ProE钣金设计折弯设置表
- 格式:xls
- 大小:59.00 KB
- 文档页数:2
钣金_折弯展开、折弯系数、折弯表与K因子从事钣金工作多年,今天为您详解PROE中折弯表与K因子~折弯展开是钣金生产中非常重要的一环,现在为大家说说PROE中是如何得到展开系数的~想要展开,必须先明白以下几个名词。
如图现在通常的展开方法有两种,折弯扣除=M(一般用于90度展开),中性层法,即使用K因子(非90度)。
这两种方法在原理上是一样的~我们现在来看PROE中是如何用折弯表实现90度展开的。
我们以1.0MM 的冷板为例,通常工厂用的折弯扣除是1.7.意思就是如下图所示的一个折弯件(长和宽都是25.折弯内角r=0.5),他的展开尺寸就是25+25-1.7,48.3 那在PROE中要如何得到这个值呢,新建一个钣金件,做如下图形,完成退出。
得到这样一个零件大家看到这里有个DEV值,这个值就是与钣金展开相关的一个值了,我们现在来看看他的展开尺寸,前面说了,这个钣金件的展开尺寸应该是48.3的,但这里只有48.2,小数点后面还一堆数,看起来就不爽~如何改变他,使他变成我们所需要的呢,这里就要改动那个DEV值了。
我们把DEV值设为1.3看看。
再生后再次测量展开长度,嗯,这里已经是我们所需要的了,那么这个值是怎么来的呢,这里提供个公式,DEV=2(r+T)-M,关于这个公式的意义和来历,等下再说。
我们再来看如何使用折弯表得到这个值编缉,设置,折弯许可,定义,随便输入一个数字作为折弯表名,打开折弯表得到这个表,我们先看内侧半径(R)下面的那一横排,这排是定义折弯内圆角的,也即上图的r,再看厚度(T)下面的一竖排,这里定义的是板料的厚度。
两栏相交的格就是DEV值。
好。
我们在折弯表内填下如图的值。
保存,退出。
现在我们把零件的厚度设为1.5MM。
他的折弯扣除应该是2.5MM。
那么展开长度应该是47.5,再来看看PORE中的展开长度是否如此~嗯,完全稳合~现在我们再来看中性层法,首先,大家先来看这个公式,L=A+B-2*tan(@/2)/(y+r)+2*PI*(y+r)*@/360, L为展开长度.对照第一个图,大家就应该明白了。
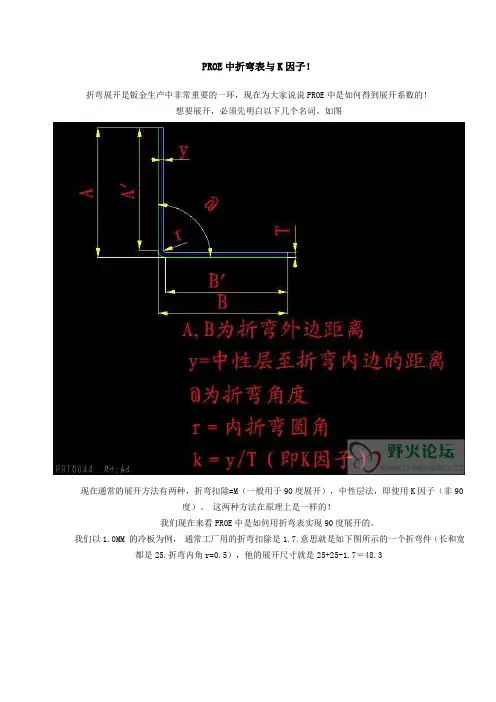
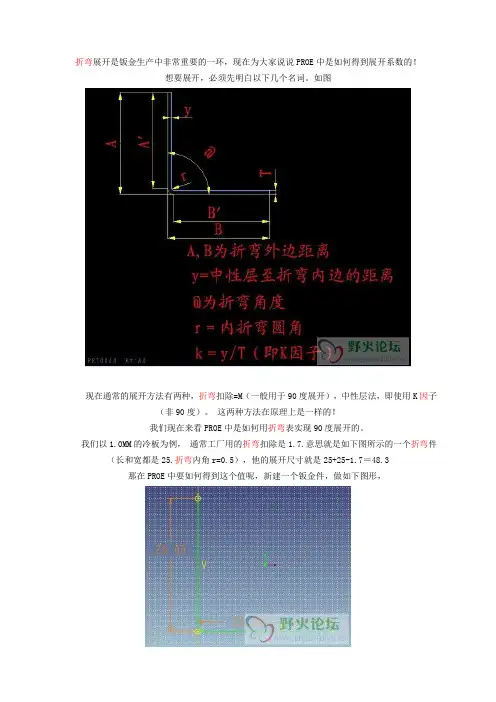
PROE中折弯表与K因子!折弯展开是钣金生产中非常重要的一环,现在为大家说说PROE中是如何得到展开系数的!想要展开,必须先明白以下几个名词。
如图现在通常的展开方法有两种,折弯扣除=M(一般用于90度展开),中性层法,即使用K因子(非90度)。
这两种方法在原理上是一样的!我们现在来看PROE中是如何用折弯表实现90度展开的。
我们以1.0MM 的冷板为例,通常工厂用的折弯扣除是1.7.意思就是如下图所示的一个折弯件(长和宽都是25.折弯内角r=0.5),他的展开尺寸就是25+25-1.7=48.3那在PROE中要如何得到这个值呢,新建一个钣金件,做如下图形,完成退出。
得到这样一个零件大家看到这里有个DEV值,这个值就是与钣金展开相关的一个值了,我们现在来看看他的展开尺寸,前面说了,这个钣金件的展开尺寸应该是48.3的,但这里只有48.2,小数点后面还一堆数,看起来就不爽!如何改变他,使他变成我们所需要的呢?这里就要改动那个DEV值了。
我们把DEV值设为1.3看看。
再生后再次测量展开长度,嗯,这里已经是我们所需要的了,那么这个值是怎么来的呢?这里提供个公式,DEV=2(r+T)-M,关于这个公式的意义和来历,等下再说。
我们再来看如何使用折弯表得到这个值编缉-设置-折弯许可-定义,随便输入一个数字作为折弯表名,打开折弯表得到这个表,我们先看内侧半径(R)下面的那一横排,这排是定义折弯内圆角的,也即上图的r,再看厚度(T)下面的一竖排,这里定义的是板料的厚度。
两栏相交的格就是DEV值。
好。
我们在折弯表内填下如图的值。
保存,退出。
现在我们把零件的厚度设为1.5MM。
他的折弯扣除应该是2.5MM。
那么展开长度应该是47.5,再来看看PORE中的展开长度是否如此!嗯,完全稳合!现在我们再来看中性层法,首先,大家先来看这个公式,L=A+B-2*tan(@/2)/(y+r)+2*PI*(y+r)*@/360, L 为展开长度.对照第一个图,大家就应该明白了。
Creo2.0钣⾦设计⼊门4.2设置默认的折弯余量属性Proe Creo教程资料:4.2 设置默认的折弯余量属性在Creo Parametric 2.0钣⾦件折弯余量的知识范畴⾥,需要初步理解弯曲余址与展开长度的基本概念。
弯曲余量计算⽤来确定构建特定半径和⾓度折弯所需的平整钣⾦件展开长度,在该计算中综合考虑了钣⾦件厚度、折弯半径、折弯⾓度及其他材料属性 (如 Y 因⼦和 K 因⼦)。
在展开长度计算中,还考虑到对折弯区域中的拉伸进⾏了补偿。
当折弯或成型饭⾦件时,中性折弯轴外的材料通常受拉伸,中性折弯轴内侧的材料受压缩。
通过建⽴适当的材料说明和精确计算展开长度的公式,可以由系统⾃动考虑此材料特性。
根据可延展⼏何的类型,⽤户可以使⽤下列⽅法之⼀来在设计⼯作中计算钣⾦件或特定的展开长度。
如果展开长度的值不正确,那么可以对该值进⾏修改,或者使⽤⾃定义的折弯表对值进⾏覆盖。
●系统定义的⽅程:使⽤Y因⼦或K因⼦计算所有可延展⼏何的展开长度。
●折弯表:使⽤标准或⾃定义的折弯表计算包含弧的少LI可的展开长度。
注意标准或⾃定义的折弯表仅⽤于计算包含弧的⼏何的展开长度。
如果未将定制的折弯表指定给饭⾦件,那么可以使⽤以下系统定义的⽅程公式计算零件或壁特征的展开长度。
L=(π/2 xR+Y因⼦xT) xθ/90 其中, L⼀⼀钣⾦件的展开长度。
π—-可以取其近似值为3.142。
R—-折弯处的内侧半径。
Y因⼦—-其默认值==0.50. T—-材料厚度。
θ—单位为度(“)的折弯⾓度。
另外,Y因⼦可以由K因⼦计算出来,即: Y因⼦=(π/2)×K因⼦以上内容对于初学者⽽⾔可能显得很抽象,不容易理解,但这不要紧,可以继续往下学习,待以后再慢慢研习.对于这⽅⾯的内容,如果没有特别要求,可以接受默认的折弯余量设置。
4.2.1 设置⾃折弯余量属性的⼀种办法要设置默认的折弯余量属性,则选择“⽂件”→“准备”→“模型属性”命令,弹出 “模型属性”对话框,接着在“钣⾦件”下单击“折弯余量”⾏中的“更改”选项,弹出 “⾸选项”对话框并⾃动指向“折弯余量”类别页,从中设置默认的折弯余ki属性,如图4-8 所⽰,具体设置内容如下。
常用材料折弯系数表大全
钣金的展开长度和钣金的厚度、折弯半径、折弯角度,以及钣金材料属性(通过Y和K因子来表示)有关系。
首先介绍Y因子和K因子:
1)K因子为钣金内侧边到折弯中线距离和钣金厚度的比值,如图1中K因子的方程式:K=A/T。
2)Y因子是根据折弯中线相对于钣金厚度计算出来的比值,Y因子公式:Y=K*(π/2)。
Proe 中Y因子默认为0.5。
钣金展开计算公式:
如图2中钣金的展开长度L=L1+L2+L3
L2=(π/2*R+Y*T)θ/90
其中π=3.1415,R为钣金内侧折弯半径,T为钣金厚度,θ为折弯角度(单位度)
常用材料Y因子和K因子数值:
材料:软黄铜、铜,Y因子:0.55,K因子:0.35。
材料:硬黄铜、铜、软钢、铝,Y因子:0.64,K因子:0.41。
材料:硬铜、青铜、冷轧钢、弹簧钢,Y因子:0.71,K因子:0.45。
常用材料折弯系数表(详)
注:以上折弯系数(K)是在折弯内角(R)为0.5--1.0左右时的侧量值,当折弯内角改变时,系数改变,一般,内角增大,系数增大。
针对现有材料测试折弯系数数据如下:
热镀锌板系数(由样开组于2002-6-17提供)
铜排折弯系数:
覆铝锌板系数
说明:
计算展开长度时,所有尺寸均以外皮计.每折一道弯,便减去一个折弯系数.。
折弯展开是钣金生产中非常重要的一环,现在为大家说说PROE中是如何得到展开系数的!想要展开,必须先明白以下几个名词。
如图现在通常的展开方法有两种,折弯扣除=M(一般用于90度展开),中性层法,即使用K因子(非90度)。
这两种方法在原理上是一样的!我们现在来看PROE中是如何用折弯表实现90度展开的。
我们以1.0MM 的冷板为例,通常工厂用的折弯扣除是1.7.意思就是如下图所示的一个折弯件(长和宽都是25.折弯内角r=0.5),他的展开尺寸就是25+25-1.7=48.3那在PROE中要如何得到这个值呢,新建一个钣金件,做如下图形,完成退出。
得到这样一个零件大家看到这里有个DEV值,这个值就是与钣金展开相关的一个值了,我们现在来看看他的展开尺寸,前面说了,这个钣金件的展开尺寸应该是48.3的,但这里只有48.2,小数点后面还一堆数,看起来就不爽!如何改变他,使他变成我们所需要的呢?这里就要改动那个DEV值了。
我们把DEV值设为1.3看看。
再生后再次测量展开长度,嗯,这里已经是我们所需要的了,那么这个值是怎么来的呢?这里提供个公式,DEV=2(r+T)-M,关于这个公式的意义和来历,等下再说。
我们再来看如何使用折弯表得到这个值编缉-设置-折弯许可-定义,随便输入一个数字作为折弯表名,打开折弯表得到这个表,我们先看内侧半径(R)下面的那一横排,这排是定义折弯内圆角的,也即上图的r,再看厚度(T)下面的一竖排,这里定义的是板料的厚度。
两栏相交的格就是DEV值。
好。
我们在折弯表内填下如图的值。
保存,退出。
现在我们把零件的厚度设为1.5MM。
他的折弯扣除应该是2.5MM。
那么展开长度应该是47.5,再来看看PORE中的展开长度是否如此!嗯,完全稳合!现在我们再来看中性层法,首先,大家先来看这个公式,L=A+B-2*tan(@/2)/(y+r)+2*PI*(y+r)*@/360, L为展开长度.对照第一个图,大家就应该明白了。
ProE中各种各样的折弯2009-12-03 21:06:20 作者:ICAD1 来源:智造网—助力中国制造业创新—在设计过程中,只要壁特征存在,可随时添加折弯。
可跨多个成形特征添加折弯,但不能在多个特征与另一个折弯交叉处添加这些特征。
根据折弯在钣金件设计中的放置位置,您可能需要添加折弯止裂槽。
关于折弯折弯将钣金件壁成形为斜形或筒形。
草绘折弯线,并用方向箭头或草绘视图确定折弯的方向。
折弯线是计算展开长度和创建折弯几何的参照点。
在设计过程中,只要壁特征存在,可随时添加折弯。
可跨多个成形特征添加折弯,但不能在多个特征与另一个折弯交叉处添加这些特征。
根据折弯在钣金件设计中的放置位置,您可能需要添加折弯止裂槽。
有两种主要折弯类型:角度(Angle) - 折弯特定半径和角度。
方向箭头决定折弯位置。
角度折弯在折弯线的一侧形成,或者在两侧对等地形成。
滚动(Roll) - 折弯特定半径和角度,由半径和要折弯的平整材料的数量共同决定。
草绘视图影响着折弯位置。
滚动折弯在查看草绘的方向形成。
如果要螺旋滚动材料,要知道材料长度。
如果材料通过自身折弯,滚动折弯将失败。
每个角度或滚动折弯有三个折弯选项可用:规则折弯带有过渡的折弯平面折弯创建没有过渡曲面的标准折弯。
在折弯和要保持平整的区域之间变形曲面。
围绕轴(该轴垂直于驱动曲面和草绘平面)创建折弯。
注意:不能用“镜像”(mirror) 选项复制折弯。
通常可展平零半径折弯,但不能展平有斜切口穿过的折弯。
增加惯性矩可提高折弯的壁刚度。
用“展开长度”(DEV LENGTH) 菜单,可修改折弯区域的展开长度。
修改展开长度会影响展平几何和折弯回去特征。
更改展开长度缺省情况下,将根据“零件折弯表”或“特征折弯表”中定义的Y 因子和K 因子值计算展开长度。
在“模型树”中选取您想修改其展开长度的特征并右键单击。
出现快捷菜单。
单击“编辑”(Edit)。
尺寸显示在图形窗口中。
双击展开长度,“展开长度”(DEV LENGTH) 菜单出现。
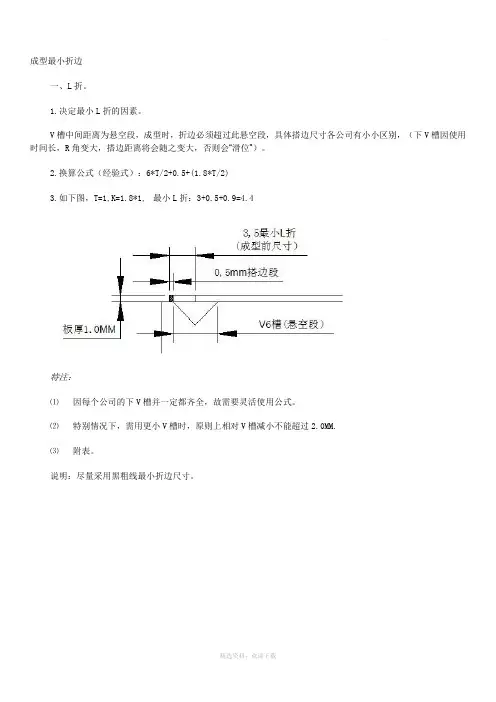
成型最小折边一、L折。
1.决定最小L折的因素。
V槽中间距离为悬空段,成型时,折边必须超过此悬空段,具体搭边尺寸各公司有小小区别,(下V槽因使用时间长,R角变大,搭边距离将会随之变大,否则会“滑位”)。
2.换算公式(经验式):6*T/2+0.5+(1.8*T/2)3.如下图,T=1,K=1.8*1,最小L折:3+0.5+0.9=4.4特注:⑴因每个公司的下V槽并一定都齐全,故需要灵活使用公式。
⑵特别情况下,需用更小V槽时,原则上相对V槽减小不能超过2.0MM.⑶附表。
说明:尽量采用黑粗线最小折边尺寸。
一、U折。
1.U折的种类A.常规折弯刀成型。
B.垫片反折压平。
(先折至30°,中间放一块合适垫板后压平。
)2.决定最小U折的因素。
A .上模具的形状。
(如下图)从常规刀具来看,小U折最佳刀具为“弯刀”。
(弯刀有很多种型号,具体要依公司现有尺寸)C.折边尺寸。
(见下小图)两尺寸的梯增关系:A愈长则B愈长。
3.换算公式:(大弯刀经验型)◆ 0.5MM板:最小U折A尺寸=7.67。
B尺寸=0.5板最小L折3.0。
梯增值:A尺寸每梯增1MM,B尺寸对应梯增1.87,公式:已知A尺寸,求B尺寸=(A-7.67)/T*梯增值+该板厚最小L折如:A=15时,B=(15-7.67)/0.5*1.87+ 3.0=30.4已知B尺寸,求A尺寸=(B-该板厚最小L折)/梯增值*T+7.67. 如:B=30.4时,A=(30.4-3)/1.87*0.5+7. 67=15◆ 0.8MM板最小U折A尺寸=8.5,B尺寸=0.8最小L折4.2。
梯增值:1.87/0.5*0.8=2.99◆ 1.0MM板最小U折A尺寸=8.94,B尺寸=1.0最小L折4.5梯增值:1.87/0.5*1.0=3.7◆ 1.2MM板最小U折A尺寸=9.3,B尺寸=1.2最小L折4.5梯增值:1.87/0.5*1.2=4.5◆ 1.5MM板最小U折A尺寸=10.3,B尺寸=1.5最小L折6.2梯增值:1.87/0.5*1.5=5.5◆ 2.0MM板最小U折A尺寸=12.7,B尺寸=2.0最小L折12.0梯增值:1.87/0.5*2=7.4特注:1. A尺寸超过85.0MM及B尺寸超过60.0MM的不按此公式计算。
广州有道资料网proe编辑钣金折弯表编辑折弯表1.单击“编辑”(Edit)>“设置”(Setup)。
出现“零件设置”(PART SETUP) 菜单。
2.单击“钣金件”(Sheet Metal)。
出现“钣金件设置”(SMT SETUP) 菜单。
3.单击“弯曲余量”(Bend Allow)。
出现“弯曲余量”(Bend Allow) 菜单。
4.单击“折弯表”(Bend Table)。
出现“折弯表”(BEND TAB) 菜单。
5.单击“编辑”(Edit)。
出现“确认”(CONFIRMATION) 菜单。
注意,在一个进程中,只可编辑用当前零件创建的或适用于当前零件的折弯表。
6.单击“确认”(Confirm)。
出现“折弯表类型”(BTAB TYPE) 菜单。
7.选取要编辑的折弯表类型:8.从零件 - 内部折弯表。
与设计零件保存在一起。
9.从文件 - 外部折弯表。
保存在单独的文件中。
出现“表名称”(TBL NAMES) 菜单,列出与该零件相关的全部折弯表。
8.选取要编辑的折弯表。
该折弯表打开。
9.根据需要编辑折弯表:∙材料名称 (Material Name) - 可对其应用折弯表的材料的名称。
∙公式 (Formula) - 用计算和逻辑语句管理弯曲余量/展开长度值。
∙材料列表 (Materials List) - 列出处于 START MATERIALS 和 END MATERIALS 之间的材料名称。
∙表数据 (Table Data) - 加亮单元格。
在文本框中键入新数据。
单击要编辑的下一单元格。
使用“编辑”(Edit) 选项编辑折弯表。
可将厚度行或半径列添加到折弯表中。
10.输入数据后,单击“文件”(File)>“保存”(Save)。
折弯表即被创建,并写出到磁盘当前目录。
广州有道资料网。

Pro/E钣金设计中折弯半径的确定方法在钣金设计中,用传统方法画展开图时,只要有一个尺寸算错,加工后就可能导致零件报废。
但是用Pro/E设计就非常轻松,只需输人精确的折弯半径,不用作任何尺寸计算,点击'展开'后,系统会自动展开,得到精确的展开图。
用Pro/进行钣金设计,在平整壁侧面创建折弯壁时,会出现SEL RADIUS选取半径的命令菜单,要求设计人员选择折弯半径。
系统提供选择的折弯半径为:等于工件厚度;等于2倍的工件厚度; 'Enter Value输人值'。
实际情况中,对于高精度的扳金件设计来说,折弯半径正好'等于工件厚度'的情况很少,'等于2倍的工件厚度'更少见,多选取'Enter Value输入值'。
在Pro/E钣金设计中,影响展开图尺寸精度的关键因素是折弯半径。
只有输人精确的折弯半径,才能得到精确的展开尺寸。
可是在Pro/E钣金模块中,没有固定的公式可以计算折弯半径。
使展开图的尺寸精度,因设计人员的经验不同而产生程度不同的设计误差。
甚至一些厂家对于精度要求很高的重要钣金件,宁愿用传统方法作展开图,也不敢用Pro/E自动生成的展开图下料。
因此,本文重点介绍Pro/E 钣金设计中折弯半径的确定方法。
2 实测圆角半径不能作为Pro/E折弯半径的 'Enter Value输入值'传统的确定展开尺寸的方法,一般通过做试验,把试样折弯后,测量成型尺寸,再把成型尺寸和试样的下料尺寸比较,得出延伸量。
名义尺寸减去延伸量,就是下料用的展开尺寸。
因为延伸量随折弯圆角的大小而不同,生产厂家根据钣金件要求线条简洁的特点,通常对相同厚度的板材,选用统一的较小圆角R<板厚,得到统一的延伸量,以简化制造工艺。
如果有特殊要求必须采用不同的折弯圆角,则需单独求出延伸量,但这种情况很少。
如图l所示的折弯,1.2mm厚的Q235冷板,通常选用7mm宽的下模,已知折弯90°的延伸量为2.l,每翼外档尺寸都是100的L形工件,其展开尺寸为:100+100-2.1=197.9。
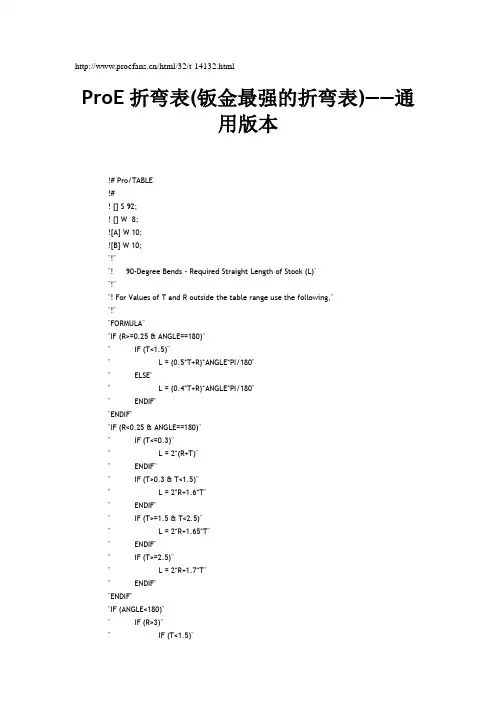
/html/32/t-14132.htmlProE折弯表(钣金最强的折弯表)——通用版本!# Pro/TABLE!#! [] S 92;! [] W 8;![A] W 10;![B] W 10;"!""! 90-Degree Bends - Required Straight Length of Stock (L)""!""! For Values of T and R outside the table range use the following,""!""FORMULA""IF (R>=0.25 & ANGLE==180)"" IF (T<1.5)"" L = (0.5*T+R)*ANGLE*PI/180"" ELSE"" L = (0.4*T+R)*ANGLE*PI/180"" ENDIF""ENDIF""IF (R<0.25 & ANGLE==180)"" IF (T<=0.3)"" L = 2*(R+T)"" ENDIF"" IF (T>0.3 & T<1.5)"" L = 2*R+1.6*T"" ENDIF"" IF (T>=1.5 & T<2.5)"" L = 2*R+1.65*T"" ENDIF"" IF (T>=2.5)"" L = 2*R+1.7*T"" ENDIF""ENDIF""IF (ANGLE<180)"" IF (R>3)"" IF (T<1.5)"" L = (0.5*T+R)*ANGLE*PI/180"" ELSE"" L = (0.4*T+R)*ANGLE*PI/180"" ENDIF"" ENDIF"" IF (R>2 & R<3)"" IF (T<1.5)"" L = (0.5*T+3)*ANGLE*PI/180-2*(3-R)*TAN(ANGLE/2)" " ELSE"" L = (0.4*T+3)*ANGLE*PI/180-2*(3-R)*TAN(ANGLE/2)" " ENDIF"" ENDIF"" IF (R<=2)"" IF (T<=0.3)"" IF (ANGLE<=150)"" L = 2*R*TAN(ANGLE/2)"" ENDIF"" IF (ANGLE>150)"" L = (0.5*T+R)*ANGLE*PI/180"" ENDIF"" ENDIF"" IF (T>0.3 & T<1.5)"" L = 0.4*T*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" IF (T>=1.5 & T<2.5)"" L = 0.35*T*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" IF (T>=2.5)"" L = 0.3*T*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" ENDIF""ENDIF""END FORMULA""!""! This table is valid for the following materials""START MATERIALS""GI""SGCC""SECC""CRS""SPTE""SUS""END MATERIALS""!""TABLE""! INSIDE RADIUS (R)"" " 0"!THICKNESS (T)"100 0+++++++++++++!# Pro/TABLE!#![] W 8;![] S 92;![A] W 10;![B] W 10;"!""! 90度折弯- 需要原料的直线长度(L)""!""! 对于表范围以外的R和T,使用下列值,""!""FORMULA"" IF(R<=3 & ANGLE<=105)"" IF(T<=0.5)"" L=(2*T-0.8)*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" IF(T>0.5 & T<=0.9)"" L=(2*T-1.4)*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" IF(T>0.9 & T<=1.1)"" L=(2*T-1.7)*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" IF(T>1.1 & T<=1.3)"" L=(2*T-2.1)*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" IF(T>1.4 & T<=1.8)"" L=(2*T-2.5)*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" IF(T>1.8 & T<=2.3)"" L=(2*T-3.3)*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" IF(T>2.3 & T<=2.8)"" L=(2*T-4.1)*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" IF(T>2.8 & T<=3.3)"" L=(2*T-5.0)*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" IF(T>3.3 & T<=3.8)"" L=(2*T-5.8)*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" IF(T>3.8 & T<=4.3)"" L=(2*T-7.0)*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" IF(T>4.3 & T<=5.3)"" L=(2*T-8.0)*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" IF(T>5.3)"" L=(2*T-10)*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" ELSE"" IF(R<=0.5 & ANGLE==180)"" L=1.575*T+2*R"" ELSE"" IF(T<1.5)"" L=(0.5*T+R)*ANGLE*PI/180"" ELSE"" L=(0.4*T+R)*ANGLE*PI/180"" ENDIF"" ENDIF"" ENDIF""END FORMULA""!""! 该表可用于以下材料""START MATERIALS""END MATERIALS""!""TABLE""! 内侧半径(R)"" " 0.000000"!厚度 (T)"100.000000 0.000000+++++++++++++++++++++++++++++++++++!# Pro/TABLE!#![] W 8;![] S 92;![A] W 10;![B] W 10;"!""! 90度折弯- 需要原料的直线长度(L)""!""! 对于表范围以外的R和T,使用下列值,""!""FORMULA"" IF(R<=3 & ANGLE<=105)"" IF(T<=0.5)"" L=(2*T-0.8)*ANGLE/90+2*R*TAN(ANGLE/2)" " ENDIF"" IF(T>0.5 & T<=0.9)"" L=(2*T-1.4)*ANGLE/90+2*R*TAN(ANGLE/2)" " ENDIF"" IF(T>0.9 & T<=1.1)"" L=(2*T-1.7)*ANGLE/90+2*R*TAN(ANGLE/2)" " ENDIF"" IF(T>1.1 & T<=1.3)"" L=(2*T-2.1)*ANGLE/90+2*R*TAN(ANGLE/2)" " ENDIF"" IF(T>1.4 & T<=1.8)"" L=(2*T-2.5)*ANGLE/90+2*R*TAN(ANGLE/2)" " ENDIF"" IF(T>1.8 & T<=2.3)"" L=(2*T-3.3)*ANGLE/90+2*R*TAN(ANGLE/2)" " ENDIF"" IF(T>2.3 & T<=2.8)"" L=(2*T-4.1)*ANGLE/90+2*R*TAN(ANGLE/2)" " ENDIF"" IF(T>2.8 & T<=3.3)"" L=(2*T-5.0)*ANGLE/90+2*R*TAN(ANGLE/2)" " ENDIF"" IF(T>3.3 & T<=3.8)"" L=(2*T-5.8)*ANGLE/90+2*R*TAN(ANGLE/2)" " ENDIF"" IF(T>3.8 & T<=4.3)"" L=(2*T-7.0)*ANGLE/90+2*R*TAN(ANGLE/2)" " ENDIF"" IF(T>4.3 & T<=5.3)"" L=(2*T-8.0)*ANGLE/90+2*R*TAN(ANGLE/2)" " ENDIF"" IF(T>5.3)"" L=(2*T-10)*ANGLE/90+2*R*TAN(ANGLE/2)" " ENDIF"" ELSE"" IF(R<=0.5 & ANGLE==180)"" L=1.575*T+2*R"" ELSE"" IF(T<1.5)"" L=(0.5*T+R)*ANGLE*PI/180"" ELSE"" L=(0.4*T+R)*ANGLE*PI/180"" ENDIF"" ENDIF"" ENDIF""END FORMULA""!""! 该表可用于以下材料""START MATERIALS""END MATERIALS""!""TABLE""! 内侧半径(R)"" " 0.000000"!厚度 (T)"100.000000 0.000000+++++++++++++++++++++++++++!# Pro/TABLE!#![] W 8;![] S 92;![A] W 10;![B] W 10;"!""! 90度折弯- 需要原料的直线长度(L)""!""! 对于表范围以外的R和T,使用下列值,""!""FORMULA"" IF(R<=3 & ANGLE<=105)"" IF(T<=0.3)"" L=2*R*TAN(ANGLE/2)"" ENDIF"" IF(T>0.3 & T<=0.9)"" L=(2*T-1.4)*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" IF(T>0.9 & T<=1.1)"" L=(2*T-1.7)*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" IF(T>1.1 & T<=1.3)"" L=(2*T-2.1)*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" IF(T>1.4 & T<=1.8)"" L=(2*T-2.5)*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" IF(T>1.8 & T<=2.3)"" L=(2*T-3.3)*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" IF(T>2.3 & T<=2.8)"" L=(2*T-4.1)*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" IF(T>2.8 & T<=3.3)"" L=(2*T-5.0)*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" IF(T>3.3 & T<=3.8)"" L=(2*T-6.0)*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" IF(T>3.8)"" L=(2*T-7.0)*ANGLE/90+2*R*TAN(ANGLE/2)"" ENDIF"" ELSE"" IF(R<=0.5 & ANGLE==180)"" L=1.575*T+2*R"" ELSE"" IF(T<1.5)"" L=(0.5*T+R)*ANGLE*PI/180"" ELSE"" L=(0.4*T+R)*ANGLE*PI/180"" ENDIF"" ENDIF"" ENDIF""END FORMULA""!""! 该表可用于以下材料""START MATERIALS""END MATERIALS""!""TABLE""! 内侧半径(R)"" " 0.000000"!厚度 (T)"100.000000 0.000000+++++++++++++++++++++大家看这些折弯表,一看就是精华吧.斑竹请加分哦!靠自己编出来的!才是最好的!我这个好的公司用的哦!我们公司15位工艺的都用这个,但是不适合小折(Z折又叫段差)设计的时候注意R角!第一份倒0角展开才准具体展开的补偿请参照富士康或霍尼卡姆公司的展开计算标准三阶文件。
从事钣金工作多年,今天为您详解PROE中折弯表与K因子!折弯展开是钣金生产中非常重要的一环,现在为大家说说PROE中是如何得到展开系数的!想要展开,必须先明白以下几个名词。
如图现在通常的展开方法有两种,折弯扣除=M(一般用于90度展开),中性层法,即使用K因子(非90度)。
这两种方法在原理上是一样的!我们现在来看PROE中是如何用折弯表实现90度展开的。
我们以1.0MM 的冷板为例,通常工厂用的折弯扣除是1.7.意思就是如下图所示的一个折弯件(长和宽都是25.折弯内角r=0.5),他的展开尺寸就是25+25-1.7=48.3那在PROE中要如何得到这个值呢,新建一个钣金件,做如下图形,完成退出。
得到这样一个零件大家看到这里有个DEV值,这个值就是与钣金展开相关的一个值了,我们现在来看看他的展开尺寸,前面说了,这个钣金件的展开尺寸应该是48.3的,但这里只有48.2,小数点后面还一堆数,看起来就不爽!如何改变他,使他变成我们所需要的呢?这里就要改动那个DEV值了。
我们把DEV值设为1.3看看。
再生后再次测量展开长度,嗯,这里已经是我们所需要的了,那么这个值是怎么来的呢?这里提供个公式,DEV=2(r+T)-M,关于这个公式的意义和来历,等下再说。
我们再来看如何使用折弯表得到这个值编缉-设置-折弯许可-定义,随便输入一个数字作为折弯表名,打开折弯表得到这个表,我们先看内侧半径(R)下面的那一横排,这排是定义折弯内圆角的,也即上图的r,再看厚度(T)下面的一竖排,这里定义的是板料的厚度。
两栏相交的格就是DEV值。
好。
我们在折弯表内填下如图的值。
保存,退出。
现在我们把零件的厚度设为1.5MM。
他的折弯扣除应该是2.5MM。
那么展开长度应该是47.5,再来看看PORE中的展开长度是否如此!嗯,完全稳合!现在我们再来看中性层法,首先,大家先来看这个公式,L=A+B-2*tan(@/2)/(y+r)+2*PI*(y+r)*@/360, L为展开长度.对照第一个图,大家就应该明白了。
从事钣金工作多年,今天为您详解PROE中折弯表与K因子!折弯展开是钣金生产中非常重要的一环,现在为大家说说PROE中是如何得到展开系数的!想要展开,必须先明白以下几个名词。
如图现在通常的展开方法有两种,折弯扣除=M(一般用于90度展开),中性层法,即使用K因子(非90度)。
这两种方法在原理上是一样的!我们现在来看PROE中是如何用折弯表实现90度展开的。
我们以1.0MM 的冷板为例,通常工厂用的折弯扣除是1.7.意思就是如下图所示的一个折弯件(长和宽都是25.折弯内角r=0.5),他的展开尺寸就是25+25-1.7=48.3那在PROE中要如何得到这个值呢,新建一个钣金件,做如下图形,完成退出。
得到这样一个零件大家看到这里有个DEV值,这个值就是与钣金展开相关的一个值了,我们现在来看看他的展开尺寸,前面说了,这个钣金件的展开尺寸应该是48.3的,但这里只有48.2,小数点后面还一堆数,看起来就不爽!如何改变他,使他变成我们所需要的呢?这里就要改动那个DEV值了。
我们把DEV值设为1.3看看。
再生后再次测量展开长度,嗯,这里已经是我们所需要的了,那么这个值是怎么来的呢?这里提供个公式,DEV=2(r+T)-M,关于这个公式的意义和来历,等下再说。
我们再来看如何使用折弯表得到这个值编缉-设置-折弯许可-定义,随便输入一个数字作为折弯表名,打开折弯表得到这个表,我们先看内侧半径(R)下面的那一横排,这排是定义折弯内圆角的,也即上图的r,再看厚度(T)下面的一竖排,这里定义的是板料的厚度。
两栏相交的格就是DEV值。
好。
我们在折弯表内填下如图的值。
保存,退出。
现在我们把零件的厚度设为1.5MM。
他的折弯扣除应该是2.5MM。
那么展开长度应该是47.5,再来看看PORE中的展开长度是否如此!嗯,完全稳合!现在我们再来看中性层法,首先,大家先来看这个公式,L=A+B-2*tan(@/2)/(y+r)+2*PI*(y+r)*@/360, L为展开长度.对照第一个图,大家就应该明白了。