强力双齿辊破碎机堵料的原因分析及改进措施
- 格式:pdf
- 大小:989.62 KB
- 文档页数:2
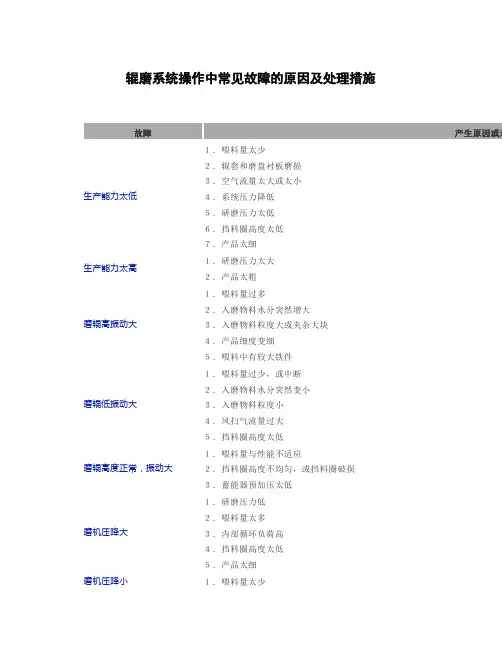
一、机体运行时振动大故障表现:运行时辊压机机体振动,有时并伴有强烈的撞击声,这主要与入料粒度过粗或过细、料压不稳或连续性差、挤压力偏高等有关。
处理办法:若进料粒度过细,应减少回料量以增大入料平均粒径,反之增大回料量以填充大颗粒间的空隙。
同时保持配料的连续性和料仓料层的稳定。
还有要保持合适的挤压力(6-8Mp)。
二、液压系统工作不正常故障表现:压力偏低或上不去,密封圈破损,油缸漏油等.处理方法:保持液压油干净,经常清洗溢流阀、换向阀,各连接部位的密封圈发现破损需及时更换。
三、轴承温度偏高或温差大辊压机系统润滑是全自动加油,每次开机时加油机自动加油十分钟,但要经常检查油桶是否有油,各润滑点进油是否通畅,减速机过滤网经常清洗,循环冷却水路畅通。
四、两辊缝偏差大检查两边液压系统压力是否平衡,如两边压力不平衡,则会顶偏;再检查上方料仓两边棒阀开度是否一样。
五、辊面损坏辊面损坏包括:辊面产生裂纹,辊面凹坑或辊面硬质耐磨层剥落。
要求在生产使用时,千万不要把硬质铁器掉进辊压机,在打散机回料粗粉处加装除铁器,防止铁器在辊压机中循环挤压,辊面损坏后,应及时和设备厂家联系,请专业人士现场堆焊修复。
六、轴承损坏辊压机进口轴承一套价格二十多万元,四套轴承近百万元。
设计正常使用寿命都在八到十年,只要我们平常加强设备润滑保养,都不会有问题。
还有辊压机因生产厂家不同,其挤压方式和传动结构有所不同,中信重工生产的辊压机是恒辊缝的,它的辊缝恒定不变,压力随着物料而改变;而合肥院辊压机是恒压力的,它的压力恒定不变,辊缝随着物料而改变。
在生产时,料仓要保持一定的仓重,运行时物料要有料柱,不得空仓(空仓车间扬尘很大),尽量让辊压机多做功,两辊压机的电流要达到额定电流的70%以上,以提高整个系统的粉磨效率。
七.辊压机发生振动、跳停的主要原因1.物料粒度超标按照科本公司辊压机操作手册要求,入辊压机物料平均粒度要小于30mm,最大不能超过50mm。
一、辊压机常见故障及分析处理辊压机是利用高压料层粉碎的机理,采用单颗粒粉碎群体化的工作方式进行连续工作。
常见故障有:两辊异常振动,动、静辊电流不稳,挤压效果不佳,出辊压机斗提负荷过重,甚至压死斗提等,我们主要从入磨物料的性质和辊压机的操作参数以及设备三个方面进行分析,并采取措施,具体如下:1)配料中(特别是熟料中)含有大量的细粉,熟料飞砂量较多,这是引起辊压机异常振动的主要原因。
对此从两方面进行调整;一是减少配料库中熟料的离析现象。
原来两台水泥磨熟料配料共使用一个配料库,因库顶熟料进料口稍微偏离中心位置,库内熟料离析严重,对此将原设计而未用的石灰石库启用改为熟料库,库下的配料秤作相应调整,实现水泥磨双系统分别单独配料,减小了熟料的离析;二是当熟料中细粉较多时,可增加混合材中沸石掺量,达到调整物料平均粒径的目的。
根据经验,入辊压机物料平均粒径在20mm以上,最好在35mm-45mm之间,辊压机不易振动且挤压效果好,如物料太细,可将动、定辊之间的垫铁加厚,由原来的10mm加为12mm,液压压力也可适当降低,以减小振动。
2)打散分级机分级能力降低,回粉中细粉太多,循环负荷加大,导致总配料量降低,辊压机缓冲小仓中含有较大颗粒的新鲜物料减少。
3)入辊压机小仓皮带处漏风严重,或者系统收尘风机风量过小,造成布料器通风少,收尘效果差,细粉不能被及时抽走,进入小仓内细料较多。
4)入磨物料中综合水分太小。
如物料中平均粒径偏低,含水分也偏低,物料通过辊压机时,两辊之间的啮合角就小,物料很容易顺辊隙冲下,不易形成稳定的料饼,造成辊压机振动和挤压效果差。
根据经验,入辊压机物料综合水分控制在0.8%-1.3%之间比较理想,我们采取在熟料配料秤上增加淋水装置,来控制适宜的物料水分,改善了挤压效果。
5)入辊压机物料粒径不均,夹有较大的颗粒,在两辊挤压过程中,较细的物料下泻过快,容易造成辊压机两端辊缝偏差大,不能形成稳定的料层,从而引起振动或跳停。

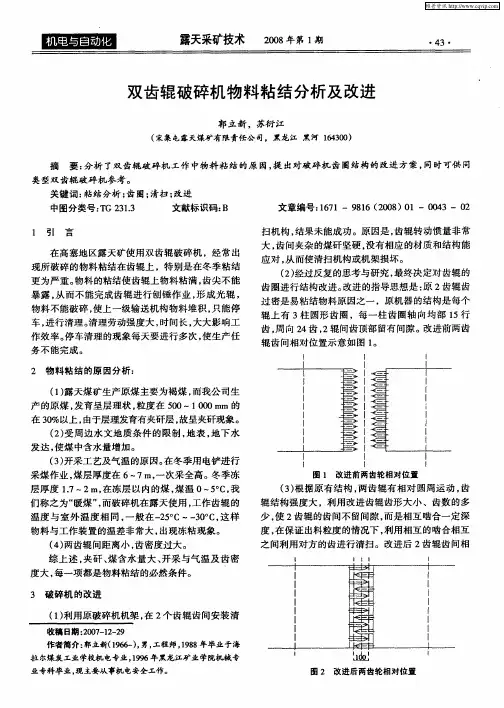
输煤系统齿辊破碎机粘煤分析及处理方法摘要:四齿辊破碎机是一种重要的破碎设备,主要用于煤矿、电力、化工等企业的原煤破碎处理工艺。
HL4PG碎煤机主要由主机架、动力副、工作副、润滑系统、退让装置等组成。
充分利用空气动力学和动能原理,对物料进行硬性破碎,以折、劈来实现破碎的目的。
若破碎的物料为含有一定水分的原煤,而且物料中煤质较细、粘度较大时。
在破碎机运行过程中发现破碎机电动机电流有不断升高现象。
停机检查发现,破碎机齿辊和机壳之间挤满了物料。
经停机清理后正常,再次带料长时间运行会有同样现象。
为了提高设备使用效率和使用寿命,应增加档煤板以解决破碎机粘煤问题。
关键词:破碎设备,硬性破碎,原煤,档煤板,齿辊Analysis and Solution of Coal Sticking in Tooth Roller Crusher of Coal Conveying SystemRen mingxingShaanxi Changqing Energy Chemical Co., Ltd.Author:Ren Mingxing (1984-), male, Baoji, Shaanxi, Han nationality.Tel:158****4900,E-mail:****************Abstract: Four-tooth roller crusher is an important crushing equipment, which is mainly used in the crushing process of raw coal in coal mine, electric power, chemical industry and other enterprises. HL4PG coal crusher is mainly composed of main frame, power pair, working pair, lubrication system, concession device, etc. Make full use of the principle of aerodynamics and kinetic energy to crush the materials hard, and achieve the purpose of crushing by folding and splitting. If the crushed material is raw coal with certain moisture, and the coal quality in the material is fine and the viscosity is high. During the operation of the crusher, it is found that the motor current of the crusher is constantly rising. When the machine is stopped, it is found that there are lots of materials between the toothedroller and the casing of the crusher. After shutdown and cleaning, it is normal, and the same phenomenon will occur when the material is taken again for a long time. In order to improvethe efficiency and service life of the equipment, the coal retaining plate should be added to solve the problem of coal sticking in the crusher. Key words: crushing equipment, hard crushing, raw coal, coal retaining plate, toothed roller1.引言陕西长青能源化工有限公司是一家煤制甲醇企业,生产工艺需将原煤破碎至合适粒度,以满足后续锅炉制粉及煤气化制浆对媒粒要求,公司选用了江油黄龙破碎输送设备制造有限公司制造的HL4PG.5-500B型,额定生产能力500t/h四齿辊破碎机。
破碎机堵料的原因和解决方法
破碎机在使用的过程中,堵料是一个比较常见的问题,堵料持续时间长,一方面会损害破碎机的性能,另一方面也降低的了破碎机的生产效率。
本文分析出现堵料现象的愿意以及解决方法。
一、破碎机堵料的原因
破碎机堵料的主要原因是破碎机下腔体中积料太多排不出,顶住动锥,造成电动机过载跳停。
而出现这种现象一般是两种情况下造成的。
一是破碎机产量高,板式输送机来不及拉走;二是下游设备跳停,破碎机继续破碎。
了解了破碎机堵料的原因和出现这种现象的情况后,就可以采取针对性的方法来解决这个问题。
二、破碎机堵料的解决方法
1.通过声光指示器直接控制倒料。
2.在破碎机倒料口安装电铃及报警指示灯,与电气柜内继电器直接相连。
当板式输送机达到一个设定的电流值时,继电器吸合,报警灯开始闪烁,电铃也响起来。
如果下游设备跳停,板式输送机电流为零时,声光报警也会有提示。
矿车司机接到报警提示后停止倒料,从而防止堵料。

辊压机常见故障分析及排除一.主电机控制系统过电流1.两磨辊间有较大的铁块或其他异物,处理方法如下:(1)卸掉液压系统高压,使用液压系统将移动辊退回来,检查确认是否有异物存在;(2)若因铁块进入而造成的过电流,则应仔细检查铁块辊入原因,检查除铁器的工作性能;(3)清除异物。
2.进料系统调节插板调得过高,调节插板端部过度磨损,断裂致使料饼厚度过厚,造成过负荷,处理方法:(1)检查调节插板调节的位置,重新调整好插板,并用锁紧螺母固定好;(2)拆卸检查调节插板。
3.主传动系统零、部件损坏,传动阻力加大,查找的方法:(1)检查传动系统各零部件的工作温度确定损坏的零部件;(2)根据停车前设备发出的异响,确定损坏的零部件;(3)将各部分拆开,分别用手盘动,确定损坏的部件。
4.出料设备发出故障,物料堵塞住辊压机出料口,造成磨辊驱动阻力大,解决办法:(1)排除出料设备故障;(2)清除被堵塞的出料口。
5.主电机的主回路或控制回路出现短路断路,接触不良或元件损坏,造成过电流。
(1)检查主回路的接线情况及导线发热情况;(2)检查元器件的工作情况及发热情况;(3)检查控制回路各主要元器件的公主点;(4)更换损坏的元器件和导线,重新调整控制回路主要元器件的工作点。
二.系统工艺设备按程序自动停车系统工艺设备没有任何人操作的情况下,由计算机控制,顺序停车。
出现此情况可能是由如下原因造成的:1.系统工艺设备中有某一设备过负荷,检查各系统工艺设备的工作情况,排除设备故障。
2.系统控制柜元、器件接触不良,应仔细检查系统控制柜的各元器件,尤其是接触器的接触点,其工作状态是否正常。
3.系统控制计算机本身出现故障,应请专业人员对其进行检修和更换。
三.主传动系统工作异常1.行星减速运转出现异常声音;(1)减速器内此轮面过度磨损或折断,应拆卸减速器更换齿轮;(2)减速器内轴承损坏,应更新新轴承;(3)“十”字轴断裂,更换“十”字轴;(4)“十”字轴轴承断油,应补充润滑脂。
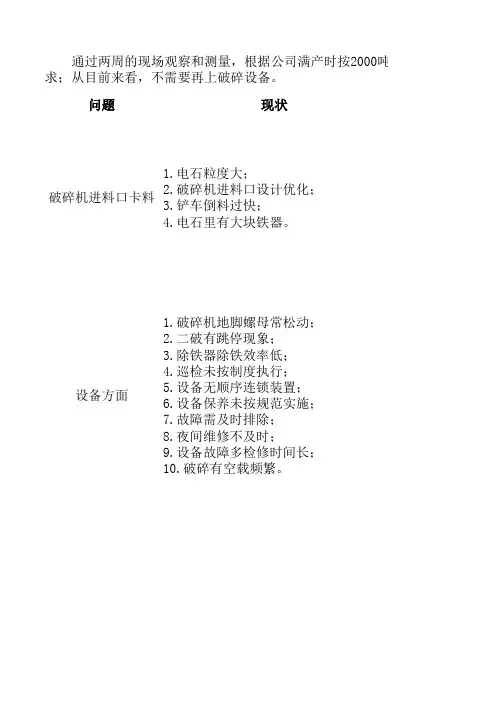
问题现状破碎机进料口卡料1.电石粒度大;2.破碎机进料口设计优化;3.铲车倒料过快;4.电石里有大块铁器。
设备方面1.破碎机地脚螺母常松动;2.二破有跳停现象;3.除铁器除铁效率低;4.巡检未按制度执行;5.设备无顺序连锁装置;6.设备保养未按规范实施;7.故障需及时排除;8.夜间维修不及时;9.设备故障多检修时间长;10.破碎有空载频繁。
通过两周的现场观察和测量,根据公司满产时按2000吨/日求;从目前来看,不需要再上破碎设备。
人员效率1.承包商员工薪酬分配不合理;2.破碎时间不稳定,承包商员工有情绪;3.承包商员工工作时间需合理安排;4.现场卫生间没投用,上卫生间时间长;5.人工处理堵料慢;6.粉尘多,工作环境差;0吨/日破碎计算,单台31吨/小时,日16小时生产计算可以满足生产需措施1.电石进料粒度调整小于600×600,因为破碎机进料口最小边为600; 2.电石自卸车卸料时,延长卸料车距,增加高差能加大电石摔碎量; 3.现场使用风镐或者人工将大块电石进行破碎(能否实现?);4.现场卸车区域(400平米)地面铺设钢板,增加地面强度,增加电石摔碎量;5.破碎进料口改造为上小下大,由原口600*900改为550*850;6.要求铲车倒料匀速,减少堵料、蓬料;7.50铲改为30铲上料,防止装料过多造成堵料,且能对堵料口进行操作;8.控制进货质量,防止大块铁器造成卡料,损坏设备;1.将破碎机地脚螺丝改成细扣螺纹并备上双母;2.设定合理的保护定值,避免由于设定值低跳停;3.建议做好预检修,维修时做好维修记录,便于了解设备维护重点;4.加强巡检、便于及时发现问题;5.破碎及输送系统安装连锁装置,避免跑料、卡料、设备损坏;6.将顺序控制的模拟盘安置破碎现场,通过声光提示,便于及时发现和处理;7.在生产时处理故障需要及时;8.控制电石破碎电耗,可与承包商奖惩挂钩,控制设备空转率;9.改造进料口结构,能快速拆装更换鄂破整机(换轮胎原理)。
煤矿分级破碎机齿辊维修方案
1、振动
原因:①齿辊破碎机与电动机安装不同轴。
②进料块度过大或进料不均匀。
③轴承座或地脚螺母松动。
④齿帽与齿座连接松动。
对应的处理方法:①校正和调整破碎机与电动机的安装位置,使之达到安装的技术要求。
②控制进料块度,保证均匀进料。
③仔细检查,及时拧紧轴承座或地脚螺母。
④仔细检查,及时拧紧齿帽与齿座。
2、产量降低:
原因:齿帽磨损或齿辊与梳形板、底座破碎砧板之间的间隙过大。
处理方法:对于齿帽磨损,需要修复或跟换齿帽;对于后者,需要更换梳形板、破碎砧板、调节间隙。
3、齿辊破碎机内出现不正常的响声:
原因:①破碎物进入破碎腔。
②若是因为内部零件松动。
③内部零件断裂。
对应的处理方法:①需要清理破碎腔。
②则需仔细检查,并及时拧紧。
③需要更换断裂件。
4、轴承温度过高:
原因:一般是由润滑油不正常工作或轴承损坏造成的,如润滑油不足、润滑油脏污。
处理方法:如果是润滑油的问题,在需要加油或是换油,如果
是轴承损坏造成轴承前温度过高,则需要更换轴承。
破碎机常见故障分析及处理方案破碎机的主要零部件是日常检修和维护的工作重点,下面我们了解一下破碎机的三大主要零部件在工作中的常见问题及维修方案。
1.破碎机的锤头组件断裂处理方法锤头:采用抗冲击和耐磨性更好的材质,对锤头进行水韧处理,以消除内应力,加大锤头尺寸,增加易断裂的两侧壁的壁厚,以提高锤头的抗冲击能力。
锤柄:选用冲击性能较好的35钢棒料,锻造加工成型,进行正火处理,消除内应力,增大锤柄外形尺寸,提高锤柄的抗冲击能力,加大锤柄抬肩尺寸,以增强缓冲能力。
2.漏斗和溜槽的沾料处理措施:(1)对粉碎机进料口进行改进,由斜溜槽一直进料口结构改为大倾角斜溜槽,粉碎机下料漏斗由原来的倒锥形改为正锥形,漏斗下部出料口面积增大几倍,以避免从粉碎机高速飞出的物料粘结在漏斗上;(2)给料溜槽,下料漏斗及电动分料板均镶嵌3mm厚的不锈钢衬板,以减缓物料粘结;(3)在给料溜槽外侧加装多组暖气片,用于消除冬季时因配合煤水分大,易粘结,难清除带来的不利影响;(4)在溜槽和漏斗上增开多处检查,清堵入孔。
3.轴承温度过高启车时粉碎机运行平稳,温升正常。
而当设备运转两小时后或轴承温度达到50°以上时,出现单侧轴承温度快速升高现象,短时间内(一般0.5小时)轴承温度骤升至70°以上,被迫停机。
检查发现此时电流无明显改变,但粉碎机震动剧烈,当轴承温度降低后,一般降至40°左右,可重复投入使用。
而当轴承座螺栓松动时,则不会出现轴承温度过高现象,但轴承座周围震动较大。
进一步检查发现,轴承润滑脂融化后重新凝结在轴承端盖内,轴承与轴承端盖外侧预留间隙为零。
分析认为,粉碎机轴承温度过高主要是由于垫铁安装不规范和轴承外侧间隙过小导致的。
粉碎机机体是由20mm厚钢板焊接而成,且采用分体式结构,刚性较差。
由于垫板全部安放在粉碎机底座外侧,设备调试好后紧固地脚螺栓时,架体发生变形。
尽管主轴水平度未发生明显变动,但此时轴承座已倾斜,使轴承在运转时受到较大的附加侧向力,一旦超过轴承本身的调节范围或承受能力,就会引起轴承温度迅速升高。
辊压机操作控制首先从稳压仓料位控制回料量等方面入手调节辊压机的运行,确保辊压机系统运行平衡。
辊压机运行调节参数主要是挤压粉碎力(压力),磨辊转速,料饼厚度(辊缝尺寸)和控制辊压机电机电流。
a. 在确保系统安全的条件下尽可能适当地提高辊压机的压力,合理调节系统运行保护的延时程序,既有利提高辊压机作功能力,又有利于系统正常纠偏。
b. 一般规律是辊压机两主辊电流越高,说明辊压机作功越多,系统产量越高。
要求达到电机功率的60% 以上。
c. 根据挤压物料特性和磨机生产不同品种水泥时,确定辊压机垫片厚度和辊缝尺寸大小。
d. 重视辊压机下料点的位置,喂料要注意料仓物料离析导致偏辊,偏载。
因细料难以施压和形成“粒向破碎”。
所以,细粉越多,辊缝越小,功率越低。
e. 导料板插入深度越深,辊缝越小,功率越低,最终导致产量下降。
辊压机进料口到稳压仓下料点之间柱壁面上粘结细粉后,也影响辊压机产量。
f. 加强辊压机侧挡板的维护, 间隙控制在2 -5mm 之间较为合适, 经常检查侧挡板磨损状况, 防止磨损严重漏料。
g.定期检查辊压机辊面, 若出现剥落与较大磨损要及时补焊处理。
h. 防止辊压机振动而跳停的故障。
辊压机常见故障及分析处理1、辊压机是利用高压料层粉碎的机理,采用单颗粒粉碎群体化的工作方式进行连续工作。
常见故障有:①辊压机气动阀板阀刚开启时常造成辊缝过大跳停;②辊缝偏差大跳停;③辊轴温差大跳停;④干油给油器故障跳停;⑤两辊异常振动,动、静辊电流不稳,挤压效果不佳等。
我们主要从辊压机的操作参数、以及入辊压机物料的性质等方面进行研究并采取措施。
具体如下:(1)辊压机气动闸板阀刚开启时料柱对辊子冲力大,液压系统来不及纠偏造成辊缝过大跳停。
对此从两方面进行调整:一是在气动闸板阀汽缸的排气孔处加装球型阀门,把球型阀门开口在1/4处.使气动闸板阀缓慢开启减小对辊子的冲击力;二是从PLC程序控制上将卸荷阀线路短接,使卸荷阀只在停机排料时工作,在辊压机运行情况下卸荷时只通过比例方向阀卸荷,保证系统压力缓慢下降,避免开阀时压力过大瞬时快速卸荷而造成辊压机跳停。
辊压机使用过程中常出现的故障及常规处置惩罚办法辊压机使用过程中常出现的故障及常规处理办法辊压机使用过程中常出现的故障及常规处理办法辊压机辊面的使用寿命与现场的使用、操作有着紧密关系,在使用过程中要严格按操作规程执行,加强日常管理,消除不利因素的影响:1、在运转过程中必须保证辊压机的饱和喂料。
2、在使用过程中一定要保证除铁器和金属探测仪的正常使用,严禁硬质金属进入辊压机内部。
3、一定要保证每星期清理,外排一次恒重仓,其目的是将富集在循环系统里面的铁渣,游离二氧化硅等进行外排,不让其加快对辊面的磨损。
4、辊面产生剥落后,不论面积大小一定要及时补焊,否则会对基体造成损害。
5、严格要求进入辊压机的物料大小应按照说明书中所示执行95%≤45mm/max≤75mm。
6、进入辊压机的物料温度应≤100℃。
第一部分辊系部分一、辊压机辊缝过小1.检查进料装置开度,是否开度过小,物料通过量过小造成,应调整到适当位置。
2.检查侧挡板是否磨损,侧挡板若磨损,将造成一定的影响,严重时还能造成跳停,应时常查看。
3.检查辊面是否磨损,辊面磨损将严重影响辊压机两辊间物料料饼的成型,严重时还会引起减速机和扭力盘的振动,应尽快修复。
二、辊压机辊子轴承温度高1.检查用油脂牌号,用油脂的基本参数、性能和使用范围,检查是否能够适用于辊压机的工况,不适则应该立即给予更换适用的用油脂。
2.检查加入轴承的油脂量,轴承用油脂过少则润滑不足,造成干摩擦,引起轴承损伤和高温;用油脂过多,则轴承不能散热,造成热量富集造成轴承温度高,引起轴承损伤,应按照说明书中用量加注。
3.检查轴承是否已经磨损。
轴承温度高还可能是轴承在运行过程受到物料不均或者进入了大块硬质物体引起轴承振动损伤,甚至是违规操作造成轴承受损引起,应观察运行状况,从声音、振动情况、电流和液压波动情况以及打开端盖仔细检查等方式查处实际情况,并及时妥善处理。
4.检查冷却水系统是否正常,可通过进水和回水温度、流量等检查是否供水足够。
辊压机出现的问题及解决措施我公司二线水泥磨为TRP1.4 m×1.4 m辊压机+φ4.2 m×13m双滑履磨组成的闭路联合粉磨系统,2004年7月投产初期,因多方面原因一直未能正常运行,尤其是辊压机到2005年3月累计运行不到300h,现场暴露出大量与之相关的设备问题,我公司随着问题的不断出现,采取了针对性的对策与措施,实施了大量的设备整改。
从2006年开始已经能够稳定连续生产,逐步显现出其系统的优势,生产P·042.5水泥时稳定在140~150 t/h,月度产量最高达到10万t。
现将出现的问题和解决措施归纳如下,供同行参考。
2 运行中出现的问题及解决措施2.1 喂料斗提机功率选型偏小辊压机下料不稳,波动时容易造成斗提机被压死,再次开启斗提机时电机带不动开不起来,每次只能打开斗提机尾部人孔门将积料全部清空后才能运行,费时费力。
这说明喂料斗提机设计和制造能力均偏小,不适宜辊压机联合粉磨系统。
该斗提机型号NSE500×4000,输送能力900t/h(最大),电机功率132kW,日常运行电流240~280 A,斗提机跳停时电流最高达到320 A。
我们重新计算后,共花费25余万元,于2005年2月更换了全套驱动,包括电机、减速机和液力耦合器,电机改为160 kW。
此后很少再出现斗提机压死的情况,即使偶尔斗提机跳停,也能及时带料直接启动。
2.2 循环风机设计能力偏小开辊压机时循环风机能力不够,风力不足,旋风收尘器进风处水平风道积灰严重,影响静态选粉机物料筛分能力,增大了辊压机循环负荷,制约着系统产量。
该循环风机型号M4-73-15No.18F,风量180000m3/h,位于静态选粉机和旋风收尘器之间,为辊压机配套使用(风机为静态选粉机供风,为旋风收尘器拉风,形成闭路循环)。
此时风机固定位置和混凝土基础已定型,无法更换大功率的风机和壳体,咨询生产厂家后,我们决定通过改变叶片形状和尺寸来部分提高风机能力,利用现有风机壳体,将风机叶轮外形尺寸由1800mm加大到1900mm。
辊压机常见故障原因及分析在水泥行业中,水泥粉磨系统采用辊压机作为球磨机的预粉磨设备或半终粉磨设备,其粉磨系统的台时产量可以提高20%以上,相应的电耗也可以得到较大幅度地降低。
辊压机以其显着的节能效果,得到越来越广泛的应用。
下面,就辊压机使用中出现的问题谈一些看法。
一、辊压机使用过程中,工艺方面常见问题主要有以下几点:1、分料挡板高度太低,不能有效分离边料和中间料;2、边料量太大,且边缘效应严重;3、设备带料工作时,两端辊缝偏差较大;4、设备维修、维护工作量大。
以上问题解决方法:1、辊压机挤压效果差的主要原因在于分料挡板高度只有400mm,挡板上缘距离辊子下缘还有800mm的空间,边料就通过此空间混入中间料中,由此造成边料和中间料不能有效分离,从而降低了辊压机的挤压效果。
针对此问题,并结合设备实际情况,我们将分料挡板直接上延650mm,并将其开度固定,从而有效地解决了中间料和边料混料的问题;2、针对边料量太大,且边缘效应严重这一问题,其主要原因在于侧挡板位置难以固定,辊压机带料工作时产生的侧向力很容易将侧挡板推离原位置,从而加剧了边缘效应,而较厚的料饼厚度(29—32mm)也是造成边料量过大的一个重要原因。
针对此情,我们在将侧夹板调整到位后直接将其调整螺栓焊死,并将辊子定位挡块厚度从25mm降低到20mm,而有效降低了边缘效应和边料量过大问题。
另外,适当的调整调整分料挡板开度也是降低边料量的一种常用手段。
3、辊压机运行中常见问题之一便是两端辊缝差值较大,其偏差超过5mm已司空见惯,为解决此问题,我们在尽量改善入辊压机物料粒度分布的同时,在稳流仓物料入口处加一600mm х800mmх600mm的小溢流箱,并在溢流箱的前后两个侧面上各开一400mm的圆孔,以保证物料入稳流仓后的均匀分布,从而有效的降低了物料在稳流仓内的离析现象。
此外,辊子两侧压力均衡稳定和纠偏措施的得力有效也是解决两侧辊缝偏差过大的有效措施。
经 验料在磨盘上停留的时间;使用可调式喷口环以调整风速,达到合适的喷口环风速;控制选粉机回粉量以减少料床上的细粉;配备喷水装置,必要时进行磨内喷水;采用具有减振功能的磨辊限位装置,避免磨辊和磨盘由于料层不稳定而导致的直接接触。
在多种手段综合作用下,单辊脱硫立磨的运行非常平稳。
1.4 立磨调试
在设计过程中,通过工艺平衡计算和对立磨进行工艺试验等手段,初步确定了最佳脱硫立磨工艺参数,特别是风量、局部风速、压力与磨机产量、成品细度以及分离器转速等的匹配关系。
在立磨调试时发现,如果磨机内粉磨过的物料不能及时排出,致使磨机内部物料过多,磨机负荷增大,料层不稳定,会导致立磨振动过大。
单辊加载的磨机在调试时,几乎不必考虑加载力的稳定情况,仅通过调整风料配比就可在很短的时间内使立磨正常运转。
粉磨系统中与立磨相关的其他设备对磨机工作影响较大的是收尘器。
立磨运转时,如果袋式收尘器压差过大,将导致细粉不能排出,磨机内过饱和,最后振动停机。
在条件具备的前提下,单辊加载的立磨调试时间仅为 5~7 d。
单辊加载立磨与相近规格集中加载立磨相比,磨机的产量得到了大幅度的提高。
表 2 表明单辊加载立磨完全实现了小规格、大产量的突破。
表 2 MLT2650 和 MLT2619 主要参数对比
磨机型号MLT2250MLT2650MLT2619
研磨轨道直径/mm225026502650
电动机功率/kW9001250710
产量/(t・h-1)406030
磨辊直径/mm170020201900
磨辊数量/个333
加载方式单辊加载单辊加载集中加载2 应用成果
某公司于 2009 年购买了 2 台 MLT2650 型脱硫立磨,于 2010 年投产,设备运行稳定,达产达标。
在
图 3 运转于某公司的 MLT2650 脱硫立磨
143
经 验
本栏目编辑 李文民 安秀清
第 41 卷 2013 年第 2 期
破碎机负荷增加。
因此,首先清除了破碎机上面的物料,结果发现破碎机内并无异物。
再次带料试车,同样的情况在次发生,并且下料溜槽被堵塞。
2 原因分析
经检查发现,破碎机齿板的齿牙与齿牙之间粘满了物料,几乎成为“光辊”。
主要原因为齿牙与齿牙啮合不深,齿根部的物料难以清除,使得破碎机咬料困难,物料不能被及时破碎,造成物料堆积,使破碎机负荷增加。
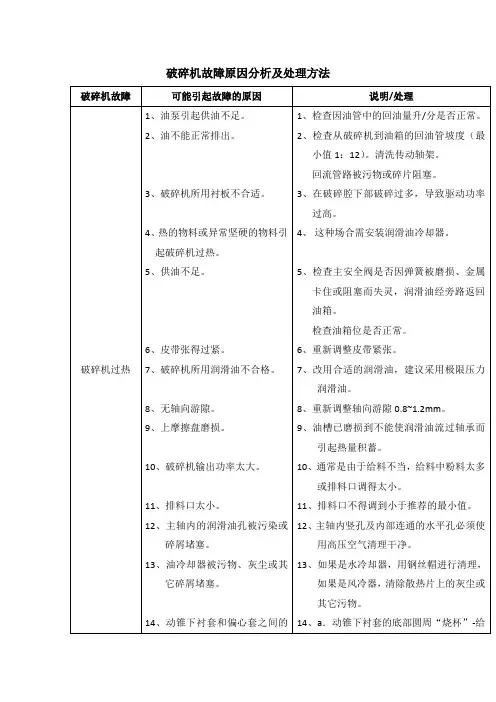
同时在清理溜槽时发现,与破碎机相连的出料溜槽为斜面 (见图 1),当物料落下时,由于物料湿黏,有很多小颗粒黏附在溜槽斜面上,越积越
多,最后把两边的齿辊“抱住”,增加电动机负荷。
1. 壳体
2. 齿辊
3. 出料溜槽
4. 带式输送机
图 1 改进前的破碎机及溜槽
3 改进措施
经过认真分析,提出以下改进措施。
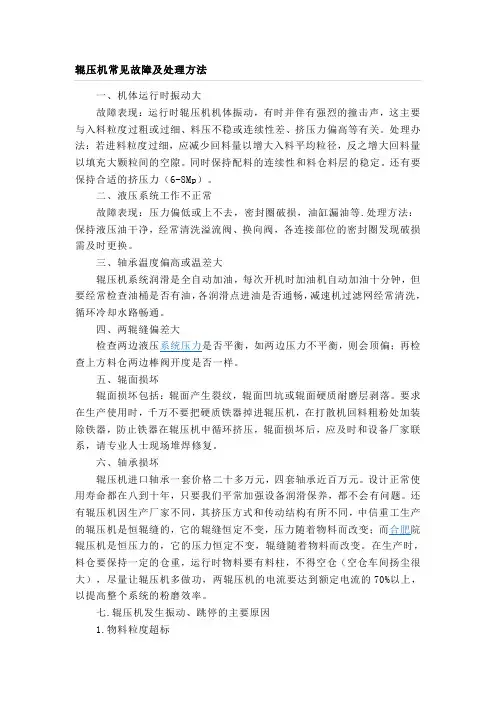
(1) 增加清理齿牙根部物料的装置 在破碎机壳体下部安装刮刀 (见图 2),刮刀的刀片节距与齿板相同,每个刀片嵌入在两个齿牙之间,在齿辊旋转过程中清理齿牙根部的物料,保证在运行过程中齿辊齿牙
咬住物料。
1. 壳体
2. 齿辊
3. 刮刀
4. 出料溜槽
5. 带式输送机
图 2 改进后的破碎机及溜槽
(2) 改变出料溜槽的结构形式 将与破碎机相连
的溜槽斜槽改为直槽 (见图 2),物料下落时不会造成堆积,减少了细粒物料的黏附概率,同时也减小了破碎机的额外负荷。
4 改进效果
通过以上改进措施,破碎机运行平稳,成功地解决了堵料问题。
整个选煤系统运行正常,降低了停机概率,减少了经济损失。
□
(收稿日期:2012-09-07)(修订日期:2012-10-15)。