设置的每组数;
设置当前号:在当前号中输入要设置的当前衣架号,点击后面的[设置],控制器将“滴”一声,同时软件界面里下面的第三个数码管将显示刚才设置的当前衣架号;
输送线控制器通讯协议说明
一、通讯参数
波特率:9600bps
8位数据位,1位停止位,无奇偶校验。
二、数据包格式
每个数据包的长度为6个字节,如下所示:
其中:前缀字节与后缀字节固定不变;
功能字节表示该数据包的意义;
要传输的数据值=Data1*100+Data2;
校验字节等于Data1与Data2按位与操作(Sum:=Data1 and Data2);
编程注意事项:使用232转485转换器时,程序中需要先配置串口的DTR和RTS信号
_serialPort.RtsEnable = false; _serialPort.DtrEnable = false;
三、指令说明
1、
据包之后,控制器回应当前的衣架号码,见指令2。
2、
Sum为校验字节,Sum:=Data1 and Data2。
3、
据包之后,控制器回应总衣架组数,见指令4。
4、
Sum为校验字节,Sum:=Data1 and Data2。
5、
该指令由电脑发出,其中功能字节为0xFA;数据字节和校验字节都为0;发送该数
据包之后,控制器回应每组衣架数,见指令6。
6、
该指令由控制器发出,功能字节为0xEA; 每组衣架数=Data1×100+Data2。
Sum为校验字节,Sum:=Data1 and Data2。
7、
该指令由电脑发出,其中功能字节为0xF7; Data1:=衣架号div 100;Date2:= 衣架号mod 100;Sum:=Data1 and Data2;发送该数据包之后,控制器回应新的当前衣架号码,见指令8。
8、
该指令由控制器发出,功能字节为0xE7;新的当前衣架号=Data1×100+Data2。
Sum为校验字节,Sum:=Data1 and Data2。
9、
该指令由电脑发出,其中功能字节为0xFB; Data1:= 衣架组数div 100;Date2:= 衣架组数mod 100;Sum:=Data1 and Data2;发送该数据包之后,控制器回应新的总衣架组数,见指令10。
10、
该指令由控制器发出,功能字节为0xEB;新的总衣架组数=Data1×100+Data2。
Sum为校验字节,Sum:=Data1 and Data2。
11、
该指令由电脑发出,其中功能字节为0xF9; Data1:= 衣架组数div 100;Date2:= 衣架组数mod 100;Sum:=Data1 and Data2;发送该数据包之后,控制器回应新的每组衣架数,见指令12。
12、。
Sum为校验字节,Sum:=Data1 and Data2。
13、
该指令由电脑发出,其中功能字节为0xFD; Data1:= 目标衣架号div 100;Date2:= 目标衣架号mod 100;Sum:=Data1 and Data2;发送该数据包之后,控制器回应接收指令成功(见指令14),并控制输送线向最近的方向转动到目标衣架号。
14、
该指令由控制器发出,功能字节为0xED; Data1,Data2,Sum可不予处理。
15、
该指令由控制器发出,功能字节为0xEF; Data1,Data2,Sum可不予处理。
16、
令; Data1,Data2,Sum可不予处理。