密封圈过程流程图
- 格式:doc
- 大小:31.00 KB
- 文档页数:1
密封圈的设计步骤当施加于密封圈的液压提高时,由于施加于受压侧表面及内周面上的按压力,有时密封圈相对于轴及壳体倾斜。
这种情况下,密封圈的外周面与壳体的内周面之间的接触不充分,导致密封圈的密封性下降。
鉴于上述的情况,本发明的目的在于提供不管液压的大小如何都能够获得优异的密封性的密封圈。
用于解决问题的手段为了实现上述目的,本发明的一个方式所涉及的密封圈具备相对于与中心轴垂直的平面对称形成的外周面及侧表面。
所述外周面具有顶部、第一锥面以及第二锥面。
所述顶部沿所述平面设置。
所述第一锥面随着远离所述顶部而直径变小,并相对于所述中心轴成第一角度。
所述第二锥面设置在比所述第一锥面更靠所述侧表面一侧的位置,随着远离所述第一锥面而直径变小,并相对于所述中心轴成比所述第一角度大的第二角度。
在该结构的密封圈中,在液压低的情况下,第一锥面与壳体的内周面进行面接触,在液压高的情况下,第二锥面与壳体的内周面进行面接触。
即,在上述密封圈中,不管液压的大小如何,均与壳体的内周面进行面接触,因此获得高密封性。
也可以是,所述第一角度为0.1°以上1.0°以下,所述第二角度为1.0°以上5.0°以下。
在该结构的密封圈中,第一锥面和第二锥面将更确切地与壳体的内周面进行面接触,因此获得特别高的密封性。
也可以是,所述第二锥面的所述中心轴的方向上的尺寸比所述第一锥面的所述中心轴的方向上的尺寸大。
在该结构的密封圈中,第二锥面的面积大、即第二锥面与壳体的内周面之间的接触面的面积增大,因此,在液压高的情况下,获得更稳定的密封性。
也可以是,所述密封圈还具备连接所述外周面和所述侧表面的倒圆角面。
通过该结构,所述密封圈能够相对于轴和壳体顺畅地滑动。
也可以是,所述侧表面随着远离所述外周面而接近所述平面。
也可以是,所述侧表面相对于所述平面成比所述第二角度大的第三角度。
通过该结构,所述密封圈的侧表面难以与槽部的侧表面进行面接触。

密封圈半自动组装
密封圈的半自动组装通常包括以下步骤:
1. 准备工作:收集密封圈的组装所需的材料和工具,确保工作台面和设备清洁整齐。
2. 预处理密封圈:检查密封圈的质量,确保没有损坏或缺陷。
如果有问题,将其从组装过程中排除。
3. 将密封圈放置在合适的工装上:使用工装或夹具将密封圈固定在合适位置,以便进行下一步操作。
4. 涂抹润滑剂:如果需要,在密封圈和安装部件之间涂抹一层适当的润滑剂,以减少摩擦并确保更好的密封效果。
5. 安装密封圈:将已涂抹润滑剂的密封圈放置于要密封的部件上。
根据需要,可以使用手动工具或半自动设备来完成此步骤。
确保密封圈正确地安装在其预定的位置上。
6. 检查安装质量:确认密封圈已正确安装并且没有任何缺陷。
必要时,可以进行目视检查或使用测试设备来验证安装质量。
7. 清理和整理工作区:在组装完成后,清理并整理工作区,保持材料和工具的有序。
需要注意的是,半自动组装过程中是否还涉及其他步骤,以及具体的组装方法和工装设备,可能会因密封圈的类型和规格而
有所不同。
因此,在实际操作中,需要根据具体的情况进行调整和操作。
胶辊、胶圈工艺示意图
一、胶辊
1、处理辊(84,80-1等)
塑炼(15分钟/车,90度投料)→过滤→明胶→混炼(两包一折,停放8小时以上;1mm 以下四小时一卷)→回练(停放6小时以上;1mm以上四包一卷)→过滤→加硫(静电;两包一折;1mm以下四包一卷)→停放8小时以上,待用
2、不处理辊(60-80B等)
塑炼(第一天;硫磺母胶;15分钟/车;6小时后第二次塑炼)→过滤(第二天;称重及混炼)→混炼(四包一卷;停放6小时后再回练)→吃锌(第三天;过滤后;四包一卷;停放6小时后再回练)→压出(第四天;只限两层堆放;停放2-4小时后)→成型→待用
二、胶圈
101-107圈
塑炼(15分钟/车,90度投料)→热练(165℃±5℃;透明,无白花,不发黄;0.5mm以下出片)→混炼(两包一折;1mm以下四包一卷)→回练(停放8小时后再回练;1mm以下六包一卷)→待用
三、要求
1、所有堆放在生产现场的塑炼胶、皮辊胶、皮圈胶及机头胶都必须标明胶种、型号、日期
及班次。
2、在接到“计划任务书”后,一定要在弄懂工艺的前提下再实施作业。
做到“不懂不开车”,
以防损失。
3、以上内容希各操作工自行对照,整改。
严格自觉遵守工艺,严防“自由操作”倾向。
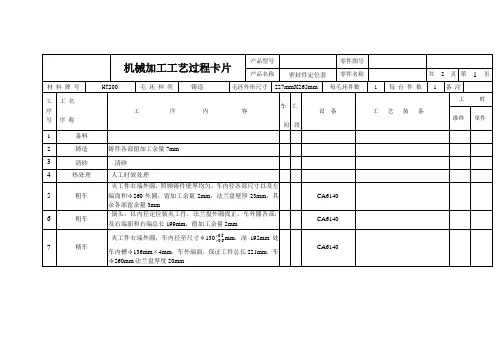
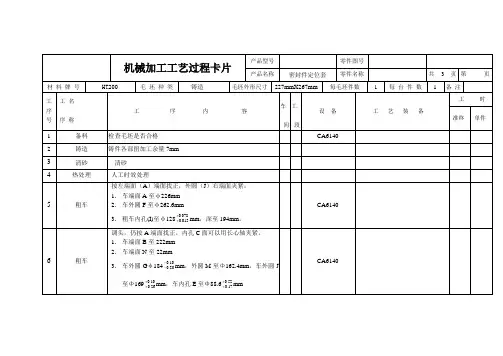
机械加工工艺过程卡片产品型号零件图号产品名称密封件定位套零件名称共 2 页第 1 页材料牌号HT200毛坯种类铸造毛坯外形尺寸227mmX265mm每毛坯件数 1 每台件数 1 备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件1 备料2 铸造铸件各部留加工余量7mm3 清砂清砂4 热处理人工时效处理5 粗车夹工件右端外圆,照顾铸件壁厚均匀,车内径各部尺寸以及左端面和φ260外圆,留加工余量2mm,法兰盘壁厚23mm,其余各部留余量3mmCA61406 粗车倒头,以内径定位装夹工件,法兰盘外圆找正,车外圆各部,及右端面和右端总长199mm,留加工余量2mmCA61407 精车夹工件右端外圆,车内径至尺寸φ1308.06.0++mm,深195mm处车内槽φ136mm×4mm,车外端面,保证工件总长221mm,车φ260mm法兰盘厚度20mmCA61408 精车倒头,以内径定位装夹工件,精车右端外圆各部尺寸,留磨量0.8mm(注φ160mm不留加工余量),车内径φ905.02.0++mm至尺寸φ90mm,切各环槽至图样尺寸CA61409 磨夹工件右端外圆,内径找正,磨削内径至图样尺寸φ130045.0015.0++mm,靠磨φ136mm端面M1432A10 磨以内径定位装夹工件,磨φ16510.015.0--mm外圆,磨φ18010.015.0--mm外圆至图样尺寸M1432A11 钳划φ175mm中心圆上3×M8孔线,划φ222mm中心圆上3×φ13mm孔线Z52512 钳钻3×φ13mm孔,钻3×M8底孔φ6.7mm、攻螺纹M8、深15mmZ52513 检验桉图样检查各部尺寸和精度摇臂钻床14 入库入库高频感应加热淬火设备设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
橡胶密封制品的主要生产工艺流程橡胶密封制品是以橡胶及其他各种配合剂原料.混练.半制品制造,硫化和修整等工序生产的,在橡胶工业制品中,上述主要工艺过程具有通用性.由于橡胶密封制品的品种.规格.结构复杂.除上述主要工艺过程外,还有很多辅助工艺过程,例如骨架油封,该制品的生产除橡胶外,还要有骨架材料,黏合剂,弹簧等配件的配套工艺,为了便于设计和指导生产,一般把橡胶密封制品的主要工艺过程和辅助工艺过程,用图示法按先后顺序连接起来,这就是工艺流程示意图,橡胶密封制品生产工艺过程的主要工序有以下五项:一是配料,涉及的原材料品种多,。
不同胶种所用的原材料差别很大,因此。
,必须分门别类仔细称量复核,不可配错料,二是混炼胶制造,要求分散均匀,性能稳定,工艺性能好。
尤其是硬度达90度。
,(邵尔A)的胶料的流动性要好。
焦烧性能好。
而且要求采用开炼机和密炼机都能制造,某些高精度的橡胶密封胶料还要进行滤胶或研磨,三是半成品制造,对于通用的模压硫化机方法,要求制造的半成品单耗(形状和质量)准确,使其装模速度快。
硫化后的制品胶边薄。
应尽可能采用精密预成型设备制造。
对于采用注射模压硫化方法,,虽不需专门制造半成品,但也应使胶料具有很好的流动性,而对于一些嵌骨架的复合橡胶密封件。
还要对各种骨架材料进行表面处理,包括选择适宜的粘合剂进行涂敷,。
四是硫化,采用高温短时,多模腔,大板模,撕边模。
不断提高生产效率,才有经济效益。
五是修整,采用机械化和半自动化去边和装配,确保产品的精度和尺寸公差通用的橡胶密封制品材料通用的橡胶密封制品在国防,化工,煤炭,石油,冶金,交通运输和机械制造工业等方面的应用越来越广泛,已成为各种行业中的基础件和配件。
橡胶密封制品常用材料如下。
1 丁腈橡胶丁腈橡胶具有优良的耐燃料油及芳香溶剂等性能,但不耐酮,酯和氯化氢等介质,因此耐油密封制品以及采用丁腈橡胶为主。
2 氯丁橡胶氯丁橡胶具有良好的耐油和耐溶剂性能。
它有较好的耐齿轮油和变压器油性能,但不耐芳香族油。
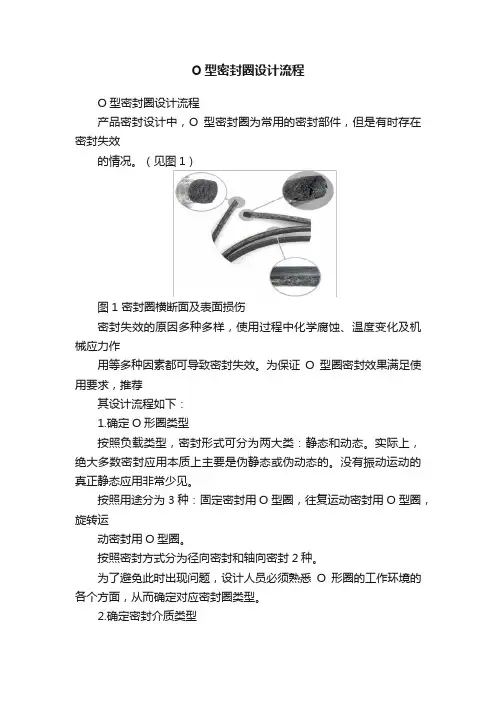
O型密封圈设计流程O型密封圈设计流程产品密封设计中,O型密封圈为常用的密封部件,但是有时存在密封失效的情况。
(见图1)图1 密封圈横断面及表面损伤密封失效的原因多种多样,使用过程中化学腐蚀、温度变化及机械应力作用等多种因素都可导致密封失效。
为保证O型圈密封效果满足使用要求,推荐其设计流程如下:1.确定O形圈类型按照负载类型,密封形式可分为两大类:静态和动态。
实际上,绝大多数密封应用本质上主要是伪静态或伪动态的。
没有振动运动的真正静态应用非常少见。
按照用途分为3种:固定密封用O型圈,往复运动密封用O型圈,旋转运动密封用O型圈。
按照密封方式分为径向密封和轴向密封2种。
为了避免此时出现问题,设计人员必须熟悉O形圈的工作环境的各个方面,从而确定对应密封圈类型。
2.确定密封介质类型在确定O形圈类型之后,下一步是根据密封的流体类型的合适材料类型。
通常,设计人员需要使用单个O形圈密封来平衡各种介质的相容性,考虑是否存在化学腐蚀或溶胀现象等。
具体适用情况见图2。
图2不同密封弹性体材料使用特性所选定弹性体材料在与工作介质接触后,必须只存在微小的性能参数变化(主要性能指标为抗张强度,体积,伸长率和弹性模量)。
为了成功选择O形圈,必须选择与其接触的所有介质均兼容的弹性体材料。
3.定义应用时间,温度和压力范围选择过程的下一步涉及应用程序的其他环境参数:温度,压力和时间。
密封设计需要综合考虑密封处的压力、温度、连续工作时间、运行周期等工作条件。
不论选择用于何种密封应用的弹性体材料,要考虑的最重要因素之一是使用温度范围。
图3罗列了主要弹性体在正常和极限(短期使用)温度范围内的性能。
图3 常用密封弹性体材料使用温度范围图3列出了常用密封弹性体材料及其工作温度性能。
根据设计所需的温度范围,可能需要在步骤2和3之间进行迭代过程以选择正确的密封弹性体材料。
另外由于压力差导致密封圈挤出(见图4)的情况时有发生。
图4 密封圈挤出示意图不同硬度的O形圈材料的挤出特性存在较大的差异(见图5)。
马桶水箱3寸密封圈生产工艺流程下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!1. 简介马桶水箱3寸密封圈是卫生洁具中不可或缺的重要组件之一,其生产工艺流程至关重要。
马桶水箱3寸密封圈生产工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!马桶水箱3寸密封圈的生产工艺流程详解马桶水箱3寸密封圈作为卫生间设备的重要配件,其质量直接影响到马桶的使用效果和节水性能。
机械密封原理动画演示制作机械密封原理10)、安装时在与密封相接触的表面应涂一层清洁的机械油,要特别注意机械油的选择对于不同的辅助密封材质,避免造成O型圈侵油膨胀或加速老化,造成密封提前失效。
5、机械轴封有哪三个密封点,及这三个密封点的密封原理动环与静环之间的密封:是靠弹性元件(弹簧、波纹管等)和密封液体压力在相对运动的动环和静环的接触面(端面)上产生一适当的压紧力(比压)使两个光洁、平直的端面紧密贴合;端面间维持一层极薄的液体膜而达到密封的作用。
这层膜具有液体动压力与静压力,它起着平衡压力和润滑端面的作用。
两端面之所以必须高度光洁平直是为了给端面创造完美贴合和使比压均匀的条件,这是相对旋转密封。
6、机械密封技术的种类当前采用新材料和工艺的各种机械密封的新技术,进展较快,有下列的机械密封新技术。
密封面开槽密封技术近年来,在机械密封的密封端面上开了各种各样的流槽,以产生流体静、动压效应,现在还在不断更新。
零泄漏密封技术过去总认为接触式和非接触式机械密封不可能达到零泄漏(或无泄漏)。
以色列利用开槽密封技术,提出零泄漏非接触式机械端面密封的新概念,并已用于核电站润滑油泵中。
干运转气体密封技术这类密封是将开槽密封技术用于气体密封。
上游泵送密封技术即利用密封面上开流槽将下游少量泄漏流体泵送回上游。
上述几类密封的结构特点是:采用浅槽,且膜厚和流槽的深均属微米级,并采用润滑槽,径向密封坝和周向密封堰组成密封和承载部分。
也可以说开槽密封是平面密封和开槽轴承的结合。
其优点是泄漏量小(甚至无泄漏)、膜厚大,消除接触摩擦、功耗和发热量小。
热流体动压密封技术它是利用各种形状较深的密封面流槽,造成局部热变形,以产生流体动力楔效应。
这种具有流体动压承载能力的密封,称之为热流体动力楔密封。
波纹管密封技术可分为成型金属波纹管和焊接金属波纹管机械密封技术。
多端面密封技术分为双密封、中间环密封、多密封技术。
另外还有平行面密封技术、监控密封技术、组合密封技术等。
密封件包装工作流程英文回答:Sealing envelope packaging is an essential step in ensuring the security and confidentiality of documents or items being sent through the mail. The process involves carefully sealing the envelope to prevent tampering and protect the contents inside. Let's take a look at the workflow involved in sealing envelope packaging.1. Prepare the Envelope: The first step in the process is to ensure that the envelope is clean and free from any dirt or debris. If necessary, wipe the envelope with a clean cloth to remove any dust particles.2. Insert the Contents: Once the envelope is ready, carefully insert the documents or items that need to be sent. Ensure that everything is properly placed inside and there is enough space for sealing.3. Apply Adhesive: Most envelopes come with a self-adhesive strip on the flap. Peel off the protectivecovering to expose the adhesive. Alternatively, if the envelope does not have a self-adhesive strip, you can use glue or tape to seal the flap.4. Seal the Envelope: Press the flap firmly against the body of the envelope to ensure a secure seal. Run your fingers along the flap to ensure that it is properly adhered to the envelope. Apply gentle pressure to ensure a tight seal.5. Check for Proper Sealing: After sealing the envelope, inspect it to ensure that there are no gaps or openings. Make sure that the contents are not visible from outsideand that the envelope is securely sealed.6. Label the Envelope: Once the envelope is sealed, itis important to label it correctly. Write the recipient's address, return address, and any other necessaryinformation on the envelope. This will ensure that the envelope reaches the intended recipient without any issues.7. Record and Track: It is a good practice to keep a record of the sealed envelopes. This can be done by maintaining a log or using a tracking system. This helps in keeping track of the packages and ensures accountability.密封件包装工作流程:密封件包装是确保邮寄文件或物品的安全和保密的关键步骤。
风电密封环加工工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!风电密封环加工工艺流程一、准备工作阶段。
在进行风电密封环的加工之前,需要进行一系列准备工作。