德国MAN客车底盘工艺
- 格式:docx
- 大小:24.85 KB
- 文档页数:5


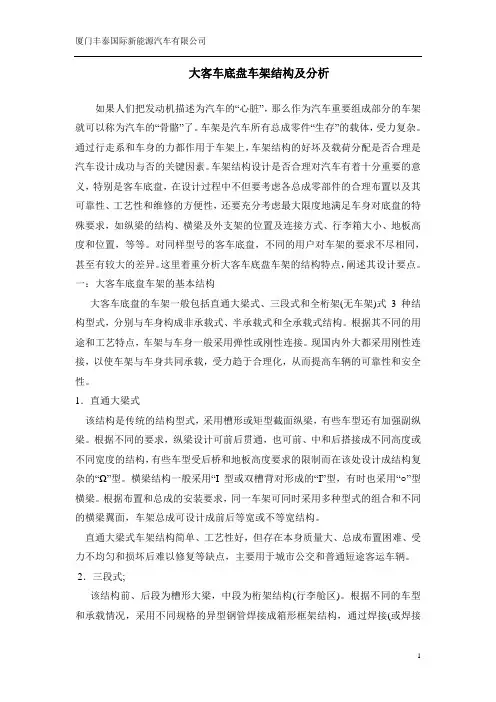
大客车底盘车架结构及分析如果人们把发动机描述为汽车的“心脏”,那么作为汽车重要组成部分的车架就可以称为汽车的“骨骼”了。
车架是汽车所有总成零件“生存”的载体,受力复杂。
通过行走系和车身的力都作用于车架上,车架结构的好坏及载荷分配是否合理是汽车设计成功与否的关键因素。
车架结构设计是否合理对汽车有着十分重要的意义,特别是客车底盘,在设计过程中不但要考虑各总成零部件的合理布置以及其可靠性、工艺性和维修的方便性,还要充分考虑最大限度地满足车身对底盘的特殊要求,如纵梁的结构、横梁及外支架的位置及连接方式、行李箱大小、地板高度和位置,等等。
对同样型号的客车底盘,不同的用户对车架的要求不尽相同,甚至有较大的差异。
这里着重分析大客车底盘车架的结构特点,阐述其设计要点。
一:大客车底盘车架的基本结构大客车底盘的车架一般包括直通大梁式、三段式和全桁架(无车架)式3种结构型式,分别与车身构成非承载式、半承载式和全承载式结构。
根据其不同的用途和工艺特点,车架与车身一般采用弹性或刚性连接。
现国内外大都采用刚性连接,以使车架与车身共同承载,受力趋于合理化,从而提高车辆的可靠性和安全性。
1.直通大梁式该结构是传统的结构型式,采用槽形或矩型截面纵梁,有些车型还有加强副纵梁。
根据不同的要求,纵梁设计可前后贯通,也可前、中和后搭接成不同高度或不同宽度的结构,有些车型受后桥和地板高度要求的限制而在该处设计成结构复杂的“Ω”型。
横梁结构一般采用“I型或双槽背对形成的“I”型,有时也采用“○”型横梁。
根据布置和总成的安装要求,同一车架可同时采用多种型式的组合和不同的横梁翼面,车架总成可设计成前后等宽或不等宽结构。
直通大梁式车架结构简单、工艺性好,但存在本身质量大、总成布置困难、受力不均匀和损坏后难以修复等缺点,主要用于城市公交和普通短途客运车辆。
2.三段式;该结构前、后段为槽形大梁,中段为桁架结构(行李舱区)。
根据不同的车型和承载情况,采用不同规格的异型钢管焊接成箱形框架结构,通过焊接(或焊接和铆接)同前后大梁连接在一起。
客车底盘的装配工艺流程一、客车底盘装配工艺流程概述客车底盘是指客车的整个车身结构,包括底架、弹簧、悬挂、制动系统、传动系统等各个组成部分。
其装配工艺流程是将各个部件经过一系列的工序和流程,按照设计要求和规范进行装配,从而形成完整的底盘结构。
下面将详细介绍客车底盘的装配工艺流程。
二、客车底盘装配工艺流程详解1.钢材准备:根据设计要求,准备所需钢材,包括各种规格和型号的钢板、钢管等。
2.切割加工:根据设计图纸,对钢材进行切割加工,形成各个部件的形状和尺寸。
3.钣金加工:将已经切割好的钢板进行进一步的钣金加工,如弯曲成形、压制等。
4.焊接:将各个部件进行焊接,包括底架、底板、车轮支架等,确保焊缝牢固。
5.补焊和打磨:对焊接过程中出现的焊缝进行补焊,然后进行打磨,使焊缝平滑。
6.喷涂:对焊接完毕的底盘进行喷涂处理,包括底漆和面漆的喷涂。
7.弹簧悬挂:将已经喷涂完毕的底盘与弹簧进行组装和安装,确保悬挂系统的正常工作。
8.制动系统安装:将制动系统的各个部件进行安装,包括刹车片、刹车盘、刹车缸等。
9.传动系统组装:将传动系统的各个部件进行组装,包括发动机、变速器、传动轴等。
10.轮胎安装和平衡:将轮胎安装在轮轴上,并进行平衡处理,确保车辆行驶平稳。
11.灯具和电路系统安装:将车辆的各种灯具和电路系统进行安装,包括前照灯、尾灯、转向灯等。
12.油箱和润滑系统安装:将油箱和润滑系统安装在底盘上,确保车辆正常运转所需的燃油和润滑油。
13.客车底盘总装:将所有已经完成的部件进行总装,包括底板、底架、弹簧悬挂、制动系统、传动系统等。
14.车身装配:将已经完成总装的底盘与车身进行装配,形成完整的客车。
15.测试和调试:对已经装配完成的客车进行测试和调试,确保各个系统和部件的正常工作。
16.质检和验收:对已经测试和调试完成的客车进行质量检验和验收,确保车辆合格。
17.交付客户:将通过质量检验和验收的客车交付给客户。
三、总结客车底盘的装配工艺流程是一个复杂的过程,需要严格按照设计要求和规范进行操作。
Man 曼公司(1)2009-07-10 作者:Mark 来源:中国客车英文网文字大小:【大】【中】【小】德国曼商用车辆股份公司(MAN Nutzfahrzeuge AG)总部位于德国慕尼黑,是MAN 集团旗下最大的子公司,同时也是国际领先的商用车辆与运输解决方案提供商。
2007财年,公司约36,000名员工,创造出104亿欧元的骄人销售业绩,共售出93,000多辆卡车和7,300多辆MAN和NEOPLAN两个品牌的客车及客车底盘。
2008财年,公司再创佳绩,在全球范围内共销售各类卡、客车10万多辆。
曼公司经营的两大客车品牌之一MAN德国曼商用车辆股份公司生产有多种产品,包括总重量从6公吨到50公吨不等的各种卡车、总重量高达300公吨的特殊用途重型车辆、以及市内公共汽车、城际巴士、长途客车以及柴油、天然气和氢动力发动机等。
在德国,公司拥有6个生产基地,分别位于:慕尼黑、纽伦堡、扎耳茨吉特、古斯塔夫堡、皮尔斯汀和普劳恩。
另外,在奥地利维也纳和斯太尔,公司也设有工厂,由旗下子公司MAN Nutzfahrzeuge Österreich AG 负责运营。
此外,在波兰的波兹南和斯塔拉霍维斯、以及土耳其的安卡拉,公司还设有NEOMAN 公共汽车制造厂,同时在南非的奥利菲斯芳登和松树城也设有制造厂。
在波兰克拉科夫市附近的涅波沃米采,公司正在新建一个大型卡车装配厂。
该工厂在2007年中期建成,届时将可以为东欧市场源源不断地输送重型卡车。
2006年后半年,位于印度皮萨姆浦尔的合资企业MAN FORCE TRUCKS Pvt. Ltd. 将开始为印度市场和亚洲其他地区生产重型卡车,而后还将生产公共汽车底盘。
公司在墨西哥的业务规模进一步得到扩展:于2006年7月1日新成立的公司MAN Truck & Bus Mexico 将负责公共汽车底盘和整体公共汽车的生产制造工作;MAN Ferrostaal Mexico 将负责产品的销售与服务工作。
客车底盘装配工艺流程一、零部件准备:1.检查底盘零部件的数量和质量,并进行分类和整理。
2.准备所需的工具和设备,包括各种扳手、扳手、气动工具等。
二、底盘搭建:1.将底盘主梁放置在工作平台上,根据设计要求进行位置和角度调整。
2.安装前后桥和悬挂系统,包括弹簧片、减震器、稳定器等。
3.安装转向机构和转向器,包括转向机构、转向油泵、转向柱等。
4.安装制动系统,包括刹车盘、制动泵、制动片等。
5.安装车轮和轮胎。
6.安装油箱和油泵,包括油箱、燃油泵、燃油滤清器等。
7.安装底盘外壳和罩板,包括底盘盖板、底盘板等。
三、底盘调试:1.进行底盘系统的初步调试,包括检查和调整各个零部件的位置和角度。
2.检查和调整转向机构的灵活度和灵敏度。
3.检查制动系统的正常工作,包括制动盘和制动泵的压力和液体流量。
4.检查底盘的稳定性和平衡性。
四、质量检验:1.对底盘系统进行全面的质量检验,包括外观检查、尺寸检查和功能检查。
2.检查零部件的质量和安装质量,包括焊接接头、螺栓连接等。
3.修复和调整不合格的零部件和装配问题。
五、底盘调试:1.完成底盘系统的调试,包括调整转向机构的灵敏度和转向角度。
2.调整制动系统的制动力和制动距离。
3.调整底盘的稳定性和平衡性。
六、底盘整备:1.检查底盘系统的清洁度和润滑状况。
2.进行底盘系统的保养和维修,包括更换润滑油和滤清器等。
3.参加底盘系统的计量和检测,包括动力和扭矩测试。
七、成品包装:1.对底盘系统进行外观包装,包括密封和防潮措施。
2.根据客户要求,对底盘系统进行木箱包装或打包。
以上是客车底盘装配工艺流程的一般步骤,不同的客车底盘可能会有所不同。
在实际的生产中,还需要根据具体的要求和实际情况进行一些调整和细节处理,以保证底盘系统的质量和性能。
汽车制造中的汽车底盘部件的组装工艺在汽车制造过程中,汽车底盘部件的组装工艺是至关重要的一环。
汽车底盘作为整车的基础骨架,承载着车身负荷和车辆的动力系统,其质量和装配精度直接影响着整车的性能和安全性。
本文将深入探讨汽车底盘部件的组装工艺,包括工艺流程、工艺方法和质量控制等方面。
一、工艺流程汽车底盘部件的组装工艺流程通常包括以下几个关键步骤:1. 零部件准备:在组装之前,各个底盘部件需要进行清洗、涂漆、标记等预处理。
同时,需要根据设计图纸和工艺要求对零部件进行检查和测量,以确保其质量和尺寸的准确性。
2. 部件装配:根据装配图纸和工艺要求,将各个底盘部件按照顺序装配起来。
在这个过程中,需要严格控制装配顺序、装配方法和装配力度,以确保零部件的正确配合和装配质量。
3. 熔接工艺:对于一些需要进行熔接的底盘部件,如车架和悬挂系统等,需要采用适当的熔接方法,如气体焊接、电弧焊接或摩擦焊接等。
在熔接过程中,需要注意焊接参数的选择和控制,以确保焊接接头的强度和密封性。
4. 螺栓连接:在底盘部件的组装中,常常使用螺栓连接来固定零部件。
螺栓连接需要根据设计要求进行预紧力的控制,以确保连接的紧固度和可靠性。
5. 质检和调试:在底盘组装完成后,需要对整车进行质量检验和调试。
质检包括外观检查、尺寸检测和功能检测等,以确保底盘部件装配的质量和性能符合要求。
同时,还需要对底盘进行调试,包括悬挂系统的调整和刹车系统的校准等,以确保底盘的平稳性和操控性。
二、工艺方法在汽车底盘部件的组装过程中,可以采用多种工艺方法来提高装配效率和质量。
1. 自动化装配:借助机器人和自动化设备,可以实现对底盘部件的自动装配。
自动化装配可以提高装配速度和精度,减少人为因素对装配质量的影响。
2. 模块化设计:将底盘部件划分为多个模块,各个模块之间采用标准接口进行连接。
这样可以简化装配过程,提高模块的通用性和可维护性,同时也方便后期的维修和更换。
3. 先进的装配工具:采用先进的装配工具,如扭矩扳手、液压千斤顶和气动工具等,可以提高装配精度和效率。
汽车底盘制造工艺解析随着汽车产业的不断发展,底盘作为汽车的重要组成部分,其制造工艺也在不断改进和创新。
本文将对汽车底盘制造工艺进行解析,介绍其主要工艺流程和技术特点。
一、底盘制造工艺概述汽车底盘是指承载车身、发动机、传动系统等重要部件的车辆骨架,其制造工艺直接影响到汽车的性能和质量。
底盘制造工艺主要包括材料选择、焊接工艺、表面处理和装配等环节。
二、材料选择底盘的材料选择直接关系到底盘的强度、刚度和耐久性。
常见的底盘材料包括钢铁、铝合金和复合材料等。
钢铁材料具有良好的强度和刚度,适用于大型商用车和越野车等需要承受较大载荷的车型。
铝合金材料具有较低的密度和良好的耐腐蚀性,适用于高档轿车和电动车等对重量要求较高的车型。
复合材料具有高强度、轻质化和抗腐蚀性能,适用于一些特殊用途的车辆。
三、焊接工艺底盘的焊接工艺是底盘制造的核心环节之一。
目前,常用的焊接工艺包括点焊、激光焊和摩擦焊等。
点焊是最常见的焊接方式,通过在接合部位施加电流和压力,使金属材料熔化并连接在一起。
激光焊是利用激光束对金属材料进行加热和熔化,实现焊接的方式。
摩擦焊是通过在接合部位施加摩擦力和压力,使金属材料产生塑性变形并连接在一起。
这些焊接工艺具有高效、高质量和环保等优点。
四、表面处理底盘的表面处理主要是为了提高其耐腐蚀性和外观质量。
常见的表面处理工艺包括喷涂、镀锌和电泳等。
喷涂是将底盘表面喷涂上底漆和面漆,形成一层保护膜。
镀锌是将底盘表面镀上一层锌,形成一层耐腐蚀的保护层。
电泳是将底盘浸入电泳槽中,利用电流和电解液使底盘表面形成一层均匀的涂层。
这些表面处理工艺可以有效延长底盘的使用寿命和提高其外观质量。
五、装配底盘的装配是将各个底盘组件进行组装和安装的过程。
装配工艺需要保证各个组件的精确配合和正确安装。
常见的装配工艺包括焊接、螺栓连接和胶接等。
焊接是将底盘组件通过焊接工艺连接在一起。
螺栓连接是通过螺栓和螺母将底盘组件连接在一起。
胶接是利用胶水将底盘组件粘接在一起。
客车全承载车身技术来源:佳工网日期:2011-12-04 点击:68更多0应用在客车上的全承载车身技术是高档豪华客车制造技术中的重要项目。
该技术是德国凯斯鲍尔公司于上个世纪50年代首创,并通过严格的碰撞试验,性能优越,使客车具有经济、安全和舒适等性能,尤其适应高速长距离客运。
全承载车身技术的应用,引发了国内客车制造业的一场技术变革。
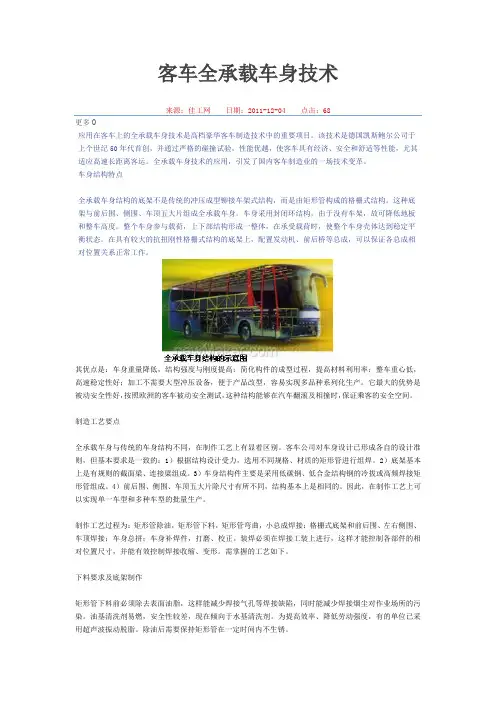
车身结构特点全承载车身结构的底架不是传统的冲压成型铆接车架式结构,而是由矩形管构成的格栅式结构。
这种底架与前后围、侧围、车顶五大片组成全承载车身。
车身采用封闭环结构,由于没有车架,故可降低地板和整车高度。
整个车身参与载荷,上下部结构形成一整体,在承受载荷时,使整个车身壳体达到稳定平衡状态。
在具有较大的抗扭刚性格栅式结构的底架上,配置发动机、前后桥等总成,可以保证各总成相对位置关系正常工作。
其优点是:车身重量降低,结构强度与刚度提高;简化构件的成型过程,提高材料利用率;整车重心低,高速稳定性好;加工不需要大型冲压设备,便于产品改型,容易实现多品种系列化生产。
它最大的优势是被动安全性好,按照欧洲的客车被动安全测试,这种结构能够在汽车翻滚及相撞时,保证乘客的安全空间。
制造工艺要点全承载车身与传统的车身结构不同,在制作工艺上有显着区别。
客车公司对车身设计已形成各自的设计准则,但基本要求是一致的:1)根据结构设计受力,选用不同规格、材质的矩形管进行组焊。
2)底架基本上是有规则的截面梁、连接梁组成。
3)车身结构件主要是采用低碳钢、低合金结构钢的冷拔或高频焊接矩形管组成。
4)前后围、侧围、车顶五大片除尺寸有所不同,结构基本上是相同的。
因此,在制作工艺上可以实现单一车型和多种车型的批量生产。
制作工艺过程为:矩形管除油,矩形管下料,矩形管弯曲,小总成焊接;格栅式底架和前后围、左右侧围、车顶焊接;车身总拼;车身补焊件,打磨、校正。
装焊必须在焊接工装上进行,这样才能控制各部件的相对位置尺寸,并能有效控制焊接收缩、变形。

客车生产工艺流程简介一、客车制造工艺概述客车制造工艺特点客车制造的主要工艺技术二、客车制造工艺流程常见工艺流程简介我公司主要生产线、工艺流程及其概况客车制造工艺概述客车制造从原材料和外购件的投入至整车装配检测完毕,其过程经过多条生产线,采用多级综合工艺,生产方式是流水线生产和批量生产混在一起,而主要生产线的生产方式为流水线生产方式,生产形态是连续性生产客车制造工艺的特点➢客车的特点:多品种、小批量、大尺寸、装配工作量大。
➢我公司客车产品覆盖从6米到13米,目前在用约1700多个车型代码➢小型客车工艺形式及方法:车身壳体主要由车身覆盖件和构件等冲压件构成,其制造工艺与乘用车相近。
➢中型、大型客车工艺形式及方法:车身有车身骨架,且车身尺寸大、品种多、生产纲领小,其制造工艺与乘用车有着明显的不同,多采用典型的混合流水线生产方式。
为了与此生产方式相适应,从工艺布置、工位设置、作业安排到设备选型、生产管理等,形成了客车制造的工艺特点。
➢工艺路线布置特点:1.由客车主要生产线构成的工艺路线多采用回转式布置,其主要特点是工艺路线便捷,工艺传递方便,主要生产线之间产品流动通畅,有利于生产进度控制和现场管理。
在主要生产线衔接处设置缓冲工位,以控制生产节拍。
设置后备工位,对于有特殊要求、作业量较大的产品,移到后备工位进行制作,保证生产线平稳运行。
工位布置特点:客车生产线的工位面积大、工位数少、工位作业量大、作业内容繁杂、作业时间不均衡。
所以对作业量大的瓶颈工位设置了必要的辅助工位,并通过设置辅助生产线,适当分组装配,减少生产线上的总装配量,提高生产线对多品种混合生产的适应性,以稳定流水线生产。
2.一些生产规模较大的客车企业为了提高生产能力,适应客车品种多、批量小的生产特点,多采用设置两条并行的车身焊装线和两条并行的车身装配线与一条车身涂装线相衔接的方式,焊装线、装配线的工位采用串联式布置,整体浸渍磷化和浸漆、电泳底漆生产线工位采用串联式布置;涂装线其他工位采用并列式布置。
客车底盘技术应用现状和发展趋势客车制造的核心技术在于底盘技术。
从20世纪60年代起,中国客车底盘制造业随着中国客车工业的发展从无到有,走过了一段艰难曲折的发展历程。
20世纪60年代到80年代期间,中国客车制造基本是直接采用载货车底盘改装而成。
其中大型客车基本上采用黄河牌载货车底盘,中型客车主要采用解放、东风载货车底盘,轻型客车采用跃进载货车、北京吉普的底盘。
自20世纪90年代以来,我国客车企业加强了与国外客车制造企业在资金和技术方面的合作,引进了一批客车底盘系列产品和制造技术(具体技术引进情况,见表1)。
国外著名的客车及客车底盘制造公司,如德国的凯斯鲍尔、奔驰、曼;法国的雷诺;意大利的依维柯;瑞典的沃尔沃和日本的日产柴先后与我国签定了合作、合资和技术引进协议。
表1 中国客车底盘技术引进概况在引进技术的同时,国内一些客车底盘制造企业如一汽、东风和江淮等通过模仿,自主研制开发出一批客车专用底盘,其中6—8m客车底盘以HFC6601KY、HFC6702KY、HFC6782为代表,10~11m客车底盘以CA6100、EQ145系列客车底盘为代表,较好地满足了市场需求。
目前,除了部分技术含量较高的大型客车底盘外,国内生产的客车专用底盘在品种、数量、质量、技术水平等方面已基本满足市场需求。
通过产品的技术引进,并经过自身的消化吸收,促使我国客车及底盘产品更新换代速度加快,并使客车底盘的总体制造水平有了较大的提高。
随着客车底盘技术的发展和人们对客车乘座舒适性要求的不断提高,客车底盘在动力性方面越来越多地采用大功率、大转矩发动机。
由于城市公交客车长时间处于超载和低速状态下运行,发动机必须有足够的动力才能保证在频繁的起步和加速过程中保持良好的加速性能,同时由于高档公交车为了保证空调系统始终处于良好的运行状态,也对发动机的低转速和大转矩提出了更高的要求。
目前我国城市客车底盘比功率已从20世纪90年代的8kW/t提高到目前的10~14kN/t。
德国曼牵引车引言:德国曼牵引车是一种专业用于牵引重型货车或拖车的工程车辆。
作为德国一家知名的商用车制造公司,曼集团在世界范围内享有盛誉。
德国曼牵引车凭借其卓越的性能和可靠性,成为许多物流公司和货运业者的首选。
本文将详细介绍德国曼牵引车的设计特点、技术参数以及应用领域。
一、设计特点1. 强大的动力系统:德国曼牵引车配备了高性能的发动机和先进的动力传动系统。
其发动机采用了先进的柴油直喷技术,可以提供强大的动力和高扭矩输出。
此外,曼牵引车还配备了先进的变速箱和转向系统,为驾驶员提供流畅的动力传递和操控体验。
2. 稳定的悬挂系统:曼牵引车采用了先进的悬挂系统,可以有效减震和抑制车辆在行驶过程中的颠簸。
这种悬挂系统不仅可以提供更舒适的驾驶体验,还能够保证车辆在高速行驶时的稳定性。
3. 安全的制动系统:德国曼牵引车配备了先进的制动系统,包括盘式制动器和防抱死制动系统。
这种制动系统能够提供更快的制动反应时间和更高的制动效果,为驾驶员提供更安全可靠的驾驶体验。
二、技术参数1. 车辆尺寸:德国曼牵引车的车身尺寸通常为长宽高分别为6500mm×2500mm×3850mm,整车重量约为10吨。
2. 动力系统:曼牵引车通常搭载柴油发动机,排量在10升以上,最大输出功率在450马力以上。
3. 载重能力:曼牵引车的最大扰动质量可达40吨,可以满足大多数物流公司对于重型货运的需求。
三、应用领域1. 物流运输:德国曼牵引车在物流运输领域应用广泛。
其高性能的动力系统和稳定的悬挂系统使其适用于长途货运以及大型物品的运输。
曼牵引车可以搭载各种类型的拖车,如平板车、箱式拖车等。
2. 建筑工程:曼牵引车在建筑工程中的应用也很多。
由于其强大的动力和高载重能力,曼牵引车常用于运送建筑材料、混凝土搅拌车等重型设备。
3. 港口物流:德国曼牵引车也被广泛应用于港口物流领域。
其高性能的动力系统和稳定的悬挂系统使其能够胜任港口货物的牵引和运输任务。
客车全承载车身技术来源:佳工网日期:2011-12-04 点击:68更多0应用在客车上的全承载车身技术是高档豪华客车制造技术中的重要项目。
该技术是德国凯斯鲍尔公司于上个世纪50年代首创,并通过严格的碰撞试验,性能优越,使客车具有经济、安全和舒适等性能,尤其适应高速长距离客运。
全承载车身技术的应用,引发了国内客车制造业的一场技术变革。
车身结构特点全承载车身结构的底架不是传统的冲压成型铆接车架式结构,而是由矩形管构成的格栅式结构。
这种底架与前后围、侧围、车顶五大片组成全承载车身。
车身采用封闭环结构,由于没有车架,故可降低地板和整车高度。
整个车身参与载荷,上下部结构形成一整体,在承受载荷时,使整个车身壳体达到稳定平衡状态。
在具有较大的抗扭刚性格栅式结构的底架上,配置发动机、前后桥等总成,可以保证各总成相对位置关系正常工作。
其优点是:车身重量降低,结构强度与刚度提高;简化构件的成型过程,提高材料利用率;整车重心低,高速稳定性好;加工不需要大型冲压设备,便于产品改型,容易实现多品种系列化生产。
它最大的优势是被动安全性好,按照欧洲的客车被动安全测试,这种结构能够在汽车翻滚及相撞时,保证乘客的安全空间。
制造工艺要点全承载车身与传统的车身结构不同,在制作工艺上有显着区别。
客车公司对车身设计已形成各自的设计准则,但基本要求是一致的:1)根据结构设计受力,选用不同规格、材质的矩形管进行组焊。
2)底架基本上是有规则的截面梁、连接梁组成。
3)车身结构件主要是采用低碳钢、低合金结构钢的冷拔或高频焊接矩形管组成。
4)前后围、侧围、车顶五大片除尺寸有所不同,结构基本上是相同的。
因此,在制作工艺上可以实现单一车型和多种车型的批量生产。
制作工艺过程为:矩形管除油,矩形管下料,矩形管弯曲,小总成焊接;格栅式底架和前后围、左右侧围、车顶焊接;车身总拼;车身补焊件,打磨、校正。
装焊必须在焊接工装上进行,这样才能控制各部件的相对位置尺寸,并能有效控制焊接收缩、变形。
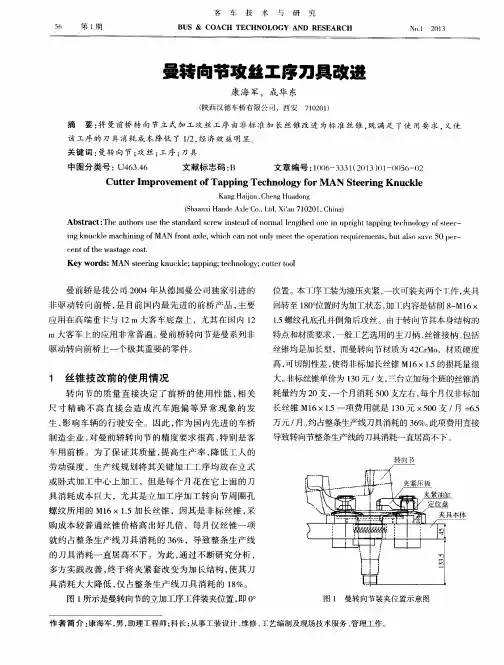
德国曼( MAN)引领高效运输作者:暂无来源:《中国储运》 2013年第11期伴随中国物流行业的升级,进口卡车销量也在逐渐增长,凭借其产品先天的优势,加之先进的售后服务理念,进口卡车在物流领域的应用广度也在逐渐加大。
越来越多的物流公司开始选择进口卡车从事长途运输、甩挂运输、危险品、烟草、海鲜等运输,在这些视效率、安全为第一的行业中,进口卡车的优势十分明显。
在物流行业升级的过程中,德国曼牵引车也成为广大客户的首选车型之一,其产品在设计之初就考虑了物流领域所能遇到的各种复杂情况,产品以其卓越的可靠性和操控性、优秀的驾乘舒适性、堪称行业楷模的安全性以及良好的性价比为广大客户所接受和认可。
作为德国曼主推的牵引车之一,德国曼(MAN)TGS28.440系列卡车每一处的细节设计都是为客户使用而考虑的,那么就让我们一起走进MANTGS28.440,感受它的精彩之处。
德国ZF自动换挡变速器,换挡精确顺畅:车辆配备ZF12AS2130DDMANTipMatic自动换挡变速器,具有12个前进挡和2个倒挡,换挡过程顺畅、精确、毫无顿挫感。
动力强劲的发动机,超低油耗:MAND2066LF626缸直列涡轮增压中冷电控柴油共轨发动机,排量10.518L,最大功率440马力,最大扭矩2100Nm/1000~1400r/min,发动机动。
多种制动组合,确保完美制动效果发动机辅助制动,大大提高安全性:发动机标配永不磨损EVB发动机制动系统,不仅有效提高制动性能,还大大延长了车轮刹车片的使用寿命,获取更大安全性。
盘式制动,制动效果更稳定:盘式制动器可有效提高汽车的主动安全性,并拥有散热快、重量轻、构造简单、调整方便等特点,在高负载时耐高温性能好,制动效果稳定,热稳定性高。
MANBrakeMatic,确保完美制动性能:智能MANBrake-Matic与电子制动系统EBS,制动防抱死系统ABS和高效盘式制动器保证完美的制动性能。
两种轴距,满足不同运输需求:MANTGS28.440可提供两种轴距选择,分别是2.9米和3.6米,其中3.6米款是目前国内最长的牵引车之一,拥有良好的稳定性,两种轴距的选择可满足运输过程中不同的需求。
曼(MAN)公司先进的客车专用底盘
豪彦
【期刊名称】《汽车与配件》
【年(卷),期】2003(000)026
【摘要】@@ 2002年1月18日,郑州宇通客车股份有限公司与世界500强企业--德国曼(MAN)商用车辆股份有限公司共同投资兴建中外合资企业--猛狮客车有限公司.总投资3.2亿元人民币,双方各占50%股份,主要从事中、高档大、中型客车专用底盘及零部件开发、生产、销售和服务,引进曼(MAN)公司五种豪华客车专用底盘--752型、A82型、A83型旅游客车和长途客车底盘及A84型、A85型城市公交客车底盘.该公司建立了自己的技术中心,尽快消化吸收引进技术,在引进产品基础上利用进口总成件积极开发推出自有系列产品,面对国内、外两个市场,扩大产品市场覆盖面,增强对市场适应能力,并提高自身的竞争力.预计2006年合资公司将达到年产6300台客车专用底盘生产能力,生产的客车专用底盘除供应宇通公司外,还可供应其它客车公司.
【总页数】5页(P22-26)
【作者】豪彦
【作者单位】无
【正文语种】中文
【中图分类】F426.471
【相关文献】
1.关于我国中高档大中型客车及其专用底盘开发的建议 [J], 彭幼华
2.CK6891D12客车专用底盘的总体设计 [J], 刘继红;李东祥
3.福田欧曼倾力打造国Ⅲ中重卡专用底盘 [J], 杨金昌
4.青年曼卡专用底盘剑指高端底盘市场 [J], 李子渝
5.江淮底盘——真正的客车专用底盘 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
xxMAN客车底盘工艺
(2011-08-05 13:37:51)
标签:
分类:
汽车底盘研究
杂谈
鉴于目前国内客车发展的趋势,除了保证产品质量、产品不断推陈出新外,应从降低油耗,提高产品车用户使用经济性方面入手来赢得并占领市场。
因此车身全承载结构、空气悬架、纯天然气汽车将是未来发展的主流。
我所在公司模拟了全承载结构,实际上根本没达到设计所想的要求。
因此在现有的条件下,应该走捷径,直接吸取国外的先进经验,及早着手做好相应的技术准备,再结合国内的生产实际,取长补短,提高现有生产线产品的工艺性又不因将来发展需要而措手不及,必须了解如下方面的制造方法:
1、非全承载底盘装配的工艺过程,通过何种手段,如工装、工具、设备来保证装配质量。
生产线方式如何?
2、空气悬架车辆、天然气车辆装配过程及保证手段。
3、全承载车身制造装配、底盘制造装配以及二者的合装过程,同时通过何种手段,如工装、工具、设备来保证装配质量。
生产线生产方式如何?
4、增大车内空间的卧式发动机、中置发动机与底盘或者车身的装配方式和生产过程,生产线方式如何?使用何种工艺装备?
5、结合设计、工艺和生产制造,如何后装底盘,真正实现全承载,提高客车的可靠性和稳定性?
带着以上几个问题,我曾经亲自带队去欧州著名客车制造厂德国MAN公司学习。
MAN公司与国内客车生产厂相比,产品结构模块化,工艺装备先进,工人操作技能及综合素质高,产品质量从单件制造质量,到总装配质量、整车调
试、路试交车等过程,得到了完美延续,最终交给用户一个性能稳定、可靠、称心如意的产品。
如果说与德国的差距有多大,那么个人的压力就有多大,我们怎样才能以最简便的路径、最快的速度、短时间地赶超德国MAN公司,是此次去学习的最大心愿和目标,更是公司领导赋予的厚望。
德国MAN公司公交、旅游车底盘悬架,均采用6气簧或复合悬架,ECAS 电控结构。
ECAS前2后1布置,而且上面有非电控状态下的充气接口,给底盘装配调整及用户将来使用带来方便。
德国MAN公司公交、旅游车底盘气制动系统采用EBS控制,管路采用插接尼龙管或者套装卡套式接口的不锈钢管,储气筒固定在风道内,放水集中引到车后围易于放水位置,压缩空气从发动机压缩机先经过增压气罐再到管路中,散热管引到车底中部平铺或以椭圆盘型管布置在车架底部。
给散热和维修带来方便。
管路中的各部位气压检测均有方便检验接口布置在车的左侧。
德国MAN公司公交底盘多数采用天然气卧式发动机和立式发动机、自动变速箱,也有根据用户要求配置柴油发动机,这样布置底盘,增大了车内空间。
德国MAN公司底盘装配工艺特点,能在生产线外备装的工作,尽量完成,最后以小总成的方式送到装配线上装车。
能一个人操作完成的总成,基本由一个人操作,整体人员流动性小,没有轮岗操作的。
独立操作前必须先经3年培训,考核后才能上岗,由师傅带徒弟似操作,由学员转正后才能独立操作。
在底盘装配时,除在立式发动机备装区硬夹中看到发动机总成图外,整个装配过程外人看不到工艺卡片、设计图纸,所有的技术文件全部在电脑内。
在装配线和备装工位看不到检验员,每个操作者自已就是检验员,因为操作标准和技术要求在设计图纸上标注很明确,操作者中需要在装配过程中,严格执行而已。
例如一个操作者在装配水暖管时,与发动机水室出水口处的一段金属管和胶管已连装固定好,当装到另一端空间形状的金属水暖管时,发现与卧式发动机上的油管支架、油管相碰,靠近另一端部又与自动变速箱距离很近,将来行车振动时,可能与变速箱壳体发生运动干涉。
这个操作者,竟自已
反复拆装了5次,最终调整到最佳的装配位置为止。
MAN公司的操作者个个都是中国的优秀技师!
MAN公司根据产量,目前采用双班制生产,工作时间为7小时/天,超过的时间累计后,由个人选定期限作为集中休假期。
每个操作者的每天工作任务和操作内容,都是由生产计划和生产节拍来控制,具体细化到物料几点几分送到具体的装配工位,工位器具几点几分从生产线或装配工位移走,A23车型几点到备装工位,几点到装桥工位等,操作时间执行的严格程度有点近似于火车的运行时刻,使整个生产有条不紊的进行。
操作者只是在交班前后,互相致意或闲聊几句,在操作时给人的感觉好象是“慢”,但实际上是一直在有条不紊的操作着,而不是风风火火地干完,“后事”留给别人,自已赶快找个地方一坐,抽烟聊天睡大觉。
操作者使用的扭力扳手,每月要校核一次,保证每个扭矩误差值≤2%。
操作者非常爱护自已的所有工具,不允许工具落地,也不许他人动自已的工具,用完一个或几个送回装配工位附近的工具箱,再去取下一步操作所需工具,定扭风动搬手、定扭电动搬手、可调扭力搬手等一旦不小心掉在地上,必须重新送检,校核扭力值。
没有用上述搬手当作锤子,敲敲打打的。
MAN公司的产品、工装改进优化,时刻在进行中,如刚去第一周,卧式发机及变速箱总成的液压举升装配移工小车,总重达1吨多,从备装工位到装配线是靠一个人推着行走,但于第三周一,就发现被改成为电动装配移工小车了。
另外如已在波兰装车的EBS控制阀线束插口离地板很近,在后桥装配工位装配时需将阀拆下,插上接头后再装上,比较费时费事,操作者说,他们上个月已反映给有关部门,回复意见是将在一个月后给予改善。
可见,MAN公司每天也在不断地提高,不断地完善它的产品和工艺装备。
德国MAN公司相当于有两条连续装配线,一条是全承载车身涂装、底盘、整车装配线,另一条是旅游车底盘装配线,旅游车底盘从车架主梁和支承梁用螺栓组装开始到最后三类底盘下线。
另外还有为全承载车身底盘、整车装配线扩充出的整车线束、发动机悬置附近的进排气、上下水、水暖等管件、阀类的装配工位,以及如白车身进厂、三类底盘下线、整车下线等工序的检查、检测
调整工位。
曼公司生产线上的操作工序不是很严格,因产品不同,混线生产,再加上也有个别缺料情况,串工位操作的现象经常发生。
MAN公司全承载车身的底盘生产工艺流程为:
中途后的车身总成→拉装管路→铺地板革→面漆→装玻璃→拉装底盘线束→装水箱中冷器等冷却装置→装油罐→装前、后桥→装发动机→装传动轴→前、后车连装→装消音器→装空滤器并与发动机进排气、上下水管等管件、线束的连装。
结合与MAN技术合作的良好机会,总结现有的二轴车、三轴车、铰接车空气悬架装配调整、底盘保压和整车保压、车架制造等方面的成效,继续查找其它在工艺方面需改进的地方,力争解决以下问题,进一步提升客车的可靠性和稳定性。
1、随着新产品的开发,与开发人员共同努力,争取将底盘制件、装配,及整车质量再次提高。
我以为我们国内客车厂有必要吸取德国MAN公司设计模块化的先进思路、减少焊胎及其它工装方面频繁的投入,做到以不变应万变。
新开发的产品要适应后装底盘的工艺要求,以方便整车完工后的调整和用户保养。
2、在工艺装备方面,由于新产品开发正在向新的结构发展,老产品及对应的工装将逐渐淘汰和报废。
大型工装的设计和制造尽可能要做到基体不变,随着产品的变化只是定位块、定位点和夹紧装置在更换,尽可能地以零部件到小总成,再以小总成组对大总成的思路进行设计、制造,以减少工装的设计和制造成本,缩短工装的投入和制造周期,使工装能及时随着产品结构变化而变化。
保证每个零部件、总成的制造质量和装配质量,尽可能由工装来保证,彻底消除操作者人为的随意操作,提高每一制造过程的质量。
3、改变客车生产工艺流程。
在保证产品设计结构的支持下,首先采取后装底盘,按MAN公司的工艺流程将底盘管路事先装在车身总成上,然后拉线束、装前、后桥、发动机的方法,消除装完管路后焊接车身,使尼龙管路、线束等电控元件烫漏严重的问题,消除烘干室温度高对底盘气簧、发动机悬置等橡胶
件、减振器、线束电控件、管路等非金属件的影响。
改变装底盘时正装,拆装困难的问题,实现设计、装配、维护都在车下进行的良好状态。
其次试着打破车间按总成图号分工装配的习惯,比如在底盘桥总成备装时,可以将分室制动气管、ABS、胎压传感器线束由非电工班人员操作。
拉底盘线束和气管路的操作者是否合在一个班组,统一协调生产进度,免去管路走向该怎么走,车架上的孔和支架,拉线束、油、气管路和水暖抢用的现象。
逐渐走向按工位送料,定员、定岗操作的良性轨道。
另外因为常隆公司主力车型结构是生产城市公交车、空气悬架车辆、铰接车,这些车型对底盘控制气的用量较大,结合德国MAN公司造车的先进经验和方法,因此我认为必须将制动管路的工作压力由原来的
8.1±
0.2bar提高到10±
0.2bar。
同时为解决邦迪管扩口质量问题和底盘气管路保压密封问题,看了MAN公司的制动管路后,共同的想法是我们的制动管路结构该改一改了。
无论是刹车、断气、ECAS,还是EBS,每个系统都配有单独的检验接口,既可检测又可不受电的控制,随时随地进行外接充气、放气。
再加上快插式接头,既保证了密封性又省去了大量人力。
何乐而不为呢!。