球形储罐施工工法PPT课件
- 格式:pptx
- 大小:10.28 MB
- 文档页数:34
球形储罐制作过程1 制造、检验、验收1.1 下料1.1.1球罐在投产前应核对材料的质量证明书及牌号、炉批号的确认标记。
1.1.2为便于球壳板制造过程中的检验和以后组装的方便,制造厂对每片球壳板分别建立工艺卡,工艺卡必须记录球壳板的钢号、炉批号及球壳板的编号及位置号等,但不得在受压元件上刻画或打材料标记和焊工钢印,以免产生缺口效应。
1.1.3球壳板可采用火焰切割法下料,为保证下料精度应采用二次下料法,最后一次下料后应对坡口切割线周边100mm范围内进行100%超声波探伤检测,按JB4730-94标准Ⅱ级合格,钢板合格后无缺陷方可切割。
1.1.3要精确下料,不准一次下料,是确保球片质量的关键工序,必须注意以下几点:a.下料要经统一计量。
b.采用二次或三次号料法。
c.号料前进行核对钢板质量证明书及编号。
d.号料公差要严格控制,球片尺寸公差进行二次重新分配。
e.号料后作材料标记移植。
f.号料前对周边100mm范围内进行100%超声波检测,Ⅱ级合格。
1.2 压制1.2.1球壳板采用小模具多点冷压制成型工艺,曲率应均匀,成型时缓慢压至规定的曲率,严禁急剧成型加工,成型后的实际厚度不小于名义厚度减去负偏差。
1.2.2球壳板成型应在环境温度0℃以上进行。
1.2.3球壳板成型后用弦长>2m的样板进行检查。
球壳板尺寸精度在保证球壳板曲率和弧长尺寸的基础上,以弧长为验收基准,对球壳板的长度方向的弧长允许偏差为±2.5mm,宽度方向的弧长允许偏差为±2mm,对角线长度允许偏差为±3mm,对角线垂直度距离不小于±5mm,赤道带的球壳板在宽度方向的尺寸累积控制在负偏差范围内。
1.2.4坡口几何尺寸及允许偏差按标准要求,坡口半角度偏差为±2.5º,钝边厚度偏差为±1mm,中心位移偏差为±1mm,表面粗糙度Ra应小于或等于25μm。
1.2.5坡口表面应进行100%磁粉或渗透检测,合格后并在试剂清除干净后立即在坡口50mm范围内涂上可焊性防锈漆。
球形储罐整体热处理施工1、前言球形储罐是一种受焊接约束较大的压力容器,焊后消除应力是非常重要的。
为了消除焊接残余应力,在球罐组焊、无损检测等各项工作全部完成后,需要对球罐进行热处理。
热处理方法为电加热法和燃烧法。
我公司有20余年球罐安装历史,在200多台球罐的安装过程中积累了丰富的现场热处理经验。
通过多年内燃法整体热处理球罐的探索,对球罐内燃法整体热处理进行了改进:采用双喷嘴加长明灯代替单喷嘴。
2、工程特点陕西xx(集团)炼化项目xx炼化项目为陕西xx集团的重点项目。
我单位施工的储运系统液化气罐区及泵棚43单元4台2000m3液化气球罐(43-T-05~08)制安工程为该项目的关键点。
举例液化气球罐(43-T-08)参数如下:球罐焊后,需进行整体热处理。
热处理方法为,主要以内燃办法为主,在下极板适当敷设电加热器辅助加热。
3、内燃法热处理工艺原理燃油内燃法,原理是以球罐本身为燃烧室,以压缩空气为雾化剂,以自然风作为助燃的二次风、三次风,用液化气作为点火材料,点燃装在球罐下极入孔上处的两个高压喷嘴,将压缩空气送入喷嘴,气体喷出后将柴油雾化,同时调节油、风量使其在球罐内稳定的燃烧,烟气由装在上极人孔上带蝶阀的烟囱排出。
这样喷嘴燃烧形成的热量就会以对流和辐射的方式使球罐壳体达到一定温度,此时钢材并不发生相变。
在退火温度下钢的屈服强度大大降低,于是就发生金属蠕变,使焊缝附近的残余弹性变形转变为塑性变形,残余应力得以释放。
较长时间的保温,有利于焊缝金属中氢的扩散。
这样焊接残余应力得以消除,避免延迟裂纹和应力腐蚀裂纹的产生,提高球罐的使用性和安全性。
3.1球罐整体热处理:3.1.1传统的霍克喷嘴内燃法整体热处理是使用单个喷嘴、单套供油、供风系统进行。
工作时,柴油在压缩空气的带动下,通过霍克喷嘴喷射使燃料油雾化,并以高速喷出,通过两边的点火器点燃,高速的火焰流由下人孔进入球体,在球内靠对流和辐射来加热球体,由操作系统控制燃油,风压改变火焰的长度及燃烧过程,使球内的温度按热处理工艺卡规定的要求升降。
第三节球形储罐5.3.1 罐体5.3.2 支座5.3.3 人孔和接管5.3.4 附件分类:①外观:A.球形;B.椭球形。
②壳体构造方式:A.球壳层数:a.单数;b.多数。
B.球壳组合方案:a.桔瓣式;b.足球瓣;c.混合式。
③支撑方式:A.支柱式支座;筒形或锥形裙式支座。
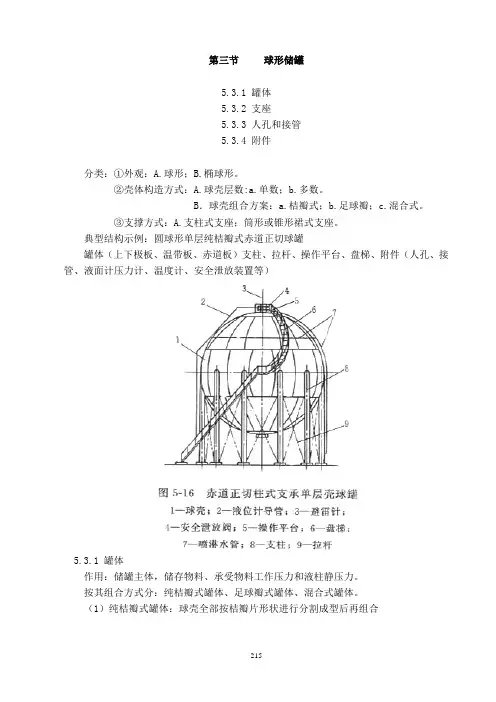
典型结构示例:圆球形单层纯桔瓣式赤道正切球罐罐体(上下极板、温带板、赤道板)支柱、拉杆、操作平台、盘梯、附件(人孔、接管、液面计压力计、温度计、安全泄放装置等)5.3.1 罐体作用:储罐主体,储存物料、承受物料工作压力和液柱静压力。
按其组合方式分:纯桔瓣式罐体、足球瓣式罐体、混合式罐体。
(1)纯桔瓣式罐体:球壳全部按桔瓣片形状进行分割成型后再组合215特点:球壳拼装焊缝较规则,施焊组装容易,加快组装进度并实施自动焊;便于布置支座,焊接接头受力均匀,质量较可靠。
缺点:球瓣在不同带位置尺寸大小不一,互换有限;下料成型复杂,板材利用率低;球极板尺寸往往较小,人孔、接管等容易拥挤,有时焊缝不易错开。
应用:适用于各种容量的球罐。
(2)足球瓣式罐体:由四边形或六边形组成特点:每块球壳板尺寸相同,下料成型规格化,材料利用率高,互换性好,组装焊缝较短,焊接及检验工作量小。
缺点:焊缝布置复杂,施工组装困难,对球壳板的制造精度要求高。
216应用:容积小于120m3的球罐。
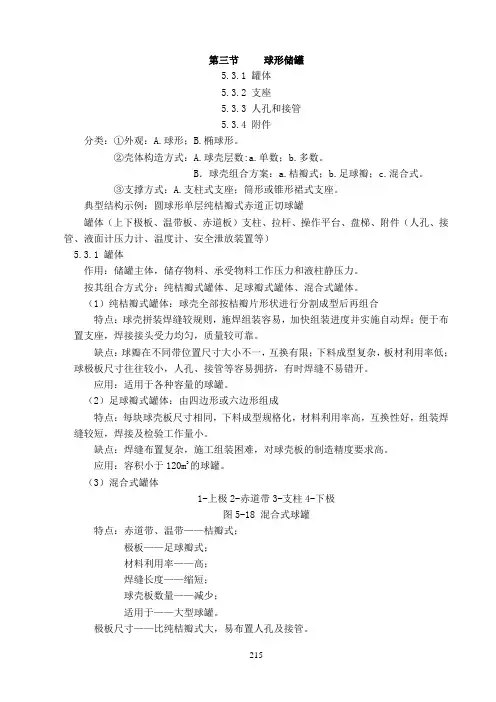
(3)混合式罐体1-上极2-赤道带3-支柱4-下极图5-18 混合式球罐特点:赤道带、温带——桔瓣式;极板——足球瓣式;材料利用率——高;焊缝长度——缩短;球壳板数量——减少;适用于——大型球罐。
极板尺寸——比纯桔瓣式大,易布置人孔及接管。
球罐支座与球壳板焊接接头——避免搭在一起,球壳应力分布均匀。
组合方式壳片分割成型形式优点缺点应用纯桔瓣式球壳全部按桔瓣片形状进行分割成型后再组合球壳拼装焊缝较规则,施焊组装容易,实施自动焊;便于布置支座,焊接接头受力均匀,质量较可靠。
球瓣在不同带位置尺寸大小不一,互换有限;下料成型复杂,板材利用率低;球极板尺寸往往较小,人孔、接管等容易拥挤,有时焊缝不易错开。
第三节球形储罐5.3.1 罐体5.3.2 支座5.3.3 人孔和接管5.3.4 附件分类:①外观:A.球形;B.椭球形。
②壳体构造方式:A.球壳层数:a.单数;b.多数。
B.球壳组合方案:a.桔瓣式;b.足球瓣;c.混合式。
③支撑方式:A.支柱式支座;筒形或锥形裙式支座。
典型结构示例:圆球形单层纯桔瓣式赤道正切球罐罐体(上下极板、温带板、赤道板)支柱、拉杆、操作平台、盘梯、附件(人孔、接管、液面计压力计、温度计、安全泄放装置等)5.3.1 罐体作用:储罐主体,储存物料、承受物料工作压力和液柱静压力。
按其组合方式分:纯桔瓣式罐体、足球瓣式罐体、混合式罐体。
(1)纯桔瓣式罐体:球壳全部按桔瓣片形状进行分割成型后再组合特点:球壳拼装焊缝较规则,施焊组装容易,加快组装进度并实施自动焊;便于布置支座,焊接接头受力均匀,质量较可靠。
缺点:球瓣在不同带位置尺寸大小不一,互换有限;下料成型复杂,板材利用率低;球极板尺寸往往较小,人孔、接管等容易拥挤,有时焊缝不易错开。
应用:适用于各种容量的球罐。
(2)足球瓣式罐体:由四边形或六边形组成特点:每块球壳板尺寸相同,下料成型规格化,材料利用率高,互换性好,组装焊缝较短,焊接及检验工作量小。
缺点:焊缝布置复杂,施工组装困难,对球壳板的制造精度要求高。
应用:容积小于120m3的球罐。
(3)混合式罐体1-上极2-赤道带3-支柱4-下极图5-18 混合式球罐特点:赤道带、温带——桔瓣式;极板——足球瓣式;材料利用率——高;焊缝长度——缩短;球壳板数量——减少;适用于——大型球罐。
极板尺寸——比纯桔瓣式大,易布置人孔及接管。
球罐支座与球壳板焊接接头——避免搭在一起,球壳应力分布均匀。
桔瓣式和混合式罐体基本参数见--GB/T17261--《钢制球形储罐型式与基本参数》5.3.2 支座作用:用以支承本体重量和物料重量的重要结构部件。
分类:①柱式支座——赤道正切柱式支座结构特点:多根圆柱状支柱在球壳赤道带等距离布置,支柱中心线与球壳相切或相割而焊接起来。

第八篇球形储罐安装第一章球形储罐简介第一节简介球形储罐被广泛应用在石油、化工、治金等工业部门,用来贮存气体、液体及液化气(乙烯、丙烯、丙烷、氧气、氮气、石油气、液氨、液氯)及轻烃油品等。
球形储罐与立式贮罐比较,在容积、压力相同,罐壁内应力最小,而且均匀,钢材消耗量一般可减少30%~45%以上。
此外,球罐还具有占地面积小、基础工程量小等特点,所以国内外应用越来越广泛。
下面以2000m3球罐为例,讲述球罐的安装过程。
2000m3球罐一般采用混合四带式设计,自上而下分为上极带、上温带、赤道带、下极带四部分,下设10根支柱,共计有54块球壳板组成,焊缝长度为458.4米。
第二节球形储罐的几种组焊方法比较一、伞形架安装法安装球罐优点:伞形架安装简单、方便。
伞形架可重复利用。
伞形架的重量由中心柱承担,球壳板的附加应力小,组对容易。
伞形架易安装易拆除,节约安装时间。
缺点:由于有中心柱的存在,球罐整体焊接后才能安装下极板,容易造成组对变形。
由于中心柱易失稳,该方法不能安装大型球罐。
二、脚手架法安装球罐优点:可安装各种规格球罐,不受体积限制。
缺点:罐内需要担设满堂红脚手架,脚手架用量太大,脚手架的重量由球罐承担,球壳板的附加应力大,组对困难。
第二章球形储罐安装第一节球罐组焊施工流程图1、球罐基础验收球罐安装前,应按设计图纸和基础施工单位交工资料,对基础各部分尺寸外观质量进行检查和验收。
2、受压元件的检查2.1、坡口检查坡口角度的允许偏差为±2°30″。
坡口表面应平滑,表面粗糙度Ra应小于或等于25μm平面度B≤1mm坡口表面应进行100%的渗透检测。
溶渣与氧化铁皮应消除干净,坡口表面不得有裂纹和分层等缺陷,若有缺陷时,应将缺陷彻底清除,并经渗透探伤确认没有缺陷后可修补。
焊后磨平,使其保持原有坡口形状及尺寸。
若发现有不允许的缺陷,应加倍抽查;若仍有不允许的缺陷,应逐件检测。
2.2、几何尺寸检查长度方向的弦长允许偏差不大于±2.5mm宽度方向的弦长允许偏差不大于±2 mm对角线方向的弦长允许偏差不大于±3 mm球壳板曲率任何部位与样板允许间隙≤3 mm球壳板曲率测量方法是:球壳板弦长L≥2m时,应采用样板弦长2m,球壳板弦长L<2m时,应采用样板弦长等于球壳板弦长。
第八篇球形储罐安装第一章球形储罐简介第一节简介球形储罐被广泛应用在石油、化工、治金等工业部门,用来贮存气体、液体及液化气(乙烯、丙烯、丙烷、氧气、氮气、石油气、液氨、液氯)及轻烃油品等。
球形储罐与立式贮罐比较,在容积、压力相同,罐壁内应力最小,而且均匀,钢材消耗量一般可减少30%~45%以上。
此外,球罐还具有占地面积小、基础工程量小等特点,所以国内外应用越来越广泛。
下面以2000m3球罐为例,讲述球罐的安装过程。
2000m3球罐一般采用混合四带式设计,自上而下分为上极带、上温带、赤道带、下极带四部分,下设10根支柱,共计有54块球壳板组成,焊缝长度为458.4米。
第二节球形储罐的几种组焊方法比较一、伞形架安装法安装球罐优点:伞形架安装简单、方便。
伞形架可重复利用。
伞形架的重量由中心柱承担,球壳板的附加应力小,组对容易。
伞形架易安装易拆除,节约安装时间。
缺点:由于有中心柱的存在,球罐整体焊接后才能安装下极板,容易造成组对变形。
由于中心柱易失稳,该方法不能安装大型球罐。
二、脚手架法安装球罐优点:可安装各种规格球罐,不受体积限制。
缺点:罐内需要担设满堂红脚手架,脚手架用量太大,脚手架的重量由球罐承担,球壳板的附加应力大,组对困难。
第二章球形储罐安装第一节球罐组焊施工流程图1、球罐基础验收球罐安装前,应按设计图纸和基础施工单位交工资料,对基础各部分尺寸外观质量进行检查和验收。
2、受压元件的检查2.1、坡口检查坡口角度的允许偏差为±2°30″。
坡口表面应平滑,表面粗糙度Ra应小于或等于25μm平面度B≤1mm坡口表面应进行100%的渗透检测。
溶渣与氧化铁皮应消除干净,坡口表面不得有裂纹和分层等缺陷,若有缺陷时,应将缺陷彻底清除,并经渗透探伤确认没有缺陷后可修补。
焊后磨平,使其保持原有坡口形状及尺寸。
若发现有不允许的缺陷,应加倍抽查;若仍有不允许的缺陷,应逐件检测。
2.2、几何尺寸检查长度方向的弦长允许偏差不大于±2.5mm宽度方向的弦长允许偏差不大于±2 mm对角线方向的弦长允许偏差不大于±3 mm球壳板曲率任何部位与样板允许间隙≤3 mm球壳板曲率测量方法是:球壳板弦长L≥2m时,应采用样板弦长2m,球壳板弦长L<2m时,应采用样板弦长等于球壳板弦长。
目录第一章工程概况第二章工程量一览表第三章施工组织设计编制依据第四章施工总则第五章工程质量目标第六早施工中主要执行标准和规程及技术条件第七章球罐的特征参数第八章施工方案第九章保证质量控制措施52第十章保证施工进度控制措施55第十一章保证施工安全措施57第十二章现场文明施工管理及措施60第十三章球罐雨季施工技术措施621第一章工程概况1.1工程名称:1.2主要工程量:四台5000m3球形储罐1.3工程范围:四台5000m3球形储罐的组装、焊接、无损检测、整体热处理、水压试验、气密性试验、梯子平台制作、安装、除锈、防腐及安全附件安装、调试等工作。
第二章工程量一览表2第三章施工组织设计编制依据3.1招标文件3.2设计图纸、设计技术文件3.3质技监局锅发[1999]154号《压力容器安全技术监察规程》3.4 GB150-1998《钢制压力容器》3.5 GB12337-1998《钢制球形储罐》3.6 GB50094-98《球形储罐施工及验收规范》3.7 JB4730-94《压力容器无损检测》3.8 JB2536-80《压力容器油漆、包装和运输》3.9 JB4708-2000《钢制压力容器焊接工艺评定》3.10 JB/T4709-2000《钢制压力容器焊接规程》3.11GB/T5117-95《碳钢焊条》3.12 GB/T5118-95《低合金钢焊条》3.13 GB/T3965-95《融敷金属中扩散氢测定方法》33.14 JL.A5《建筑安装工程安全技术操作规程》45第四章施工总则4.1施工进度计划具有严肃性,严格按照建设单位工期要求, 按时或提前竣工,愿接受建设单位的处罚。
4.2贯彻“营造业主满意产品”的质量方针,工程质量达到优良工程。
设单位认定后,参与施工的全体人员必须严格执行,不准随意更改。
施工中必须严格按图纸及施工程序施工,认真遵守相关规程、规范、标准。
与施工进度同步建立工程技术档案,其内容必须完整、全面、真实,反映工程的实际质量。