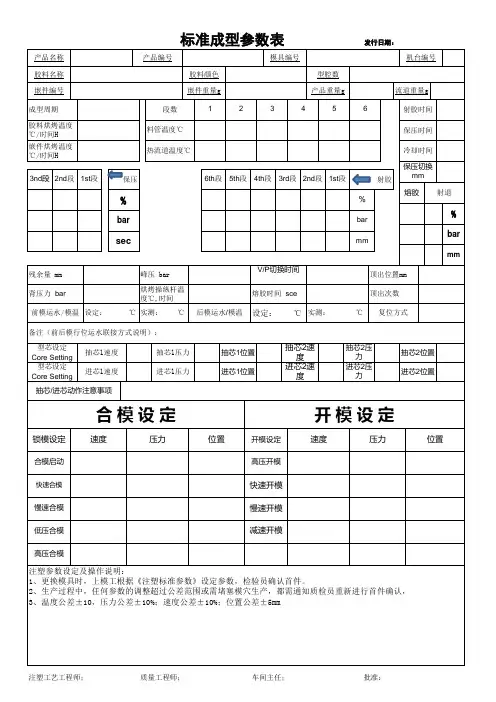
塑胶成形温度表
- 格式:xls
- 大小:11.50 KB
- 文档页数:2


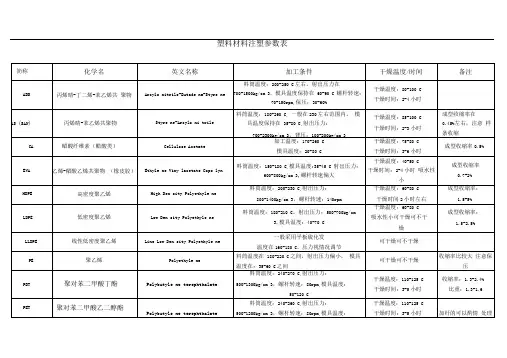
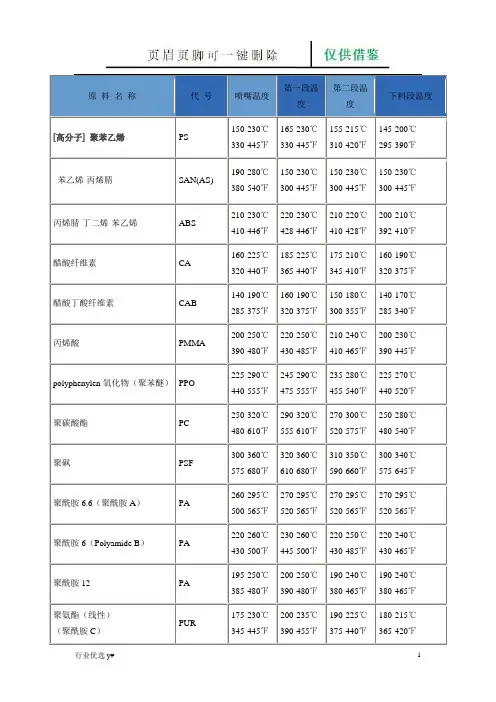
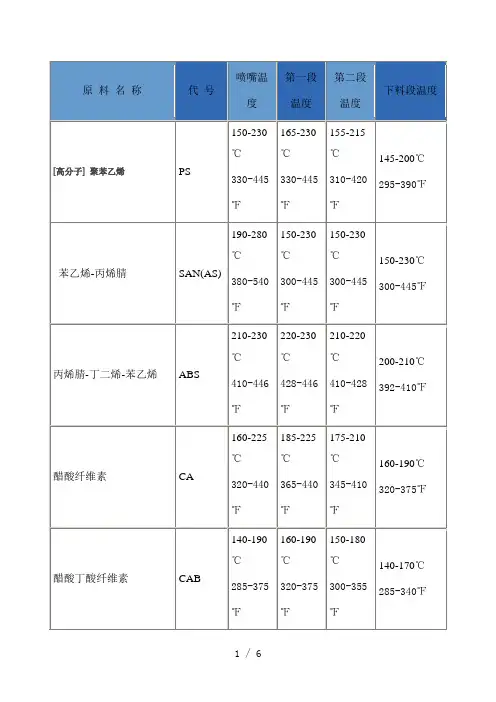
原料名称代号喷嘴温度第一段温度第二段温度下料段温度[高分子] 聚苯乙烯PS 150-230℃330-445℉165-230℃330-445℉155-215℃310-420℉145-200℃295-390℉_苯乙烯-丙烯腈SAN(AS) 190-280℃380-540℉150-230℃300-445℉150-230℃300-445℉150-230℃300-445℉丙烯腈-丁二烯-苯乙烯ABS 210-230℃410-446℉220-230℃428-446℉210-220℃410-428℉200-210℃392-410℉醋酸纤维素CA 160-225℃320-440℉185-225℃365-440℉175-210℃345-410℉160-190℃320-375℉醋酸丁酸纤维素CAB 140-190℃285-375℉160-190℃320-375℉150-180℃300-355℉140-170℃285-340℉丙烯酸PMMA 200-250℃390-480℉220-250℃430-485℉210-240℃410-465℉200-230℃390-445℉polyphenylen氧化物(聚苯醚)PPO 225-290℃440-555℉245-290℃475-555℉235-280℃455-540℉225-270℃440-520℉聚碳酸酯PC 250-320℃480-610℉290-320℃555-610℉270-300℃520-575℉250-280℃480-540℉聚砜PSF 300-360℃575-680℉320-360℃610-680℉310-350℃590-660℉300-340℃575-645℉聚酰胺6.6(聚酰胺A)PA 260-295℃500-565℉270-295℃520-565℉270-295℃520-565℉270-295℃520-565℉聚酰胺6(Polyamide B)PA 220-260℃430-500℉230-260℃445-500℉220-250℃430-485℉220-240℃430-465℉聚酰胺12 PA 195-250℃385-480℉200-250℃390-480℉190-240℃380-465℉190-240℃380-465℉聚氨酯(线性)(聚酰胺C)PUR175-230℃345-445℉200-235℃390-455℉190-225℃375-440℉180-215℃365-420℉共聚物树脂POM 185-220℃365-430℉185-215℃365-420℉185-200℃365-390℉185-200℃365-390℉林聚酯PETP 230-290℃450-555℉240-290℃465-555℉230-280℃445-540℉220-270℃430-520℉聚乙烯软PE 185-250℃360-480℉210-250℃410-480℉200-240℃390-465℉190-230℃375-445℉聚乙烯硬PE 190-300℃375-575℉230-300℃445-575℉220-290℃430-555℉210-280℃410-540℉聚丙烯PP 230-300℃445-575℉220-290℃430-555℉210-270℃410-520℉200-250℃390-480℉聚四氟乙烯(hostaflon特氟隆FEP)PCTFEFEP320-390℃610-735℉340-370℃645-700℉320-350℃610-660℉300-330℃575-625℉TEFZEL ETFE 325-350℃620-600℉350-365℃600-690℉305-355℃580-670℉295-345℃565-655℉硬质聚氯乙烯PVC Rigid 145-180℃295-355℉160-180℃320-355℉150-170℃300-340℉140-160℃285-320℉PVC软PVC Soft 140-200℃285-390℉150-170℃300-340℉140-160℃285-320℉130-150℃265-300℉聚苯硫醚硫化物PPS310-320℃590-608℉310-320℃590-608℉300-310℃572-590℉290-300℃554-572℉液晶聚合物LCP 290-310℃554-590℉310-330℃590-626℉300-320℃572-608℉280-290℃536-554℉聚醚砜PES 330-370℃626-698℉330-370℃626-698℉310-350℃590-662℉300-340℃572-644℉聚酰胺酰亚胺PAI 320-330℃608-626℉340-360℃644-680℉310-330℃590-626℉290-300℃554-572℉聚醚酰亚胺PEI 325-410℃617-770℉320-405℃608-761℉310-395℃590-743℉310-330℃590-626℉聚醚醚酮树脂PEEK 360-400℃680-752℉380-410℃716-770℉370-400℃698-752℉350-380℃662-716℉℃是摄氏度℉是华氏度1摄氏度等于33.8华氏度左右。
36个常用塑胶原料成型温度,想做好工艺就牢记于心展开全文认识从文章开始!你需要、就是我们深交的开始。
ABS(丙烯腈-丁二烯-苯乙烯共聚合物)1. 依照流动性选定适当之浇道及浇口。
2. 对应浇口位置选择适当熔合状态。
3. 由于高压成形,退缩倾斜须在2°以上。
4. 成形收缩率须在0.5%左右。
5. 常用于镀金品,其注意事项如下:(1) 料管温度宜高,约220℃~250℃;(2) 射出温度宜慢(用二次加压法)、射出压力宜低;(3) 不可用离模剂;(4) 不可有收缩下陷及熔接线之流痕;(5) 成品表面不可有创痕。
6. 加热温度180~290℃、模具温度50~80℃、料管温度200~230℃、喷出料温度200~240℃、射出压力700~1500kg/cm²、最低操作温度260℃。
7. 使用热风干燥机、干燥温度为80~100℃、需时2~4小时(0.3%以下)、料管温度第一段为220~240℃;第二段为210~240℃;第三段为180~230℃;第四段为150~180℃;模具表面温度50~90℃、射出压力500~2100kg/cm²。
8. 温度设定:射嘴203~295℃、前段220~295℃、中段210~290℃、后段180~210℃;螺杆转速70~150rpm、模具温度10~80℃、保压30~60%、背压100~250kg/cm²。
9. 密度1.04~1.06g/cc,变形温度82~122℃,成型收缩率0.4~0.8%,比重1.0~1.2,线膨胀系数0.00006~0.00013/℃,成型收缩率0.3~0.8%,热变形温度66~107℃(88~113℃)。
AS(SAN)丙烯腈-苯乙烯共聚合物1. 成形品有钵裂之虞者,注意成形品设计。
特殊情况使用1°以上之退缩倾斜,注意模具不得有低陷部分。
2. 成形收缩率为0.45%左右、加热温度170~310℃、使用热风干燥机、干燥时间2~3小时(0.1%以下)、干燥温度80~100℃、料管温度180~290℃、。
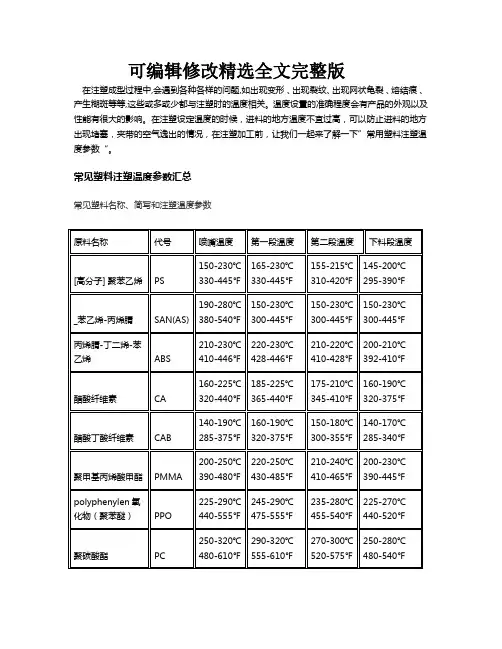
可编辑修改精选全文完整版在注塑成型过程中,会遇到各种各样的问题,如出现变形、出现裂纹、出现网状龟裂、熔结痕、产生糊斑等等,这些或多或少都与注塑时的温度相关。
温度设置的准确程度会有产品的外观以及性能有很大的影响。
在注塑设定温度的时候,进料的地方温度不宜过高,可以防止进料的地方出现堵塞,夹带的空气逸出的情况,在注塑加工前,让我们一起来了解一下”常用塑料注塑温度参数“。
常见塑料注塑温度参数汇总常见塑料名称、简写和注塑温度参数在注塑生产中,常见的几个问题值得注意:由于透明塑料的透光率要高,必然对塑料制品的表面质量要求严格,不能有任何斑点,气孔,泛白、喷雾、黑点、色差、色泽不佳等缺陷,因此在整个注塑工艺中,对原料、设备、模具甚至产品的设计,都要非常注意并提出严格的甚至是特殊的要求。
第二,由于透明塑料多为高熔点,流动性差,所以为了保证产品的表面质量,经常需要对机筒温度、注塑压力、注塑速度等工艺参数进行微调,使注塑时既能充满模具,又不会产生内应力,从而导致产品变形和开裂。
以下为配料准备情况。
从设备与模具要求、注塑工艺与原料处理等几个方面,谈谈应注意的问题。
1、原料的制备和干燥由于塑料中含有任何一点杂质,因此会影响产品的透明度,从而也会影响储存、运输。
进料时要注意密封,确保原料的清洁卫生。
尤其是原料中含有水分,加热后会导致原料变质,因此一定要干燥,并且在注塑时,添加的原料必须采用干燥斗。
另外一点需要注意的是,在干燥过程中,输入的空气最好要经过过滤,除湿,以确保不会污染原料。
2、机筒,螺杆及其配件的清洗。
为了防止原料污染,并在螺杆及附件凹陷处存有旧料或杂质,特别是热稳定性差的树脂,所以在使用前和停机后,应用螺杆清洁剂对各部件进行清洗,使其不能粘有杂质,当无螺杆清洁剂时,可用PE、PS等树脂对螺杆进行清洗。
暂时停机时,为防止物料在高温下停留时间过长,引起解降,应将干燥器与机筒的温度降到160℃以下,如PC、PMMA等。