炉衬及厚度
- 格式:doc
- 大小:15.00 KB
- 文档页数:1
炉炉型和炉衬设计转炉炉型和炉衬设计(design of conveter furnace outline and lining) 确定适合于转炉炉容量和操作条件的转炉炉型和各部位炉衬材质的设计。
是转炉炼钢车间设计的主要组成部分。
转炉炉型设计转炉炉型是指新砌成的转炉炉衬的内腔形状和尺寸。
氧气转炉的炉型通常是先用统计公式计算出转炉各部位的主要尺寸,然后再与炉容量相近、条件相似的实际生产转炉进行比较和调整后确定的。
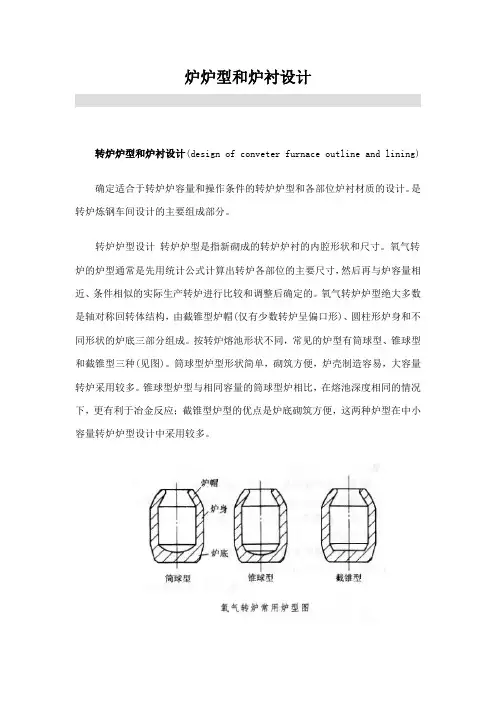
氧气转炉炉型绝大多数是轴对称回转体结构,由截锥型炉帽(仅有少数转炉呈偏口形)、圆柱形炉身和不同形状的炉底三部分组成。
按转炉熔池形状不同,常见的炉型有筒球型、锥球型和截锥型三种(见图)。
筒球型炉型形状简单,砌筑方便,炉壳制造容易,大容量转炉采用较多。
锥球型炉型与相同容量的筒球型炉相比,在熔池深度相同的情况下,更有利于冶金反应;截锥型炉型的优点是炉底砌筑方便,这两种炉型在中小容量转炉炉型设计中采用较多。
对氧气转炉炉型的主要技术参数要求为:(1)炉容比(工作容积与公称容量之比)与铁水条件、冶炼操作转zhuan方法和转炉炉容量有关,通常每公称吨炉容比为0.80~1.00m3/t;(2)高宽比(炉子全高与炉壳直径之比)对转炉操作和建设费用有直接影响,一般取为1.25~1.65;(3)炉帽的倾角为60o±3。
;(4)炉口直径一般为熔池直径的0.43~0.53倍;(5)熔池直径系指转炉熔池在平静状态时金属液面的直径,它与转炉装入量和供氧强度有关,可按D=K(G/T)1/2进行计算,式中D为熔池直径,m;K为比例常数,一般为1.85~2.3;G为转炉装入量,t;T为转炉供氧时间,min。
炉衬耐火材料选择转炉炉衬分为工作层、填充层和永久层。
工作层衬砖与熔池钢水和熔渣接触工作条件十分恶劣,要求有良好的物理性能和化学稳定性,同时也要有较低的价格。
转炉工作层衬砖常采用焦油白云石砖、焦油镁砂砖、镁碳砖和二步煅烧砖,镁碳砖应用较广泛。

炉衬耐火材料的厚度对电能是否能高效的熔化铁水有很大的影响。
一般的选择是小炉(1吨以下)90毫米/75毫米,1吨以上90/125毫米,国外见过220毫米(20吨)的。
炉底的高度和感应器底部高度是否相匹配,影响电效率和炉衬寿命,并不是越高越好,底面高度超过有效线圈100毫米时,底部耐火材料会因为感应搅拌力作用,强力冲刷底部,急剧降低使用寿命。
太低会有生产安全隐患。
需要有正确的高度。
一般小炉在200/250毫米,大炉有350/450毫米。
一般情况下生产灰铁或者球铁的中频炉的炉底侵蚀不大(大约30~50 mm),可以按压着最下面一匝感应线圈上沿为准。
中频电炉筑炉用坩埚,在上面的1/3尺寸内,根据炉衬厚度,确定外径尺寸,作成圆柱形,余下的部分,采用3度锥度制成。
圆锥过渡处一定要圆滑。
整个坩埚模的高度应为炉底炉衬上平面至炉沿平面垂直高度距离加上高过炉沿平面约50 mm的高度,这个高度有利于后面的满炉铁液烧结炉衬,具体高度以不影响合上炉盖为准。
坩埚底面与侧面的转角处的尺寸和形状是至关重要的。
因为灰铁、特别是球铁在高温(1 500~1 550℃)下此处易产生“大象脚”侵蚀,而且此处的耐火胶泥层直径也较小,所以此处是可能穿炉的“薄弱环节”。
这个地方的转角应该平缓圆滑,转角梯度由一次改为不低于二次。
在坩埚模底及侧壁上应按200—300 mm的间距钻出呈菱形分布的小孔,这有利于烘烤阶段炉衬材料中水分的排出和增大电阻,提高发热烘烤效果。
孔的直径在3 mm左右较好,太小则排气效果不好,太大则导致筑炉时炉衬材料从孔中大量泄出。
坩埚模底部平面不能向内凹进,功率升到保温功率左右,直到冷凝金属上面的金属壳被下面的液体金属熔穿,此时可将炉体放平,以较高的功率升温熔化。
在很多铸造厂现场,都能发现电炉在不停电状态下出液。
不安全不说,从能源和熔化工艺上讲也是错误的。
大型的中频电炉,感应圈分成双向反并联的上下两个部分,当炉内金属液面低于上部感应器的一半以下时,由于电阻的变化,上部感应器不再有工作电流通过,而全部集中在下部感应器上。
中频炉炉衬及其使用维护一、中频感应炉炉衬结构及其作用是什么?在中频感应电炉中,位于感应圈被加热熔化的金属之间的填充物称为炉衬(或称为坩埚),他一般由耐火层、隔热层和绝缘层组成。
耐火层采用各种耐火材料(酸性、碱性或中性)打结而成,然后高温烧结并投入使用;隔热层位于耐火层和感应圈之间,其作用是隔热,所用材料为石棉板、石棉布、硅藻土砖、硅石、膨胀珍珠岩、高硅氧玻璃棉等;绝缘层是用耐高温绝缘材料(无碱或少碱玻璃布、天然云母带等),用于防止感应圈漏电。
感应熔炼炉的坩埚式感应炉的重要组成部分,也是关键部件,它除了用于盛装金属液并进行冶炼的作用外,还起着绝热、绝缘和传递能量的作用。
坩埚的材质除满足要求并确保寿命外,还必须具有一定的电子特性。
二、坩埚的分类:感应炉用的坩埚按其耐火材料的化学性质可分为酸性坩埚、碱性坩埚、中性坩埚。
①、碱性坩埚式用碱性耐火材料制作而成的坩埚,常用镁砂(主要成分时一氧化镁)或镁铝尖晶石打结而成。
当使用镁铝尖晶石材料时,通过加入硼酸降低尖晶石形成温度,促进尖晶石形成,因而改善烧结质量,提高坩埚的耐压强度。
②、酸性坩埚式用酸性耐火材料制作的坩埚,它主要是由硅石或以石英砂为主要的天然矿石组成。
使用石英砂制作的坩埚,二氧化硅含量要求大于98%,石英砂中有害杂质含量越低越好,使用石英砂做炉衬,价格便宜,在不少小型感应炉中普遍使用。
③、中性坩埚常用高铝质的硅酸铝质耐火材料,三氧化二铝含量应大于46%;刚玉质耐火材料的三氧化二铝含量大于95%,它具有较高的化学稳定性,高温时体积稳定,荷软点很高,抗渣性好,其使用温度可达1800℃;用石墨制作的坩埚也属于中性坩埚。
(这里简述一下,什么是镁铝尖晶石,它是一种人工合成的耐火材料,理论成分为含三氧化二铝71.5%,一氧化镁含量28.5%,熔点2135℃,耐火度约为1900℃,具有良好的抗热震性。
)感应炉坩埚的工作条件十分恶劣,而且炉衬壁较薄,内侧直接受高温金属热冲击与渣液的侵蚀,在电磁场作用下所形成的搅拌力使坩埚受到金属较强的冲刷。
1 工程概况1.1 工程简介1.1.1炉膛密相区(标高10500mm-13500mm)水冷管炉墙,高度3000mm。
1.1.2炉膛出口至分离器进口烟道炉墙。
1.1.3返料器门孔、分离器进出口水平烟道膨胀节零星修补。
1.2 主要部位衬里材料、衬里厚度1.2.1炉膛密相区:70mm厚刚玉耐火耐磨浇注料。
1.2.2左右侧分离器烟道:高强耐磨耐火浇注料120mm厚;陶瓷纤维板185mm厚;1.2.3固定方式:直钩钉加平面网格耐火不锈钢固定耐磨耐火浇注料。
1.3 工程特点1.3.1 炉墙衬里采用的材料单一,结构简单,筑炉衬里质量要求高。
1.3.2 施工现场狭窄,对施工的原材料或成品、半成品的倒运及施工操作将有较大的影响。
1.3.3 工期短,交叉作业频繁,安全隐患多,增大施工管理难度。
1.4 编制依据:1.4.1《电力建设施工及验收规范(锅炉机组篇)》DL/T5047—951.4.2工业设备及管道绝热工程施工验收规范》GBJ126—891.4.3衬里厂家提供的施工及验收技术条件或技术说明书。
1.5 主要实物工程量及价格明细2 施工前的准备和要求2.1 材料的准备和要求2.1.1施工所用的衬里材料每批交货时应具有质量证明书或出厂合格证、性能检验报告及施工说明书。
2.1.2施工前由施工单位对衬里材料抽样检验,按《电力建设施工及验收规范(锅炉机组篇)》DL/T5047—95进行抽样,材料合格后方可进行施工。
2.1.3 材料的保管和堆放2.1.3.1衬里材料应存放在专用仓库内并有防潮、防雨设施,露天堆放时应采取相应的防潮、防雨措施。
2.1.3.2 衬里选用的材料种类、规格、材质必须分类,按规格、型号、材质进行标示存放,防止施工中材料误用。
2.1.3.3对现场需要衬里的部位在现场用记号笔进行标示,并标明各部位的名称,防止施工中误衬。
2.2 施工机具的准备和要求:必须配齐衬里施工的机具及手段用料,并保证其质量合格,性能良好。
一招教你快速计算工业炉炉衬厚度、外壁温度、导热强度等基本数据!在工业炉中,热量通过炉衬的传递过程是炉内热烟气的热量通过辐射和对流的方式传递给炉壁,在炉衬内,热量则以传导的方式自内壁传至外壁。
在进行炉衬传热计算时,为简化计算,一般根据实际情况作下列假定:1.炉衬的导热是稳定的,即热流量(或热强度)不随时间而变化;2.炉衬的导热是一维的,即热量只沿等温面的法线方向传递;3.各层材料的导热系数是常数,并等于每层材料两侧壁温的平均温度下的导热系数;4.各层之间的接触非常好,以致于两层的接触面上具有相同的温度。
进行炉衬设计时,一般根据工业炉的操作温度(热面温度)先预选耐热、绝热材料,再选择冷面温度,确定为满足系统设计要求各种材料的厚度。
冷面温度是决定整个炉衬设计经济性的最主要变量。
冷面温度的选择应根据减少工业炉散热损失,降低生产及基建投资费用等诸方面因素综合考虑确定。
一般连续操作型高温工业炉的冷面温度以选择60~70℃为宜。
在炉衬的传热计算中涉及许多变量,为简化计算,引入“热阻”概念,从而将炉衬厚度和材料导热系数两个变量合并为1个变量。
(,δ为炉衬厚度,λ为炉衬材料的导热系数)工业炉炉衬的热阻对热损失有重要的影响,外界条件(环境温度、风速或炉墙表面反射率)的任一变化均会造成工业炉热损失的增大或减小,而衬里的“热阻”则起阻滞作用,使这一影响减小。
衬里热阻值越大,则工业炉热损失受外界的影响就越小。
界面温度问题。
当工业炉采用复合炉衬结构时,所谓的界面温度即是指耐热材料(热面层)与绝热材料(背材层)交界面处的温度。
最佳的炉衬设计应要求耐热层材料以最小的厚度使界面温度降至所用绝热材料的允许长期使用温度,以便取得最佳的经济效益。
绝热材料的允许长期使用温度一般比其极限使用温度低100~200℃。
为用图解法快速确定炉衬厚度及相应的热工计算,特绘制在假定ta=20℃,无风条件下,平壁炉墙内外壁温度(t1、tn)与炉墙热阻的关系,见图1所示和当ta=0、10、20、30℃时,平壁炉墙散热强度q 与外壁温度tn的关系,如图2所示。
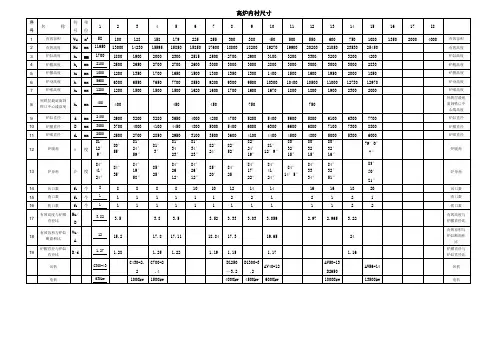
高炉内衬尺寸90t转炉炉型尺寸新转炉砌砖完成后的容积称为转炉的工作容积,也称有效容积,以“V”表示,公称吨位用“T”表示,两者之比值“V/T”称之为炉容比,单位为(m3/t)。
一定公称吨位的转炉,都有一个合适的炉容比,即保证炉内有足够的冶炼空间,从而能获得较好的技术经济指标和劳动条件。
炉容比过大,会增加设备重量、厂房高度和耐火材料消耗量,因而使整个车间的费用增加,成本提高,对钢的质量也有不良影响;而炉容比过小,炉内没有足够的反应空间,势必引起喷溅,对炉衬的冲刷加剧,操作恶化,导致金属消耗增高,炉衬寿命降低,不利于提高生产率。
因此在生产过程中应保持设计时确定的炉容比。
影响炉容比的因素有:(1)铁水比和铁水成分。
随着铁水比和铁水中Si、P、S含量增加,炉容比应相应增大。
若采用铁水预处理工艺时,可以小些。
(2)供氧强度。
供氧强度增大时,脱碳速度较快,为了不引起喷溅就要保证有足够的反应空间,炉容比应增大些。
(3)冷却剂的种类。
若使用以铁矿石或氧化铁皮为主的冷却剂,成渣量大,炉容比也需相应增大些;若使用以废钢为主的冷却剂,成渣量小,则炉容比可适当小些。
炉容比还与氧枪喷嘴的结构有关。
转炉的炉容比一般在0.85~1.0m3/t,为减少喷溅,炉容比应不低于0.90m3/t。
表2 国内一些企业顶吹转炉的炉容比厂名宝钢首钢鞍钢本钢攀钢首钢太钢吨位/t3002101801201208050炉熔比/m3·t-11.050.970.860.910.900.840.97。
中频炉炉衬判废标准一、背景介绍中频炉是一种用于金属熔炼和浇铸的设备,广泛应用于冶金、铸造、机械等行业中。
中频炉的炉衬是中频炉的重要组成部分,它对保持炉内温度、保护炉体结构、防止金属渗漏等方面具有重要作用。
然而,由于长时间的使用和各种因素的影响,中频炉的炉衬会逐渐损坏,影响熔炼和浇铸的质量和效率。
因此,制定中频炉炉衬的判废标准对于保证生产安全和效率具有重要意义。
二、判废标准制定中频炉炉衬的判废标准主要包括以下几个方面:1. 炉衬材质检测中频炉炉衬的材质对于其使用寿命和可靠性具有重要影响。
因此,对于炉衬的判废首先要对其材质进行检测。
检测方法包括外观检查、化学成分分析、金相分析等。
若发现炉衬材质不符合要求或出现严重老化、劣化等现象,应立即停止使用并进行更换。
2. 炉衬完好程度检查检查炉衬的完好程度是判废标准的重要环节。
检查内容包括炉衬的外观检查、内部缺陷检查等。
外观检查主要查看炉衬是否有裂纹、脱落、烧损等现象;内部缺陷检查主要通过无损检测方法,如超声波检测、射线检测等,检查炉衬内部是否存在孔洞、夹杂物、气孔等缺陷。
若发现炉衬存在严重缺陷或破损,应立即停止使用并进行更换。
3. 炉衬厚度测量炉衬厚度是判断其使用状态的重要指标之一。
在使用过程中,炉衬会逐渐磨损,厚度会逐渐减小。
当炉衬厚度小于一定值时,会影响中频炉的使用效果和寿命。
因此,对于炉衬的判废也要考虑其厚度。
测量炉衬厚度的方法包括超声波测厚、射线测厚等。
根据测量结果,可以判断炉衬是否需要更换。
4. 使用年限限制中频炉炉衬的使用年限也是判废标准的重要因素之一。
一般来说,炉衬的使用年限受到其材质、使用条件、维护情况等多种因素的影响。
在使用过程中,若发现炉衬出现严重老化、劣化等现象,或者经过定期检查发现其性能指标已经达不到要求,应立即停止使用并进行更换。
同时,对于达到使用年限的炉衬也应进行更换。
三、判废标准实施为了确保中频炉炉衬判废标准的准确性和有效性,实施过程中需要注意以下几个方面:1. 加强维护保养中频炉在使用过程中要定期进行维护保养,包括更换油封、清洗炉膛、检查电路系统等。
目录1、工程概况 (2)2、编制依据 (2)3、施工准备 (4)4、衬里施工方法 (4)5、衬里一般要求 (5)6、衬里质量保证措施 (7)7、安全技术措施 (8)8、劳动力组织 (8)9、施工进度计划 (8)10、施工用工、机具及技措用料 (9)11、检查验收 (10)1 工程概况:天津石化公司精对苯二甲酸装置热油炉是装置中的关键设备之一。
热油炉衬里包括:辐射段、对流段、辐射段——对流段联接烟道、对流段——空气预热器联接烟道、灰箱弯头箱、烟囱、烟道、集烟罩等组成。
1.1辐射段由炉顶、筒体、下锥体三部分组成。
炉顶衬里材料一层为KT-PFR-18浇注料、厚度100mm;二层为LWI-22浇注料,厚度150 mm。
筒体及下锥体衬里材料,一层为KT-PFR-18浇注料,厚度75 mm;二层为LWI-22浇注料,厚度100mm。
1.2对流段由上段和下锥体组成对流上段衬里材料,一层为KT-PFR-18浇注料,厚度75 mm;二层为LWI-24浇注料,厚度100mm。
局部采用KT-PFR-22浇注料。
对流段下锥体衬里材料,一层为KT-PFR-18浇注料,厚度为75mm;二层为LWI-22浇注料,厚度为100 mm。
1.3 辐射段——对流段联接烟道衬里材料,一层为KT-PFR-18浇注料,厚度75 mm;二层为LWI-22浇注料,厚度100 mm。
1.4 对流段——空气预热器联接烟道衬里材料为KT-PFR-18浇注料,厚度100 mm。
1.5 衬里材料为LWI-22浇注料,壁厚度100 mm,底部厚度100-235.5 mm。
1.6 弯头箱衬里材料为KT-PFR-22浇注料,厚度50 mm。
1.7 烟囱衬里材料为KT-PFR-11浇注料,厚度50 mm。
1.8 烟道衬里材料为KT-PFR-18浇注料,厚度50 mm。
1.9 集烟罩衬里材料一层为KT-PFR-18浇注料,二层为LWI-22浇注料。
衬里材料总质量为103.690kg,衬里材料采用锚固钉和锚固网锚固。
高炉炉衬厚度检测技术实时监测高炉的炉衬侵蚀状况,及时调整操作策略,并采取有效护炉措施,可以延长高炉寿命。
现有的高炉炉衬厚度检测技术有:多头热电偶法是在一个保护套管内装有数支长度不等的热电偶,然后将其安装在需要检测的砖衬内,通过测量各支热电偶的温度变化来推断砌体的侵蚀情况。
当各点温度和各点之间的温度梯度基本稳定,当砖衬逐渐被侵蚀至某一部位,该部位电偶就会被破坏,温度信号会出现异常。
2、电阻法是在炉衬内部埋设电阻元件,传感器前端与炉衬内表面对齐,通过引线与测量系统相连接,电阻元件的电阻值与其长度相关,随着电阻元件与炉衬同步损耗,电阻会变化,利用相应的测量仪表测得元件输出的电信号,即可在线测量炉衬的剩余厚度。
3、电容法电容法与电阻法类似,在炉衬内部埋设同轴圆形电容器传感器,电容值与其长度成对应关系,可以通过测量电容值来确定高炉砌体的厚度。
4、超声波法是利用超声在固体介质中传播的特点进行测厚的,在一定温度下超声波入射到炉衬进入炉内,利用超声波在炉衬内入射和反射的传播时间,求出炉衬的残存厚度。
5、热流检测法根据热力学,温差、导热系数和炉墙厚度决定了热流强度,对于高炉炉衬,导热系数是固定的,由温差和热流强度可以获得炉墙厚度。
热流检测传感器安装在炉衬温度较低的部位,通过炉缸冷却壁水温差,计算出热流强度,再结合砖衬内的测温电偶测得的温度数值,计算出炉墙厚度。
6、模型推断法是利用热电偶作为检测元件,应用热力学等理论建立炉缸和炉底温度场地数学模型,通过软件编程和数值分析的方法,可计算出铁水凝固线和碳砖侵蚀线的大概位置。
7、应力波法应力波动信号对结构缺陷有很高的敏感性,当应力波在介质传播时,如遇到孔洞、裂纹等界面不连续处,就会发生反射、折射、散射和模式转换,利用应力波的特性可以确定冷却壁材料的厚度。
未来炉衬测厚的发展趋势是不同方法组合。
高炉炉身、炉腰可采用多头电偶法或电阻法;炉缸、炉底部位可以采用热流检测法或模型推断法;在线监测时,可采用应力波法。
炉衬及厚度(δ)的确定
炉衬组成:炉壳→石棉(100mm)→绝热层→工作层
炉壁衬砖厚度通常按耐火材料热阻计算确定,计算依据的条件是炉壳在操作末期被加热的温度不大于200℃,以免炉壳变形。
一般而言,增加炉衬厚度,炉壳受热及热损失可以减少,这在一定限度内是正确的,但是炉衬厚度δ增加与热损失减少并非线性关系,厚度δ达到一定值以后,再增加炉衬厚度δ,热损减少不显著,反而因为厚度δ增加过大,而增加炉壳直径D壳,耐材消耗增加,散热面积增加,所以比较经济的办法是选择优质材料,使用较薄的炉衬。
中国冶金行业网
按经验值选:炉顶砖厚度(δ)如表6-1。
中频炉炉衬材料的选择及炉衬烧结工艺1.炉衬耐火胶泥耐火胶泥是一种耐热、耐绝缘的水泥。
在感应线圈内壁涂摸一圈1.5-2.5cm厚度是一种保护感应线圈和提高线圈机械强度的材料。
同时能使炉衬在垂直方向平滑热胀冷缩。
目前国内的耐火胶泥能在1800℃温度下耐半个小时,能有效阻止漏炉。
2.炉衬(坩埚)材料的选择①炉衬材料中频炉坩埚有3种:碱性坩埚、酸性坩埚和中性坩埚。
用于制作碱性坩埚的材料主为氧化镁;用于制作酸性坩埚的材料仅有氧化硅;用于制作中性坩埚的材料仅有氧化铝、MgO·Al2O3复合氧化物、石墨等。
感应炉坩埚要求有下列特点:⑴较高的耐火度。
炼钢坩埚要求在1700℃,熔炼铸铁坩埚要求1500℃~1600℃;⑵稳定的物化性质。
要求坩埚制品耐熔渣和钢液浸蚀;⑶有良好的抗热震性及高温强度;⑷有一定的绝缘性能;⑸较小的导热性;⑹成本低,无污染。
常用的制造坩埚的耐火材料有镁砂,镁铝尖晶石和石英砂3种,现介绍如下:镁铝尖晶石是一种人工合成的耐火材料,理论成分为ω(Al2O3)=71.5%,ω(MgO)=28.5%;熔点为2135℃,耐火度约为1900℃,具有良好的抗热震性,可用作各种感应炉坩埚材料。
其生产方法是将Al2O3和MgO两种原料混合后,用烧结合成或电弧、电渣法合成。
石英砂是酸性耐火材料,用于制作酸性坩埚。
天然石英砂精选后,可得到纯度较高的石英砂。
石英砂的有害杂质是碱性氧化物。
石英砂的耐火度约为1650℃,制作的坩埚工作温度为1550℃。
这种坩埚又优良的抗热震性,低于1500℃使用时寿命较长。
制作坩埚的材料中,除了耐火材料外,还有少量添加剂。
常用的是硼酸(H3BO3)。
硼酸的主要作用是降低砂料的烧结温度,促进镁铝尖晶石的形成,并且改变坩埚的体积变化率。
加入不同数量的硼酸可以调节坩埚的体积变化率。
不同的硼酸加入量对石英砂体积变化率影响不同。
作为添加剂的硼酸,粒度一般小于0.5mm,达到工业纯即可。
硼酸的加入量与坩埚的工作温度及使用条件有关,加入硼酸会使坩埚的工作温度降低。
炉壳及厚度
炉壳要承受炉衬和炉料的重量,抵抗部分衬砖在受热膨胀时产生的膨胀力,承受装料时的撞击力。
炉壳厚度δz 一般为炉壳直径D 壳的1/200,即:
δz =200壳
D 表6-3 炉壳厚度δz 与炉壳直径D 壳的关系
D 壳(m )
<3 3~4 4~6 >6 δz (mm) 12~15 15~20 25 28~30 有了δ和δz 就可以求出D 壳。
炉门尺寸的确定
一般电炉设一个加料炉门和一个出钢口,他们处于相对位置。
确定炉门尺寸要考虑下列因素:
应便于顺利观察炉况,能良好的修补炉底和整个炉坡,采用加料机加料的炉子,料斗应能自由出入,能顺利取出折断的电极。
炉门尺寸的经验值:
炉门宽度=(0.25~0.3)D 熔
炉门高度=0.8×炉门宽度
为了密封,门框应向内倾斜8~12º
出钢口和流钢槽
出钢口位置:出钢口下缘与炉门坎平齐或高出100~150mm 。
出钢口为一个圆形孔洞,其直径为120~150mm 。
流钢槽:外壳用钢板或角钢做成,其断面为槽形,固定在炉壳上焊成,内衬凹形预制砖(称流钢槽砖)。
为了防止打开出钢口以后钢水自动流出,流钢槽上翘,与水平面成10~12º的角。
中国冶金行业网
流钢槽长度取决于电炉在车间的布置方式及出钢方式,对于纵向或高架式布置同跨出钢的可以短一些,以减少钢水散热和二次氧化,一般一米以下;对于横向地面布置,异跨出钢的应长些,一般两米以上。
1.粘土砖理化性能(YB/T5106-1993)
2.高铝砖理化性能(GB2988-87)
3、低温粗缝糊THC-3理化性能(YB 4038-91)
5.半石墨炭-碳化硅砖理化性能(FYB 012-98)
6、刚玉浇注料理化指标(FYB 058-98)
7、耐火骨料理化指标
8、普通碳砖理化指标
炉衬所用材料外形尺寸及外观质量
1、炭质材料
a、砖的外形尺寸及允许偏差按YB/T5192-1993之表1的规定。
炭质材料尺寸及允许偏差(mm)表1
b、外观质量
矿热炉用炭砖表面应平整,断面组织不允许有空穴、分层和夹杂物。
其表面
缺陷应该符合表2的规定。
炭砖表面缺陷(mm )
表2
2、高铝质材料
b、砖的尺寸偏差和外观应符合表3的规定。
砖的尺寸偏差和外观(mm)表3
3、粘土耐火砖
砖的尺寸偏差和外观应符合表4的规定表4。
炉衬厚度检测装置的使用和说明炉材尿踐检测叢置療腫團L-电杭孫萨电肚RPL电他霍Y-比较儘炉衬厚度检测装置的使用和说明变频无芯感应电炉的特点是高效、节能、环保,受到了用户的广泛欢迎和使用,但是变频感应电炉在运行过程中,由于用户(特别是新用户)没有掌握规律,对炉衬使用特点认识不足,发生种种误判,因此容易发生炉衬寿命短,使用困难,难掌握,甚至发生漏炉等严重事故。
当然,造成漏炉的原因很多,防止漏炉的方法也很多,其中有效方法之一是及时了解炉衬厚度,从实践中掌握最佳炉衬厚度,了解炉衬厚度的方法很多,如用肉眼看,尺子量……,其中炉衬厚度检测装置也能帮助用户检测炉衬厚度,是防止漏炉的一种辅助检测装置之一,减少漏炉事故发生,因此用户必须反复习学、理解、实践,正确认识其功能,才能发挥其应有的功能。
一、炉衬厚度检测装置的使用和检查1. 正确认识炉衬厚度检测装置时,需接入炉衬模拟电阻,观察是否正常显示相应数字。
连做几次,如相应数字显示相同,或达到设定的报警数值,动作报警说明产品正常工作为合格产品。
新烧结的炉衬由于含水分较高,接地电阻较低。
在正常熔化3-5炉后才能使用炉衬厚度检测装置,正常熔化2-5炉后,炉衬厚度检测装置正常工作,用户检查合格后,投入正常使用,如使用不当,也会增加漏炉故障,这因有用户自负责任。
因此需加注日常的维护,来防止、减少漏炉事故发生。
2. 每次新筑炉衬时,应由专职工程技术人员安装炉衬厚度检测装置安装好后要严格检查,判定为正确完好,方能投入使用,并在开炉单上签字,记录检查情况。
如果安装不合理或接触不好(如底电极和钢丝接触不好,或钢丝和液态炉料接触不好),将会造成炉衬厚度检测装置运行失灵,使其无法正常工作。
3. 根据大小炉子的不同,参考数据举例如下:炉衬应经常检查以防止“耗尽”,炉衬厚度(不包括石棉板、云母板……)磨损小于60mrm- 80mm(中大容量炉子),40m叶60mm(中小容量炉子)时必须修炉。
炉衬及厚度(δ)的确定
炉衬组成:炉壳→石棉(100mm)→绝热层→工作层
炉壁衬砖厚度通常按耐火材料热阻计算确定,计算依据的条件是炉壳在操作末期被加热的温度不大于200℃,以免炉壳变形。
一般而言,增加炉衬厚度,炉壳受热及热损失可以减少,这在一定限度内是正确的,但是炉衬厚度δ增加与热损失减少并非线性关系,厚度δ达到一定值以后,再增加炉衬厚度δ,热损减少不显著,反而因为厚度δ增加过大,而增加炉壳直径D壳,耐材消耗增加,散热面积增加,所以比较经济的办法是选择优质材料,使用较薄的炉衬。
中国冶金行业网
按经验值选:炉顶砖厚度(δ)如表6-1。