PROE拆电极教程
- 格式:doc
- 大小:1023.50 KB
- 文档页数:40
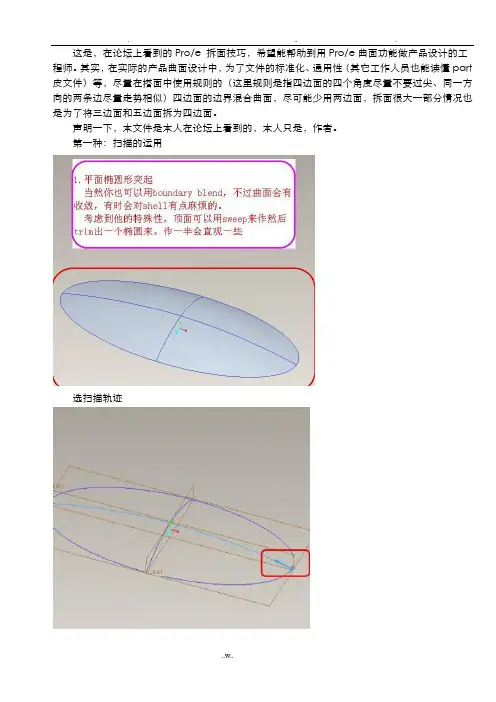
这是,在论坛上看到的Pro/e 拆面技巧,希望能帮助到用Pro/e曲面功能做产品设计的工程师。
其实,在实际的产品曲面设计中,为了文件的标准化、通用性(其它工作人员也能读懂part 皮文件)等,尽量在搭面中使用规则的(这里规则是指四边面的四个角度尽量不要过尖、同一方向的两条边尽量走势相似)四边面的边界混合曲面,尽可能少用两边面,拆面很大一部分情况也是为了将三边面和五边面拆为四边面。
声明一下,本文件是本人在论坛上看到的,本人只是转载,谢谢作者。
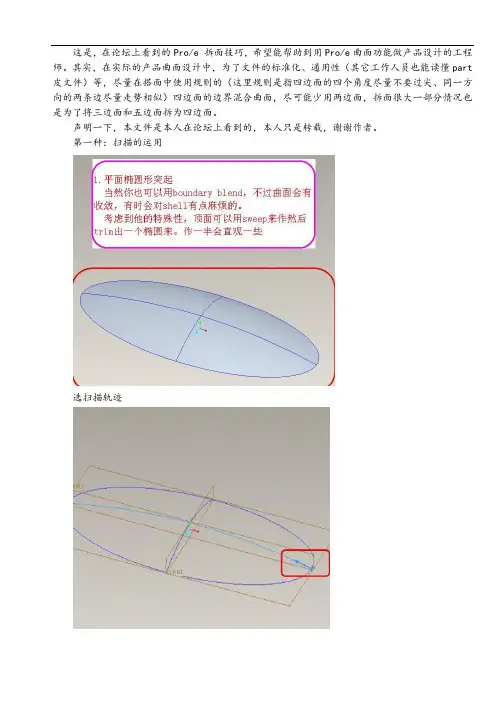
第一种:扫描的运用
选扫描轨迹
扫描后延伸两端
曲面剪切
第二种:扫描与混合曲面的运用
类似地,先用扫描
剪切曲面
最后用混合边界
第三种:旋转曲面与混合曲面的运用
先旋转一曲面
剪切,取近似曲面
利用混合曲面进行补面
第四种:VSS+混合
先将曲线两端各切去一上段
截面
VSS
结果
.剪切(拆面)
为下一步补面创造条件
用style或boundary(边界混合曲面)进行补面。
为了使面的搭建更标准化、通用化,尽量使用后者。
第五种:典型的五边面的拆面方法
假定条件
延长并复合这两边,目的是五边转四边
这里用的是sytle,觉得用混合曲面也一样
再剪切出四边面
同样用style
第六种:渐消失面
再做
剪切曲面,并利用倒圆角
为下一步创造条件
做基准点
混合曲面并设定控制点
第七种:不规则混成面
假这条件
第八种:多近似截面混成面
给定线框
vss
加关系式
第九种:不相切分形面的曲面
假定条件
用混合曲面
五边转四边。
Pro/E 分模的基本流程&分模技巧详解分模技巧详解;;Pro/E 拆电极技巧等-----------------铭盛设计为满足市场多样化的需求,3C 产品(通信、消费类电子产品、计算机)的变化日新月异而且上市周期越来越短。
各公司为了争取产品开发的市场竞争优势地位,纷纷缩短产品的开发周期,其中,产品和模具的设计开发在新产品的设计和制造过程中扮演着相当关键的角色。
Pro/E 是当今世界上最普及的三维CAD/CAM 系统软件之一,同时也是三维CAD/CAM 的标准软件之一。
它集成了零件造型、装配设计、模具开发、钣金件设计、产品数据管理、协同设计开发等功能,提供完整的工业解决方案。
Pro/E 广泛运用于电子、通信、机械、模具、家电、玩具、汽车、航空航天等行业。
Pro/E 的模具模块Pro/MoldDesign 是软件的一个选择性模块,涉及模具的设计、分析的整个流程。
它可以使用已有的实体零件来进行模具设计工作。
在模具的制造过程中,设计变更是时常发生的,Pro/E 的单一数据库和参数化设计的特点可以很方便的处理设计变更,当零件设计变更后,这些变更会自动传送,遍及整个装配件、模具设计、工程图等的设计中。
相关名词解释相关名词解释::设计模型设计模型::模具成型后的最终产品,模具设计的基础。
必须是个零件,模具中具体以参考模型表示 参考模型参考模型::以设计模型为基础,“合并”进来,参考模型与设计模型保持单一的参数 工件工件::工件表示模具组件的全部体积,即包括型腔、型芯、斜顶、镶块、滑块等 分型面分型面::Pro/E 分模最迅速的方法就是创建合理的分型面,然后利用这些分型面分割工件,达到拆模目的。
分型面是一个可以将模块分割成几个部分的曲面,实际中,分型面就是上下模仁紧密配合的部分。
Pro/E 中,分型面是模具组件的特征,即分型面是一个组件层级的曲面特征。
分型面必须合要分割的模块或者体积块完全相交。
对于复杂的产品,有时候没有明显的分型面,而只有分型线,分型线就是将制品分为前模和后模二部分的分界线.分模线向模仁四周延拓就得到分模面。

在PROE拆电极铜公的小技巧在PROE中,电极铜公的拆分是一个非常重要的步骤。
它决定了电极的质量和准确性,并直接影响到加工生产的效率和质量。
为了提高拆电极铜公的效率和成功率,本文将介绍一些在PROE中拆电极铜公的小技巧。
一、使用“钳子”工具在PROE中拆电极铜公时,常会遇到一些不规则形状的零件,这时候使用“钳子”工具可以轻松解决这个问题。
“钳子”工具可以选择任意不规则形状的零件,完成电极铜公的拆分任务。
使用“钳子”工具需要注意的是,选择合适的点进行分割,避免在分割过程中产生不必要的问题。
二、使用“分离面”工具PROE中提供了“分离面”工具,可以让你在不改变原始零件的情况下,根据需要拆分出多个零件,非常方便。
使用“分离面”工具还可以避免因误操作而损坏原零件的问题。
在使用“分离面”工具时需要注意的是,要选择正确的分离面,以确保所拆分的零件符合预期结果。
三、深入了解“切割”工具PROE中的“切割”工具是拆分电极铜公的最有效方法之一。
如果你掌握了“切割”工具的使用方法,那么在PROE中拆分电极铜公将变得异常简单。
但是,在使用“切割”工具时请保持警惕,切割错误可能会导致零件的不连通。
四、了解并利用“自动拆分”功能PROE中还有一项非常强大的拆分功能:“自动拆分”。
利用“自动拆分”功能,可以在不改变原始零件的情况下,根据需要拆分出符合需求的零件。
而且,“自动拆分”功能非常灵活,可以根据需求自动调整拆分的零件个数和位置等参数。
五、学习使用“划分元素组”工具在使用PROE进行拆分时,如果没有使用“划分元素组”工具,拆分的零件可能会产生不必要的连通性问题。
因此,在进行拆分时,必须学会使用“划分元素组”工具,以帮助我们避免这些问题。
这个工具可以将零件元素分类组成组别,有助于我们进行拆分和管理。
六、多练习,不断尝试在PROE中,拆分电极铜公的技巧需要通过不断练习和尝试来掌握。
平时可以在其它的简单零件上尝试拆分,熟练后再尝试更为复杂的零件。

《数字化模具制造》系列微课程拆分电极任课教师:颜科红教学目标熟悉拆分电极的相关参数了解电极的用途掌握拆分电极创建操作方法3目录Contents1电极介绍2拆分电极案例操作视频3拆分电极思考题电极介绍电极介绍放电加工是利用电极与工件之间的放电腐蚀原理来实现零件残料的加工的,它大量使用在模具零件的制造行业中。
随着模具制造要求的提高,模具零件在材料硬度、特殊表面要求、加强筋位等加工越来越离不开放电加工;而放电加工的应用必然要使用电极作放电的工具,那在模具零件的放电加工中什么是模具电极?模具电极就是在模具零件中需要放电的区域的一个反向的模型,通常可以通过铣削加工得到这个反向的模型,它的主要材料是红铜、铬铜和石墨三种。
在模具零件的制造中使用电极加工,材料的去除不是靠刀具的机械力切削﹐并具有如下的好处:1.电极加工精度高,表面粗糙度极小,可以实现镜面效果的成型面加工。
2.现有铣削工艺无法完成加工的局部区域,比如细长的加强筋位型面,立角位面等结构的加工;3.模具零件表面有特殊要求,比如火花纹、镜面效果的成型面加工;4.电极材料的铣削加工工艺性好,更容易制造出复杂的结构形状;5.由于是放电腐蚀原则进行加工,电极和模具零件不直接接触,宏观作用力小不会引起模具零件的变形。
放电加工的电流密度很高,产生的高温足以熔化和气化任何导电材料。
即使象硬质合金﹑热处理后的钢材及合金等都能加工。
但也有它的不足:1.加工需要电极,电极的加工占整个加工过程不小的比例;2.加工表面有变质层,对后加工及使用均有不利的影响;3.加工效率偏低;4.加工工件必须是导电材料。
电极介绍电极介绍在加工时电极与工件之间不断放电腐蚀工件材料,所以电极与工件之间必然存在间隙,其原理如图所示。
这个间隙在模具制造行业中称为火花位,我们可以通过控制火花位的大小来控制模具型腔的精度实现粗精加工。
因此对于加工余量比较大的模型,需要设置粗加工电极,再设置精加工电极进行多次放电才能完成放电加工。
这是,在论坛上看到的Pro/e 拆面技巧,希望能帮助到用Pro/e曲面功能做产品设计的工程师。
其实,在实际的产品曲面设计中,为了文件的标准化、通用性(其它工作人员也能读懂part 皮文件)等,尽量在搭面中使用规则的(这里规则是指四边面的四个角度尽量不要过尖、同一方向的两条边尽量走势相似)四边面的边界混合曲面,尽可能少用两边面,拆面很大一部分情况也是为了将三边面和五边面拆为四边面。
声明一下,本文件是本人在论坛上看到的,本人只是,作者。
第一种:扫描的运用
选扫描轨迹
扫描后延伸两端
曲面剪切
第二种:扫描与混合曲面的运用
类似地,先用扫描
剪切曲面
最后用混合边界
第三种:旋转曲面与混合曲面的运用
先旋转一曲面
剪切,取近似曲面
利用混合曲面进行补面
第四种:VSS+混合
先将曲线两端各切去一上段
截面
VSS
结果
.
剪切(拆面)
为下一步补面创造条件
用style或boundary(边界混合曲面)进行补面。
为了使面的搭建更标准化、通用化,尽量使用后者。
第五种:典型的五边面的拆面方法
假定条件
延长并复合这两边,目的是五边转四边
这里用的是sytle,觉得用混合曲面也一样
再剪切出四边面
同样用style
第六种:渐消失面
再做
剪切曲面,并利用倒圆角
为下一步创造条件
做基准点
混合曲面并设定控制点
第七种:不规则混成面
假这条件
第八种:多近似截面混成面
给定线框
vss
加关系式
第九种:不相切分形面的曲面
假定条件
用混合曲面
五边转四边。
先看一下我们的组装图。
?
点击【应用程序】-【动画】。
?
进入动画模块之后,点击右侧的【主体定义】工具。
?
如上图,点击【每个主体一个零件】按钮。
?
点击之后,如上图,会出现很多body,点击关闭。
?
再点击上面工具栏里面的【元件拖动工具】。
?
拖动元件之前,先抓取一个快照。
?
拖动一个或几个零件,到合适的位置,再抓取快照。
?
拖动零件,抓取快照。
?
拖动零件,抓取快照。
?
拖动零件,抓取快照。
?
拖动零件,抓取快照。
?
拖动零件,抓取快照。
?
拖动零件,抓取快照。
?
经过前面的拖动,一共抓取了17个快照。
?
点击右侧的【关键帧顺序】工具。
?
选择关键帧快照名称,再点击【+】号,即可插入。
?
全部快照插入完毕,顺序要反向,最大的在上面。
?
点击【工具】-【时域】。
?
设置终止时间。
?
点击右侧工具栏的【启动】按钮。
?
看一下动态的效果,发现还有螺丝没有装配完成。
?
时域设置太短,动画帧数太长,导致零件没有装配完成。
?
将终止时间改长一点。
?
让时间超过动画帧数。
?
再启动动画演示看效果。
已经装配OK. ?
如【机构仿真】模块一样,这里也有回放工具。
可以回放我们的动画。
?。
PROE拆电极教程————————————————————————————————作者:————————————————————————————————日期:PROE 拆电极教程我们在拆电极前首先要考虑电极的方向性问题,所以事前必做的步骤是选一大平面为Z轴的基准面,写上DATUM英文,另倒一斜角作X Y轴的方向角,如下图所示:我们在拆电极前首先要解公司用料情况,尽量做到物尽其材,进口铜较一般标准单边减1mm至1.5mm已足够,国产锻打铜做得较不标准建议单边减2mm较妥, 还有最重要的较表位,如公司条件较好的话XY轴较表位预设单边8mm左右,最少不能低于5mm,方便较表通过,如下图所示:电极的基座相当重要,很多拆组合电极的同袍应该遇到利用线切割清除刀具不能加工的地方(下右上图属典型须用线切割清角的电极),这时须要用基座进行分中碰数,还有利用线割铜丝(慢走丝EDW)和基座调节电极的垂直度,这时基座重要性离就突现出来了!以三角形(勾股定理)为例:如股和弦的夹角(tan)设一小小角度,将弦越拉长,勾的长度亦跟随变化大家可以随便摆个工件在机床做个试验,用较表移动2mm可看到表针移动很少,移到50mm时表针变化很大,证明角度和长度关系重要吧,从这一实验可以证明电极的基座多么重要!基座越厚调节电极的垂直度越准,建议设置15mm以上,当然有些山寨厂要省铜料的话我无话可说,如下图所示:EDM冲水位高度的预设也要注意,在工件最高处加5mm以上较妥,这样方便火花机加工时冲走残渣,大家不要小看这环,EDM放电加工时会产生残渣,如果不能及时冲走碳粉的话会,EDM的二次放电会损伤电极,更致命的是积碳造成工件损坏,特别是加工深骨位(加强筋之类),由于积碳造成大肚倒扣,注塑时会出现粘模现象,本人就有切肤之痛(由于偶做模由底层学徒做起),当然前模影响就更不用说了,相信做过模具的同袍应有深刻的体会!!!所以冲水位也不能勿视,如下图所示:拆电极X.Y.Z三轴偏移尺寸有两种方法,一种方法是以电极边沿最大点均匀放大,结果是出现小数点,第二种方法三轴预设整数不考虑电极边沿均匀放大问题,好处是EDM加工时不会因有小数点移错尺寸,减少出错机会,所以推荐第二种方法,如下图所示:这是电极Z轴预设示意图:电极方向性很重要本人开篇已提过,方向性示意有两种方法:第一种四角中其它三处倒圆角对应基准角(DATUM)倒斜角,这种方法缺点不分辨精、粗加工电极!!!如下图红色圆圈所示:电极方向性第二种方法:这方案极容易分辨精、粗加工电极!!!模房师父和EDM操作员一眼就能分辨,方法是四角都倒圆角(其它三处建议倒R3以上)对应基准角(DATUM)倒较小R,只要不刮手就行了(建议R0.5MM),这样很清楚明了,如下图红色圆圈所示:这是第二种方法的粗加工电极表示方法,做法是四角中其它三处倒斜角对应基准角(DATUM)倒圆角(建议R0.5MM),大家一看觉得有点重复了吧?没错,其实这份工作CNC编程员来完成,他们只要改刀路外形线就完成了,本人在Mastercam版块下:[原创]各位CNC的兄弟姐妹,想学电极(铜公)工程图的看过来!!!有提及,有部分人嗤之以鼻认为没必要,这是很自我的做法,方便别人等于方便自已,模房师父和EDM操作员一眼就能分辨,不用卡尺测量分辨粗幼公多方便?! 我们干活要注重团体配合,改刀路是举手之劳习惯成自然啊,大家上下两楼对比分析一下是不是清晰明了啊?!如下图所示:拆电极要非常注意拨模斜度问题,注塑时出现粘模现象,往往就是不注意拨模斜度的后果,现在的3D设计工程师画的产品90%都不注意拨模斜度问题,每次分模前要我们都要花费大量时间修改拨模斜度,有时修改拨模斜度时间比分模还长,这也是现代工程师不太了解做模工序,又不善于和不同作业分工的师父沟通吸取经验不肯屈驾就尊哦,我所接触的欧、美、日本3D产品较注意这问题,特别是日本模具只要骨位(加强筋之类)高度超过0.5mm都要求做拨模斜度,可见拨模斜度是多么重要,注塑时出现粘模现象跟拨模斜度有着直接关系(当然还和真空排气也有关联),大家千万要注意!!!!!!!!修改骨位(加强筋)拨模斜度的厚度设计跟产品的缩水现象有很大关系:关于骨位(加强筋)计算方法,以塑胶原料ABS为例: 加强筋为产品厚度的2/3或不超过70%,以产品2.5mm厚方为例:加强筋的拔模斜度最厚地方不得大于1.7mm否则会出现缩水现象!关于拨模角度的计算方法: (勾股定理和反函数)以产品2.5mm厚方为例:加强筋的拔模斜度最厚地方不得大于1.7mm,顶端最薄处改成1.3mm,相减得出0.4mm再除二等于0.2mm 就是勾长,加强筋股的高度为15mm,求夹角正切(Tan), 0.2mm除以15mm的得数再反函数Tan,就可求出拨模角度了其实我们做任何产品设计首要条件是要考虑修改可行性,任何时要做到有所保留有得救,记住做模诀窍:"加胶容易减胶难"!!!希重大家在设计时要特别注意这问题!!! 改拨模斜度也一样哦,如下图所示:拆电极要非常注意延伸问题,不延伸EDM加工后的模具,注塑出来的产品外观及夹口都有一定影响,现在很多产品直接用火花纹做外观滴! 本人遇到很多来我厂见工拆电极时都不注意这种问题,这可不是合格模具工作者所为哦!如下图所示红色部分是典型以延伸的地方!像这样红色圆圈所示的地方须延伸!!!和上图类同!!!下图是典型拆电极要特别注意的地方!!!如下图红色圆圈所示:大家都知道EDM加工要预留火花位,以精加工单边0.07mm火花位为例,驳口处两个电极须延伸交差才能达到完美效果(当然有些模具由于产品剧情须要,有些地方不能延伸,精加工电极局部地方不放火花位就OK 了),大家记住这个口诀:"拆电极时能延伸的地方尽量延伸!!!",就好像我们分模时做型面要延伸一样,千方要注意,现在好多打着清华、北大,铁道出版的所谓模具设计书,分模教程看了叫人冷汉直冒,几乎就将产品边沿不做延伸直接延长出来就算OK 了,这是做模的大忌哦,不知那些是不是真的专家教授学者,很多东西有姿势没实际,有的简直是在误导人家!!!建议那些专家教授学者多到基层取经!所以再次强调:拆电极时能延伸的地方尽量延伸!!!如下图红色圆圈所示:下图红色圆圈所示是拆电极时必须两电极须延伸交差的效果图:下图红色圆圈所示是拆电极时必须两电极不延伸交差,单边放0.07mm 火花位,EDM加工后的效果图:拆电极时为减少EDM拆卸次数和数量,厂方铜料允许情况下尽量组合在一起(当然要考虑刀具能否加工问题,大家要举一反三灵活运用哦)这是组合电极的效果图下图是典型高低跌差很大的产品!如下图所示:由于高低跌差很大,CNC加工时极容易变形,拆电极要特别注意加强防护问题,所以做加强筋可起到防止变形的作用于!!!遇到类似问题大家要举一反三灵活运用哦,如下图所示:我们还须做以下步骤:在电极后面雕上模具编号、前模或后模、电极编号、XYZ三轴偏移数据,EDM粗精加工的火花位,当敲字的工序由CNC 操作员来做了,如下图所示:这是偶用Proe野火2.0拆出来的一些电极图:这效果图3拆好电极我们要出详细下料单的,这时就要分析电极材料大小了,其实大部分软件都有BOX这功能,本人就以Proe和Mcam为例:在Proe下的NC模块和分模模块都有BOX功能,以分模模块为例,首先在电极里做个坐标,再在分模模块下点击下图红色圆圈图标----再点击坐标系---再点击确定,BOX就建好了,再分析电极三轴尺寸就OK了,如下图所示:下图所示是Proe动化定BOX的图片:下图所示是Mcam动化定BOX的图片:下图所示是Mcam分析电极三轴尺寸的图片:工程图在模具行业占有重要一席之位,虽然现在画产品进入3D时代,但2D工程图可以解释3D无法表达的数据,电极工程图亦同样重要,你电极和刀路做得再好,你无法表达出来会大打折扣,工程图就帮你解决了这个问题, 以前模房师父打火花都跑去问CNC偏编程师父抄数据,现在大公司模房工程图数据都用文件或网络进行交换了,出工程图主要注意以下几点:不能重复标数,突出主次要令到大家一眼就能明白你所表达的东西,不要让人家去猜你的意图电极工程图有个重要设置就是参数表,在参数表里要突出:模具编号、前模或后模、电极编号、XYZ三轴偏移数据,EDM粗精加工的火花位,文件存挡位置,当然还有其它数据偶就不解释了,详细如下图所示,由于偶分模拆电极工程图都在proe里搞定(现以野火2.0为主),工程图可预先做好适合你公司规范的表格和参数然后存挡,下次你出工程图时这些参数会自动跟随工件变化了,关于设置方法Proe很多工程图的书籍和Proe 自带的帮助文件里有详细解释,偶就不作解说了电极工程图里还有一项是要表达出电极的立体图样,当然是只好等角线架来表示了,如下图红色圆圈所示:还有电极工程图里要表明Z轴在哪个方位让数,要用球标作出注释PL:0,如下图红色圆圈所示:还有电极工程图里要清晰明了地表达出X、Y、Z三轴的移动数据,如下图红色圆圈所示:线切割工程图:相信很多拆组合电极的同袍应该遇到利用线切割清除刀具不能加工的地方(下右上图属典型须用线切割清角的电极),这时须要在电极工程图里标明须线割地方,穿线孔的座标尺本及孔距等,做到清楚交待!如下图所示下图是个前模拆电极的例子,拆电极前首先要对其进行分析,有五支螺丝碰穿位可镶针所以拆电极时可封闭的,中间凸起模芯由于底部有倒圆角所以要原身留出来,拆电极时要留意了不能封闭哦,还有四个枕位,拆电极时要封闭缺口,这就要在做面时用到曲面高级功能下的Free From来实现了,再下来是步骤了:1:在prt模块做好曲面2:在装配模块下生成电极零件3:在绘图模块下生成电极工程图PROE拆电极有两种方法:第一种是用广东做模俚语俗称"印饼仔"的Cut out功能,偶在[原创]关于拆电极和电极工程图的注意事项!!!提及过, 本版亦有教程,Cut out 功能虽然不错,但不是万能,比如有些分模时是炸不开的,靠copy曲面出来的前后模(例如很多黄色破面修复且较复杂的产品)用Cut out就会因公差问题不能Cut out第二种copy曲再转成实体,这种方法较好, 个人做法是在prt模块做好曲面再在装配里直接点曲面转化成实体零件,在prt模块做曲面较灵活,好处是:做好的曲面在装配及分模模块下可共享,所以本人推荐在prt模块做好曲面,举一反三分模时在prt模块做好曲面进入分模模块下直接点击曲面就OK了在prt模块做电极曲面无非是用copy Extend Merge 和曲面高级功能下的Free From来实现,PROE的Extend功能强大很好用但要讲究方法,延伸曲面时经常失败,这可要多动脑筋啦菜单用图标代替是proeWildfire 2.0最大变化其中之一,野火 2.0把以往瀑布式菜单都集合在图标里体现得更人性化,当然有些功能你可自做快捷键后做成个性化图标(这就要看你的美术功底了)再调出来存档在config.win下使用为照顾初学者,偶用中英文版来解释这个教程(包括AVI教程)上右图是调出图标图示(很多proe 书都有提及相信很多高手都懂偶得就不多讲了)第一部分在prt模块做曲面的方法:主要是利用曲面功能下的copy Extend Merge 和曲面高级功能下的Free From来实现,及利用层别来规化拆好的电极曲面等第二部分在装配模块下生成电极零件的方法:装配好主体零件后,在组件模式下创建元件里输入电极名称再直接点击面组生成实体,倒角(倒角的重要性偶在本版[原创]关于拆电极和电极工程图的注意事项!!!有详细讲解),雕字,摆ISO视角等步骤第三部分在绘图模块下生成电极工程图的方法:这部分在工程图里做好模具编号、前模或后模、电极编号、XYZ三轴偏移数据,EDM粗精加工的火花位等,关于详细解说在本版[原创]关于拆电极和电极工程图的注意事项!!!有提及大家可去留意一下,细心的同胞可能会发现怎么这次用标注来代替表格了,是的,为了不误导大家,你们可预先做好适合你公司规范的表格和参数再调进来就OK了。
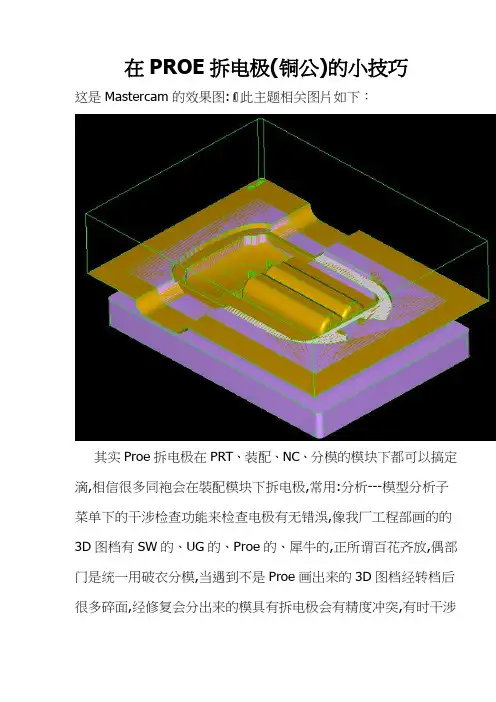
在PROE拆电极(铜公)的小技巧这是Mastercam的效果图:此主题相关图片如下:其实Proe拆电极在PRT、装配、NC、分模的模块下都可以搞定滴,相信很多同袍会在裝配模块下拆电极,常用:分析---模型分析子菜单下的干涉检查功能来检查电极有无错洖,像我厂工程部画的的3D图档有SW的、UG的、Proe的、犀牛的,正所谓百花齐放,偶部门是统一用破衣分模,当遇到不是Proe画出来的3D图档经转档后很多碎面,经修复会分出来的模具有拆电极会有精度冲突,有时干涉检查不准确,那我们可将图档部分透明再上色旋转不同角度局部放大来帮助检查,即是双管齐下,这是PROE效果图:此主题相关图片如下:在PROE拆电极都是实体为主,上颜色就看不到干涉了,这是未做手脚时前面效果图:此主题相关图片如下:这底面效果图:此主题相关图片如下:难道PROE拆电极就不能透明吗,方法当然有啦,就是通过在实体里改变曲面颜色来达到目的,以野火2.0为例偶讲讲这方法: 在PRT 模块下:点击View---Color and appear(当最好自己先做好颜色模块和快按键更佳)--- 打开颜色编辑菜单后任选一个颜色---在选项里选择Surface(曲面)---按Ctrl叠加目的曲面后按中键确认,如下图红色圆圈所示:此主题相关图片如下:接着点击Properties(属性)---Advanced(高级)---Transparency(透明)---把透明滑块调至100%---再点击Apply(应用)就达到预期效果了此主题相关图片如下:这是调整后的效果图:此主题相关图片如下:表面上看不出其它五个面,其实是还在的:此主题相关图片如下:做好以上步骤后我们就可以旋转不同角度,再上颜色局部放大仔细观察电极和模具之间有无干涉了!以下是局部放大效果图:此主题相关图片如下:这是局部放大效果图2:此主题相关图片如下:再来一张局部放大效果图吧此主题相关图片如下:。
PROE拆电极教程————————————————————————————————作者:————————————————————————————————日期:PROE 拆电极教程我们在拆电极前首先要考虑电极的方向性问题,所以事前必做的步骤是选一大平面为Z轴的基准面,写上DATUM英文,另倒一斜角作X Y轴的方向角,如下图所示:我们在拆电极前首先要解公司用料情况,尽量做到物尽其材,进口铜较一般标准单边减1mm至1.5mm已足够,国产锻打铜做得较不标准建议单边减2mm较妥, 还有最重要的较表位,如公司条件较好的话XY轴较表位预设单边8mm左右,最少不能低于5mm,方便较表通过,如下图所示:电极的基座相当重要,很多拆组合电极的同袍应该遇到利用线切割清除刀具不能加工的地方(下右上图属典型须用线切割清角的电极),这时须要用基座进行分中碰数,还有利用线割铜丝(慢走丝EDW)和基座调节电极的垂直度,这时基座重要性离就突现出来了!以三角形(勾股定理)为例:如股和弦的夹角(tan)设一小小角度,将弦越拉长,勾的长度亦跟随变化大家可以随便摆个工件在机床做个试验,用较表移动2mm可看到表针移动很少,移到50mm时表针变化很大,证明角度和长度关系重要吧,从这一实验可以证明电极的基座多么重要!基座越厚调节电极的垂直度越准,建议设置15mm以上,当然有些山寨厂要省铜料的话我无话可说,如下图所示:EDM冲水位高度的预设也要注意,在工件最高处加5mm以上较妥,这样方便火花机加工时冲走残渣,大家不要小看这环,EDM放电加工时会产生残渣,如果不能及时冲走碳粉的话会,EDM的二次放电会损伤电极,更致命的是积碳造成工件损坏,特别是加工深骨位(加强筋之类),由于积碳造成大肚倒扣,注塑时会出现粘模现象,本人就有切肤之痛(由于偶做模由底层学徒做起),当然前模影响就更不用说了,相信做过模具的同袍应有深刻的体会!!!所以冲水位也不能勿视,如下图所示:拆电极X.Y.Z三轴偏移尺寸有两种方法,一种方法是以电极边沿最大点均匀放大,结果是出现小数点,第二种方法三轴预设整数不考虑电极边沿均匀放大问题,好处是EDM加工时不会因有小数点移错尺寸,减少出错机会,所以推荐第二种方法,如下图所示:这是电极Z轴预设示意图:电极方向性很重要本人开篇已提过,方向性示意有两种方法:第一种四角中其它三处倒圆角对应基准角(DATUM)倒斜角,这种方法缺点不分辨精、粗加工电极!!!如下图红色圆圈所示:电极方向性第二种方法:这方案极容易分辨精、粗加工电极!!!模房师父和EDM操作员一眼就能分辨,方法是四角都倒圆角(其它三处建议倒R3以上)对应基准角(DATUM)倒较小R,只要不刮手就行了(建议R0.5MM),这样很清楚明了,如下图红色圆圈所示:这是第二种方法的粗加工电极表示方法,做法是四角中其它三处倒斜角对应基准角(DATUM)倒圆角(建议R0.5MM),大家一看觉得有点重复了吧?没错,其实这份工作CNC编程员来完成,他们只要改刀路外形线就完成了,本人在Mastercam版块下:[原创]各位CNC的兄弟姐妹,想学电极(铜公)工程图的看过来!!!有提及,有部分人嗤之以鼻认为没必要,这是很自我的做法,方便别人等于方便自已,模房师父和EDM操作员一眼就能分辨,不用卡尺测量分辨粗幼公多方便?! 我们干活要注重团体配合,改刀路是举手之劳习惯成自然啊,大家上下两楼对比分析一下是不是清晰明了啊?!如下图所示:拆电极要非常注意拨模斜度问题,注塑时出现粘模现象,往往就是不注意拨模斜度的后果,现在的3D设计工程师画的产品90%都不注意拨模斜度问题,每次分模前要我们都要花费大量时间修改拨模斜度,有时修改拨模斜度时间比分模还长,这也是现代工程师不太了解做模工序,又不善于和不同作业分工的师父沟通吸取经验不肯屈驾就尊哦,我所接触的欧、美、日本3D产品较注意这问题,特别是日本模具只要骨位(加强筋之类)高度超过0.5mm都要求做拨模斜度,可见拨模斜度是多么重要,注塑时出现粘模现象跟拨模斜度有着直接关系(当然还和真空排气也有关联),大家千万要注意!!!!!!!!修改骨位(加强筋)拨模斜度的厚度设计跟产品的缩水现象有很大关系:关于骨位(加强筋)计算方法,以塑胶原料ABS为例: 加强筋为产品厚度的2/3或不超过70%,以产品2.5mm厚方为例:加强筋的拔模斜度最厚地方不得大于1.7mm否则会出现缩水现象!关于拨模角度的计算方法: (勾股定理和反函数)以产品2.5mm厚方为例:加强筋的拔模斜度最厚地方不得大于1.7mm,顶端最薄处改成1.3mm,相减得出0.4mm再除二等于0.2mm 就是勾长,加强筋股的高度为15mm,求夹角正切(Tan), 0.2mm除以15mm的得数再反函数Tan,就可求出拨模角度了其实我们做任何产品设计首要条件是要考虑修改可行性,任何时要做到有所保留有得救,记住做模诀窍:"加胶容易减胶难"!!!希重大家在设计时要特别注意这问题!!! 改拨模斜度也一样哦,如下图所示:拆电极要非常注意延伸问题,不延伸EDM加工后的模具,注塑出来的产品外观及夹口都有一定影响,现在很多产品直接用火花纹做外观滴! 本人遇到很多来我厂见工拆电极时都不注意这种问题,这可不是合格模具工作者所为哦!如下图所示红色部分是典型以延伸的地方!像这样红色圆圈所示的地方须延伸!!!和上图类同!!!下图是典型拆电极要特别注意的地方!!!如下图红色圆圈所示:大家都知道EDM加工要预留火花位,以精加工单边0.07mm火花位为例,驳口处两个电极须延伸交差才能达到完美效果(当然有些模具由于产品剧情须要,有些地方不能延伸,精加工电极局部地方不放火花位就OK 了),大家记住这个口诀:"拆电极时能延伸的地方尽量延伸!!!",就好像我们分模时做型面要延伸一样,千方要注意,现在好多打着清华、北大,铁道出版的所谓模具设计书,分模教程看了叫人冷汉直冒,几乎就将产品边沿不做延伸直接延长出来就算OK 了,这是做模的大忌哦,不知那些是不是真的专家教授学者,很多东西有姿势没实际,有的简直是在误导人家!!!建议那些专家教授学者多到基层取经!所以再次强调:拆电极时能延伸的地方尽量延伸!!!如下图红色圆圈所示:下图红色圆圈所示是拆电极时必须两电极须延伸交差的效果图:下图红色圆圈所示是拆电极时必须两电极不延伸交差,单边放0.07mm 火花位,EDM加工后的效果图:拆电极时为减少EDM拆卸次数和数量,厂方铜料允许情况下尽量组合在一起(当然要考虑刀具能否加工问题,大家要举一反三灵活运用哦)这是组合电极的效果图下图是典型高低跌差很大的产品!如下图所示:由于高低跌差很大,CNC加工时极容易变形,拆电极要特别注意加强防护问题,所以做加强筋可起到防止变形的作用于!!!遇到类似问题大家要举一反三灵活运用哦,如下图所示:我们还须做以下步骤:在电极后面雕上模具编号、前模或后模、电极编号、XYZ三轴偏移数据,EDM粗精加工的火花位,当敲字的工序由CNC 操作员来做了,如下图所示:这是偶用Proe野火2.0拆出来的一些电极图:这效果图3拆好电极我们要出详细下料单的,这时就要分析电极材料大小了,其实大部分软件都有BOX这功能,本人就以Proe和Mcam为例:在Proe下的NC模块和分模模块都有BOX功能,以分模模块为例,首先在电极里做个坐标,再在分模模块下点击下图红色圆圈图标----再点击坐标系---再点击确定,BOX就建好了,再分析电极三轴尺寸就OK了,如下图所示:下图所示是Proe动化定BOX的图片:下图所示是Mcam动化定BOX的图片:下图所示是Mcam分析电极三轴尺寸的图片:工程图在模具行业占有重要一席之位,虽然现在画产品进入3D时代,但2D工程图可以解释3D无法表达的数据,电极工程图亦同样重要,你电极和刀路做得再好,你无法表达出来会大打折扣,工程图就帮你解决了这个问题, 以前模房师父打火花都跑去问CNC偏编程师父抄数据,现在大公司模房工程图数据都用文件或网络进行交换了,出工程图主要注意以下几点:不能重复标数,突出主次要令到大家一眼就能明白你所表达的东西,不要让人家去猜你的意图电极工程图有个重要设置就是参数表,在参数表里要突出:模具编号、前模或后模、电极编号、XYZ三轴偏移数据,EDM粗精加工的火花位,文件存挡位置,当然还有其它数据偶就不解释了,详细如下图所示,由于偶分模拆电极工程图都在proe里搞定(现以野火2.0为主),工程图可预先做好适合你公司规范的表格和参数然后存挡,下次你出工程图时这些参数会自动跟随工件变化了,关于设置方法Proe很多工程图的书籍和Proe 自带的帮助文件里有详细解释,偶就不作解说了电极工程图里还有一项是要表达出电极的立体图样,当然是只好等角线架来表示了,如下图红色圆圈所示:还有电极工程图里要表明Z轴在哪个方位让数,要用球标作出注释PL:0,如下图红色圆圈所示:还有电极工程图里要清晰明了地表达出X、Y、Z三轴的移动数据,如下图红色圆圈所示:线切割工程图:相信很多拆组合电极的同袍应该遇到利用线切割清除刀具不能加工的地方(下右上图属典型须用线切割清角的电极),这时须要在电极工程图里标明须线割地方,穿线孔的座标尺本及孔距等,做到清楚交待!如下图所示下图是个前模拆电极的例子,拆电极前首先要对其进行分析,有五支螺丝碰穿位可镶针所以拆电极时可封闭的,中间凸起模芯由于底部有倒圆角所以要原身留出来,拆电极时要留意了不能封闭哦,还有四个枕位,拆电极时要封闭缺口,这就要在做面时用到曲面高级功能下的Free From来实现了,再下来是步骤了:1:在prt模块做好曲面2:在装配模块下生成电极零件3:在绘图模块下生成电极工程图PROE拆电极有两种方法:第一种是用广东做模俚语俗称"印饼仔"的Cut out功能,偶在[原创]关于拆电极和电极工程图的注意事项!!!提及过, 本版亦有教程,Cut out 功能虽然不错,但不是万能,比如有些分模时是炸不开的,靠copy曲面出来的前后模(例如很多黄色破面修复且较复杂的产品)用Cut out就会因公差问题不能Cut out第二种copy曲再转成实体,这种方法较好, 个人做法是在prt模块做好曲面再在装配里直接点曲面转化成实体零件,在prt模块做曲面较灵活,好处是:做好的曲面在装配及分模模块下可共享,所以本人推荐在prt模块做好曲面,举一反三分模时在prt模块做好曲面进入分模模块下直接点击曲面就OK了在prt模块做电极曲面无非是用copy Extend Merge 和曲面高级功能下的Free From来实现,PROE的Extend功能强大很好用但要讲究方法,延伸曲面时经常失败,这可要多动脑筋啦菜单用图标代替是proeWildfire 2.0最大变化其中之一,野火 2.0把以往瀑布式菜单都集合在图标里体现得更人性化,当然有些功能你可自做快捷键后做成个性化图标(这就要看你的美术功底了)再调出来存档在config.win下使用为照顾初学者,偶用中英文版来解释这个教程(包括AVI教程)上右图是调出图标图示(很多proe 书都有提及相信很多高手都懂偶得就不多讲了)第一部分在prt模块做曲面的方法:主要是利用曲面功能下的copy Extend Merge 和曲面高级功能下的Free From来实现,及利用层别来规化拆好的电极曲面等第二部分在装配模块下生成电极零件的方法:装配好主体零件后,在组件模式下创建元件里输入电极名称再直接点击面组生成实体,倒角(倒角的重要性偶在本版[原创]关于拆电极和电极工程图的注意事项!!!有详细讲解),雕字,摆ISO视角等步骤第三部分在绘图模块下生成电极工程图的方法:这部分在工程图里做好模具编号、前模或后模、电极编号、XYZ三轴偏移数据,EDM粗精加工的火花位等,关于详细解说在本版[原创]关于拆电极和电极工程图的注意事项!!!有提及大家可去留意一下,细心的同胞可能会发现怎么这次用标注来代替表格了,是的,为了不误导大家,你们可预先做好适合你公司规范的表格和参数再调进来就OK了。
第四部分电极拆法步骤详解4.1图档的转换公司现有的图档格式有以下几种:PRO-E 的图档,如*.PRT; AUTOCAD的图档,如*.DWG;SOLIDWORK的图档,如*.SLDDRW、*.SLDPRT;还有编程使用的Cimatron 的pfm图档。
设计目前提供给现场的3D图档为PRO-E 和SOLIDWORK的档案,与工件加工的pfm图档需要相互转换以后才可以使用。
设计的图档一般存放于服务器下的design目录下,调用图档时可对号寻找,迅速找到需要图档。
4.1.1 PRO-E图档的转换打开PRO –E程序,点击打开按钮打开图档,如下图:找到需要的图档,打开。
然后点击文件另存按钮,选择另存的文件格式为IGS档,如下图:存档,完成PRO-E转换的第一步。
注:IGS图档为标准图档转换格式。
PRO-E 、SOLIDWORK和Cimatron 的图档相互转换需通过igs作为中介方可完成(当然也有其他的公用文件格式,比如STEP、DXF、DWG等)。
4.1.2 SOLIDWORK图档的转换打开SOLIDWORK主程序,点击打开按钮打开图档,如下图:选项,选择另存的文件格式IGS档,如下图:保存,完成SOLIDWORK图档的转换。
4.1.3 Cimatron 图档的写入当我们把PRO-E和,SOLIDWORK 的图档转换为IGS档后,打开Cimatron 的转换程式cmidi。
该程序可以在Cimatron 的控制菜单中打开,如下图:转换程序的界面如下图:从中找到IGS图档的转换的模块,选择读取(read),打开刚才使用pro-e和solidwork图档转换的igs图档,详细的转换参数选项便呈现在用户面前。
如下图:简单选择需要的参数,如单位的设定,曲面检查确认等,然后选择转换即可。
至此,设计图档至cimatron图档间的转换完成。
4.2 工件坐标系的定义当我们把设计现有的图档转换为我们电极编程需要的Cimatron 图档后,要稍作整理才可以正式使用。
P r o e拆装动画教程
This model paper was revised by the Standardization Office on December 10, 2020
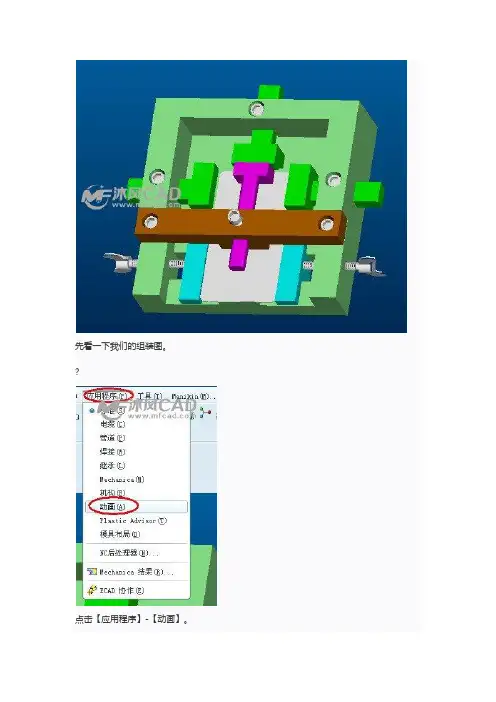
先看一下我们的组装图。
点击【应用程序】-【动画】。
进入动画模块之后,点击右侧的【主体定义】工具。
如上图,点击【每个主体一个零件】按钮。
点击之后,如上图,会出现很多body,点击关闭。
再点击上面工具栏里面的【元件拖动工具】。
拖动元件之前,先抓取一个快照。
再打开【高级拖动选项】,可以使零件按轴来移动。
拖动一个或几个零件,到合适的位置,再抓取快照。
拖动零件,抓取快照。
拖动零件,抓取快照。
拖动零件,抓取快照。
拖动零件,抓取快照。
拖动零件,抓取快照。
拖动零件,抓取快照。
经过前面的拖动,一共抓取了17个快照。
点击右侧的【关键帧顺序】工具。
选择关键帧快照名称,再点击【+】号,即可插入。
全部快照插入完毕,顺序要反向,最大的在上面。
点击【工具】-【时域】。
设置终止时间。
点击右侧工具栏的【启动】按钮。
看一下动态的效果,发现还有螺丝没有装配完成。
时域设置太短,动画帧数太长,导致零件没有装配完成。
将终止时间改长一点。
让时间超过动画帧数。
再启动动画演示看效果。
已经装配OK.
如【机构仿真】模块一样,这里也有回放工具。
可以回放我们的动画。
第四部分电极拆法步骤详解4.1图档的转换公司现有的图档格式有以下几种:PRO-E 的图档,如*.PRT; AUTOCAD的图档,如*.DWG;SOLIDWORK的图档,如*.SLDDRW、*.SLDPRT;还有编程使用的Cimatron 的pfm图档。
设计目前提供给现场的3D图档为PRO-E 和SOLIDWORK的档案,与工件加工的pfm图档需要相互转换以后才可以使用。
设计的图档一般存放于服务器下的design目录下,调用图档时可对号寻找,迅速找到需要图档。
4.1.1 PRO-E图档的转换打开PRO –E程序,点击打开按钮打开图档,如下图:找到需要的图档,打开。
然后点击文件另存按钮,选择另存的文件格式为IGS档,如下图:存档,完成PRO-E转换的第一步。
注:IGS图档为标准图档转换格式。
PRO-E 、SOLIDWORK和Cimatron 的图档相互转换需通过igs作为中介方可完成(当然也有其他的公用文件格式,比如STEP、DXF、DWG等)。
4.1.2 SOLIDWORK图档的转换打开SOLIDWORK主程序,点击打开按钮打开图档,如下图:选项,选择另存的文件格式IGS档,如下图:保存,完成SOLIDWORK图档的转换。
4.1.3 Cimatron 图档的写入当我们把PRO-E和,SOLIDWORK 的图档转换为IGS档后,打开Cimatron 的转换程式cmidi。
该程序可以在Cimatron 的控制菜单中打开,如下图:转换程序的界面如下图:从中找到IGS图档的转换的模块,选择读取(read),打开刚才使用pro-e和solidwork图档转换的igs图档,详细的转换参数选项便呈现在用户面前。
如下图:简单选择需要的参数,如单位的设定,曲面检查确认等,然后选择转换即可。
至此,设计图档至cimatron图档间的转换完成。
4.2 工件坐标系的定义当我们把设计现有的图档转换为我们电极编程需要的Cimatron 图档后,要稍作整理才可以正式使用。
PROE 拆电极教程我们在拆电极前首先要考虑电极的方向性问题,所以事前必做的步骤是选一大平面为Z轴的基准面,写上DATUM英文,另倒一斜角作X Y轴的方向角,如下图所示:我们在拆电极前首先要解公司用料情况,尽量做到物尽其材,进口铜较一般标准单边减1mm至1.5mm已足够,国产锻打铜做得较不标准建议单边减2mm较妥, 还有最重要的较表位,如公司条件较好的话XY轴较表位预设单边8mm左右,最少不能低于5mm,方便较表通过,如下图所示:电极的基座相当重要,很多拆组合电极的同袍应该遇到利用线切割清除刀具不能加工的地方(下右上图属典型须用线切割清角的电极),这时须要用基座进行分中碰数,还有利用线割铜丝(慢走丝EDW)和基座调节电极的垂直度,这时基座重要性离就突现出来了!以三角形(勾股定理)为例:如股和弦的夹角(tan)设一小小角度,将弦越拉长,勾的长度亦跟随变化大家可以随便摆个工件在机床做个试验,用较表移动2mm可看到表针移动很少,移到50mm时表针变化很大,证明角度和长度关系重要吧,从这一实验可以证明电极的基座多么重要!基座越厚调节电极的垂直度越准,建议设置15mm以上,当然有些山寨厂要省铜料的话我无话可说,如下图所示:EDM冲水位高度的预设也要注意,在工件最高处加5mm以上较妥,这样方便火花机加工时冲走残渣,大家不要小看这环,EDM放电加工时会产生残渣,如果不能及时冲走碳粉的话会,EDM的二次放电会损伤电极,更致命的是积碳造成工件损坏,特别是加工深骨位(加强筋之类),由于积碳造成大肚倒扣,注塑时会出现粘模现象,本人就有切肤之痛(由于偶做模由底层学徒做起),当然前模影响就更不用说了,相信做过模具的同袍应有深刻的体会!!!所以冲水位也不能勿视,如下图所示:拆电极X.Y.Z三轴偏移尺寸有两种方法,一种方法是以电极边沿最大点均匀放大,结果是出现小数点,第二种方法三轴预设整数不考虑电极边沿均匀放大问题,好处是EDM加工时不会因有小数点移错尺寸,减少出错机会,所以推荐第二种方法,如下图所示:这是电极Z轴预设示意图:电极方向性很重要本人开篇已提过,方向性示意有两种方法:第一种四角中其它三处倒圆角对应基准角(DATUM)倒斜角,这种方法缺点不分辨精、粗加工电极!!!如下图红色圆圈所电极方向性第二种方法:这方案极容易分辨精、粗加工电极!!!模房师父和EDM操作员一眼就能分辨,方法是四角都倒圆角(其它三处建议倒R3以上)对应基准角(DATUM)倒较小R,只要不刮手就行了(建议R0.5MM),这样很清楚明了,如下图红色圆圈所这是第二种方法的粗加工电极表示方法,做法是四角中其它三处倒斜角对应基准角(DATUM)倒圆角(建议R0.5MM),大家一看觉得有点重复了吧?没错,其实这份工作C编程员来完成,他们只要改刀路外形线就完成了,本人在Mastercam版块下:[原创]各位C的兄弟姐妹,想学电极(铜公)工程图的看过来!!!有提及,有部分人嗤之以鼻认为没必要,这是很自我的做法,方便别人等于方便自已,模房师父和EDM操作员一眼就能分辨,不用卡尺测量分辨粗幼公多方便?! 我们干活要注重团体配合,改刀路是举手之劳习惯成自然啊,大家上下两楼对比分析一下是不是清晰明了啊?!如下图所示:拆电极要非常注意拨模斜度问题,注塑时出现粘模现象,往往就是不注意拨模斜度的后果,现在的3D设计工程师画的产品90%都不注意拨模斜度问题,每次分模前要我们都要花费大量时间修改拨模斜度,有时修改拨模斜度时间比分模还长,这也是现代工程师不太了解做模工序,又不善于和不同作业分工的师父沟通吸取经验不肯屈驾就尊哦,我所接触的欧、美、日本3D产品较注意这问题,特别是日本模具只要骨位(加强筋之类)高度超过0.5mm都要求做拨模斜度,可见拨模斜度是多么重要,注塑时出现粘模现象跟拨模斜度有着直接关系(当然还和真空排气也有关联),大家千万要注意!!!!!!!! 修改骨位(加强筋)拨模斜度的厚度设计跟产品的缩水现象有很大关系: 关于骨位(加强筋)计算方法,以塑胶原料ABS 为例: 加强筋为产品厚度的2/3或不超过70%,以产品2.5mm厚方为例:加强筋的拔模斜度最厚地方不得大于1.7mm否则会出现缩水现象! 关于拨模角度的计算方法: (勾股定理和反函数)以产品2.5mm厚方为例:加强筋的拔模斜度最厚地方不得大于1.7mm,顶端最薄处改成1.3mm,相减得出0.4mm再除二等于0.2mm 就是勾长,加强筋股的高度为15mm,求夹角正切(Tan), 0.2mm除以15mm 的得数再反函数Tan,就可求出拨模角度了其实我们做任何产品设计首要条件是要考虑修改可行性,任何时要做到有所保留有得救,记住做模诀窍:"加胶容易减胶难"!!!希重大家在设计时要特别注意这问题!!! 改拨模斜度也一样哦,如下图所示:拆电极要非常注意延伸问题,不延伸EDM加工后的模具,注塑出来的产品外观及夹口都有一定影响,现在很多产品直接用火花纹做外观滴! 本人遇到很多来我厂见工拆电极时都不注意这种问题,这可不是合格模具工作者所为哦!如下图所示红色部分是典型以延伸的地方!像这样红色圆圈所示的地方须延伸!!!和上图类同!!!下图是典型拆电极要特别注意的地方!!!如下图红色圆圈所示:大家都知道EDM加工要预留火花位,以精加工单边0.07mm火花位为例,驳口处两个电极须延伸交差才能达到完美效果(当然有些模具由于产品剧情须要,有些地方不能延伸,精加工电极局部地方不放火花位就OK 了),大家记住这个口诀:"拆电极时能延伸的地方尽量延伸!!!",就好像我们分模时做型面要延伸一样,千方要注意,现在好多打着清华、北大,铁道出版的所谓模具设计书,分模教程看了叫人冷汉直冒,几乎就将产品边沿不做延伸直接延长出来就算OK了,这是做模的大忌哦,不知那些是不是真的专家教授学者,很多东西有姿势没实际,有的简直是在误导人家!!!建议那些专家教授学者多到基层取经!所以再次强调:拆电极时能延伸的地方尽量延伸!!!如下图红色圆圈所示:下图红色圆圈所示是拆电极时必须两电极须延伸交差的效果图:下图红色圆圈所示是拆电极时必须两电极不延伸交差,单边放0.07mm 火花位,EDM加工后的效果图:拆电极时为减少EDM拆卸次数和数量,厂方铜料允许情况下尽量组合在一起(当然要考虑刀具能否加工问题,大家要举一反三灵活运用哦)这是组合电极的效果图下图是典型高低跌差很大的产品!如下图所示:由于高低跌差很大,C加工时极容易变形,拆电极要特别注意加强防护问题,所以做加强筋可起到防止变形的作用于!!!遇到类似问题大家要举一反三灵活运用哦,如下图所我们还须做以下步骤:在电极后面雕上模具编号、前模或后模、电极编号、XYZ三轴偏移数据,EDM粗精加工的火花位,当敲字的工序由C操作员来做了,如下图所这是偶用Proe野火2.0拆出来的一些电极图:2这效果图34拆好电极我们要出详细下料单的,这时就要分析电极材料大小了,其实大部分软件都有BOX这功能,本人就以Proe和Mcam为例: 在Proe下的NC 模块和分模模块都有BOX功能,以分模模块为例,首先在电极里做个坐标,再在分模模块下点击下图红色圆圈图标----再点击坐标系---再点击确定,BOX就建好了,再分析电极三轴尺寸就OK了,如下图所示:片:片:下图所示是Mcam分析电极三轴尺寸的图片:工程图在模具行业占有重要一席之位,虽然现在画产品进入3D时代,但2D工程图可以解释3D无法表达的数据,电极工程图亦同样重要,你电极和刀路做得再好,你无法表达出来会大打折扣,工程图就帮你解决了这个问题, 以前模房师父打火花都跑去问C偏编程师父抄数据,现在大公司模房工程图数据都用文件或网络进行交换了,出工程图主要注意以下几点:不能重复标数,突出主次要令到大家一眼就能明白你所表达的东西,不要让人家去猜你的意图电极工程图有个重要设置就是参数表,在参数表里要突出:模具编号、前模或后模、电极编号、XYZ三轴偏移数据,EDM粗精加工的火花位,文件存挡位置,当然还有其它数据偶就不解释了,详细如下图所示,由于偶分模拆电极工程图都在proe里搞定(现以野火2.0为主),工程图可预先做好适合你公司规X的表格和参数然后存挡,下次你出工程图时这些参数会自动跟随工件变化了,关于设置方法Proe很多工程图的书籍和Proe自带的帮助文件里有详细解释,偶就不作解说了电极工程图里还有一项是要表达出电极的立体图样,当然是只好等角线架来表示了,如下图红色圆圈所还有电极工程图里要表明Z轴在哪个方位让数,要用球标作出注释PL:0,如下图红色圆圈所还有电极工程图里要清晰明了地表达出X、Y、Z三轴的移动数据,如下图红色圆圈所示:线切割工程图:相信很多拆组合电极的同袍应该遇到利用线切割清除刀具不能加工的地方(下右上图属典型须用线切割清角的电极),这时须要在电极工程图里标明须线割地方,穿线孔的座标尺本及孔距等,做到清楚交待!如下图所示下图是个前模拆电极的例子,拆电极前首先要对其进行分析,有五支螺丝碰穿位可镶针所以拆电极时可封闭的,中间凸起模芯由于底部有倒圆角所以要原身留出来,拆电极时要留意了不能封闭哦,还有四个枕位,拆电极时要封闭缺口,这就要在做面时用到曲面高级功能下的Free From来实现了,再下来是步骤了:1:在prt模块做好曲面2:在装配模块下生成电极零件3:在绘图模块下生成电极工程图PROE拆电极有两种方法: 第一种是用XX做模俚语俗称"印饼仔"的Cut out功能,偶在[原创]关于拆电极和电极工程图的注意事项!!!提及过, 本版亦有教程,Cut out功能虽然不错,但不是万能,比如有些分模时是炸不开的,靠copy曲面出来的前后模(例如很多黄色破面修复且较复杂的产品)用Cut out就会因公差问题不能Cut out 第二种copy曲再转成实体,这种方法较好, 个人做法是在prt模块做好曲面再在装配里直接点曲面转化成实体零件,在prt模块做曲面较灵活,好处是:做好的曲面在装配及分模模块下可共享,所以本人推荐在prt模块做好曲面,举一反三分模时在prt模块做好曲面进入分模模块下直接点击曲面就OK了在prt模块做电极曲面无非是用copy Extend Merge 和曲面高级功能下的Free From来实现,PROE的Extend功能强大很好用但要讲究方法,延伸曲面时经常失败,这可要多动脑筋啦菜单用图标代替是proeWildfire 2.0最大变化其中之一,野火2.0把以往瀑布式菜单都集合在图标里体现得更人性化,当然有些功能你可自做快捷键后做成个性化图标(这就要看你的美术功底了)再调出来存档在config.win下使用为照顾初学者,偶用中英文版来解释这个教程(包括AVI 教程)上右图是调出图标图示(很多proe书都有提及相信很多高手都懂偶得就不多讲了)第一部分在prt模块做曲面的方法:主要是利用曲面功能下的copy Extend Merge 和曲面高级功能下的Free From来实现,及利用层别来规化拆好的电极曲面等第二部分在装配模块下生成电极零件的方法:装配好主体零件后,在组件模式下创建元件里输入电极名称再直接点击面组生成实体,倒角(倒角的重要性偶在本版[原创]关于拆电极和电极工程图的注意事项!!!有详细讲解),雕字,摆ISO视角等步骤第三部分在绘图模块下生成电极工程图的方法:这部分在工程图里做好模具编号、前模或后模、电极编号、XYZ三轴偏移数据,EDM粗精加工的火花位等,关于详细解说在本版[原创]关于拆电极和电极工程图的注意事项!!!有提及大家可去留意一下,细心的同胞可能会发现怎么这次用标注来代替表格了,是的,为了不误导大家,你们可预先做好适合你公司规X的表格和参数再调进来就OK了。