生产工艺文件汇编表格、格式
- 格式:docx
- 大小:91.97 KB
- 文档页数:21
工艺文件汇编编制;审核:批准:日期:年月日邯郸市峰峰矿区燕赵橡胶制品有限责任公司工艺文件明细表一、钢丝缠绕胶管工艺文件1、产品基本特征2、生产用主要材料及标准3、热炼工艺4、压出工艺5、压延中胶片6、切割涂塑玻璃丝窗纱7、导钢丝线轴8、钢丝缠绕9、包外胶层10、卷水包布11、硫化12、成品检查与包装二、软心高压钢编胶管工艺文件1.产品基本特征2.生产用原材料3.胶料热炼4.内胶包覆工艺5.压延中胶片6.钢丝合股7.钢丝编织8.包外胶工艺9.缠水包布工艺10.胶管硫化工艺11.胶管脱芯工艺12.成品检查与包装三、硬芯高压钢编胶管工艺文件1、产品基本特征2、生产用主要材料及辅助材料3、工艺流程4、胶料热炼5、挤出内管6、延压中胶7、胶管成型(1)合股施工表(2)套管(3)一层钢丝编织施工表(4)钢丝编织工艺规定(5)两层钢丝编织施工表(6)三层钢丝编织施工表8、包外胶9、缠水包布10、硫化11、成品检验与包装四、喷浆用橡胶软管钢丝编织生产工艺文件1、产品基本特征2、生产用主要材料3、工艺流程图4、胶料热炼5、挤出内管6、压延中外胶7、套管8、钢丝编织9、缠水包布10、硫化11、成品检查与包装一、钢丝缠绕胶管工艺文件企标钢丝缠绕工艺表二、软性高压钢编胶管工艺文件企标硬芯高压钢丝编制工艺I软芯两层编织生产工艺企标软芯高压钢丝编制工艺I软芯编织生产工艺企业钢丝编织压出、包胶工艺三、硬芯高压钢编管工艺文件。

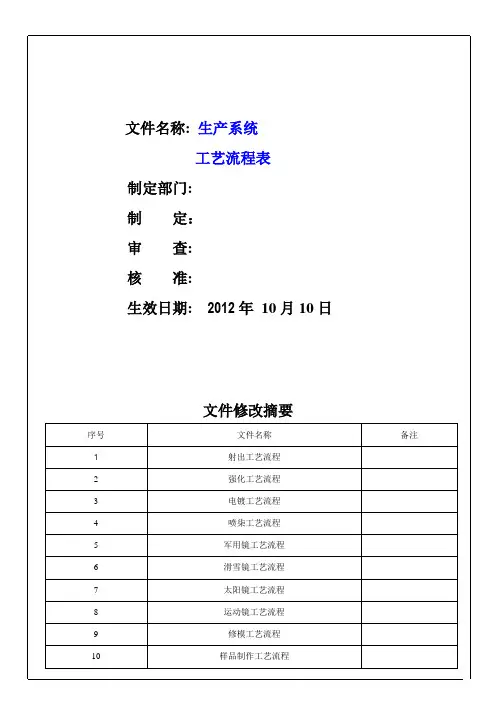
文件名称: 生产系统工艺流程表制定部门:制定:审查:核准:生效日期: 2012年10月10日文件修改摘要序号文件名称备注1 射出工艺流程2 强化工艺流程3 电镀工艺流程4 喷柒工艺流程5 军用镜工艺流程6 滑雪镜工艺流程7 太阳镜工艺流程8 运动镜工艺流程9 修模工艺流程10 样品制作工艺流程OK OK 技员调机技术员装模具 加温烤料 技术员检查模具 机械加温接收 生产指令单排机技术员准备模具 仓库领料 主管确认OKOK主管确认OK 开循环水技术员首件制作QC 首件确认生产技术员定时检QC 转序检验产品分类入库 OKOKOKOKOKOKOKNO 剪水口 OK报废 NO NO NO NO NO NO OKOKOK 注塑工艺流程图强化工艺流程图编制: 审核: 审批:检查清洗液 OKOKOKOKOKOKOKOKOK OK 挂片 检查设备接收 生产指令单预热设备仓库领料 主管确认OKOK主管确认OK 清洗浸泡强化预洪QC 检验QC 检验洪干包片 OKNONO 报废 入库接收 生产指令单 机器预热排片首件制作QC 首件确认电镀取片检查设备仓库领料 QC 检验包装 入库主管确认OKOK OK OKOKOKOKOKOKOKOK主管确认OK NO NO NO 裉电电镀工艺流程图编制: 审核: 审批:编制: 审核: 审批:技术员调漆 OKOKOKOKOKOKOKOKOK 过清水超声波清洗接收生产指令单震机清洗仓库领料 主管确认OKOK主管确认OK 风干擦框QC 检验首件制作首件确认凉干喷柒拆架OKQC 检验分类入库 OKTPU 泡白电油 上夹具 返修 OK OK OK NO NO OKOKOK喷柒工艺流程图军用镜工艺流程图印字 OKOKOKOKOKOKOKOKOK QC 首件确认首件制作接收 生产指令单领料裁松紧带 主管确认OKOK主管确认OK 贴海棉装镜片装配件装松紧带装说明书挂吊牌装镜布装布包OK装PE 封口袋QC 检验装箱打包OKOKOKOK车松紧带 入库 OK返修 品检 OKOK OK NO NO 审核: 编制: 审批:滑雪镜工艺流程图编制: 审核: 审批:内片压弯 贴EVA 做双层印字 OKOKOKOKOKOKOKOKOK QC 首件确认首件制作接收 生产指令单领料裁松紧带 主管确认OK OK主管确认OK 镜框、海棉贴胶水处理镜框、海棉上的胶水贴合镜框和海棉贴小海棉装配件装镜片贴LOGO装松紧带OKQC 检验包装OKOKOK车松紧带 入库 OK返修 OKOK OK太阳镜工艺流程图编制: 审核: 审批:OKOKOKOKOKOKOKOKOK QC 首件确认首件制作接收 生产指令单领料裁片 OK主管确认OK 镜框、海棉贴胶水处理镜框、海棉上的胶水贴合镜框和海棉贴小海棉装配件装镜片贴LOGO装松紧带OKQC 检验包装OKOKOK印字 入库 OK返修 OK NO运动镜工艺流程图编制: 审核:审批: 印字 OKOKOKOKOKOKOKOK QC 首件确认首件制作接收 生产指令单领料裁松紧带 主管确认OKOK主管确认OK 镜框、海棉贴胶水粘合镜框和海棉贴小海棉装配件装镜片贴LOGO装松紧带OKQC 检验包装OKOKOK车松紧带 入库 OK返修 OKOK OK NO装拉链详细填写模具维修申请单 模房接收模具 检查模具判断维修渠道 内部修理,回复交期 发外加回复交期 修模 加工维修 试模 使用部门签收 投入使用 总经理批准 OK OK OK OK OK OK OK OK NO 模房发还模具 OK 编制: 审核: 审批:修模作业流程样品制作工艺流程图编制:审核: 审批:OK材料采集 开发部制图样品制作标准开发部接收任务OKPNIE 确认物料生产提供OK业务分析样品和资料OKOK OK OKOKOK射出开发组装业务确认编制作业指导书编制BOM 表样品和资料移交业务部样品制作喷柒 成品采购提供仓库提供OKOKOKOKOKNO NOOK。

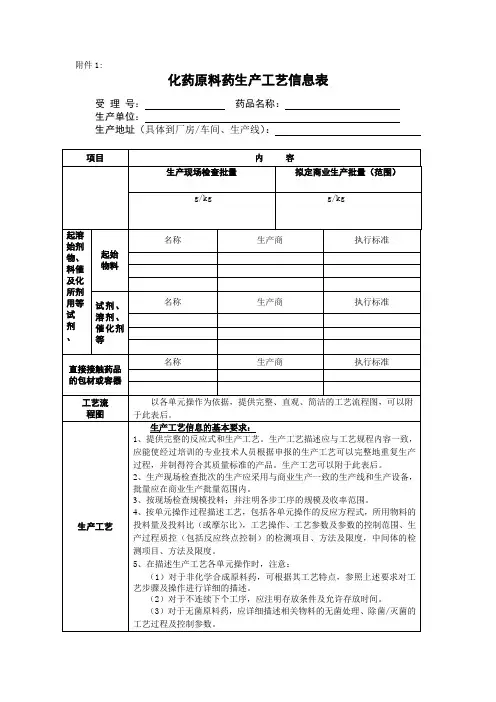
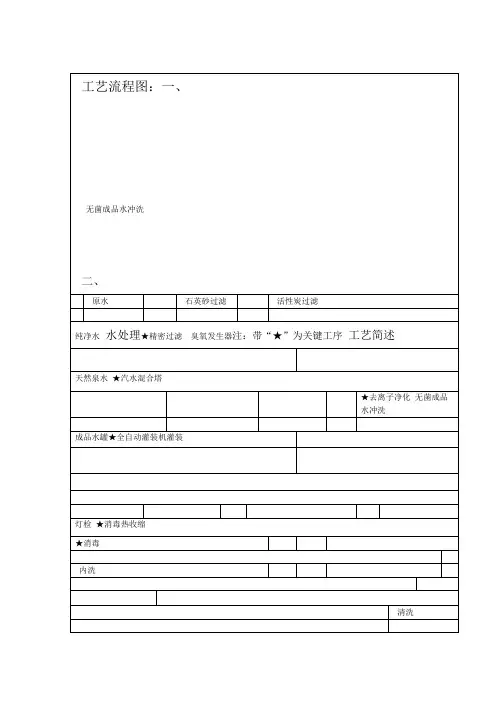
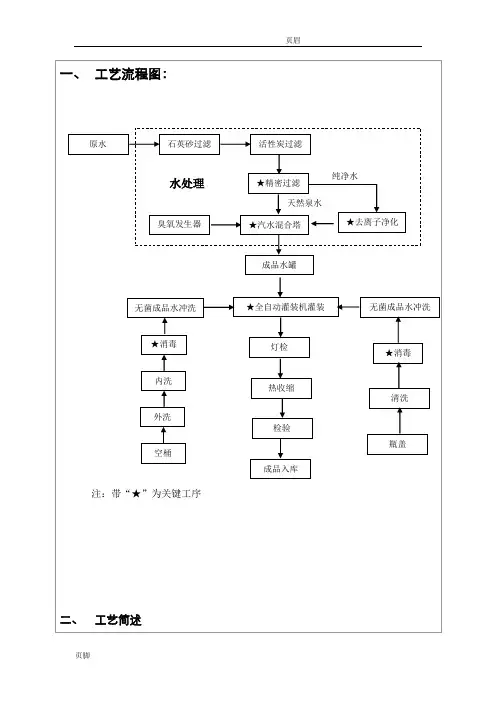
工艺流程图:
注:带“★”为关键工序工艺简述
数、大肠菌群的检验,每15天检验一次。
5.4保持设备外观清洁。
6、空压机
6.1经常检查油面线,油面线不低于油窗底部c
6.2压缩机的开停频率不得超过15次/小时。
6.3每工作16小时后将储气罐下面的放水阀打开,排尽冷却水。
6.4空压机长期停用时,应将气缸、气阀拆下清洗涂油,将进气口封好,整机加罩放置好。
活性炭过滤器操作规程
1、本系统操作为手动方式(参照设备使用说明书示意图)
2、运行
打开阀门V0、VI、V4,关闭V2、V3,开启原水泵,待滤器排出空气,排气管排出水时,关闭阀门V0,设备处于运行状态。
3、反冲洗
当水流通过滤层的压差达到O.IMPa时,需要进行反冲洗。
打开V0、V2、V3阀门,关闭阀门V1、V4,开启原水泵,待滤器排出空气,排气管排出水时,关闭阀门V0,滤器进入反洗状态,使反冲洗流量为2. 5〜3m3/h,约15〜20分钟,至水澄清为止。
4、正冲洗
打开进水阀VI、排气阀门V0及排水阀门V5,关闭阀门V2、V3、V4,开启原水泵,滤器进入正冲洗状态,冲洗时间约15〜20分钟,滤器可重新投入运行状态。
建议每天至少正冲洗一次。
5、停机
关闭原水泵,再关闭所有阀门。
6、保养:活性炭一般情况下使用1〜2年需进行更换。
a)未及时体检的员工应进行体检,体检不合格的,调离原工作岗位或不许上岗,未参加培训的员工应及时组织进行食品卫生相关知识的培训,考核合格后方可上岗。
b)受伤者应调离原工作岗位或重新分给其不接触产品的工作。
c)个人卫生不符合要求的应及时纠正,班长或副班长应针对不符合情节影响程序采取适当措施,
如上厕所之后或处理被污染的物品之后未按要求洗手消毒而进入车间作业时,报质量负责人
确定处置方案。
四、记录
《每日卫生检查记录》
《车间清洁记录》
《每周环境卫生检查表》
《定期卫生检查表》
1、清洁要求。