承插连接
- 格式:docx
- 大小:22.72 KB
- 文档页数:6

承插铸铁管的连接方法
承插铸铁管是一种常见的管道连接方式,它采用了承插式的连接方式,使得管道连接更加牢固、稳定。
在工业、建筑、市政等领域中,承插铸铁管的应用非常广泛,下面我们来详细了解一下承插铸铁管的连接方法。
承插铸铁管的连接需要使用到承插式管件,这种管件通常由两个部分组成,一个是承口,另一个是插口。
承口是管件的一端,它的内部是一个凸起的环形结构,插口是管件的另一端,它的外部是一个凹陷的环形结构,可以与承口相互嵌合。
在连接承插铸铁管时,首先需要将管道的两端分别插入承口和插口中,然后使用螺栓将两个管件固定在一起。
在固定螺栓时,需要注意螺栓的紧固力度,以确保管道连接的牢固性和稳定性。
除了使用螺栓进行固定外,还可以使用胶水或密封胶进行密封。
在使用胶水或密封胶时,需要先将管道的两端涂上一层胶水或密封胶,然后将两个管件插入承口和插口中,最后将管道固定在一起。
使用胶水或密封胶进行连接时,需要注意胶水或密封胶的品质和使用方法,以确保连接的密封性。
在使用承插铸铁管进行管道连接时,还需要注意以下几点:
1.管道的两端必须保持平整和清洁,以确保连接的质量和稳定性。
2.管道的连接必须符合相关的标准和规范,以确保连接的安全性和可靠性。
3.在连接管道时,需要使用专业的工具和设备,以确保连接的准确性和稳定性。
承插铸铁管是一种常见的管道连接方式,它具有连接牢固、稳定、密封性好等优点,广泛应用于工业、建筑、市政等领域。
在使用承插铸铁管进行管道连接时,需要注意连接的方法和注意事项,以确保连接的质量和稳定性。

在PE管热熔承插连接中,需要关注以下参数:
1.温度:热熔温度是关键参数,通常在200-230°C之间。
合适的温度能确保
管材充分熔化,并保证熔接质量。
2.时间:热熔时间取决于管材的厚度和热熔机的规格。
适当的热熔时间能使
材料充分熔合,确保其强度和密封性。
3.压力:承插时的压力也很重要,它有助于管材紧密结合。
适当的压力可以
排除空气,确保连接的紧密性。
4.角度:插入的角度会影响到承插的深度和连接的稳定性。
保持适当的角度
有助于管材的稳定连接。
5.环境条件:操作时的环境温度、湿度等也会影响热熔效果。
保持适宜的环
境条件有助于获得更好的连接效果。
6.操作人员技能:操作人员的技能和经验对热熔承插连接的质量也有很大影
响。
定期培训和技能提升有助于提高连接质量。
总的来说,PE管热熔承插连接参数需要综合考虑,确保每个环节都达到最佳状态,才能获得高质量的连接效果。
在实际操作中,应严格按照相关规范进行,并定期检查和维护设备,以确保其正常运行。
承插连接承插连接主要用于铸铁管的连接。
承插式铸铁管与管件的一端为承口,另一端为插口,在承口与插口之间的环形间隙中填入麻丝或胶圈,再用水泥或铅密封,以保证接口的严密。
见图6-3。
铸铁管曾经是燃气管道的主要管材之一,近年来已逐渐减少,要用于输水管道。
二、接口的施工1.铸铁管、管件检验铸铁管应有制造厂的名称或商标、制造日期及工作压力符号等标记。
内外表面应整洁、不得有裂缝、瘪陷和错位等缺陷;承插部分不得有粘砂及凸起承口根部不得有凹陷;其他部分的局部凹陷不得大于5mm;间断沟陷、局部重皮及疤痕的深度不大于5%壁厚加2mm,环状重皮及划伤深度不大于5%壁厚加1mm。
内外表面的漆层应完整光洁,附着牢固。
施工前应逐根管子用手锤轻轻敲击管端,如发出清脆的声音,说明管子完好;如发出破裂之音,说明管子有裂纹,应找出破裂之处,截去再用。
检查管内有无土、石等污物,如有时可用中间挂有棉丝或破布的铁丝,在管内拖拉几次予以清除。
2.管口清理用棉丝或破布将承插部分擦干擦净。
当用水泥作填料时,为了增加填料与管壁间的附着力,应将承插口的沥青除掉。
一般是先用喷灯烧烤,再用钢丝刷清除,最后用破布擦净。
3.对口要求铸铁管对口最大间隙见表6-7。
铸铁管环形间隙允许偏差见表6-8。
表6-7 铸铁管对口最大间隙(mm)管径沿直铺设时沿曲线铺设时7545100~25057300~500610600~700711表6-8 铸铁管接口环形间隙允许偏差(mm)管径标准环形间隙允许偏差75~20010+3-2250~45011+4-2500~70012+4-24.接口工作坑事先在沟槽内管子接口处挖好接口工作坑,其尺寸以向接口内加填料与打口、质量检验方便为准。
工作坑的尺寸参考表6-9。
机械接口按实际情况而定。
表6-9 铸铁管接口工作坑尺寸管径宽度长度深度承口前承口后75~200管外径+600800200300250~700管外径+120010003004005.青铅接口(1)填油麻把油麻搓成直径大于接口环形间隙三分之一的麻辫。
承插连接承插连接主要用于铸铁管的连接。
承插式铸铁管与管件的一端为承口,另一端为插口,在承口与插口之间的环形间隙中填入麻丝或胶圈,再用水泥或铅密封,以保证接口的严密。
见图6-3。
铸铁管曾经是燃气管道的主要管材之一,近年来已逐渐减少,要用于输水管道。
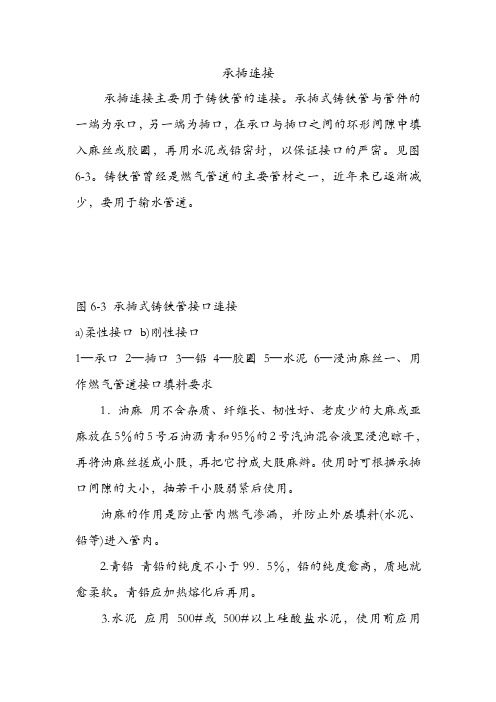
图6-3 承插式铸铁管接口连接a)柔性接口b)刚性接口1—承口2—插口3—铅4—胶圈5—水泥6—浸油麻丝一、用作燃气管道接口填料要求1.油麻用不含杂质、纤维长、韧性好、老皮少的大麻或亚麻放在5%的5号石油沥青和95%的2号汽油混合液里浸泡晾干,再将油麻丝搓成小股,再把它拧成大股麻辫。
使用时可根据承插口间隙的大小,抽若干小股弱紧后使用。
油麻的作用是防止管内燃气渗漏,并防止外层填料(水泥、铅等)进入管内。
2.青铅青铅的纯度不小于99.5%,铅的纯度愈高,质地就愈柔软。
青铅应加热熔化后再用。
3.水泥应用500#或500#以上硅酸盐水泥,使用前应用0.5mm的孔眼筛子过筛。
不得使用受潮或失效水泥,并没有结块和杂物。
水灰比一般取1:3~4(质量比)。
4.橡胶圈人工煤气中含有多种芳香烃、苯、酚等,对天然橡胶和一般的合成橡胶有腐蚀作用,故应选用耐燃气腐蚀的丁腈橡胶。
橡胶圈外观应粗细均匀,质地柔软,无气泡、裂纹、重皮,胶圈的物理性能应符合表6-4的要求。
表6-4 胶圈的物理性能含胶量(%)邵氏硬度拉应力/(N/m2)伸长率(%)永久变形(%)老化系数(70℃,72h)≥6545~55≥1.6×107≥50025≥0.8胶圈的断面直径应符合表6-5的要求。
表6-5 胶圈断面直径承口与插口间的空隙8910111213胶圈断面直径171819212223橡胶圈的内环径一般应为插口处径的0.85 ~0.87倍。
承插接口密封填料性能及用途,见表6-6。
表6-6 承插式接口密封填料性能及用途接口名称性能主要填料用途水泥接口刚性橡胶圈—水泥1.中压管道;2.敷设于车行道下低压道;3.临近建筑物的低压管油麻—水泥埋设于非道路下低压管青铅接口柔性橡胶圈—青铅1.中压管道管件接口;2.中压管道连接管段的接口;3.某些场合的特殊要求油麻—青铅1.低压管道管件接口;2.低压管连接管段接口;3.无法使用橡胶圈的中、低压管接口二、接口的施工1.铸铁管、管件检验铸铁管应有制造厂的名称或商标、制造日期及工作压力符号等标记。

混凝土承插式连接技术规程一、前言混凝土承插式连接技术是一种常用的施工技术,用于连接混凝土构件。
该技术具有连接牢固、施工简便等优点,在工程建设中得到广泛应用。
为了确保混凝土承插式连接的质量和安全,本文将详细介绍混凝土承插式连接技术规程。
二、材料准备1.混凝土构件:应符合设计要求,混凝土强度等级不低于C20。
2.连接钢筋:应符合设计要求,钢筋直径应不小于连接柱芯直径的1/3。
3.连接套筒:应符合设计要求,套筒应为无缝钢管或焊接钢管,壁厚应不小于连接柱芯直径的1/10。
4.连接板:应符合设计要求,连接板应为钢板或钢板焊接构件,厚度应不小于连接柱芯直径的1/10。
5.混凝土填充材料:应符合设计要求,填充材料应为砂浆或混凝土。
三、连接柱准备1.连接柱的表面应清理干净,去除松动的混凝土和灰尘等杂物。
2.测量连接柱的直径,并根据直径选择相应的连接套筒和连接板。
3.钻孔:在连接柱上钻孔,孔径应略大于连接套筒外径,孔深应不小于连接套筒长度的1/2。
四、连接套筒安装1.在连接板上钻孔,孔径应略大于连接套筒外径,孔距应与连接柱上的孔距相同。
2.将连接套筒插入连接柱孔内,保持连接套筒与连接柱中心重合。
3.在连接套筒上涂刷适量的防锈涂料。
4.将连接板穿过连接套筒,使之与连接柱表面平齐,用螺栓将连接板固定在连接柱上。
五、混凝土填充1.在连接板周围放置临时支撑,确保连接板不会移动。
2.将混凝土填充至连接套筒顶部,填充时应采用振动棒进行振实。
3.待混凝土凝固后,拆除临时支撑。
六、验收1.检查连接板与连接柱之间的间隙是否填充充实,是否存在空洞等缺陷。
2.检查连接板与连接柱之间的连接是否牢固、稳定。
3.检查混凝土填充是否均匀、密实,是否存在裂缝等缺陷。
4.检查连接柱的外观是否平整、无损坏。
七、安全注意事项1.在进行钻孔、安装连接套筒等施工过程中,应采取相应的防护措施,确保工人的人身安全。
2.在混凝土填充过程中,应采用振动棒进行振实,以确保混凝土填充充实、密实。

承插连接定额
承插连接定额是指在建筑工程中,各种管道、设备、附件等构件之间通过承插连接的方式进行固定和连接的定额标准。
承插连接是一种常见的固定连接方式,它使用承插件和插入件完成连接,具有结构简单、安装方便、密封效果好等优点。
承插连接定额通常包括以下内容:承插件和插入件的规格和型号、连接件的数量、连接件的材质和质量要求、连接件的安装要求和工艺流程、连接部位的尺寸和位置、连接部位的密封要求等。
在建筑工程中,承插连接定额的制定对于保证工程质量、提高建筑结构的稳定性具有重要的意义。
合理制定承插连接定额,能够避免连接件规格不匹配、连接件质量不合格、连接件安装不规范等问题带来的质量隐患。
同时,承插连接定额的制定也需要考虑到工程的实际情况和使用要求,确保连接件能够满足工程设计和使用要求。
- 1 -。
承插连接操作方法承插连接操作方法是一种将两个或多个零件或设备连接在一起的方法。
这种连接方式广泛应用于各种工业领域和家庭使用中。
下面将详细介绍一些常见的承插连接操作方法。
1. 螺纹连接:螺纹连接是一种常见的承插连接方式,通过两个零件上的内外螺纹相互嵌合来实现连接。
首先,需要确定连接的零件上哪一块是母螺纹,哪一块是公螺纹。
然后,将两个零件用手或工具转动,使它们的螺纹相互嵌合,直到达到所需的连接紧固力。
在使用螺纹连接时,需要注意选择正确的螺纹尺寸和螺纹类型,以确保连接的可靠性和密封性。
2. 法兰连接:法兰连接是通过法兰盘将两个零件连接在一起的一种方式。
首先,需要选择合适的法兰盘和垫片。
然后,将法兰盘放置在一个零件上,并根据法兰盘上的孔位将其固定在零件上。
接下来,将另一个零件放置在法兰盘上,并使用螺钉或螺母将两个零件紧固在一起。
在使用法兰连接时,需要注意选择合适的法兰标准和密封材料,以确保连接的紧密性和密封性。
3. 接插连接:接插连接是一种通过插头和插座将两个电子设备连接在一起的方式。
首先,需要确定插头和插座的类型和规格。
然后,将插头插入插座中,并确保插入的位置正确。
在插入插头时,需要用适当的力气将其插入,以确保稳固的连接。
在拆卸时,要轻轻拔出插头,避免对插头和插座造成不必要的损坏。
4. 管接连接:管接连接是一种通过管道和接头将两个管道连接在一起的方式。
首先,需要选择合适的管道和接头。
然后,将两个管道的末端截平,并清理其表面,使其光滑。
接下来,将接头置于两个管道的末端,并用丝扣或紧固夹将其连接在一起。
在进行管接连接时,需要注意选择合适的密封材料和紧固方式,以确保连接的密封性和稳固性。
以上是一些常见的承插连接操作方法,不同的连接方式适用于不同的应用场景。
在进行连接操作时,需要注意选择合适的连接材料和工具,并按照正确的操作步骤进行连接,以确保连接的质量和可靠性。
混凝土管承插接口做法
承插管件是一种连接管件,主要用于连接管道并传递压力。
1、材料:承插管件通常采用钢、铸铁、不锈钢等材料制成。
2、连接方式:承插管件采用承插连接方式,即将管子的承口插入管子的承口,用嵌缝材料嵌缝,再用密封材料密封,使其成为一个牢固的封闭整体。
3、接口形式:承插管件的接口形式有刚性接口和柔性接口两种。
刚性接口采用水泥、石棉水泥等材料进行接口,柔性接口则采用橡胶圈、不锈钢卡箍等材料进行接口。
4、加工工艺:承插管件通常采用模压、锻造、铸造等加工工艺生产。
5、标准:承插管件有不同的标准,如GB/T14383、ASME B16.11、SH3410、HG/T21634等,不同的标准有不同的规格和尺寸要求。
管道插接和粘结是管道安装中常见的两种方法,以下是它们的详细介绍:
管道插接方法:
1.承插连接:主要用于铸铁管、陶瓷管、塑料管等的连接。
承插连接的接口主要
有青铅接口、石棉水泥接口、自应力水泥接口等。
其中,青铅接口具有较好的弹性、刚性和抗震性,但成本较高,主要用于抢修或管道抗震要求高的场合;石棉水泥接口具有较高的强度和抗震性,但劳动强度大;自应力水泥接口劳动强度小,但只适用于工作压
力不超过1.2MPa的承插管道,且抗震性差。
2.卡套式连接:操作方便、简洁,只需选择正确的配件即可使连接处紧密、不渗
漏,并能承受足够的压力。
卡套式连接分为非操作接头A型和可操作接头B型两种。
管道粘结方法:
1.管材或管道粘合前,应用棉纱或干布将承口内侧和插口外侧擦拭干净,使被粘
接面保持清洁,无尘砂与水迹。
当表面沾有油污时,需用棉纱蘸丙酮等清洁剂擦净。
2.粘接前应将管材、管件试插一次,观察管材、管件间接触面配合情况,并在插
入端表面划出插入承口深度的表线。
3.用毛刷将粘胶剂迅速涂在外侧及承口内侧接合面上,先涂承口后涂插口,应轴
向涂刷,涂刷均匀适量。
4.承插口涂刷粘胶剂后,应立即找正方向性将管端插入承口,用力挤压,使管端
插入深度至划表线,并保证承接口的直度和接口位置正确,同时必须保持规定的时间,以防止接口滑脱。
以上是管道插接和粘结的常用方法,具体操作时还需根据管道材料、工作压力、使用环境等因素进行选择和调整。
同时,在进行管道安装时,应遵循相关安全规范,确保操作安全。
热熔承插连接方法首先是光纤的切割。
在进行热熔承插之前,必须先将待连接的光纤进行切割。
切割时需要使用光纤切割刀,将光纤轻轻地压断。
切割的位置应该尽量接近光纤的外部保护层,避免破坏光纤的纤芯和包层。
切割完成后,需要进行打磨。
打磨的目的是使光纤端面平整、光滑,并且保证两根光纤的端面的平面度和垂直度。
打磨通常采用抛光机进行,将光纤端面放置在抛光盘上,并采用旋转的方式进行打磨,直到光纤端面达到要求。
打磨完成后,需要对光纤端面进行清洁。
在清洁时需要慎重,避免使用带擦拭纤维的纸巾或者毛刷,以免划伤光纤端面。
常用的清洁方法有使用清洁剂和棉纱棒。
先将少量清洁剂涂抹在棉纱棒上,然后轻轻擦拭光纤端面,直到清洁剂挥发完全。
接下来是进行热熔承插。
在承插之前,将两根光纤的纤芯对准,并利用显微镜对其进行确认。
然后,将两根光纤插入热熔承插机中,确保两根光纤的端面完全对接。
接下来,热熔承插机会自动进行热熔和冷却的过程。
在热熔过程中,高温会将光纤端面熔化,并且通过表面张力的作用将两根光纤连接在一起。
冷却过程中,熔接区域会逐渐冷却固化,形成稳定可靠的连接。
最后是热熔承插连接的检验。
在热熔承插完成后,需要使用显微镜对连接点进行检查,确认连接是否成功。
主要检查连接点的接触度、光线的透过情况以及连接点的平整度等。
如果连接点出现问题,可以重新进行热熔承插,直到得到满意的结果。
总之,热熔承插连接方法是一种常用的光纤连接方式,通过熔接光纤端面,保证连接的稳定性和可靠性。
在进行热熔承插之前,需要对光纤端面进行切割、打磨和清洁等准备工作。
然后,在热熔承插机的帮助下进行热熔和冷却的过程。
最后,对连接点进行检验,确保连接的质量符合要求。
这种连接方法已被广泛应用于光纤通信和光纤传感等领域,为光纤技术的发展提供了重要支持。
承插连接
承插连接主要用于铸铁管的连接。
承插式铸铁管与管件的一端为承口,另一端为插口,在承口与插口之间的环形间隙中填入麻丝或胶圈,再用水泥或铅密封,以保证接口的严密。
见图6-3。
铸铁管曾经是燃气管道的主要管材之一,近年来已逐渐减少,要用于输水管道。
二、接口的施工
1.铸铁管、管件检验铸铁管应有制造厂的名称或商标、制造日期及工作压力符号等标记。
内外表面应整洁、不得有裂缝、瘪陷和错位等缺陷;承插部分不得有粘砂及凸起承口根部不得有凹陷;其他部分的局部凹陷不得大于5mm;间断沟陷、局部重皮及疤痕的深度不大于5%壁厚加2mm,环状重皮及划伤深度不大于5%壁厚加1mm。
内外表面的漆层应完整光洁,附着牢固。
施工前应逐根管子用手锤轻轻敲击管端,如发出清脆的声音,说明管子完好;如发出破裂之音,说明管子有裂纹,应找出破裂之处,截去再用。
检查管内有无土、石等污物,如有时可用中间挂有棉丝或破布的铁丝,在管内拖拉几次予以清除。
2.管口清理用棉丝或破布将承插部分擦干擦净。
当用水泥作填料时,为了增加填料与管壁间的附着力,应将承插口的沥青除掉。
一般是先用喷灯烧烤,再用钢丝刷清除,最后用破布擦净。
3.对口要求铸铁管对口最大间隙见表6-7。
铸铁管环形间隙允许偏差见表6-8。
表6-7 铸铁管对口最大间隙(mm)
管径沿直铺设时沿曲线铺设时7545100~25057300~500610600~700711
表6-8 铸铁管接口环形间隙允许偏差(mm)
管径标准环形间隙允许偏差75~20010+3
-2250~45011+4
-2500~70012+4
-2
4.接口工作坑事先在沟槽内管子接口处挖好接口工作坑,其尺寸以向接口内加填料与打口、质量检验方便为准。
工作坑的尺寸参考表6-9。
机械接口按实际情况而定。