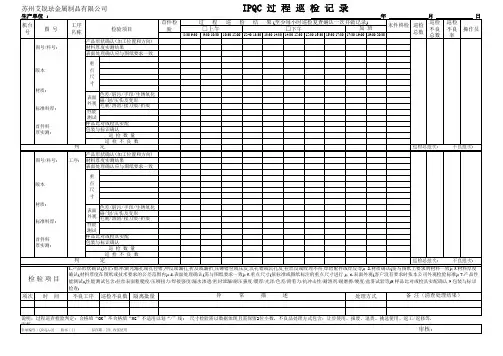
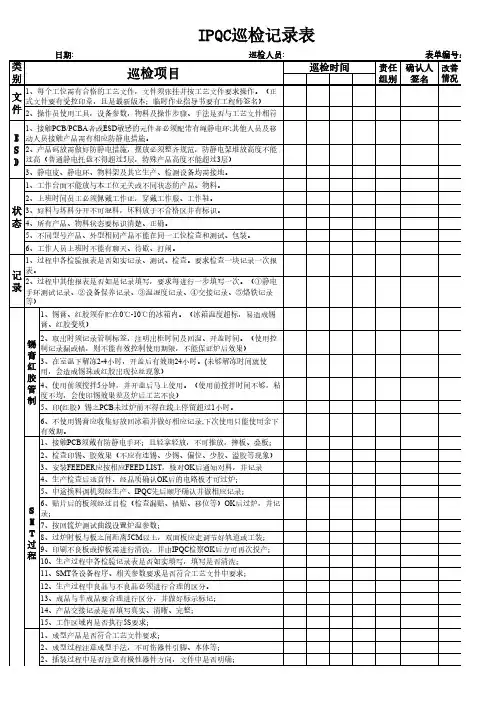
不良工序
巡检不良数 隔离批量
异常Biblioteka 描述处理方式
备 注(清查处理结果)
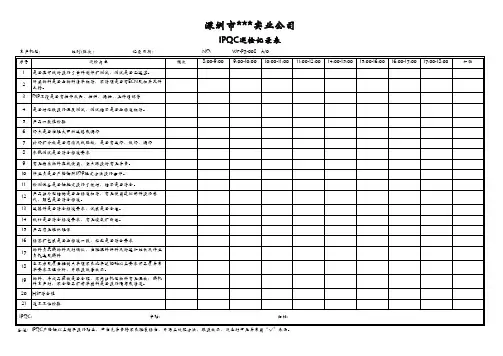
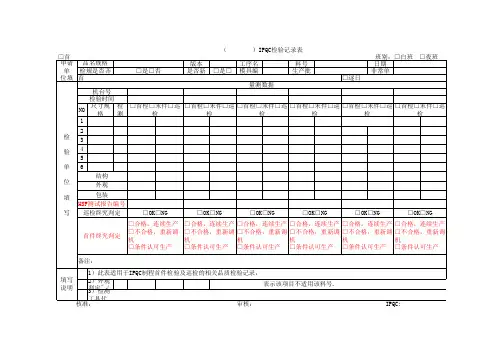
说明:过程巡查检验判定: 合格填“OK”不合格填“NG”不适用以划“/”线;
表单编号:QR-QA-02 版本:1.1 保存期:2年 内部使用
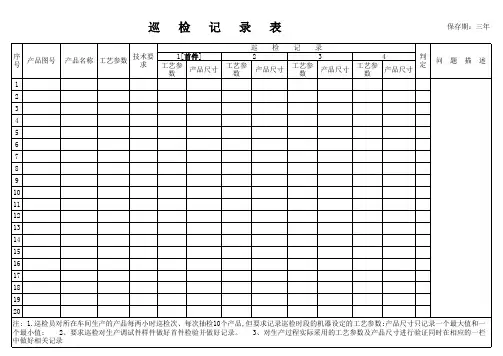
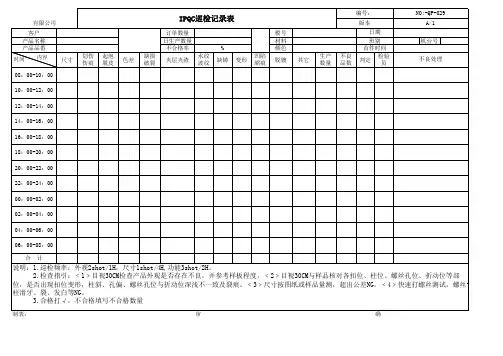
尺寸检验需以数据体现且需保留2位小数. 不良品处理方式包含: 让步使用、报废、退货、挑选使用、返工/返修等.
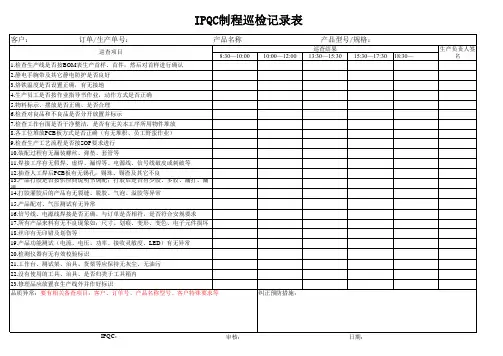
巡检总批次:
不良批次:
版本
材质:
标准料厚:
首件料 厚实测:
判
定
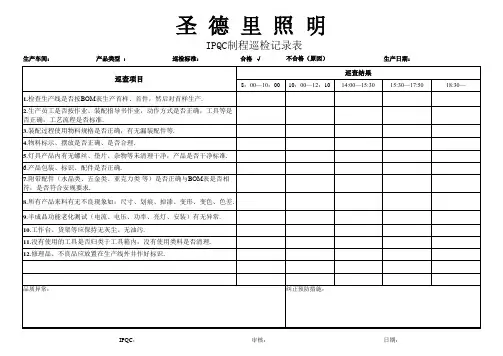
巡检总批次:
不良批次:
检验项目
项次 时 间
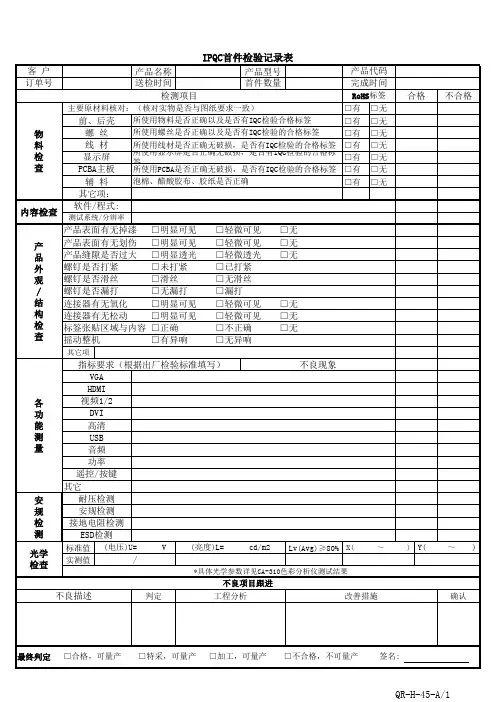
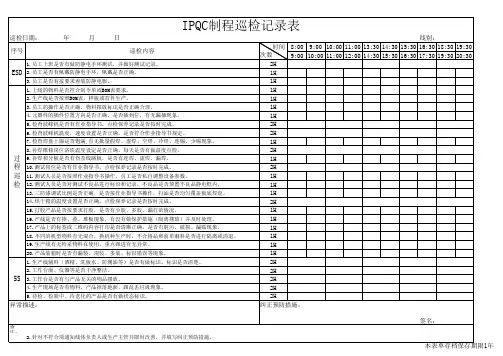
1.产品形状确认(防止:数冲/激光漏孔或孔径错,冲反或漏孔,折反或漏折,压铆错位或压反,沉孔错或沉孔反,拉丝反或纹理不符,焊错配件或焊反等); 2.材质确认(需与图纸上要求的材料一致); 3.材料 厚度确认(材料厚度在图纸或技术要求的公差范围内); 4.表面处理确认(需与图纸要求一致); 5.重点尺寸(依标准或图纸标注的重点尺寸进行 ); 6.表面外观(客户没有要求时依本公司外观检验标 准); 7.产品性能测试;(性能测试包含:拉丝表面粗糙度/压铆扭力/焊接强度/漏水渗透/密封泄漏/耐压强度/膜厚/光泽/色差/附着力/抗冲击性/耐溶剂/耐磨擦/硬度/盐雾试验等)8.样品比对或检具实配 确认.9.包装与标识检查;
版本
材质:
标准料厚:
首件料 厚实测:
判
图号/料号: 工序:
定
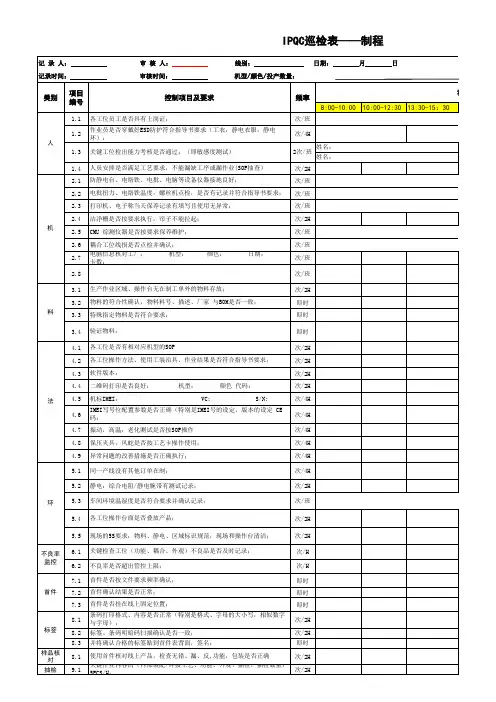
产品形状确认(加工位臵和方向) 材料厚度实测结果 表面处理确认应与图纸要求一致 重 点 尺 寸 色差/脏污/手印/生锈氧化 表面 碰/划/压伤及变形 外观 毛刺/溶渣/接刀痕/折痕 性能 测试 样品比对或检具实配 包装与标识确认 巡 检 数 量 巡 检 不 良 数