橡胶加工工艺
- 格式:pptx
- 大小:1.21 MB
- 文档页数:33
橡胶加工工艺及配方一、橡胶加工工艺橡胶加工是指将天然橡胶或合成橡胶通过一系列的加工工艺转变为橡胶制品的过程。
橡胶加工包括混炼、成型、硫化、整形以及后续的后加工。
下面将逐一介绍这些工艺。
1.混炼:混炼是将橡胶与其他配合剂进行均匀混合的过程。
混炼的目的是将橡胶与填料、增塑剂、防老剂、硫化剂等配合剂充分混合,使其形成均匀的胶料。
混炼的方法有机械混炼和硫化混炼两种,其中硫化混炼可以在橡胶中添加硫化剂。
2.成型:成型是将混炼好的胶料加工成所需形状的过程。
成型的方法主要有挤出、压延、注塑和压力成型等。
其中挤出是将胶料挤出成带状或圆形截面的连续均匀条状物,压延是将胶料压成平板,注塑是将胶料注入模具中,压力成型是将胶料放入模具中加热压缩成型。
3.硫化:硫化是橡胶加工中最重要的工艺之一、硫化是通过加热胶料使之与硫化剂发生化学反应,形成交联结构,从而使橡胶具有弹性和耐热性能。
硫化的方法主要有自硫化和热硫化两种。
自硫化是在胶料中添加硫化剂,在室温下反应,需要较长时间。
热硫化是在高温下进行硫化反应,时间较短。
4.整形:整形是将硫化好的橡胶制品进行修整,使其形状和尺寸满足要求。
整形的方法主要有切割、修边、修磨和涂覆等。
5.后加工:后加工是在整形后对橡胶制品进行表面处理,以增加其外观和使用寿命。
后加工的方法主要有涂漆、磨光、抛光、喷漆等。
二、橡胶配方橡胶配方是指将橡胶与各种配合剂按一定比例混合,形成胶料的配方。
橡胶配方的配料包括橡胶本体、填充剂、增塑剂、硬化剂、防老剂、防护剂、促进剂等。
下面将介绍常用的橡胶配方。
1.橡胶本体:橡胶本体是指原料橡胶,可以是天然橡胶或合成橡胶。
常用的橡胶有天然橡胶、丁苯橡胶、丁腈橡胶、氯丁橡胶、丁基橡胶等。
2.填充剂:填充剂是指填充到橡胶中的无机或有机物质,可以改变橡胶的物理和机械性能。
常用的填充剂有炭黑、白炭黑、沉香末、沥青等。
3.增塑剂:增塑剂是指能增加橡胶柔软性和延展性的物质。
常用的增塑剂有塑化油、脂肪酸酯、酸酐和酯类增塑剂等。
橡胶加工工艺流程
橡胶加工工艺是指将橡胶原料经过一系列的加工步骤,最终制成各种橡胶制品的过程。
下面是橡胶加工工艺的一般流程:
1. 橡胶混炼:首先将橡胶原料放入混炼机中进行混炼,目的是将橡胶与其他添加剂充分混合并使其成为一个均匀的胶料。
2. 压延:将混炼好的橡胶胶料放入压延机中进行压延,使其成为一定厚度的橡胶带.
3. 制模:将橡胶带放入模具中,通过压力和温度的作用,使其成型并固化。
制模的方式有多种,常见的有压热压缩法、注塑法等。
4. 硫化:将制好的橡胶制品放入硫化箱中进行硫化处理。
硫化是橡胶加工中非常重要的一步,通过加热和硫化剂的作用,使橡胶分子互相交联,增强其强度和抗老化性能。
5. 切割和修整:硫化后的橡胶制品经过切割和修整,使其形状更加精确。
6. 检验和测试:对制好的橡胶制品进行检验和测试,以确保其质量和性能符合要求。
主要包括外观检查、尺寸测量、物理性能测试等。
7. 包装和存储:将合格的橡胶制品进行包装,通常采用塑料袋或纸盒包装。
然后存放在干燥、通风的库房中。
以上是橡胶加工工艺的一般流程,不同的橡胶制品可能会有一些特殊的工艺步骤。
橡胶加工的过程中,需注意橡胶原料的质量、混炼工艺参数、硫化条件等。
只有严格控制每一个环节,才能制备出质量稳定、性能优越的橡胶制品。
橡胶密封圈加工工艺
橡胶密封圈加工工艺一般可以包括以下几个步骤:
1. 材料准备:选择适合的橡胶材料,如丁腈橡胶、氟橡胶等,根据产品要求的耐温、耐油、耐化学品等特性进行选择。
2. 模具设计与制造:根据产品要求绘制3D模型,然后设计和制造相应的模具。
模具一般采用金属材料,如铝合金、工程塑料等。
3. 橡胶成型:将橡胶材料加热到适当温度,然后放入预先设计好的模具中,加压使其充满模具的空腔,并在一定时间内保持压力和温度,使橡胶材料具有相应的形状和硬度。
4. 压痕处理:根据产品要求,对橡胶密封圈进行压痕处理,可以增加密封性能和抗老化能力。
5. 表面处理:橡胶密封圈的表面可以进行喷涂、印刷、涂覆等处理,以提高其耐磨性、耐腐蚀性和防尘性能。
6. 检验和包装:对橡胶密封圈进行外观质量检验、尺寸检验等,合格后进行包装和标识。
需要注意的是,橡胶密封圈加工工艺可能因不同产品和要求而有所差异,以上仅为一般加工工艺的简要介绍。
实际操作应根据具体情况进行调整和优化。
简述橡胶加工工艺一、塑炼橡胶受外力作用产生变形,当外力消除后橡胶仍能保持其形变的能力叫做可塑性。
增加橡胶可塑性工艺过程称为塑炼。
橡胶有可塑性才能在混炼时与各种配合剂均匀混合;在压延加工时易于渗入纺织物中;在压出、注压时具有较好的流动性。
此外,塑炼还能使橡胶的性质均匀,便于控制生产过程。
但是,过渡塑炼会降低硫化胶的强度、弹性、耐磨等性能,因此塑炼操作需严加控制。
橡胶可塑度通常以威廉氏可塑度、门尼粘度和德弗硬度等表示。
1、塑炼机理橡胶经塑炼以增加其可塑性,其实质乃是使橡胶分子链断裂,降低大分子长度。
断裂作用既可发生于大分子主链,又可发生于侧链。
由于橡胶在塑炼时,遭受到氧、电、热、机械力和增塑剂等因素的作用,所以塑炼机理与这些因素密切相关,其中起重要作用的则是氧和机械力,而且两者相辅相成。
通常可将塑炼区分为低温塑炼和高温塑炼,前者以机械降解作用为主,氧起到稳定游离基的作用;后者以自动氧化降解作用为主,机械作用可强化橡胶与氧的接触。
塑炼时,辊筒对生胶的机械作用力很大,并迫使橡胶分子链断裂,这种断裂大多发生在大分子的中间部分。
塑炼时,分子链愈长愈容易切断。
顺丁胶等之所以难以机械断链,重要原因之一就是因为生胶中缺乏较高的分子量级分。
当加入高分子量级分后,低温塑炼时就能获得显著的效果。
氧是塑炼中不可缺少的因素,缺氧时,就无法获得预期的效果。
生胶塑炼过塑炼时,设备与橡胶之间的摩擦显然使得胶温升高。
热对塑炼效果极为重要,而且在不同温度范围内的影响也不同。
由于低温塑炼时,主要依靠机械力使分子链断裂,所以在像章区域内(天然胶低于110℃)随温度升高,生胶粘度下降,塑炼时受到的作用力较小,以致塑炼效果反而下降。
相反,高温塑炼时,主要是氧化裂解反应起主导作用,因而塑炼效果在高温区(天然胶高于110℃)将随温度的升高而增大,所以温度对塑炼起着促进作用。
各种橡胶由于特性不同,对应于最低塑炼效果的温度范围也不一样,但温度对塑炼效果影响的曲线形状是相似的。


橡胶加工工艺橡胶加工工艺是将天然橡胶或合成橡胶进行加工,制造成各种橡胶制品的过程。
由于橡胶具有良好的弹性、耐磨、耐压、耐酸碱等特性,所以广泛应用于机械、汽车、电子、医疗等领域。
下面就来介绍橡胶加工的工艺流程,以及影响橡胶加工质量的因素。
橡胶加工的工艺流程主要包括橡胶混炼、成型、硫化三个过程。
1. 橡胶混炼橡胶混炼是将原料橡胶与各种填料、助剂、硫化剂按一定比例混合并加热、搅拌,使其均匀分散,达到预先设定的物理、机械、化学性能要求的过程。
混炼也是影响橡胶加工质量的关键环节。
橡胶混炼一般分为二次混炼和三次混炼,其中二次混炼是为了将原料橡胶与填料、助剂充分混合,三次混炼是为了均匀分散硫化剂,使橡胶具有较好的硫化性能。
2. 成型成型是将混炼好的橡胶料按设计要求加工成各种形状的过程,包括挤出成型、压延成型、模压成型等。
在成型过程中,需要注意橡胶与模具的接触面要光滑,压力均匀,否则会影响产品的质量。
3. 硫化硫化是将加工好的橡胶制品放入硫化炉中,在一定时间内加热硫化处理,使其具有良好的强度、硬度、弹性和耐用性。
硫化的温度、时间、压力等参数需要根据橡胶种类和要求进行设置。
因此,硫化是影响橡胶制品质量的关键环节之一。
除了上述工艺流程外,影响橡胶加工质量的因素还包括原材料质量、工艺控制、操作人员技术水平等方面。
橡胶加工使用的原材料包括原料橡胶、填充料、助剂、硫化剂等。
因此,需要选择优质的原材料,控制各种物料和剂量的比例,确保各项物理、机械、化学性能达到预期。
此外,工艺控制也十分关键,需要根据不同的橡胶种类和要求,对加热、搅拌、压力等参数进行精确控制。
对操作人员技术水平的要求也很高,需要经过专业培训和实际操作,熟练掌握各种加工工艺和设备使用技巧。
总之,橡胶加工工艺是一项综合性很强的技术活,在加工中需要注意各种细节问题,进行有效的质量控制,才能制造出性能良好、品质优异的橡胶制品。
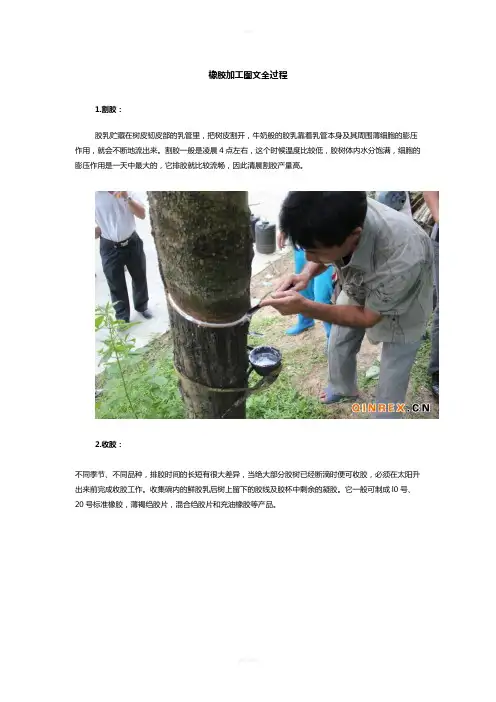
橡胶加工图文全过程1.割胶:胶乳贮藏在树皮韧皮部的乳管里,把树皮割开,牛奶般的胶乳靠着乳管本身及其周围薄细胞的膨压作用,就会不断地流出来。
割胶一般是凌晨4点左右,这个时候温度比较低,胶树体内水分饱满,细胞的膨压作用是一天中最大的,它排胶就比较流畅,因此清晨割胶产量高。
2.收胶:不同季节、不同品种,排胶时间的长短有很大差异,当绝大部分胶树已经断滴时便可收胶,必须在太阳升出来前完成收胶工作。
收集碗内的鲜胶乳后树上留下的胶线及胶杯中剩余的凝胶。
它一般可制成l0号、20号标准橡胶,薄褐绉胶片,混合绉胶片和充油橡胶等产品。
3.胶乳净化:胶乳净化是通过过滤、离心分离(如图)、自然沉降等方法除去胶乳中的杂质。
橡胶中的杂质,会使橡胶制品的性能降低。
如不耐撕裂、不耐磨耗、生热高、轮胎脱层等。
对于标准胶来说,杂质含量是一项主要的指标。
因此,胶乳净化是确保提高橡胶质量的关键措施。
4.胶乳凝固:在凝固槽中导入净化后的胶乳加酸凝固。
这种加酸凝固工艺目前使用较为普遍,是影响天然橡胶质量的重要环节之一。
胶乳的凝固方法、凝固浓度、凝块熟化时间等会影响制得橡胶的塑性保持率。
橡胶可塑性对橡胶制品生产的工艺操作有着重要意义。
5.压薄、压绉:把凝固的胶乳通过机械滚压,脱水变为较薄,厚度一致的凝块。
这增加了胶片的表面积,缩短干燥时间。
同时使胶料的强度增加和得到初步造型的目的,有利于保证胶料进一步加工的质量,提高生产效率。
6.造粒:胶料经锤磨机造粒,所得粒子形状不规则,有孔隙,表面粗糙,使得胶料的后续过程干燥、包装等操作条件得到改善。
通过造粒,使胶料物理性能和堆积比重得到较大提高。
节约运输、储存、包装空间,使加工后橡胶的商品价值和市场竞争力得到提升。
7.干燥:把湿颗粒胶装入干燥车进行烘干。
颗粒胶加工时的干燥程度会影响制成标准胶的挥发含量。
当橡胶中的挥发物含量越低,在贮存过程中越难长霉,在生产中的应用性也越强,在制品加工过程中焦烧危险性越小,塑炼效果越好,因此容易生产出质量高的橡胶制品。
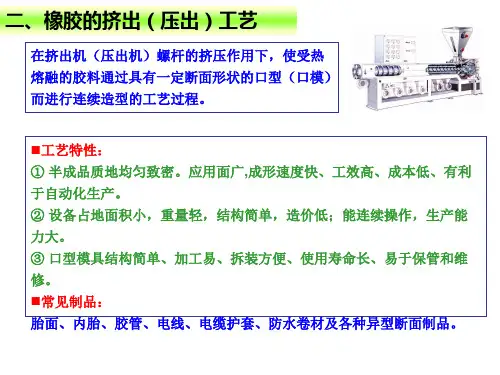
橡胶成型工艺1.基本工艺流程伴随现代工业尤其是化学工业的迅猛发展,橡胶制品种类繁多,但其生产工艺过程,却基本相同。
以一般固体橡胶(生胶)为原料的制品,它的生产工艺过程主要包括:原材料准备→塑炼→混炼→成型→硫化→休整→检验2.原材料准备橡胶制品的主要材料有生胶、配合剂、纤维材料和金属材料。
其中生胶为基本材料;配合剂是为了改善橡胶制品的某些性能而加入的辅助材料;纤维材料(棉、麻、毛及各种人造纤维、合成纤维)和金属材料(钢丝、铜丝)是作为橡胶制品的骨架材料,以增强机械强度、限制制品变型。
在原材料准备过程中,配料必须按照配方称量准确。
为了使生胶和配合剂能相互均匀混合,需要对某些材料进行加工:生胶要在60--70℃烘房内烘软后,再切胶、破胶成小块;块状配合剂如石蜡、硬脂酸、松香等要粉碎;粉状配合剂若含有机械杂质或粗粒时需要筛选除去;液态配合剂(松焦油、古马隆)需要加热、熔化、蒸发水分、过滤杂质;配合剂要进行干燥,不然容易结块、混炼时旧不能分散均匀,硫化时产生气泡,从而影响产品质量;3.塑炼生胶富有弹性,缺乏加工时的必需性能(可塑性),因此不便于加工。
为了提高其可塑性,所以要对生胶进行塑炼;这样,在混炼时配合剂就容易均匀分散在生胶中;同时,在压延、成型过程中也有助于提高胶料的渗透性(渗入纤维织品内)和成型流动性。
将生胶的长链分子降解,形成可塑性的过程叫做塑炼。
生胶塑炼的方法有机械塑炼和热塑炼两种。
机械塑炼是在不太高的温度下,通过塑炼机的机械挤压和摩擦力的作用,使长链橡胶分子降解变短,由高弹性状态转变为可塑状态。
热塑炼是向生胶中通入灼热的压缩空气,在热和氧的作用下,使长链分子降解变短,从而获得可塑性。
4.混炼为了适应各种不同的使用条件、获得各种不同的性能,也为了提高橡胶制品的性能和降低成本,必须在生胶中加入不同的配合剂。
混炼就是将塑炼后的生胶与配合剂混合、放在炼胶机中,通过机械拌合作用,使配合剂完全、均匀地分散在生胶中的一种过程。
橡胶加工图文全过程 HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】橡胶加工图文全过程1.割胶:胶乳贮藏在树皮韧皮部的乳管里,把树皮割开,牛奶般的胶乳靠着乳管本身及其周围薄细胞的膨压作用,就会不断地流出来。
割胶一般是凌晨4点左右,这个时候温度比较低,胶树体内水分饱满,细胞的膨压作用是一天中最大的,它排胶就比较流畅,因此清晨割胶产量高。
2.收胶:不同季节、不同品种,排胶时间的长短有很大差异,当绝大部分胶树已经断滴时便可收胶,必须在太阳升出来前完成收胶工作。
收集碗内的鲜胶乳后树上留下的胶线及胶杯中剩余的凝胶。
它一般可制成l0号、20号标准橡胶,薄褐绉胶片,混合绉胶片和充油橡胶等产品。
3.胶乳净化:胶乳净化是通过过滤、离心分离(如图)、自然沉降等方法除去胶乳中的杂质。
橡胶中的杂质,会使橡胶制品的性能降低。
如不耐撕裂、不耐磨耗、生热高、轮胎脱层等。
对于标准胶来说,杂质含量是一项主要的指标。
因此,胶乳净化是确保提高橡胶质量的关键措施。
4.胶乳凝固:在凝固槽中导入净化后的胶乳加酸凝固。
这种加酸凝固工艺目前使用较为普遍,是影响质量的重要环节之一。
胶乳的凝固方法、凝固浓度、凝块熟化时间等会影响制得橡胶的塑性保持率。
橡胶可塑性对橡胶制品生产的工艺操作有着重要意义。
5.压薄、压绉:把凝固的胶乳通过机械滚压,脱水变为较薄,厚度一致的凝块。
这增加了胶片的表面积,缩短干燥时间。
同时使胶料的强度增加和得到初步造型的目的,有利于保证胶料进一步加工的质量,提高生产效率。
6.造粒:胶料经锤磨机造粒,所得粒子形状不规则,有孔隙,表面粗糙,使得胶料的后续过程干燥、包装等操作条件得到改善。
通过造粒,使胶料物理性能和堆积比重得到较大提高。
节约运输、储存、包装空间,使加工后橡胶的商品价值和市场竞争力得到提升。
7.干燥:把湿颗粒胶装入干燥车进行烘干。
颗粒胶加工时的干燥程度会影响制成标准胶的挥发含量。
橡胶加工工艺技术橡胶加工工艺技术是利用橡胶原料经过一系列的工艺处理,将其转化为各种橡胶制品的过程。
橡胶加工工艺技术的发展,使得橡胶制品的种类越来越多样化,并且具有更高的质量和性能。
橡胶加工工艺技术的主要步骤包括橡胶混炼、成型、硫化和加工后处理等。
首先是橡胶混炼阶段,通过将橡胶原料与添加剂进行混合,使其达到一定的塑性和可加工性,提高橡胶产物的强度和耐磨性。
混炼的方法有机械混炼、湿法混炼和干法混炼等。
其中机械混炼是最常用的方法,通过橡胶混炼机将橡胶原料和添加剂加热搅拌,使其彻底混合。
接下来是橡胶的成型过程。
成型是将混炼好的橡胶料在模具中通过压力和温度的作用下,使其形成所需的形状。
常见的成型方法有挤出法、压延法和模压法等。
挤出法是将橡胶料挤压通过模具中的开口,形成连续的橡胶产品。
压延法是将橡胶料放置在两个辊子之间,通过辊子之间的压力将橡胶料压延成需要的形状。
模压法是将混炼好的橡胶料放入预制的模具中,通过压力和温度使其成型。
成型后的橡胶制品需要进行硫化处理,以使其具有更好的强度和耐磨性。
硫化是将成型后的橡胶制品加热到一定温度下,使其与硫化剂反应产生交联结构,从而提高材料的物理和化学性质。
硫化的方法有传统硫化和射线硫化两种。
传统硫化是将橡胶制品放入硫化炉中进行加热硫化,硫化时间较长。
而射线硫化是利用射线辐射对橡胶材料进行硫化,硫化时间较短,但设备成本较高。
最后是橡胶制品的加工后处理。
加工后处理是将硫化好的橡胶制品进行去毛刺、除弧、喷涂等工序,以使其更加光滑、美观和耐用。
加工后处理的方法因产品而异,可以通过手工处理、机械处理和化学处理等多种方式。
总之,橡胶加工工艺技术是将橡胶原料加工成各种橡胶制品的过程,包括混炼、成型、硫化和加工后处理等步骤。
随着技术的不断进步,橡胶制品的品种越来越多样化,具有更高的品质和性能。
橡胶加工工艺技术的发展对于橡胶行业的发展具有重要的意义,推动了橡胶制品的生产和应用的不断创新。
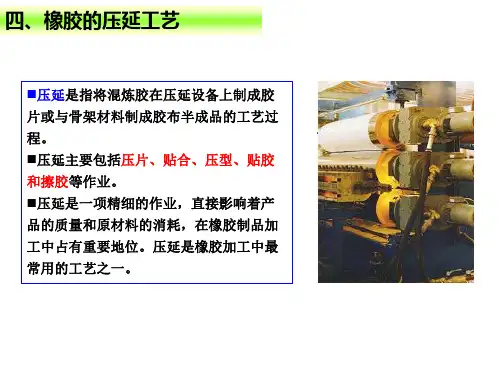
橡胶加工工艺1 综述橡胶制品的主要原料是生胶、各种配合剂、以及作为骨架材料的纤维和金属材料,橡胶制品的基本生产工艺过程包括塑炼、混炼、压延、压出、成型、硫化6个基本工序。
橡胶的加工工艺过程主要是解决塑性和弹性矛盾的过程,通过各种加工手段,使得弹性的橡胶变成具有塑性的塑炼胶,在加入各种配合剂制成半成品,然后通过硫化是具有塑性的半成品又变成弹性高、物理机械性能好的橡胶制品。
2 橡胶加工工艺2.1塑炼工艺生胶塑炼是通过机械应力、热、氧或加入某些化学试剂等方法,使生胶由强韧的弹性状态转变为柔软、便于加工的塑性状态的过程。
生胶塑炼的目的是降低它的弹性,增加可塑性,并获得适当的流动性,以满足混炼、亚衍、压出、成型、硫化以及胶浆制造、海绵胶制造等各种加工工艺过程的要求。
掌握好适当的塑炼可塑度,对橡胶制品的加工和成品质量是至关重要的。
在满足加工工艺要求的前提下应尽可能降低可塑度。
随着恒粘度橡胶、低粘度橡胶的出现,有的橡胶已经不需要塑炼而直接进行混炼。
在橡胶工业中,最常用的塑炼方法有机械塑炼法和化学塑炼法。
机械塑炼法所用的主要设备是开放式炼胶机、密闭式炼胶机和螺杆塑炼机。
化学塑炼法是在机械塑炼过程中加入化学药品来提高塑炼效果的方法。
开炼机塑炼时温度一般在80℃以下,属于低温机械混炼方法。
密炼机和螺杆混炼机的排胶温度在120℃以上,甚至高达160-180℃,属于高温机械混炼。
生胶在混炼之前需要预先经过烘胶、切胶、选胶和破胶等处理才能塑炼。
几种胶的塑炼特性:天然橡胶用开炼机塑炼时,辊筒温度为30-40℃,时间约为15-20min;采用密炼机塑炼当温度达到120℃以上时,时间约为3-5min。
丁苯橡胶的门尼粘度多在35-60之间,因此,丁苯橡胶也可不用塑炼,但是经过塑炼后可以提高配合机的分散性顺丁橡胶具有冷流性,缺乏塑炼效果。
顺丁胶的门尼粘度较低,可不用塑炼。
氯丁橡胶得塑性大,塑炼前可薄通3-5次,薄通温度在30-40℃。
橡胶的工艺流程(精品)2014-10-22橡胶技术网橡胶工艺流程开始1 综述橡胶制品的主要原料就是生胶、各种配合剂、以及作为骨架材料的纤维与金属材料,橡胶制品的基本生产工艺过程包括塑炼、混炼、压延、压出、成型、硫化6个基本工序。
橡胶的加工工艺过程主要就是解决塑性与弹性矛盾的过程,通过各种加工手段,使得弹性的橡胶变成具有塑性的塑炼胶,在加入各种配合剂制成半成品,然后通过硫化就是具有塑性的半成品又变成弹性高、物理机械性能好的橡胶制品。
2 橡胶加工工艺2、1塑炼工艺生胶塑炼就是通过机械应力、热、氧或加入某些化学试剂等方法,使生胶由强韧的弹性状态转变为柔软、便于加工的塑性状态的过程。
生胶塑炼的目的就是降低它的弹性,增加可塑性,并获得适当的流动性,以满足混炼、亚衍、压出、成型、硫化以及胶浆制造、海绵胶制造等各种加工工艺过程的要求。
掌握好适当的塑炼可塑度,对橡胶制品的加工与成品质量就是至关重要的。
在满足加工工艺要求的前提下应尽可能降低可塑度。
随着恒粘度橡胶、低粘度橡胶的出现,有的橡胶已经不需要塑炼而直接进行混炼。
在橡胶工业中,最常用的塑炼方法有机械塑炼法与化学塑炼法。
机械塑炼法所用的主要设备就是开放式炼胶机、密闭式炼胶机与螺杆塑炼机。
化学塑炼法就是在机械塑炼过程中加入化学药品来提高塑炼效果的方法。
开炼机塑炼时温度一般在80℃以下,属于低温机械混炼方法。
密炼机与螺杆混炼机的排胶温度在120℃以上,甚至高达160-180℃,属于高温机械混炼。
生胶在混炼之前需要预先经过烘胶、切胶、选胶与破胶等处理才能塑炼。
几种胶的塑炼特性:天然橡胶用开炼机塑炼时,辊筒温度为30-40℃,时间约为15-20min;采用密炼机塑炼当温度达到120℃以上时,时间约为3-5min。
丁苯橡胶的门尼粘度多在35-60之间,因此,丁苯橡胶也可不用塑炼,但就是经过塑炼后可以提高配合机的分散性顺丁橡胶具有冷流性,缺乏塑炼效果。
顺丁胶的门尼粘度较低,可不用塑炼。
橡胶加工工艺知识点总结一、橡胶加工工艺的概述橡胶加工工艺是指将天然橡胶或合成橡胶经过一系列的加工步骤,转化成各种橡胶制品的过程。
这一过程包括原料的选配、混炼、成型、硫化和后处理等环节。
橡胶加工工艺是橡胶工业的核心技术之一,对于提高橡胶制品的质量、降低成本、提高生产效率具有重要意义。
二、橡胶加工工艺的主要环节1. 原料的选配橡胶加工工艺的第一步是原料的选配。
根据橡胶制品的用途和要求,选择适当的橡胶品种和添加剂。
常用的橡胶品种有天然橡胶、丁苯橡胶、氯丁橡胶、乙丙橡胶等。
添加剂包括填料、增塑剂、加工助剂、硫化剂等,它们可以改善橡胶的力学性能、耐热性能、耐老化性能等。
2. 混炼混炼是将橡胶和各种添加剂充分混合、分散、再结合成固体物料的过程。
混炼的目的是使橡胶和添加剂充分结合,提高橡胶的可加工性和性能。
混炼方法主要有研磨法、内配法、开炼法等。
在混炼过程中需要控制混炼温度、混炼时间和混合工艺等参数,以确保混炼质量。
3. 成型成型是利用模具将混炼好的橡胶料加工成各种形状和结构的橡胶制品的过程。
常见的成型方法有压延成型、压缩成型、挤出成型、注塑成型等。
在成型过程中,需要控制温度、时间、压力等工艺参数,以确保成型质量。
4. 硫化硫化是将成型好的橡胶制品加热,使添加的硫化剂与橡胶发生反应,从而形成交联结构,提高橡胶的硬度、强度和耐热性。
硫化方法主要有自发硫化、热硫化、热空气硫化和电子束硫化等。
硫化温度、硫化时间和硫化气氛等因素均会影响硫化效果。
5. 后处理后处理是将硫化好的橡胶制品进行洗涤、切边、检查、包装等工艺环节,最终形成成品。
后处理环节对橡胶制品的外观质量和内在质量都有一定的影响。
三、橡胶加工工艺的关键技术1. 混炼工艺的优化混炼是橡胶加工工艺中的关键环节,它决定了橡胶品质的基础。
在混炼过程中,需要控制混炼时间、温度和混炼顺序等参数,以确保橡胶和添加剂的充分混合。
此外,还需要选择合适的混炼设备和工艺,以达到混炼质量的要求。