2013-05等离子体加工要点
- 格式:ppt
- 大小:16.49 MB
- 文档页数:10

2007.07不同材料的等离子弧焊接工艺要点浅谈蒋才城(岳阳工业技术学院湖南岳阳414000)摘要:本文结合等离子弧焊接原理,具体介绍了高温合金、铝及铝合金、钛及钛合金、银与铂等金属材料等离子弧焊接的工艺要点及工艺参数。
关键词:等离子弧焊接焊接工艺小孔型等离子弧焊熔透型等离子弧焊微束等离子弧焊中图分类号:TG47文献标识码:A 文章编号:1007-8320(2007)07-0011-02The Technologic Point of Plasma arc Welding for Assorted MaterialJiang Caicheng(Yueyang technology institute Hunan Yueyang 414000)Abstract:This text introduces the technologic point of plasma arc welding for high temperature alloy,aluminium and alumin-um alloy,titanium and titanium alloy,argentum ,platinum,etc.Key words:Plasma arc welding ,welding technology ,keyhole-mode welding ,fusion type plasma arc welding ,micro-plasma arc welding等离子弧焊是在钨极氩弧焊的基础上发展起来的一种焊接方法,它是以钨极作为电极,等离子弧为热源的熔焊方法。
钨极氩弧焊使用的热源是常压状态下的自由电弧,简称自由钨弧。
等离子弧焊用的热源则是将自由钨弧压缩强化之后而获得电离度更高的电弧等离子体,称等离子弧,又称压缩电弧。
两者在物理本质上没有区别,仅是弧柱中电离程度上的不同。
由于等离子弧弧柱温度高,能量密度大,因而对焊件加热集中,熔透能力强,一次可焊透的厚度如表1所示,在同样熔深下其焊接速度比TIG 焊高,故可提高焊接生产率。

离子束与等离子体加工的原理与特点及这两种加工技术在高精度表面抛光中应用。
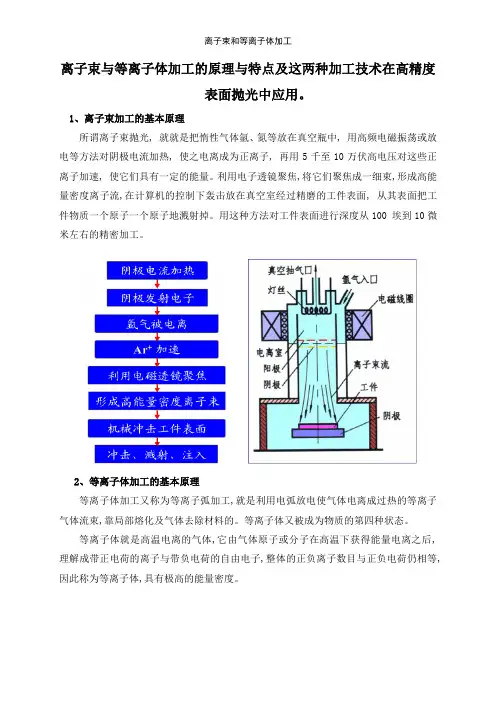
1、离子束加工的基本原理所谓离子束抛光, 就就是把惰性气体氩、氮等放在真空瓶中, 用高频电磁振荡或放电等方法对阴极电流加热, 使之电离成为正离子, 再用5千至10万伏高电压对这些正离子加速, 使它们具有一定的能量。
利用电子透镜聚焦,将它们聚焦成一细束,形成高能量密度离子流,在计算机的控制下轰击放在真空室经过精磨的工件表面, 从其表面把工件物质一个原子一个原子地溅射掉。
用这种方法对工件表面进行深度从100 埃到10微米左右的精密加工。
2、等离子体加工的基本原理等离子体加工又称为等离子弧加工,就是利用电弧放电使气体电离成过热的等离子气体流束,靠局部熔化及气体去除材料的。
等离子体又被成为物质的第四种状态。
等离子体就是高温电离的气体,它由气体原子或分子在高温下获得能量电离之后,理解成带正电荷的离子与带负电荷的自由电子,整体的正负离子数目与正负电荷仍相等,因此称为等离子体,具有极高的能量密度。
3、离子束加工主要的特点(1)属于原子级逐层去除加工,加工精度高(2)加工生产污染小(3)加工应力、变形小(4)加工范围广(利用机械碰撞能量加工)(5)易实现自动化(6)设备复杂、价格贵4、等离子体加工主要的特点由于等离子体电弧对材料直接加热,因而比用等离子体射流对材料的加热效果好得多。
因此,等离子体射流主要用于各种材料的喷镀及热处理等方面;等离子体电弧则用于金属材料的加工、切割以及焊接等。
等离子弧不但具有温度高、能量密度大的优点,而且焰流可以控制。
适当的调节功率大小、气体类型、气体流量、进给速度与火焰角度,以及喷射距离,可以利用一个电极加工不同厚度与多种材料。
5、离子束抛光的典型应用离子束抛光就是 1965 年美国亚利桑那大学的工作人员发现并研制成功的。
目前,美国离子光学公司、法兰克福兵工厂早已研制成功离子束抛光设备,并应用于生产。
此外,日本、英国、法国等国也已开发与研究了这一新技术。
聚焦离子束在超精密加工检测中的应用摘要:随着科技的发展聚焦离子速在加工中的应用越来越广泛,因而本文主要介绍了聚焦离子速的加工原理、分类等,同时还着重介绍了聚焦离子速在加工超精密刀具(金刚石刀具)以及抛光方面的一些加工应用。
关键词:聚焦离子束技术、金刚石刀具、抛光引言一系统介绍离子速加工技术1离子束加工的原理:离子束加工的原理是在真空条件下,将离子源产生的离子束经过加速聚焦,使之撞击到工件表面,靠微观的机械撞击能量来加工的。
与电子束相比:1)相同点①在真空条件中进行②粒子束加工2)不同点①带正电荷的离子。
质量比电子大数千、数万倍,如氩离子的质量是电子的7.2万倍。
②靠微观的机械撞击能量来加工的。
离子束比电子束具有更大的撞击动能[1]。
2离子束加工的物理基础:离子束射到材料表面时所发生的撞击效应、溅射效应、注入效应1)离子的撞击效应和溅射效应:具有一定动能的离子斜射到工件材料(或靶材)表面时,可以将表面的原子撞击出来,这就是离子的撞击效应和溅射效应。
离子刻蚀(离子铣削) 、离子溅射沉积和离子镀①离子刻蚀(离子铣削) :如果将工件直接作为离子轰击的靶材,工件表面就会受到离子刻蚀(也称离子铣削加工)。
②离子溅射沉积和离子镀:如果将工件放置在靶材附近,靶材原子就会溅射到工件表面而被溅射沉积吸附,使工件表面镀上一层靶材原子的薄膜。
2)注入效应:如果离子能量足够大并垂直工件表面撞击时,离子就会钻进工件表面,这就是离子的注入效应。
3离子束加工的特点离子束加工技术是作为一种微细加工手段出现,成为制造技术的一个重要补充,随着电子工业和机械的发展获得成功的应用,其特点如下:(1)易于精确控制。
离子束可以通过离子光学系统进行聚焦扫描,共聚焦光斑可达到1um 以内,因而可以精确控制尺寸范围。
(2)加工时产生污染少。
加工时在较高真空状态下进行,特别适用于加工易氧化的金属、合金及半导体材料。
(3)加工应力小、变形小,对材料适应性强。
等离子体加工的原理
1. 等离子体加工是利用等离子体的特性来进行材料加工的技术。
2. 在真空腔室中充入工质气体,施加电压ion化气体形成等离子体。
3. 等离子体中的离子、电子、自由基、激发态原子等具有强烈的化学活性。
4. 这些活性粒子与待加工工件材料互相作用,使材料表面发生物理化学变化。
5. 根据要达到的加工目的,可以选择不同的工质气体,如氧、氮、氩气体等。
6. 通过调节工艺参数,控制等离子体的性质,选择性地与材料反应从而实现加工。
7. 应用等离子体腐蚀、溅射、沉积等效应,可以进行清洗、蚀刻、改性、镀膜等。
8. 等离子体可以精确控制,实现对材料表面层的选择性处理。
9. 等离子体表面处理可以改善材料的表面性能,提高耐腐蚀、硬度、导电性等。

等离子体加工技术随着科学技术的不断发展,工业需求的不断提高,各种高新设备应运而生,然而要加工这些设备就要使用更先进的加工技术。
而等离子体加工方法就是一种不断发展的新型加工技术。
目前科学与工程技术的发展对新材料、新结构、新工艺的要求日益迫切。
人们不仅要对材料的表面性能进行改进,而且还要了解元素(原子)的相互作用,新相的形成,亚稳态、非晶态的形成等机制;对一些结构器件的要求已达到了μm、nm 量级。
在实现这些要求的过程中,作为特种加工手段之一的等离子体加工工艺的应用越来越广泛,实际上,等离子体之所以成为现代制造技术的重要手段之一,是由其能量状态决定的。
物体由固体到等离子体态的转化过程中,都伴随有足够能量的输入。
所以作为一种物质形态的等离子体具有最高的能量状态,为现代材料加工提供了巨大潜力。
主要应用当光打在金属表面时,二维光或是等离子体就会被激发。
等离子体可以被看作是光子和电子的连接。
可以建立一个混合原则,由光转变成的等离子体在金属表面传播时(该等离子体的波长比原始光波的波长小的多);等离子体能被二维光学仪器(镜子、波导、透镜等)处理,等离子体能再次转变成光或者电信号。
等离子体传感器和癌症治疗仪:NaomiHalas描述了等离子体怎样激发小金属层表面的,米粒形状的粒子能量很大,做光谱学试验的光是微分子数量级。
等离子体在米粒状粒子弯曲顶端处等离子体电场比用来激发等离子体的电场强很多,并且它在很大程度上改进了光谱的速率和精确性。
换一种说法,纳米数量级的等离子体不仅可以用来鉴定,还可以用来杀死癌细胞。
等离子体显微镜:IgorSmolyaninov、/m/products.aspx?TypeId=68&fid=t3:68:3报道称他和他的同事能够拍下来空间分辨率在60nm的物体(如果是实用材料,分辨率能达到30nm),而用激光激发只能达到515nm。
换句话说,用这种分辨率制造的显微镜会比平常使用的衍射方法好的多;而且,这更是远场显微镜光源不用放在少于光波长的范围内。
等离子体加工的方法及应用摘要:等离子体是高温下获得能量电离之后,离解成带正电荷的离子和带负电荷的自由电子,整体的正负离子数目和正负电荷数值仍相等,因此称为等离子体。
以下具体论述等离子体加工的方法及实际应用。
关键词:等离子加工电弧一、等离子体的三种效应1.机械压缩效应。
电弧在被迫通过喷嘴通道喷出时,通常对电弧产生机械压缩作用,而喷嘴通道的直径和长度对机械压缩效应的影响很大。
2.热收缩效应。
喷嘴内部通入冷却水,使喷嘴内壁受到冷却,温度降低,因而靠近内壁的气体电离度急剧下降,导电性差,电弧中心导电性好,电离度高,电弧电流被迫在电弧中心高温区通过,使电弧的有效截面缩小,电流密度大大增加。
这种因冷却而形成的电弧截面缩小作用,就是热收缩效应,一般高速等离子气体流量越大,压力越大,冷却越充分,则热收缩效应越强烈。
3.磁收缩效应。
由于电弧电流周围磁场的作用,迫使电弧产生强烈的收缩作用,使电弧变得更细,电弧区中心电流密度更大,电弧更稳定而不扩散。
上述三种压缩效应的综合作用,使等离子体的能量高度集中,电流密度、等离子体电弧的温度都很高,达到11000~28000℃(普通电弧仅5000~8000℃),气体的电离度也随着剧增,并以极高的速度从喷嘴孔喷出,具有很大的动能和冲击力,当达到金属表面时,可以释放出大量的热能,加热和熔化金属,并将熔化的金属材料吹除。
等离子电弧不但具有温度高、能量密度大的优点,而且焰流可以控制。
二、材料去除速度和加工精度等离子体切割的速度是很高的,成形切割厚度为25mm的铝板时的切割速度为760mm/min,而厚度为6.4mm钢板的切割速度为4060mm/min,采用水喷时可增加碳钢的切割速度,对厚度为5mm的钢板,切割速度为6100mm/min。
切边的斜度一般为2—7°,仔细控制工艺参数时,斜度可保持在1—2°。
厚度小于25mm的金属,切缝宽度为2.5—5mm;厚度可达150mm的金属,切缝宽度为10—20mm。
等离子体切割技术的使用技巧总结等离子体切割技术是一种广泛应用于工业领域的切割工艺,它以高温等离子体为切割工具,具有快速、高效、精确的特点。
在各行各业中,等离子体切割技术已成为不可或缺的工具之一。
本文将总结一些等离子体切割技术的使用技巧,希望能对广大读者有所帮助。
一、选择合适的等离子体切割设备在进行等离子体切割前,首先需要根据切割物体的规模、材质以及工作环境等因素选择合适的等离子体切割设备。
不同的切割设备具有不同的功率、切割深度和切割速度等性能指标,因此要根据实际情况选择合适的设备,以提高切割效率和质量。
二、正确设置等离子体切割参数等离子体切割参数的设置对于切割效果至关重要。
一般来说,切割速度、气体流量和等离子体功率是三个主要参数。
切割速度的选择应根据材料的厚度以及切割质量要求来确定,过大或过小的切割速度都会影响切割效果。
气体流量应根据材料的种类和厚度来调节,以保证切割过程中产生的等离子体稳定和原料气体的充分供应。
等离子体功率的选择要根据切割材料的导电性和厚度来决定,过大的功率会导致切割过度,过小则无法达到预期的切割效果。
在实际操作中,也可根据经验进行参数的微调,以获得更好的切割效果。
三、保持切割设备的清洁与维护等离子体切割设备的清洁和维护对于切割质量和设备寿命有着重要的影响。
切割过程中会产生大量的金属屑、灰尘等杂质,如果不及时清理,会堵塞切割喷嘴,影响等离子体的稳定产生。
因此,应定期清理切割设备,保持其正常的工作状态。
同时,还要注意对切割设备的维护,如定期更换切割喷嘴、保持压缩空气的干燥和干净,以确保切割设备的正常运行。
四、合理控制切割速度和切割深度在进行等离子体切割时,切割速度和切割深度的控制至关重要。
切割速度过快会导致切割质量下降,切割缝隙不平整,而切割速度过慢则会降低切割效率。
切割深度的选择应根据需要进行调整,切割不同材料时需要采用不同的切割深度,以保证切割质量和效率的最佳平衡。
五、加强操作培训与安全措施等离子体切割技术属于高温加工工艺,操作时存在一定的危险性。
等离子体在材料加工中的应用材料加工是制造业中至关重要的一环,而等离子体技术的应用则为材料加工带来了新的突破和可能性。
等离子体技术具有高温、高能量密度以及可控性强等特点,使其在材料加工中发挥着重要作用。
本文将从等离子体切割、等离子体焊接以及等离子体表面处理这几个方面讨论等离子体在材料加工中的应用。
一、等离子体切割等离子体切割是等离子体在材料加工中一个重要的应用领域。
通过将气体电离并加热至高温状态,产生等离子体切割火焰,以高温等离子体激活氧化剂对材料进行切割。
等离子体切割技术具有高效、精确、灵活等特点,适用于各种金属材料的切割,尤其在自动化生产线和大规模生产中应用广泛。
二、等离子体焊接等离子体焊接是一种将两个或多个材料通过高温等离子体相互熔接的方法。
通过加热两个材料的接触面,并利用等离子体产生的高温和高能量,使两种材料相互融合从而实现焊接。
等离子体焊接技术在航天、汽车、电子等行业得到了广泛应用。
与传统焊接方式相比,等离子体焊接对焊接材料的要求较低,具有焊接面准备简便、焊缝质量好等优势。
三、等离子体表面处理等离子体表面处理是利用等离子体的高温、高能量特性对材料表面进行处理和改性的技术。
等离子体表面处理可以提高材料表面的粗糙度、增强附着力、改善耐腐蚀性等性能。
此外,等离子体表面处理还可以在材料表面形成薄膜、合金化等,从而赋予材料更多的功能。
等离子体表面处理技术广泛应用于材料的清洗、喷涂、涂层、硬化等领域。
综上所述,等离子体技术在材料加工中的应用极为广泛。
等离子体切割、等离子体焊接以及等离子体表面处理等应用领域,为材料加工带来了新的选择和可能性。
随着科学技术的不断进步,相信等离子体技术在材料加工中的应用将会越来越广泛,为制造业的发展注入新的活力。
等离子体实验技术及其操作要点等离子体是一种高度激发的气体,具有高能量和特殊性质。
它在各种领域都有广泛的应用,如物理学、化学、医学和工程等。
为了有效地研究和应用等离子体,掌握相应的实验技术和操作要点是非常重要的。
一、等离子体实验技术1. 设备选型:选择合适的实验设备是进行等离子体实验的基础。
根据实验需求,选择适合的玻璃或金属容器、电极和高频电源等。
2. 气体选择:气体的选择直接影响等离子体的性质和实验结果。
根据实验需要,选择适合的气体,如氮气、氩气、氧气等。
3. 气体准备:在进行实验前,必须对气体进行准备和处理。
通常需要使用压缩气体瓶和气体净化系统,确保气体的纯度和流量稳定。
4. 等离子体起源:根据实验目的不同,可以采用不同的方法产生等离子体。
常见的方法有射频放电、微波放电、直流电弧等。
5. 参数控制:实验过程中,需要对等离子体的多个参数进行精确控制,如电压、电流、气体流量和温度等。
这些参数的合理控制对实验结果的准确性和可重复性至关重要。
二、等离子体实验操作要点1. 安全措施:等离子体实验中涉及高电压和高温等危险因素,必须遵守相关的安全规定,如佩戴防护手套、穿戴绝缘服装和使用绝缘工具等。
2. 实验前准备:在实验开始之前,必须对实验设备进行检查和清洁,并确保所有连接和管道的紧密性和稳定性。
3. 气体控制:在实验过程中,对气体的流量和纯度进行监测和调整。
需要确保气体输入量的稳定性和均匀性。
4. 等离子体形成:根据实验所需,选择合适的方法产生等离子体。
在实验过程中,需要根据实验要求调整电压、电流和气体流量等参数。
5. 实验数据记录:及时记录和保存实验数据是进行后续分析和总结的关键。
在实验过程中要注意实验数据的准确性和完整性。
6. 实验结束处理:实验结束后,需要关闭电源和气源,并进行设备和实验环境的清理。
确保设备在下次使用之前的可靠性和安全性。
总结:等离子体实验技术的应用广泛,但也需要严格的操作要点来确保实验的准确性和可重复性。