热食工艺操作流程
- 格式:pdf
- 大小:201.89 KB
- 文档页数:4
汆的工艺流程
《汆的工艺流程》
汆,是一种中国传统烹饪方法,是指将食材放入沸水中快速煮熟后捞出用冷水浸泡,让食材保持鲜嫩的烹饪方式。
在中国饮食中,汆的工艺流程非常重要,下面就介绍一下汆的工艺流程。
首先,选材十分重要。
汆的材料可以是各种蔬菜、肉类、海鲜等食材,所选的食材要新鲜、口感鲜嫩。
接着,准备水锅。
将水烧开,通常选择不锈钢或铸铁的炉火,以增加水的热量和均匀性。
然后,把食材下锅。
将选好的食材放入沸水中,煮的时间一般为几十秒到一分钟,要密切关注,以免煮熟过头。
接下来,捞出食材。
将煮熟后的食材迅速捞出,然后放入准备好的冷水中冷却,这个步骤叫做“停火”。
最后,调料上桌。
将捞出的食材沥干水分后,可以根据个人口味加入调料。
通过以上步骤,就完成了一道美味的汆菜。
通过汆的工艺流程,可以让食材保持鲜嫩的口感,同时又能保留食材的营养。
在现代烹饪中,汆的工艺流程经常被应用,成为许多美食家喜爱的烹饪方法之一。
餐饮工艺流程
《餐饮工艺流程》
餐饮工艺流程是指餐饮企业在生产和经营过程中所服从的一套操作规程和标准。
这个过程涉及到食材的采购、进货、储藏,食品的加工、烹饪,以及最后的成品展示和销售。
首先,餐饮企业需要进行食材的采购工作。
这一步骤非常关键,因为食材的质量直接影响到菜品的口感和口碑。
一般来说,餐饮企业会和一些食材供应商签订长期合作的协议,确保能够获得新鲜、健康的食材。
接下来,是食材的进货和储藏环节。
这个阶段需要严格按照规定的标准和要求来进行,以确保食材的新鲜度和安全性。
同时,也需要对不同种类的食材进行分类并储存,避免交叉感染和食材损耗。
食材的加工和烹饪是餐饮工艺流程中最关键的一步。
这一环节需要厨师根据菜谱做出精湛的手艺,确保每一道菜的口味和风味达标。
同时,烹饪过程中需要严格的控制火候和时间,以保证食材的营养和口感。
最后,是成品展示和销售。
餐饮企业需要在这个阶段对菜品进行精心的装饰和摆盘,以吸引顾客的眼球。
同时,餐厅服务员也需要提供高质量的服务,让顾客们能够感受到餐厅的用心和热情。
总的来说,餐饮工艺流程涉及到的环节非常多,需要餐饮企业严格执行和落实。
只有这样,才能够为顾客提供优质的餐饮体验,增强餐饮企业的竞争力。

食品加工厂普适工艺流程食品加工厂的工艺流程通常包括以下几个主要步骤:
1. 原料接收和检验
- 接收来自供应商或自有农场的原料
- 进行理化检测和感官检验,确保原料质量合格
2. 原料预处理
- 清洗、分级、去皮、切割等初步加工
- 根据不同产品需求进行适当处理
3. 主要加工工序
- 烹饪、发酵、浓缩、干燥、混合等工艺
- 确保最终产品的口感、香味和营养价值
4. 包装
- 选择适当的包装材料和包装方式
- 贴标签,标注产品信息和有效期限
5. 储存
- 将包装后的产品运送至仓库
- 控制温湿度,保证产品新鲜度
6. 运输配送
- 根据订单需求准备发货
- 安排冷藏或常温运输车辆
7. 质量检测
- 抽样检测产品质量和安全指标
- 持续监控工艺过程,确保质量一致
8. 销售
- 产品通过批发或零售渠道销售
- 收集客户反馈,持续改进产品
以上是食品加工厂一般的工艺流程,具体细节可根据不同产品和公司情况有所调整。
无论何种食品,安全卫生和质量控制都是重中之重。
烘焙工艺流程烘焙是一门精细的烹饪艺术,它涉及到面粉、糖、黄油等原料,通过烤箱的高温加热,制作出各种美味的面包、蛋糕和饼干等糕点。
烘焙工艺流程是烘焙过程中最为重要的一环,它直接关系到成品的口感、香味和外观。
下面我们将介绍烘焙工艺的一般流程。
首先,准备原料。
烘焙的原料主要包括面粉、糖、酵母、黄油、鸡蛋、牛奶等。
在开始烘焙之前,需要准备好所有的原料,并按照食谱的要求进行称量和混合。
这一步非常重要,因为原料的质量和比例直接关系到烘焙成品的口感和质量。
其次,制作面团或糊状物。
根据不同的烘焙产品,需要进行不同的制作过程。
比如制作面包需要揉面和发酵,而制作蛋糕则需要打发和搅拌。
在这一步骤中,需要注意控制好面团或糊状物的湿度和粘度,以确保成品的口感和外观。
然后,成型。
成型是烘焙工艺中非常重要的一步。
不同的烘焙产品需要进行不同的成型方式,比如面包需要进行成形和切割,蛋糕需要倒模和抹平。
在成型的过程中,需要注意动作要轻柔,以免破坏面团或糊状物的结构。
接着,发酵或膨胀。
这一步骤是面包和蛋糕等产品独有的工艺。
通过发酵或膨胀,可以使面团或糊状物获得更好的口感和松软度。
发酵的时间和温度需要根据食谱来进行控制,以确保成品的质量。
最后,烘烤。
烘烤是烘焙工艺流程中的最后一步,也是最为关键的一步。
通过高温的烘烤,可以使面包、蛋糕等产品获得金黄色的外观和香脆的口感。
在烘烤的过程中,需要根据食谱要求来控制时间和温度,以确保成品的质量和口感。
总的来说,烘焙工艺流程是一个复杂而精细的过程,需要对原料和工艺有深入的了解和掌握。
只有在严格按照工艺流程进行操作的情况下,才能制作出口感、香味和外观都符合要求的烘焙成品。
希望以上内容能够对您有所帮助,祝您在烘焙的道路上越走越远!。
第二节单一加热技法和复合加热技法中国烹调技法的精髓就是加热技法。
在古今流传的加热技法有上百种,而我们常见的的也有六七十个。
我们从本质上去认识只有几种最基本的方法,我们称为单一加热技法。
中餐往往将这些单一加热技法重复交替使用,这样就出现了许多复合加热技法。
行业中有不同的分类方法,本教材主要研究烹饪加热的本质,故以传热介质和传热方式作为分类法基础。
烹调方法——是指经过初步加工和切配后的原料及半成品原料,通过加热和调味,制成不同风味菜肴的操作方法。
烹调方法是菜肴烹调工艺的核心。
菜肴的色、香、味、形质是通过各种烹调方法的运用而集中体现的。
正确掌握、熟练运用烹调方法,对于保证菜肴质量,增加风味特色,丰富花色品种,都具有极其重要的意义。
一、单一加热技法在烹饪制熟操作中,所用的传热介质主要是水、水蒸气和油。
目前流行的以水为传热介质的熟处理技法有煮、烧、炖等;以蒸气为传热介质的有蒸、以油为传热介质的制熟方法有炒、爆、烹、煎等;以辐射为主兼有热空气对流的有烤、熏、炕(kang)等;以铁板、盐、石块等固体为传热介质的有焐、焗、烙、炮、炙等;还有远红外辐射和微波加热法以上制熟技法,不包括以调味为主的技法。
因此中国烹饪加热技法最基本的方法就是烤、煮、蒸、炸、煎、炒、照七种方法。
现分别叙述(略讲)(一)烤:应该是最古老的有意识的食物制熟方法。
《礼记·礼运》中有这样一段话:“后圣有作,修火之利······以炮pao、以燔fan、以烹、以炙zhi,以为醴li酪lao”。
炮—“裹烧之也”烹—“煮之也”;炙—“贯之火上”--小块肉在串在树支上火烤---今天的烤羊醴酪—“蒸酿之也”五种技法:炮、燔、烹、炙、蒸。
热源的唯一是篝火。
(二)煮:《礼记·礼运》中所说的烹—“煮之也”,原始的煮法。
(三)蒸:《礼记·礼运》中所说的醴酪—“蒸酿之也”---是中国古代的一个发明,无论是陶气、青铜器、甄等都是制熟方法煮和蒸。
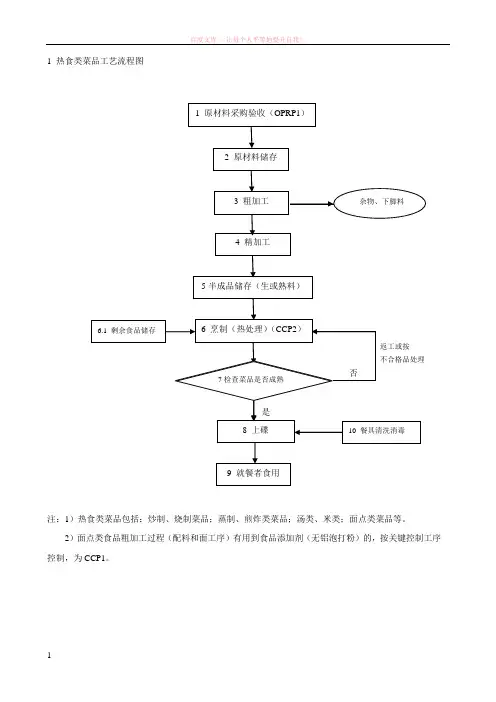
1 热食类菜品工艺流程图返工或按不合格品处理否是注:1)热食类菜品包括:炒制、烧制菜品;蒸制、煎炸类菜品;汤类、米类;面点类菜品等。
2)面点类食品粗加工过程(配料和面工序)有用到食品添加剂(无铝泡打粉)的,按关键控制工序控制,为CCP1。
1 原材料采购验收(OPRP1)2 原材料储存3 粗加工4 精加工 5半成品储存(生或熟料) 6 烹制(热处理)(CCP2) 9 就餐者食用 6.1 剩余食品储存 杂物、下脚料 8 上碟 10 餐具清洗消毒 7检查菜品是否成熟序号工序工序描述1 原材料采购验收1)出品部原料检验人员对直拨原材料进行感官检查,仓库核查来料品名、数量、出厂检验报告、来料供方等是否符合要求,不符合要求者原料不得入库。
2)冷链配送的产品应检测其表面温度,同时对来料卫生状况进行检查。
3)来料验收填写并保持验收记录。
2原材料储存1)2)对运输工具清洗消毒,并保持清洁干净。
3)将需要入库的原料分类摆放于仓库货架上,做好标识;对于直拨原材料直接存入后厨保鲜库或冷冻库,做好标识,并按相应的贮存温度要求进行贮存。
3 粗加工1)有包装的原材料在使用前应检查包装有无破损,污染原料视情况决定是否使用;拆包后盛放的容器应清洁无污。
2)操作人员将原材料进行清洗、消毒、整理、解冻、改切、涨发等初级加工,将原材料加工成大小适中、均匀、醒发良好、并按菜品需要进行腌渍后的半成品备用。
3)原材料粗加工清洗过程应分肉类清洗整理区、蔬菜类清洗整理区及海鲜类清洗区域,不得交叉使用。
4)粗加工产生的杂物、下脚料应及时清理出厨房,做废弃物处理。
5)面点类菜品粗加工即和面、打馅时食品添加剂(如泡打粉)的加入应严格按国家标准执行。
面点醒发按产品醒发工艺参数要求执行。
4 细加工1)操作人员将清洗干净的半成品原料根据不用烹饪要求或加工步骤进行精细切配或初步蒸煮。
2)打荷人员按菜单进行分配、准备。
3)面食类菜品按不同规格进行制作,待蒸制或烘烤(热处理)。
烧酒工艺流程烧酒,又称白酒,是一种以高粱、小麦、玉米等为原料,经过蒸煮、发酵、蒸馏等工艺制成的传统酒类。
烧酒因其独特的风味和历史文化底蕴而备受人们喜爱,是中国饮食文化中不可或缺的一部分。
下面将介绍烧酒的工艺流程。
首先,烧酒的原料选择非常重要。
常见的原料有高粱、小麦、玉米等。
这些原料的选择不仅影响着烧酒的口感和香气,也直接关系到烧酒的质量。
因此,在原料的选择上,需要考虑当地的气候环境、土壤条件等因素,以确保原料的质量和产量。
接下来是蒸酿发酵。
将选好的原料进行研磨、蒸煮,然后放入发酵缸中进行发酵。
发酵过程中,需要控制好温度和湿度,以保证发酵的顺利进行。
发酵时间一般为7-15天,待发酵完成后,原料中的淀粉转化为酒精,形成了酒曲。
然后是蒸馏过程。
将发酵好的原料放入蒸馏锅中进行蒸馏。
蒸馏是将发酵好的酒曲加热,使酒精蒸发后冷凝成液体,这个过程需要控制好温度和时间,以保证酒精的浓度和口感。
最后是陈酿和勾兑。
蒸馏好的酒液需要进行陈酿,使其口感更加细腻,香气更加浓郁。
陈酿时间一般为6个月到数年不等。
在陈酿完成后,需要进行勾兑,将不同时间、不同口感的酒液进行混合,以达到最佳的口感和香气。
总的来说,烧酒的工艺流程包括原料选择、蒸酿发酵、蒸馏和陈酿勾兑等环节。
每个环节都需要严格控制,以确保烧酒的质量和口感。
烧酒工艺的传承和创新,是中国酿酒文化的重要组成部分,也是中国传统饮食文化的重要载体。
希望通过本文的介绍,能够让更多的人了解烧酒的工艺流程,感受中国酒文化的魅力。
包子的工艺流程一、准备工作。
1.1 食材挑选。
要想做出美味的包子,食材可得精挑细选。
面粉得选筋性适中的,这样包子皮才能既有嚼劲又柔软。
猪肉要肥瘦相间,太瘦了口感柴,太肥了又太油腻。
蔬菜得新鲜水灵,这样才能保证包子的口感和营养。
这就叫“巧妇难为无米之炊”,没有好食材,哪能做出好包子!1.2 调料准备。
葱姜蒜那是少不了的,去腥提香就靠它们。
盐、糖、生抽、老抽、蚝油、香油,一个都不能少,得按照比例调配好,这就像打仗排兵布阵,每个调料都有自己的“岗位”,多了少了都不行。
二、制作包子皮。
2.1 和面。
把面粉倒入盆中,慢慢加入水,边加边搅拌,揉成一个光滑的面团。
这揉面可是个力气活,得“三光”——面光、手光、盆光,这才算合格。
然后让面团醒上一会儿,这叫“让面团睡个觉,醒好了才有精神”。
2.2 擀皮。
把醒好的面团分成小块,用擀面杖擀成中间厚、边缘薄的皮。
这擀皮也有讲究,得擀得均匀,不然包出来的包子就不好看,也容易露馅。
三、调制馅料。
3.1 切菜拌馅。
把蔬菜切碎,和肉馅放在一起,加入调料,顺着一个方向搅拌。
这搅拌可得用力,让馅料充分融合,“团结一心”,这样味道才能均匀。
3.2 调味。
尝尝馅料的味道,咸淡适中,鲜香可口。
要是淡了加点盐,要是不够香再加点香油,总之得调到满意为止。
四、包包子。
把馅料放在包子皮上,捏出漂亮的褶子,一个包子就包好了。
这包包子就像变魔术,手法熟练的人一会儿就能包出一笼。
五、蒸包子。
把包好的包子放进蒸笼,大火蒸上十几分钟。
这期间,就能闻到阵阵香气,让人垂涎欲滴。
等到包子蒸熟了,白白胖胖的,热气腾腾,咬上一口,那叫一个满足!做包子虽然看似简单,但是每个环节都不能马虎,只有用心去做,才能做出美味可口的包子。

热食制作管理制度范本第一章总则为了保证热食品质的稳定和安全,提升热食制作过程中的管理水平和效率,制定本制度。
第二章食材采购管理1. 食材采购应按照食品安全相关法规进行,严格检查食材的新鲜度和质量。
2. 采购人员应及时了解市场行情,选择优质的供应商采购食材。
3. 每批次食材采购应有相应记录,包括采购日期、供应商信息、食材质量检查情况等。
第三章食材储存管理1. 食材储存应分类存放,避免不同种类的食材混合。
2. 食材应储存在干燥通风的环境中,定期清理食材柜,避免食材变质。
3. 食材储存时应按照要求进行标识,包括食材名称、生产日期、保质期等信息。
第四章食品加工管理1. 食品加工应按照相关操作规程进行,避免叉菜刀等厨具的混用,保证食品原料纯净和卫生。
2. 加工操作应注意卫生,包括洗手、佩戴口罩和帽子等。
3. 食品加工工序中应及时清理厨房环境,保持厨房整洁干净。
第五章食品加工安全管理1. 食品加工过程中应避免生肉和生熟食品混装,避免交叉污染。
2. 食品加工操作员必须具备相关的健康证明,定期进行健康检查。
3. 食品加工过程中应遵守食品安全相关法规,严格控制食品的加工温度和时间。
第六章食品销售管理1. 食品销售应按照相关法规进行,保证食品的质量和安全。
2. 销售人员应接受相关培训,了解产品信息和食品安全知识。
3. 食品销售环节应定期检查,保证食品的新鲜度和卫生。
第七章突发事件处理1. 发现员工患有传染性疾病时,应立即通知相关部门,采取相应隔离措施。
2. 发现食材质量存在问题时,应立即停止使用,并通知相关部门做好处理。
3. 发现食品加工过程中存在安全隐患时,应及时调整加工措施,保证食品的安全。
第八章管理制度的执行和监督1. 所有员工必须严格遵守本制度的规定,否则将受到相应的处罚。
2. 监管机构应定期进行检查,确保本制度的执行情况,发现问题及时处理。
3. 每年定期对本制度进行审查,根据实际情况进行更新和完善。
以上为热食制作管理制度的范本,希望能够对相关工作提供参考和指导。
火锅店工艺流程图火锅店工艺流程图火锅是一种中华传统美食,深受广大消费者的喜爱。
在火锅店中,需要经过一系列的工艺流程来为顾客提供独特的火锅味道和用餐体验。
下面就以一家火锅店的工艺流程图为例,详细介绍火锅店的工艺流程。
首先,火锅店需要进行原材料采购。
火锅的主要原材料有肉类、蔬菜、豆制品、海鲜、调料等。
在此环节,可以选择采购新鲜的原材料,确保食材的新鲜度和质量。
接下来,进行食材加工。
火锅店的厨师需要将原材料进行加工处理,包括将肉类切片、蔬菜清洗切割、豆制品切块等。
加工后的食材更方便入味和食用。
然后,准备各种调味料。
调味料是决定火锅口味的关键,火锅店通常会准备多种调味料,如火锅底料、蒜蓉、孜然、辣椒粉等。
这些调味料根据不同的顾客口味需求,可以有多种选择。
之后,进行火锅底料的烹饪。
火锅底料是火锅的基础,直接影响着火锅的口感和香味。
火锅店一般提供多种火锅底料,如麻辣底料、清汤底料、川味底料等。
根据顾客的选择,将火锅底料放入锅中加热,使其熟化并散发出香味。
接着,准备火锅菜单。
火锅菜单是火锅店的重要部分,上面列出了各种食材的价格和种类。
顾客可以根据自己的喜好,选择自己喜欢的食材,并点餐。
火锅菜单一般包括肉类、蔬菜、豆制品、海鲜等各种分类,顾客可以根据自己的需求选择不同的食材。
最后,进行火锅烹饪和食用。
顾客点餐后,店员会将食材逐一送到顾客桌边,并将锅放在火源上加热。
顾客可以根据自己的口味调整火锅的开合程度,决定食材的熟度。
当食材烹饪至满意状态后,顾客可以将其捞出食用。
一边蘸着调味料品尝美味,一边和朋友家人共享美食,火锅就是这样一种美味与情感交织在一起的食物。
以上就是一家火锅店的工艺流程图介绍。
通过这些工艺流程,火锅店能够为顾客提供新鲜、美味的火锅,并且带给顾客一次独特的用餐体验。
火锅店不仅需要注重食材的质量和味道,还需要提供良好的用餐环境和周到的服务,为顾客创造一个愉悦的就餐场所。
餐饮服务环节工艺流程及关键环节食品安全加工操作规程一、餐饮服务环节工艺流程主要模式:采购----粗加工---切配---烹饪---盛装---销售一、餐饮服务环节食品安全管理操作规程包括对食品原料的采购验收、运输、贮存、粗加工、切配、烹调、备餐、供餐以及凉菜配制、食品再加热、餐饮器具消毒保洁、食品留样等加工操作工序的具体规定和操作方法的详细要求。
采购验收操作规程要求(一)采购的食品、食品添加剂、食品相关产品等应符合国家有关食品安全标准和规定的有关要求,并应进行验收,不得采购《食品安全法》第二十八条规定禁止生产经营的食品和《农产品质量安全法》第三十三条规定不得销售的食用农产品。
(二)采购时应索取购货凭据,并做好采购记录,便于溯源;向食品生产单位、批发市场等批量采购的,还应索取许可证、检验(检疫)合格证明等。
(三)购置、使用集中消毒企业供应餐饮具的应当查验其经营资质,索取消毒合格凭证。
(四)入库前应进行验收,出入库时应进行登记,作好记录。
运输操作规程要求运输工具应当保持清洁,防止食品在运输过程中受到污染。
运输需冷藏或热藏条件的食品时应分别配备符合条件的冷藏或保温设施。
贮存操作规程要求(一)贮存场所、设备应当保持清洁,无霉斑、鼠迹、苍蝇、蟑螂,不得存放有毒、有害物品(如杀鼠剂、杀虫剂、洗涤剂、消毒剂等)及个人生活用品。
(二)食品原料、食品添加剂应当分类、分架存放,距离墙壁、地面均在10cm以上,并定期检查,使用应遵循先进先出的原则,变质和过期的食品、食品添加剂应及时清理销毁。
(三)冷藏、冷冻的温度应分别符合冷藏和冷冻的温度范围要求。
1.冷藏、冷冻贮存应做到原料、半成品、成品严格分开,不得在同室内存放。
冷藏、冷冻柜(库)应有明显区分标识,宜设外显式温度(指示)计,并定期校验,以便于对冷藏、冷冻柜(库)内部温度的监测。
2.在冷藏、冷冻柜(库)内贮存时,应做到植物性食品、动物性食品和水产品分类摆放。
3.在冷藏、冷冻柜(库)内贮存时,应确保食品中心温度达到冷藏或冷冻的温度要求。
冰糖烤梨工艺流程1. 概述冰糖烤梨是一道传统的中国甜品,以梨为主要原料,配以冰糖和其他调料进行制作。
它有着香甜可口的口感,被广大消费者喜爱。
下面将详细介绍冰糖烤梨的制作工艺流程。
2. 原料准备•梨:选用新鲜、成熟但不过熟的梨,品种可以根据个人口味选择。
•冰糖:根据梨的数量和个人口味适量添加。
•其他调料:可根据个人口味添加姜片、桂皮、红枣等。
3. 制作步骤3.1 洗净梨将选好的新鲜梨洗净,去除表面的污垢。
3.2 去皮和挖空将洗净的梨去掉皮,然后用小刀挖掉果核部分,留下一个中空的梨体。
3.3 准备填充材料根据个人喜好和口味,可选择性地在中空的梨体内填充一些调料,如姜片、桂皮、红枣等。
这些调料可以增加梨的香气和口感。
3.4 加入冰糖将适量的冰糖放入中空的梨体内,根据个人口味可适当增减。
冰糖是冰糖烤梨的主要甜味来源,也是制作过程中的关键步骤。
3.5 包裹梨体将填充好冰糖和调料的梨体用锡纸或者烤盘包裹起来,确保梨体不会散开。
3.6 烤制将包裹好的梨体放入预热好的烤箱中,温度设置在180摄氏度左右。
时间约为30-40分钟,具体时间根据梨的大小和个人口感而定。
3.7 翻面在烤制过程中,需要定期将梨体进行翻面,确保两侧均匀受热,达到更好的口感效果。
3.8 烤至金黄待到梨体表面呈现金黄色时,即可取出。
3.9 上桌享用将烤好的冰糖烤梨取出,可将其放入碗中,撒上少许冰糖汁,或者配以一些蜂蜜、核桃等作为装饰。
可以热食或凉食,根据个人喜好选择。
4. 注意事项•梨的选择:选用新鲜、成熟但不过熟的梨,这样口感更好。
•冰糖的控制:根据个人口味适量添加冰糖,不宜过多或过少。
•烤制时间:根据梨的大小和个人口感确定烤制时间,避免过度或不足。
•翻面均匀:在烤制过程中要定期将梨体进行翻面,确保两侧均匀受热。
•安全操作:使用锡纸或者烤盘包裹梨体时要注意防止被划伤。
5. 总结通过以上步骤,冰糖烤梨的制作就完成了。
这道甜品口感香甜可口,营养丰富。
熟食肉制品生产工艺配方熟食肉制品生产工艺配方一、酱猪头肉酱猪头肉是一种传统的熟食肉制品,具有丰富的营养和独特的口感。
其制作工艺主要包括以下几个步骤:选料、熬制酱汁、处理猪头肉、入味腌制、烤制、包装。
二、酱猪耳酱猪耳是一种以猪耳朵为原料制作的熟食肉制品,其制作工艺与酱猪头肉类似。
在选料、熬制酱汁、处理猪耳、入味腌制、烤制、包装等环节中,需要注意加强卫生管理,确保产品质量和安全。
三、酱肉皮酱肉皮是一种以猪皮为原料制作的熟食肉制品,其制作工艺相对简单,主要包括以下几个步骤:选料、处理猪皮、熬制酱汁、入味腌制、烤制、包装。
在制作过程中,需要注意猪皮的清洁和卫生。
四、酱小肘、猪蹄酱小肘、猪蹄是一种以猪肘和猪蹄为原料制作的熟食肉制品,其制作工艺相对复杂,需要注意选料、熬制酱汁、处理猪肘和猪蹄、入味腌制、烤制、包装等环节,确保产品质量和安全。
五、酱汁肉酱汁肉是一种以猪肉为原料制作的熟食肉制品,其制作工艺相对简单,主要包括以下几个步骤:选料、处理猪肉、熬制酱汁、入味腌制、烤制、包装。
在制作过程中,需要注意加强卫生管理,确保产品质量和安全。
六、酱猪肝酱猪肝是一种以猪肝为原料制作的熟食肉制品,其制作工艺相对简单,主要包括以下几个步骤:选料、处理猪肝、熬制酱汁、入味腌制、烤制、包装。
在制作过程中,需要注意加强卫生管理,确保产品质量和安全。
七、炸肉条炸肉条是一种以猪肉为原料制作的熟食肉制品,其制作工艺相对简单,主要包括以下几个步骤:选料、处理猪肉、入味腌制、炸制、包装。
在制作过程中,需要注意加强卫生管理,确保产品质量和安全。
八、酥骨肉(酱排骨)酥骨肉是一种以猪排骨为原料制作的熟食肉制品,其制作工艺相对简单,主要包括以下几个步骤:选料、处理猪排骨、熬制酱汁、入味腌制、烤制、包装。
在制作过程中,需要注意加强卫生管理,确保产品质量和安全。
九、肉皮冻肉皮冻是一种以猪皮为原料制作的熟食肉制品,其制作工艺相对简单,主要包括以下几个步骤:选料、处理猪皮、煮制肉皮冻、切片、包装。
粮食加工工艺流程解析粮食加工是指对各类粮食进行研磨、碾皮、烘烤等一系列处理工艺,以获得食用或工业加工所需的各类粮食产品。
本文将解析粮食加工的一般工艺流程。
1. 前期处理前期处理是粮食加工的首要步骤,旨在去除杂质、保持原料的完整性,并进行清洗和水分调节。
这步骤包括以下几个关键环节: - 清理:将粮食中的异物、石子等杂质去除,确保产品的质量和安全性。
- 清洗:通过清洗设备,去除表面的尘土、沙石等杂质,准备下一步的研磨、碾皮等工艺。
- 浸泡:有些粮食需要经过浸泡,可以改善其加工性能,提高产量和质量。
- 分级:根据颗粒大小,进行初步分级,以便更好地控制后续的加工工艺。
2. 研磨与碾皮在粮食加工中,研磨与碾皮是重要的工艺环节,通过不同的设备和工艺方法,将粮食外壳、胚芽等部分去除或破碎,得到精确的粉碎和碾皮效果。
这步骤包括以下几个关键环节:- 研磨:通过粉碎设备,将粮食颗粒细化,以便更好地进行后续加工。
研磨可以根据需要进行多次,以达到不同颗粒粒径的要求。
- 碾皮:对于某些粮食,如大米、小麦等,需要进行碾皮处理,去除外壳等部分。
通过不同的碾皮设备和方法,可以得到不同程度的碾皮效果。
3. 蒸煮与烘烤蒸煮和烘烤是粮食加工的关键工艺环节,通过加热处理,改变粮食的物理和化学性质,提高产品的品质和口感。
这步骤包括以下几个关键环节:- 蒸煮:将粮食放入专用设备中,在高温高湿的环境下进行蒸煮处理。
蒸煮可以使粮食更易破碎、更易消化,同时杀灭有害微生物。
- 烘烤:通过将粮食进行低温或高温烘烤,达到杀菌、去湿和改良口感的目的。
烘烤的时间和温度要根据不同的粮食品种和产品要求进行调控。
4. 分选与包装在粮食加工的最后阶段,需要对产出的粮食产品进行分选和包装。
这步骤是为了确保产品的质量和卫生安全,以及便于储存和运输。
这步骤包括以下几个关键环节:- 分选:使用专用设备对粮食产品进行分级和筛选,以去除残留的异物、破碎粒和过大或过小的颗粒,确保产品的统一性和良好的品质。
热食类食品制售管理制度(一)具有与生产经营的食品品种、数量相适应的食品原料处理和食品加工、包装、贮存等场所,保持该场所环境整洁,并与有毒、有害场所以及其他污染源保持规定的距离;(二)具有与生产经营的食品品种、数量相适应的生产经营设备或者设施,有相应的消毒、更衣、盥洗、采光、照明、通风、防腐、防尘、防蝇、防鼠、防虫、洗涤以及处理废水、存放垃圾和废弃物的设备或者设施;(三)有专职或者兼职的食品安全专业技术人员、食品安全管理人员和保证食品安全的规章制度;(四)具有合理的设备布局和工艺流程,防止待加工食品与直接入口食品、原料与成品交叉污染,避免食品接触有毒物、不洁物;(五)餐具、饮具和盛放直接入口食品的容器,使用前应当洗净、消毒,炊具、用具用后应当洗净,保持清洁;(六)贮存、运输和装卸食品的容器、工具和设备应当安全、无害,保持清洁,防止食品污染,并符合保证食品安全所需的温度、湿度等特殊要求,不得将食品与有毒、有害物品一同贮存、运输;(七)直接入口的食品应当使用无毒、清洁的包装材料、餐具、饮具和容器;(八)食品生产经营人员应当保持个人卫生,生产经营食品时,应当将手洗净,穿戴清洁的工作衣、帽等;销售无包装的直接入口食品时,应当使用无毒、清洁的容器、售货工具和设备;(九)用水应当符合国家规定的生活饮用水卫生标准;(十)使用的洗涤剂、消毒剂应当对人体安全、无害;(十一)法律、法规规定的其他要求。
非食品生产经营者从事食品贮存、运输和装卸的,应当符合前款第六项的规定。
食品实施条例第二十条食品生产经营者应当依法取得相应的食品生产经营许可。
法律、法规对食品生产加工小作坊和食品摊贩另有规定的,依照其规定。
食品生产经营许可的有效期为3年。
经营食品需要许可才可以销售,生食和熟食应分开销售,你的营业执照经营范围和许可证上应当载明。
煎煮法的工艺流程全文共四篇示例,供读者参考第一篇示例:煎煮法是一种常用的烹饪方式,适用于各种食材的加工和烹饪。
通过将食材放入锅中,加入适量的油和调料,用中小火慢慢烹调,可以使食材更加鲜嫩可口。
下面就让我们来详细了解一下煎煮法的工艺流程吧。
准备食材。
选择新鲜的食材是制作美味佳肴的第一步。
可以选择各种肉类、蔬菜、水果等作为主料,根据个人口味选择不同的第二篇示例:煎煮法是一种烹饪方式,通常用于处理肉类、蔬菜等食材。
它能够保留食材的原汁原味,使食材更加美味可口。
以下是煎煮法的工艺流程:第一步:准备食材我们需要准备好要烹饪的食材,比如牛排、鸡腿、蔬菜等。
食材要事先处理干净,去除杂质,确保食材的新鲜度和质量。
第二步:加热锅具在煎煮之前,我们需要先加热煎锅或平底锅。
将锅具放在火上,待锅底温热后加入一定量的食用油,这样可以使食材更容易烹饪,并且可以避免食材粘锅。
第三步:煎煮食材当锅具被加热到适当温度后,我们就可以开始将食材放入锅中进行煎煮了。
这个过程需要根据不同的食材而定,通常将肉类食材放入油锅煎炸至金黄色即可。
第四步:调味煎煮食材之后,我们可以根据个人口味添加适量的调味料,比如盐、胡椒粉、酱油等。
这样可以增加食材的香气和口感。
第五步:关火当食材被煎煮完成后,我们可以关火,离开锅具。
待食材稍微冷却后,即可拿出来享用。
煎煮法是一种简单而有效的烹饪方式,可以让食材在保持原汁原味的同时获得更好的口感和味道。
希望以上的工艺流程能够帮助您更好地掌握煎煮的技巧,享受美味的烹饪过程。
第三篇示例:煎煮法是一种烹饪方法,通常用于烹制蔬菜、肉类和海鲜等食材。
通过将食材放入预热油锅中,以高温快速烹煮,使食材在短时间内达到熟透,保持食材原汁原味的也锁住了食材的营养成分。
下面将详细介绍煎煮法的工艺流程。
第一步:准备食材在煎煮法中,选择新鲜食材是非常重要的。
蔬菜选取新鲜色泽鲜艳的,肉类选取新鲜肉质紧实的,海鲜选取新鲜味道鲜美的。
在准备食材时,要将食材清洗干净,去除杂质,并根据需要切成适当的大小。
热食工艺操作流程
注:
1)热食类菜品包括:炒制、烧制菜品;蒸制、煎炸类菜品;汤类、米类;面点类菜品等。
2)面点类食品粗加工过程(配料和面工序)有用到食品添加剂(无铝泡打粉)的,按关键控制工序控制,为CCP1。
第一条 原材料采购验收
1.出品部原料检验人员对直拨原材料进行感官检查,仓库核查来料品名、数量、出厂检
验报告、来料供方等是否符合要求,不符合要求者原料不得入库。
2.冷链配送的产品应检测其表面温度,同时对来料卫生状况进行检查。
3.来料验收填写并保持验收记录。
第二条 原材料储存
1.对运输工具清洗消毒,并保持清洁干净。
2.将需要入库的原料分类摆放于仓库货架上,做好标识;对于直拨原材料直接存入后厨保
鲜库或冷冻库,做好标识,并按相应的贮存温度要求进行贮存。
第三条 粗加工
1.有包装的原材料在使用前应检查包装有无破损,污染原料视情况决定是否使用;拆包
后盛放的容器应清洁无污。
2.操作人员将原材料进行清洗、消毒、整理、解冻、改切、涨发等初级加工,将原材料
加工成大小适中、均匀、醒发良好、并按菜品需要进行腌渍后的半成品备用。
3.原材料粗加工清洗过程应分肉类清洗整理区、蔬菜类清洗整理区及海鲜类清洗区域,
不得交叉使用。
4.粗加工产生的杂物、下脚料应及时清理出厨房,做废弃物处理。
5.面点类菜品粗加工即和面、打馅时食品添加剂(如泡打粉)的加入应严格按国家标准
执行。
面点醒发按产品醒发工艺参数要求执行。
第四条 细加工
1.操作人员将清洗干净的半成品原料根据不用烹饪要求或加工步骤进行精细切配或初步
蒸煮。
2.打荷人员按菜单进行分配、准备。
3.面食类菜品按不同规格进行制作,待蒸制或烘烤(热处理)。
第五条 半成品(生或熟料)贮存
1.将切配好的半成品(生或熟料)进行冷藏或冷冻贮存;
2.冷藏、冷冻存放时间及温度要求见《产品储存一览表》;
3.储存过程应定期监视库内温度,使其满足产品要求,监视需填写温度监视记录。
第六条 烹制(热处理)
1.将备好的材料进行蒸、煮、卤制、烧、烤、煎、炸等不同菜品烹饪方式,加入盐、味
精、酱油、料酒等调料进行熟制。
2.熟制过程确保菜品炒熟煮透。
由炒锅师傅负责小炒菜品的质量、感官和食品安全。
3.如面点、蒸煮、烧烤类的菜品热加工处理过程,应按作业指导书等文件的要求进行制
作,对其加工中心温度(75℃以上)进行检测监控,以确保有害微生物被杀死。
操作
和监控过程应填写相应岗位操作记录。
第七条 剩余食品储存
1.隔餐食用的半成品或成品应充分加热,确保热透,使其中心温度超过75℃。
2.再加热时应填写相应操作记录。
第八条 检查菜品是否成熟
1.操作人员肉眼检查判断出品是否成熟,必要时测量出品中心温度(标准≥75℃)。
2.经检查未成熟的菜品视情况进行返工或做废弃物处理。
废弃物处理应按《不合格及潜
在不安全品控制程序》执行。
第九条 上碟
1.熟制好的菜品装盘上碟,碟盘须经消毒处理,务必干燥、清洁、无污渍;
2.打荷人员做必要的装饰和酱汁准备。
3.菜品装饰不得用于第二次,每次使用前应清洗干净后开水浸泡消毒。
4.因下单失误等原因导致退下的菜不得再用于隔餐销售。
第十条 顾客食用
1.传菜人员将菜品对号传上,由服务员上菜。
2.顾客用餐过程,对于菜品质量有任何意见和建议均由服务员及时予以响应,具体按相
关文件执行。
3.客人要求打包的饭菜,服务人员应取验收合格的洁净的一次性餐具盒进行打包。
第十一条 餐具清洗消毒
1.进入餐具清洗间的餐具均按“一清、二洗、三漂、四消毒”的要求进行清洗、消毒;
2.餐具清洗过程应分陶瓷、不锈钢不同材质不同规格型号的餐具进行消毒,以保证热力
清洗消毒效果;
3.消毒后的餐具由专人收集整理至餐具柜中存放,备用。
整理过程应确保人员、餐具柜
的卫生清洁,避免餐具二次污染。
4.洗碗机使用过程应对其运行状况进行监督,确保其正常运行和餐具的清洗消毒效果,
应形成必要的设备运行监视记录。