机器视觉基础学习介绍共50页文档
- 格式:ppt
- 大小:3.80 MB
- 文档页数:50

机器视觉培训系列教程之基础入门培训第一节:机器视觉的概念和应用机器视觉是一种用于模拟人眼视觉系统的技术,它可以让机器像人一样“看”和“理解”周围的环境。
机器视觉的应用非常广泛,包括工业自动化、智能制造、无人驾驶、智能医疗等领域。
它可以帮助我们实现自动化生产,提高生产效率和产品质量;可以帮助机器人在复杂环境中实现导航和操作;可以帮助交通管理部门进行智能监控和交通管制。
通过机器视觉技术,我们可以让机器更好地适应人类生活和工作的需求,实现智能化、便捷化和高效化。
第二节:机器视觉技术的原理机器视觉技术主要包括图像采集、图像处理和图像识别三个方面。
图像采集是指通过摄像头等设备获取环境的图像信息;图像处理是指对采集到的图像进行处理和分析,包括去噪、滤波、边缘检测等操作;图像识别是指通过图像处理技术对图像中的目标进行识别和分类。
这三个方面相互配合,共同构成了机器视觉技术的基本原理和方法。
第三节:机器视觉的技术方法机器视觉的技术方法主要包括特征提取、对象识别、目标跟踪等。
特征提取是指从图像中提取出具有代表性的特征信息,如颜色、纹理、形状等;对象识别是指通过对特征点进行匹配和分类,识别出图像中的对象;目标跟踪是指通过对图像序列的处理和分析,实现对目标的实时监测和跟踪。
这些方法在机器视觉技术中起着非常重要的作用,对于实现各种应用场景具有至关重要的意义。
第四节:机器视觉的发展趋势机器视觉技术正以前所未有的速度和规模发展,未来的发展趋势主要包括深度学习、云端计算、多传感器融合等方面。
深度学习是指通过建立多层神经网络模型对图像进行识别和分类,实现更加精准和智能的图像处理;云端计算是指通过云平台实现图像数据的存储和计算,实现更加灵活和便捷的信息处理;多传感器融合是指通过多种传感器对环境进行多维度、多层次的感知,实现更加全面和深入的信息获取。
这些发展趋势将进一步推动机器视觉技术的发展,为各种应用场景提供更加全面、智能和便捷的解决方案。
机器视觉培训教程第一点:机器视觉基础理论机器视觉是人工智能的一个重要分支,它涉及到计算机科学、图像处理、模式识别、机器学习等多个领域。
在本部分,我们将介绍机器视觉的基础理论,包括图像处理、特征提取、目标检测、图像分类等核心概念。
1.1 图像处理:图像处理是机器视觉的基本环节,主要包括图像增强、图像滤波、图像边缘检测等操作。
这些操作可以帮助机器更好地理解图像中的信息,提取出有用的特征。
1.2 特征提取:特征提取是机器视觉中的关键步骤,它的目的是从图像中提取出具有区分性的特征信息。
常用的特征提取方法有关联矩阵、主成分分析(PCA)、线性判别分析(LDA)等。
1.3 目标检测:目标检测是机器视觉中的一个重要任务,它的目的是在图像中找到并识别出特定目标。
常用的目标检测方法有基于滑动窗口的方法、基于区域的方法、基于深度学习的方法等。
1.4 图像分类:图像分类是机器视觉中的应用之一,它的目的是将给定的图像划分到预定义的类别中。
常用的图像分类方法有支持向量机(SVM)、卷积神经网络(CNN)等。
第二点:机器视觉应用案例机器视觉在现实生活中的应用非常广泛,涵盖了工业检测、自动驾驶、安防监控、医疗诊断等多个领域。
在本部分,我们将介绍几个典型的机器视觉应用案例,以帮助大家更好地理解机器视觉的实际应用。
2.1 工业检测:机器视觉在工业检测领域的应用非常广泛,它可以用于检测产品的质量、尺寸、形状等参数,提高生产效率,降低人工成本。
2.2 自动驾驶:机器视觉在自动驾驶领域的应用主要包括环境感知、车辆定位、目标识别等。
通过识别道路标志、行人、车辆等障碍物,自动驾驶系统可以做出相应的决策,保证行驶的安全性。
2.3 安防监控:机器视觉在安防监控领域的应用主要包括人脸识别、行为识别、车辆识别等。
通过实时监控和分析监控画面,机器视觉系统可以有效地发现异常情况,提高安防效果。
2.4 医疗诊断:机器视觉在医疗诊断领域的应用主要包括病变识别、组织分割、影像分析等。
机器视觉基础入门机器视觉系统是指通过机器视觉产品(即图像摄取装置,分CMOS和CCD两种)把图像抓取到,然后将该图像传送至处理单元,通过数字化处理,根据像素分布和亮度、颜色等信息,来进行尺寸、形状、颜色等的判别。
进而根据判别的结果来控制现场的设备动作。
机器视觉伴随计算机技术、现场总线技术的发展,技术日臻成熟,已是现代加工制造业不可或缺的产品,广泛应用于食品和饮料、化妆品、制药、建材和化工、金属加工、电子制造、包装、汽车制造等行业。
利用机器视觉,可以代替传统的人工检测方法,可以极大提高产品质量,提高生产效率。
优越性由于机器视觉系统可以获取大量信息,而且易于自动处理,也易于同信息控制系统集成;因此,在现代自动化生产过程中,人们将机器视觉系统广泛地用于工况监视、成品检验和质量控制等领域。
机器视觉系统的特点是提高生产的柔性和自动化程度。
在一些不适合于人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉。
同时,在大批量工业生产过程中,用人工视觉检查产品质量效率低且精度不高,用机器视觉检测方法可以大大提高生产效率和生产的自动化程度。
而且机器视觉易于实现信息集成,是实现计算机集成制造的基础技术。
机器视觉检测系统的类型机器视觉工业检测系统就其检测性质和应用范围分为:定量和定性检测两大类,每类又分为不同的子类。
机器视觉在工业在线检测的各个应用领域十分活跃,如印刷电路板的视觉检查、钢板表面的自动探伤、大型工件平行度和垂直度测量、容器容积或杂质检测、机械零件的自动识别分类和几何尺寸测量等。
此外,在许多其它方法难以检测的场合,利用机器视觉系统可以有效地实现。
机器视觉的应用正越来越多地代替人去完成许多工作,这无疑在很大程度上提高了生产自动化水平和检测系统的智能水平。
机器视觉常用术语pass指的是用“视觉系统”对被测体进行检测之后的结果为正确。
也就是说被测体是正品。
fail指的是“视觉系统”检测结果被测体不符合要求,为次品。
机器视觉基础知识概述机器视觉就是用机器代替人眼来做测量和判断。
机器视觉系统是指通过机器视觉产詁将被摄取口标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。
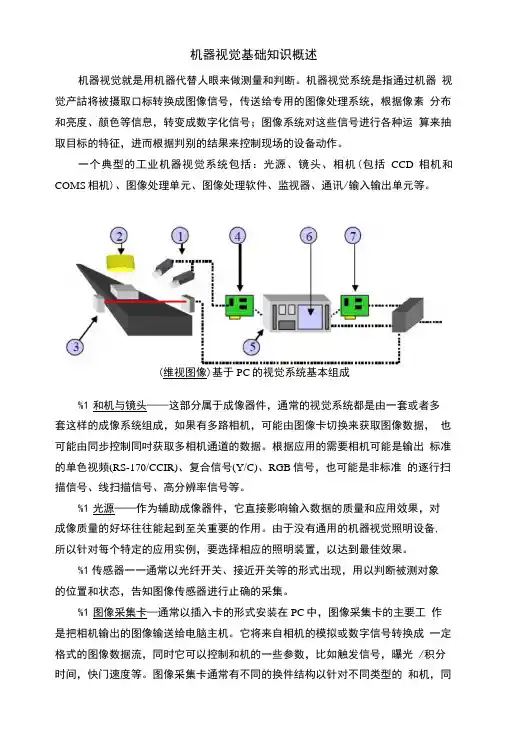
一个典型的工业机器视觉系统包括:光源、镜头、相机(包括CCD相机和COMS相机)、图像处理单元、图像处理软件、监视器、通讯/输入输出单元等。
(维视图像)基于PC的视觉系统基本组成%1和机与镜头——这部分属于成像器件,通常的视觉系统都是由一套或者多套这样的成像系统组成,如果有多路相机,可能由图像卡切换来获取图像数据,也可能由同步控制同吋获取多相机通道的数据。
根据应用的需要相机可能是输出标准的单色视频(RS-170/CCIR)、复合信号(Y/C)、RGB信号,也可能是非标准的逐行扫描信号、线扫描信号、高分辨率信号等。
%1光源——作为辅助成像器件,它直接影响输入数据的质量和应用效果,对成像质量的好坏往往能起到至关重要的作用。
由于没有通用的机器视觉照明设备, 所以针对每个特定的应用实例,要选择相应的照明装置,以达到最佳效果。
%1传感器一一通常以光纤开关、接近开关等的形式出现,用以判断被测对象的位置和状态,告知图像传感器进行止确的采集。
%1图像采集卡—通常以插入卡的形式安装在PC中,图像采集卡的主要工作是把相机输出的图像输送给电脑主机。
它将来自相机的模拟或数字信号转换成一定格式的图像数据流,同时它可以控制和机的一些参数,比如触发信号,曝光 /积分时间,快门速度等。
图像采集卡通常有不同的换件结构以针对不同类型的和机,同时也有不同的总线形式,比如PCI、PCI64、Compact PCI, PC104, ISA 等。
%1PC平台一一电脑是一个PC式视觉系统的核心,在这里完成图像数据的处理和绝大部分的控制逻辑,对于检测类型的应用,通常都需要较高频率的CPU, 这样可以减少处理的时间。