压铸机设备报价表
- 格式:doc
- 大小:63.50 KB
- 文档页数:3
一体化压铸机工艺参数表
摘要:
1.一体化压铸机概述
2.一体化压铸机的特点
3.一体化压铸机的工艺参数
4.一体化压铸机的应用范围
5.一体化压铸机的发展趋势
正文:
一、一体化压铸机概述
一体化压铸机是一种将金属熔融后高压注入模具,并在一定的压力和温度下成型的设备。
其特点是生产效率高、成本低、产品质量稳定等,因此在汽车、摩托车、电子等领域得到广泛应用。
二、一体化压铸机的特点
1.高生产效率:一体化压铸机采用高压注入金属,使得生产效率得到很大提高。
2.低生产成本:一体化压铸机可以实现自动化生产,减少人力成本。
3.产品质量稳定:一体化压铸机可以实现批量生产,产品质量更加稳定。
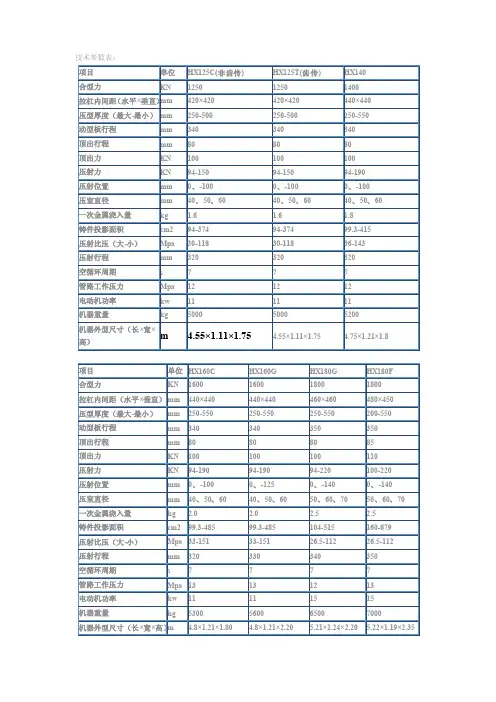
三、一体化压铸机的工艺参数
一体化压铸机的工艺参数主要包括:
1.锁模力:决定了压铸机的生产能力,一般锁模力越大,生产能力越强。
2.射出速度:决定了压铸机的生产效率,射出速度越快,生产效率越高。
3.模具温度:影响了压铸件的质量,模具温度过高或过低都会影响压铸件的质量。
4.金属液温度:决定了压铸件的结晶组织,金属液温度过高或过低都会影响压铸件的质量。
四、一体化压铸机的应用范围
一体化压铸机广泛应用于汽车、摩托车、电子等领域,主要用于生产发动机壳体、变速器壳体、汽车车身等部件。
五、一体化压铸机的发展趋势
随着汽车、摩托车、电子等领域的发展,一体化压铸机的需求越来越大,未来一体化压铸机的发展趋势主要有以下几点:
1.生产效率更高:随着技术的发展,一体化压铸机的生产效率将得到进一步提高。
2.应用范围更广:随着一体化压铸技术的发展,一体化压铸机将在更多的领域得到应用。
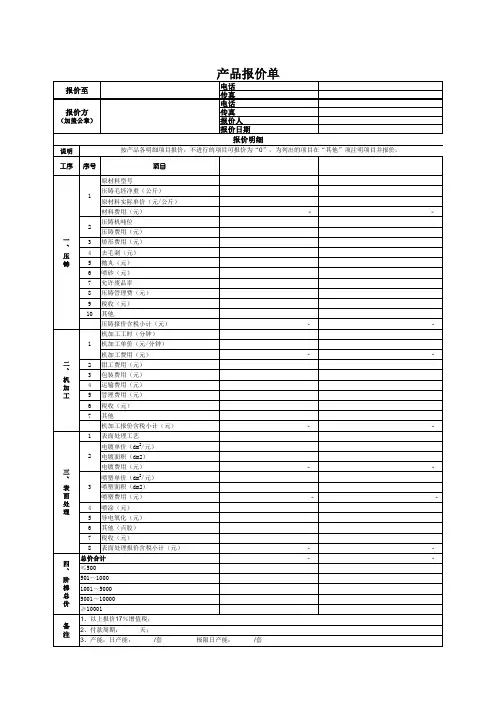
如何对压铸件进行报价前言• 报价对于压铸企业来讲,是必须的工作。
• 如何报价是必须掌握的技能。
• 目前暂无行业标准,所以报价方式较为混乱。
• 具体报价需要参考行业的水准和企业自身的水准进行。
说明• 铝合金产品 克重2210克,材质ADC12。
请计算出材料费。
方式一:按照作坊价:25元/公斤。
方式二:按照工序:压铸件材料价格+合模费+去毛刺+机加费+表面处理+管理费+税点+利润(相关行情数据参照经验)方式三:能够根据自己公司长期的数据,成本核算,得出每步工序的价格。
压铸件加工方式• 来料加工加工价格 = 合模费 *(1+管理费率)*(1+税费率)*(1+利润率)• 包工包料加工价格=(压铸件材料价格+合模费+去毛刺+机加费+表面处理)*(1+管理费率)*(1+税费率)*(1+利润率)合模费 =(产品合模费+ 熔炼费+复杂件加价额+特定要求件加价额)一、压铸件材料费• 压铸件材料价格=材料单价×材料耗用定额。
压铸件材料费—材料单价• 自配合金• 购买标准的合金锭单价(基准价+加工费)材料类型型号基准价加工费ADC12铝合金SMM中A00铝1500A3803#SMM中0#锌900锌合金5#SMM中0#锌1400材料单价按订货时合金锭价格。
压铸件材料费—材料耗用定额• 材料耗用定额=压铸件净重+浇铸系统重量×损耗率。
• 浇注系统重量包含:料饼、流道、产品、渣包、排气。
浇铸系统重量:为压铸件净重的1.2~1.8(视工件情况而定)。
为方便计算,我们默认采用1.5倍。
损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
压铸件材料费—案例• 铝合金产品 克重2210克,材质ADC12。
请计算出材料费。
第一步:材料单价A00 铝今日均价10280元/吨ADC12铝合金 单价= 10280+1500=11780元/吨第二步:材料耗用定额产品净重2210g浇注系统为压铸件净重的40%铝合金损耗率按照5%材料耗用定额=2210 + 2210*1.4*5%=2210+154.7=2364.7g如何对压铸件进行报价二、综合合模费综合合模费包含以下部分:1. 设备合模费——根据压铸机品牌和吨位,每模费用。
如何选购压铸机选购二手压铸机-压铸模温机压铸机的选择,通常依锁模力、射料量、铸造面积为依据。
一、确定压铸机的锁模力锁模力是选用压铸机时首先要确定的参数。
锁模力的作用主要是为了克服模腔内的涨型力,以锁紧模具的分型面,防止金属液飞溅,保证铸件的尺寸精度。
压铸机的锁模力计算如下:F=k×p×sF---计算锁模力k---安全系数p---压射比压s---投影面积安全系数K与铸件的复杂程度以及压铸工艺等因素有关,一般取1-1.3对于薄壁复杂铸件,由于采用较高的压射速度,压射比压和模具温度,使模具分型面受到较大的冲击,因此K应取较大值,反之取较小值。
二确定机器的射料量射料量是压铸机装置的一个重要参数。
它是选择压铸机时最常驻用的参数,以千克表示。
选择一台足够射料量的压铸机—不应选择射料量刚好等于压铸件毛坯重量的压铸机。
通常的选择是压铸毛坯的重量应占射料量的25%---85%为宜。
三确定零件投影面积投影面积是压铸件选机型的重要参数,这里所说的投影面积不仅仅是零件的面积,还包括垃圾位和水口的面积。
面积的估算一般用锁模力除以压铸时的压射比压求得。
对于已有的啤件、铸造面积的计算应分割成小的规则形状计算。
⑴、直径为d的圆面积的s计算:s=Лd2/4⑵、边长为a的正方形面积s的计算:s=a2⑶、长为a,宽为b的长方形面积s的计算:s=ab⑷、上底为a,下底为b,高h为的梯形面积s的计算:s=(a+b)h/2选购二手压铸机?怎样选购一台二手压铸机呢?我认为首先看牌子,就像名牌衣服一样只要不是冒牌货肯定用料也不会太差的,现在压铸机牌子多如牛毛令人花多眼乱,但真正称得名牌压铸机实际也只是几个,为什么名牌一定是好呢?因为名牌不是自已吹成的,是经过市场认可的,一个真正名牌形成要经过很长的市场考验。
另外名牌压铸机生产厂家资源和技术力量都很丰厚,加上名牌压铸机厂家加工硬件设备先进,这几点很重要,技术力量不够肯定是东抄西袭,这样产品组装出来的压铸机又会好得到哪里呢?实力雄厚厂家压铸机的零件大都采用数控设备生产,先进生产设备生产出来零件肯定精密度高的,精密度高的零件装配使用起来间隙配合会达到设计要求,这样磨损就不会严重使用寿命就会越长。
铝合金压铸机的选型计算公式表可能因不同的压铸机型号和厂家而有所不同,但以下是一些常见的选型计算公式:
压铸机锁模力计算公式:F = (π × d × p × L) / 1000
其中,F为锁模力(kN),d为铸件直径(mm),p为铸件收缩率(一般取1.006),L为铸件高度(mm)。
压铸机功率计算公式:P = (π × d × p × Q × L) / 3600
其中,P为功率(kW),Q为铸件重量(kg)。
压铸机合模机构总压力计算公式:F_total = F_s + F_a
其中,F_total为合模机构总压力(kN),F_s为锁模力(kN),F_a为合模机构所需压力(kN)。
压铸机顶出力计算公式:F_top = π × d × p × Q
其中,F_top为顶出力(kN),Q为铸件重量(kg)。
需要注意的是,以上公式仅供参考,实际选型计算时需要结合具体的产品要求、生产工艺、设备参数等因素进行综合考虑。
同时,不同厂家和型号的压铸机可能具有不同的特点和适用范围,因此需要根据具体情况进行选择。
一、报价单位信息报价单位(盖公章):XX建筑工程有限公司联系人:张先生联系电话:138-xxxx-xxxx报价日期:2023年10月26日二、机械设备清单及报价以下为本次工程所需施工机械的清单及报价:1. 挖掘机- 型号:卡特Caterpillar 323C- 单位:台班- 综合单价:800元/台班- 备注:包含挖掘、装载、运输等功能2. 自卸车- 型号:东风EQ1121D- 单位:台班- 综合单价:400元/台班- 备注:主要用于土方运输3. 混凝土搅拌车- 型号:徐工XGZB50- 单位:台班- 综合单价:500元/台班- 备注:用于混凝土搅拌及运输4. 混凝土泵车- 型号:三一SBC80- 单位:台班- 综合单价:1000元/台班- 备注:用于混凝土输送及浇筑5. 混凝土输送泵- 型号:山河智能RZB60- 单位:台班- 综合单价:800元/台班- 备注:用于混凝土输送6. 打桩机- 型号:中联重科ZLJ80- 单位:台班- 综合单价:1200元/台班- 备注:用于桩基施工7. 混凝土切割机- 型号:意大利博世Bosch GCM 600 - 单位:台班- 综合单价:500元/台班- 备注:用于混凝土切割8. 砂浆搅拌机- 型号:上海建工JS500- 单位:台班- 综合单价:300元/台班- 备注:用于砂浆搅拌9. 砂浆输送泵- 型号:上海建工SGP30- 单位:台班- 综合单价:400元/台班- 备注:用于砂浆输送10. 钢筋弯曲机- 型号:武汉力达LD-400- 单位:台班- 综合单价:200元/台班- 备注:用于钢筋弯曲三、其他费用1. 机械设备进出场费用:按实际发生的费用计算2. 机械设备保险费用:按实际发生的费用计算3. 机械设备操作人员工资及福利:按实际发生的费用计算四、总计本次工程施工机械报价总计为:人民币XX万元整。
特此报价,敬请审阅。
XX建筑工程有限公司2023年10月26日。
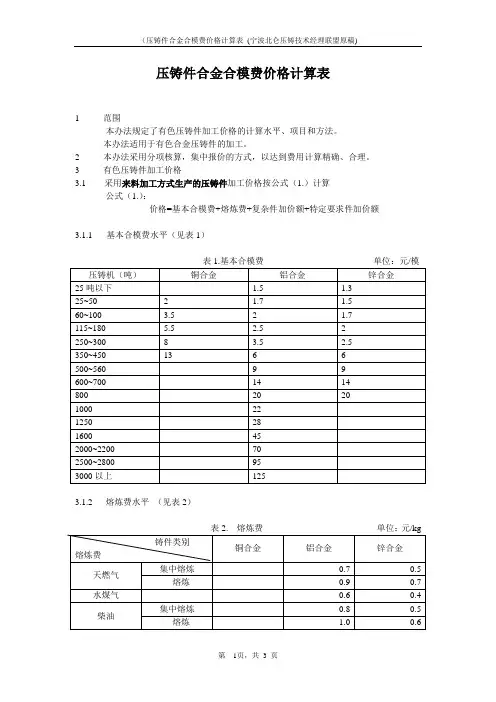
压铸件合金合模费价格计算表1范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3有色压铸件加工价格3.1采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费水平(见表1)表1.基本合模费单位:元/模3.1.2 熔炼费水平(见表2)表2. 熔炼费单位:元/kg3.1.3复杂件加价水平(见表3)3.1.4 特定要求件加价水平(见表4)3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1.浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3.2.2.4管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5本办法第3条规定的压铸件加工价格,不包括试模费用。
压铸机的吨位安全系数铸造压力料柄面积浇道面积产品面积渣包面积滑块面积1吨1.2Mpa cm2cm2cm2cm2cm22459.2128 1.28038.46414.261883225.960整体料筒充满度整模产品所占料筒长度产品重量渣包重量浇道重量材料密度∏/4料筒d 2100%mm g g g g/cm30.785mm234.78%125.1938350056100 2.670.7852500分体料筒充满度整模产品所占料筒长度产品重量渣包重量浇道重量材料密度∏/4料筒d 2100%mm g g g g/cm30.785mm221.77%125.1938350056100 2.670.7852500铝台设备快压高速位置设定浇口前的体积浇口前的重量产品重量渣包重量材料密度料筒截面积快压射行程mm cm2gg g g/cm3cm2mm 181.70159243.44569650550100 2.6738.4663.298412压铸机吨位的选择充满度计算压铸机设备快压射位置、高速位置冲头速度的合理范围在2m/s~3m/s高速低速铸造压力tan楔紧块1角度滑块面积2tan楔紧块2角度大型机械50~90MPa cm2普通品60MPa000耐压气密品90MPa¢50冲头截面16.62cm2¢60冲头截面28.26cm2¢70冲头截面38.46cm2¢80冲头截面50.24cm2¢90冲头截面积63.58cm2整体料筒长度料柄厚度mm mm34020料筒长度定模厚度飞流嘴高度料柄厚度mm mm mm mm 3403008015压射快压射设定位置机器原点位置电气、油压系统延迟快速之增升料柄厚度mm mm mm mm mm 118.29841300102025速位置设定定增壓気泡。
压铸件成本核算,以亿高的脚踏为例:1、成本组成主要有:材料费+合模费+熔炼费+后处理费+包装运输费+模具均摊+7%税点+10%利润。
2、材料费:产品重量+损耗(3~5%)乘以材料价格.后左脚踏支架重275g,因产品较小,水口料也较少,按3%计算,材料价格按17500元/吨计算,则为:275g*(1+0.03)*1.75分/g=500分=5元/件。
(铝合金产品的水口料是可以回收利用的,一般按95:5的比例添加回料,也就是说,损耗只要考虑沉渣损耗及氧化部分即可;扣除可回收的水口料,实际损耗正常在1。
05~2之间,超出的话就偏高了,不是厂家拿的ADC12有问题,就是厂家生产管理有问题。
)3、合模费:由人工+水电+压铸设备折旧费构成具体计算须先明确几个参数,即压铸机的价格,使用寿命,功率和日产量.压铸机按吨位算,一般中低档压铸机在吨位后去掉个0,就是对应的采购价格.比如250t压铸机约25万块,300t 的约30万块(当然这只是个大概估算,具体的要在采购处得知),使用10年(压铸机一般用个15—20年都不会有问题),功率为22KW,按一分钟生产一个产品(这个非常重要),一天8小时能做500个算,则:设备折旧25万10年,2。
5万1年,2000块1月,66块1天,0.13元/件;水电费:水费忽略不计,电费工业用电1元每度,每小时22度,8小时176度,均摊到500个每天为0.35元/件;人工:按100元每天,均摊到500个则为0.2元/件,总计合模费:0.68元/件。
4、熔炼费计算方法暂不详。
每小时折旧费用(电炉售价÷使用寿命小时)÷产能+均摊电费(电炉功率Kw/时÷产能)5、后处理费用主要是对压铸出来的毛坯进行表面处理,去水口、钻孔、攻牙、去毛边、震磨等(按各工序工钱总和计算,如去水口2毛钱,去毛边一道2分钱)6、包装运输费用按包装数量均摊+运输费(根据距离而定)。
7、模具均摊开模费用为3。
压铸机电费计算公式在压铸行业中,压铸机是一个非常重要的设备,它的运行需要消耗大量的电力。
因此,对于压铸机的电费进行合理的计算和控制,对于企业来说是非常重要的。
在这篇文章中,我们将介绍压铸机电费的计算公式,帮助企业更好地管理和控制电费支出。
压铸机电费的计算公式可以分为两部分,固定电费和变动电费。
固定电费是指与压铸机的基本运行相关的电费支出,如机器的基本用电量、设备的基本维护等;变动电费是指与生产相关的电费支出,如生产过程中的电能消耗、设备的实际运行时间等。
首先,我们来看固定电费的计算公式。
固定电费的计算公式可以表示为:固定电费 = 基本用电量×电价 + 基本维护费用。
其中,基本用电量是指压铸机在正常运行情况下的基本用电量,通常是根据设备的额定功率和运行时间来计算的;电价是指电力的单价,通常是由当地的电力部门或供应商提供的;基本维护费用是指与设备的基本维护和检修相关的费用,包括设备的保养、维修、更换零部件等。
接下来,我们来看变动电费的计算公式。
变动电费的计算公式可以表示为:变动电费 = 生产用电量×电价。
其中,生产用电量是指压铸机在生产过程中实际消耗的电能量,通常是根据设备的实际运行时间和电能消耗来计算的;电价同样是指电力的单价,通常是由当地的电力部门或供应商提供的。
综合固定电费和变动电费,压铸机的总电费可以表示为:总电费 = 固定电费 + 变动电费。
通过以上的公式,我们可以看出,压铸机的电费支出与设备的基本运行、生产过程中的电能消耗以及当地的电价等因素密切相关。
因此,企业在计算压铸机的电费时,需要充分考虑这些因素,合理制定电费预算和控制措施,以降低电费支出,提高企业的经济效益。
在实际操作中,企业可以通过以下几个步骤来计算和控制压铸机的电费支出:1. 确定基本用电量,根据压铸机的额定功率和运行时间,计算设备的基本用电量,并结合当地的电价,计算出固定电费支出。
2. 监测生产用电量,通过监测设备的实际运行时间和电能消耗,计算出生产过程中的电费支出。
压铸机设备报价表
地址:邮编(PC):
电话(Tel):传真(Fax):
注:以上报价含17%增值税,不含运输费。
二、性能及特点:
1、设计标准:
产品设计主要依据是参照GB/T 21269-2007, GB 20906-2007冷室压铸机行业标准和国家有关的安全标准要求,以及结合XXX压铸机产品系列化要求和产品的配置定位进行设计。
2、主要结构:
主要由机座、合型、压射、液压、电气和防护门等六个部分组成:
2.1 机座由大机座、小机座连接而成。
大、小机座均为箱式结构设计,钢性、强度好,机
器运转所需油液分布在大、小机座内;
2.2合型机构采用液压驱动的内卷式斜排五铰链双曲肘扩力机构,同时配备液压马达驱动齿
轮调节模具装置及液压顶出装置;
2.3压射部分采用拉杆式结构,设有三个压射位置;采用四级压射系统设计,压射和增压储
能器各自独立,双回路液压控制系统,调节灵敏、反应快速。
2.4液压系统元件采用进口名牌低噪声高、低压双联叶片泵驱动,系统工作压力为14Mpa,
比例溢流阀采用‘德国力士乐’。
2.5各油缸采用国际上先进的斯特封、格来圈密封结构,并选用进口密封件,摩擦阻力小、密
封效果好;各油缸的动作速度、压力可通过触摸屏独立设置,互不干扰;
2.6单油缸中心液压顶出,带原复位装置;
2.7采用‘PLC’控制系统,人机操作界面控制电器,压射部分手轮调节;集部分生产管理、
工艺参数设置、故障诊断(附有报警装置),发生故障压铸机能自动停机等功能。
2.8采用中日合资‘流遍’公司产容积式中央自动控制曲肘润滑系统,可检知分配器,电器设
有润滑故障报警装置;确保机器润滑效果良好;
2.9配有‘神威’牌冷却器,液压油冷却系统换热能力强劲,连续工作温度:≤50℃
2.10配有一组液压抽芯装置,程序设计上可选为动模或定模抽芯器。
2.11开合模行程、顶出行程控制选用行程开关。
2.12整机采用前、后防护门,以防止压铸工作时金属液喷出伤人;压铸机在运转时,只有
在关闭防护门时才可以进行合模、压射;
2.13本机电气具有手动、自动二种操作功能,正常使用中应选用自动循环工作程序,在调
试过程中可以采用手动操作,通过两种程序‘手动’和‘自动’转换开关来操作。
2.14电气部分主电源为三相交流380伏,频率50赫兹,控制电路采用PLC进行控制;电
磁阀及按钮电源为直流24V。
3、主要特点:
3.1三大模板、龙门架、曲肘等铸件采用高强度优质球墨铸铁材料及蜂窝状结构设计,经加
工中心二道精加工,加工精度高、变形小,从而保证了机床的运行重复精度高,动作平稳,启动、停止冲击小,并具备低压保护功能。
3.2可与自动给汤机、自动喷雾机、自动取出机等周边设备联机,实现全自动压铸生产。
三、XXX压铸机设备技术参数及配置
注:液压泵(三包壹年)、电磁阀电液阀如果改用“TOKIMEC”品牌,另在报价的基础上再增加陆仟元。
XXX
2018年6月10日。