空压机入口导叶波动的原因分析与处理
- 格式:doc
- 大小:54.50 KB
- 文档页数:2
空压机振动波动的原因及预防措施空压机是工业生产中常用的重要设备,主要用于通过压缩空气提供动力。
虽然空压机在生产过程中发挥着重要作用,但是在运行过程中,振动波动问题经常会出现,给生产带来一定影响。
本文将探讨空压机振动波动的原因,并提出相应的预防措施。
1. 原因分析1.1 设备不平衡空压机在制造过程中,由于零部件的精度问题或装配不当,导致设备重心不平衡。
当设备运行时,不平衡状态会引起旋转体的离心力,从而导致振动波动。
1.2 安装不牢固空压机的安装质量对振动波动有着重要影响。
如果安装不牢固,空压机在运行过程中会受到外界作用力的干扰,从而引起振动波动。
1.3 配件松动在空压机的运行过程中,由于长时间使用,设备的配件可能会出现松动的情况。
这些松动的配件会导致设备的振动波动增大。
1.4 不良工作条件空压机在使用过程中,如果工作条件不良,例如供气温度过高、冷却不良等,会导致设备振动波动增加。
2. 预防措施2.1 设备平衡调整针对空压机设备的不平衡问题,可以采取平衡调整的措施。
通过精确测量设备的重心位置,并进行调整,使设备在旋转时减少离心力的产生,从而减小振动波动。
2.2 安装牢固在安装空压机时,应该注意选择合适的基础或支撑结构,并进行牢固的安装。
通过采用减震垫、膨胀螺栓等措施,增加设备的稳定性,减少振动波动的发生。
2.3 定期检查和维护定期检查和维护空压机设备是减少振动波动的重要手段。
应该定期检查设备的配件是否松动,并进行紧固处理。
同时,要定期检查设备的冷却系统、供气系统等工作条件是否良好,确保设备运行的稳定性。
2.4 加强培训和管理加强对操作人员的培训和管理,可以提高对空压机设备的正确操作和维护意识。
通过正确操作和维护,可以减少设备的振动波动。
3. 结论空压机振动波动问题的发生,主要是由于设备不平衡、安装不牢固、配件松动和不良工作条件等原因引起的。
为了减少振动波动的发生,需要采取相应的预防措施,如设备平衡调整、安装牢固、定期检查和维护,以及加强培训和管理等措施。
空压机导叶控制系统组成与故障分析高颍王亚生(河北省邯钢动力河北省邯郸市复兴区)摘要:介绍空压机导叶控制系统组成原理以及故障处理方法。
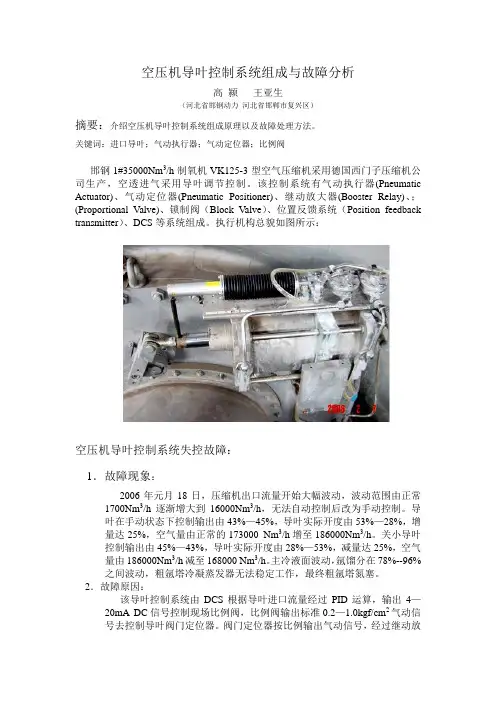
关键词:进口导叶;气动执行器;气动定位器;比例阀邯钢1#35000Nm3/h制氧机VK125-3型空气压缩机采用德国西门子压缩机公司生产,空透进气采用导叶调节控制。
该控制系统有气动执行器(Pneumatic Actuator)、气动定位器(Pneumatic Positioner)、继动放大器(Booster Relay)、;(Proportional Valve)、锁制阀(Block Valve)、位置反馈系统(Position feedback transmitter)、DCS等系统组成。
执行机构总貌如图所示:空压机导叶控制系统失控故障:1.故障现象:2006年元月18日,压缩机出口流量开始大幅波动,波动范围由正常1700Nm3/h逐渐增大到16000Nm3/h,无法自动控制后改为手动控制。
导叶在手动状态下控制输出由43%—45%,导叶实际开度由53%—28%,增量达25%,空气量由正常的173000 Nm3/h增至186000Nm3/h。
关小导叶控制输出由45%—43%,导叶实际开度由28%—53%,减量达25%,空气量由186000Nm3/h减至168000 Nm3/h。
主冷液面波动,氩馏分在78%--96%之间波动,粗氩塔冷凝蒸发器无法稳定工作,最终粗氩塔氮塞。
2.故障原因:该导叶控制系统由DCS根据导叶进口流量经过PID运算,输出4—20mA DC信号控制现场比例阀,比例阀输出标准0.2—1.0kgf/cm2气动信号去控制导叶阀门定位器。
阀门定位器按比例输出气动信号,经过继动放大器输出,控制气缸执行机构,推动导叶动作,来控制导叶进气流量。
同时导叶动作行程反馈给阀门定位器,使阀门定位器输出得到动态平衡。
其工作原理如下图工作原理图从原理图上分析,该故障有可能出在比例阀和阀门定位器。
离心式空压机加载率大幅波动原因分析
离心式空压机的加载率波动可能有以下原因:
1. 需求量变化:加载率的波动可能是由于产生气体需求量的变化而导致的。
例如,当气体需求量增加时,压缩机需要加大输出来满足需求,这可能会导致加载率增加。
2. 系统压力降低:当系统压力降低时,压缩机需要增加输出来保持压力稳定。
这可能导致加载率的波动,因为加载率取决于压缩机的输出和系统压力之间的关系。
3. 空气滤清器堵塞:空气滤清器堵塞会导致压缩机的输出降低,从而导致加载率的波动。
4. 传感器或控制器故障:如果传感器或控制器不工作正常,那么加载率可能会出现波动。
5. 压缩机内部问题:如果离心式空压机出现故障,如轴承损坏或转子不平衡等问题,将导致加载率波动。
需要针对具体情况进行排查和解决。
建议联系专业的机械设备维修人员进行检测和维修。
空分设备空压机导叶故障及处理措施熊正蝶(中国石化南京化学工业有限公司煤化工部生产技术科,江苏省南京市六合区葛关路268路 210035)摘要:南化煤化工部26.5万 t/a合成氨装置配套36000 m3/h空分设备的空压机导叶连续3次非正常关闭,导致空分设备停车。
介绍故障发生时的现象和原因分析过程,阐述处理措施及其效果。
关键词:空分设备;空压机;导叶;故障;重复发生中图分类号:TH452 文献标识码:BTrouble of air compressor guide blade of air separation plantand its treatment measuresXiong Zhengdie(Production and Technology Division,Coal Chemical Department, Sinopec Group Nanjing Chemical Industry Co., Ltd., 268#Geguan Road, Liuhe district, Nanjing 210035, Jiangsu, P. R. China)Abstract:Successive three times of abnormal closing of the air compressor guide blade in 36000 m3/h air separation unit necessary for 26.5×104 t/a ammonia synthesis unit of Nanjing Chemical Industry Co., Ltd. Coal Chemical Department resulted in shutdown of the entire air separation unit. Here, the phenomenon at occurrence of the trouble and the cause analysis process is outlined, and the corrective measures and their effects are described. Keywords:Air separation plant; Air compressor; Guide blade; Trouble; Repeated occurrence中国石化南京化学工业有限公司(以下简称:南化)煤化工部26.5万 t/a合成氨装置配有1套36000 m3/h空分设备,自2013年6月1日首次发生配套空压机导叶故障以来,空分设备共发生了3起空压机导叶调节阀FV1113非正常关闭引起的空分系统停车故障。
空压机振动波动的原因及预防措施摘要:本文针对离心式空压机正常运行过程中出现因振动现象及出现喘振的现象,从空压机结构、工作原理及故障特征进行分析,以找到故障原因及影响,并在机组日常维护中做好相关预防措施。
关键词:空压机;振动波动;喘振;原因;措施。
引言空分装置为化工企业的主要装置,空压机又是空分装置主要设备,空压机长期稳定运行,才能确保空分装置为其它工艺系统装置提供氧气及氮气。
而振动是压缩机的常见故障,当振动过大时会影响压缩机的可靠运行,给生产造成很大的损失,因此保证压缩机的安全可靠运行,对提高生产效率及经济效益有重要的意义。
压缩机与电机由刚性联轴节相连接,变速箱中各级齿轮轴与压缩机叶轮为同一根轴,轴承的平衡对压缩机平稳运行至关重要。
空压机是将经自洁式空气过滤器过滤后的原料空气,经空压机压缩送至预冷岗位。
工作原理:电机将电能转化为机械能并传给叶轮,叶轮通过高速旋转将机械能传给气体,使空气获得速度能并变为压力能。
此过程中动平衡和振动的平稳起着重要的作用。
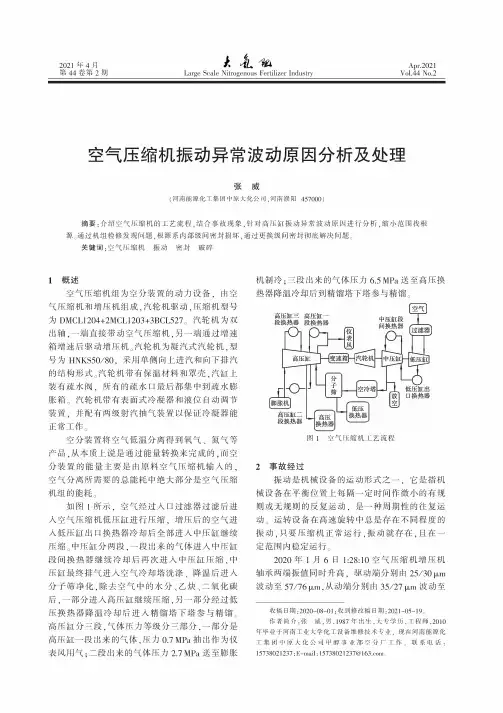
2、流程简述空气经自洁式空气过滤器过滤后,除去空气中大量灰尘和其它机械杂质,进入空压机中经三级压缩、三级冷却后,压力升至0.88MPa,温度不超过40℃之后,经送气阀送往预冷机冷却。
上图中1是叶轮,使空气具有很高的速度;2是扩压器部分,在那里将空气动能转化成势能;3是中间冷却器,除去压缩过程中所产生的热量,以便于实现等温压缩从而提高压缩效率;4是不锈钢丝网制成的的水气分离器,以除去空气中的水份。
离心式压缩机振动现象主要包括转子不平衡、对中不良、联轴器故障、油膜振荡等。
3.1转子的不平衡,旋转机械的转子由于受到材料质量和加工技术等各方面的影响,转子上的质量分布对中心线不可能绝对地轴对称,固此任何一个转子不可能做到绝对平衡,转子质量中心与旋转中心线之间总是有偏心距存在。
这就使转子旋转时形成周期性的离心力干扰,在轴承上产生动载荷,使机器产生振动。
转子质量不平衡的原因有:设计问题、材料缺陷、加工与装配误差、工艺过程等问题。
空压机振动波动的原因及预防措施(2)空压机振动波动的原因及预防措施3)减少轴承间隙: 轴承间隙减小, 侧可提高发生油膜振荡的转速。
4)控制适当的轴瓦预负荷: 预负荷为正值, 就是轴瓦内表面上的曲率半径大于轴承内圆半径, 等于起到增大偏心距的作用。
5)选用抗振好的轴承: 圆柱轴承抗抗性最差,其次是椭圆轴承最好的是三油楔和四油楔轴承。
6)调整油温: 升高油温, 减小油的粘度, 可以增加轴颈在轴承的偏心率, 有利于轴颈稳定。
4压缩机的喘振当离心压缩机流量小到足够时,会在整个扩压器流道中产生严重的旋转失速,压缩机出口压力突然下降,使管网的压力比压缩机出口压力高,迫使气流倒回压缩机,一直到管网压力下降到低于压缩机出口压力时,压缩机又开始向管网供气,压缩机恢复正常工作。
当管网压力又恢复到原来压力时,流量仍小于喘振流量,压缩机又产生严重的旋转失速,出口压力下降,管网中的气流又倒流回压缩机。
如此周而复始,使压缩机的流量和出口压力周期性的大幅波动,引起压缩机强烈的气流波动,这种现象就称为压缩机的喘振。
一般管网容量大,喘振振幅就大,频率就低,反之,管网容量小,振幅就小、频率就高。
喘振现象通常具有如下宏观特征:(1)压缩机工作极不稳定(2)喘振有强烈的周期性气流噪声,出现气流吼叫声。
(3)机器强烈振动,机体、轴承等振幅急剧增加。
4.1 引起喘振的原因实际运行中引起喘振的原因很多。
从外部条件来分析,即从压缩机与管网的联合运行来分析,管网流量、阻力的变化与压缩机工作不协调应是引起压缩机喘振的重要原因。
这种工作的不协调可以分为两点:第一,压缩机的流量等于或小于喘振流量;第二,压缩机排气压力低于管网气体压力。
开车过程中升速、升压不协调,如升压太快,降速、降压不协调,如降速太快都可能引起压缩机喘振。
对高压比压缩机首末级容积流量差很大,前面流道宽而后面流道很窄,开车时(升速过程)各级排气压力都不高,当转速升高到某个转速时,前面级容积流量已足够大,而后面的级有可能排不出去,形成对中间级的阻塞,压力升高,造成对这些级的背压超过该转速下的喘振点的压力而引起机器的喘振。
空压机运行效率下降、导叶波动原因分析及解决方法杨瑜亮;张久龙【摘要】介绍了南钢2#20000m3/h空分设备RIK80-4型空压机运行效率下降情况,并详细分析了空压机效率下降的原因.指出空压机导叶波动和中间冷却器翅片氧化腐蚀的原因及处理方法.处理后空压机效率明显提高,节约成本300多万元.【期刊名称】《风机技术》【年(卷),期】2011(000)005【总页数】4页(P72-74,82)【关键词】空压机;波动;中间冷却器;翅片氧化腐蚀;堵塞【作者】杨瑜亮;张久龙【作者单位】南京钢铁联合有限公司制氧厂;大庆油田天然气分公司【正文语种】中文【中图分类】TH450 引言南京钢铁联合有限公司(以下简称:南钢)2#20000m3/h空分设备于2005年12月28日正式投产使用,其空压机为国外某公司制造的RIK80-4型,额定转速7489r/min,额定功率 11000kW,额定电流 691A,额定气量 111000m3/h,最大工作压力5.20×10-2Pa,2009年开始空压机运行效率明显下降,还未到工况就难以正常建立。
经过参数对比和分析后认为,空压机转子级间密封和轮盘密封磨损;中间冷却器堵塞导致冷却效果下降、气量减少是造成空压机效率低、能耗高的最主要原因。
经过一系列技术改造和难题攻关,使整个机组恢复正常水平,取得了良好的效果。
1 空压机运行状况1.1 空压机效率下降2#20000m3/h空分设备投产以来,空压机出口流量逐年下降,尤其到夏季生产更是难以维持,机组运行数据发生明显变化,相同运行条件下对机组参数进行对比(见表1),进口导叶开度明显增大,空气量达不到设计要求,机组效率低、能耗高,严重影响工况正常建立,导致生产难以持续稳定进行。
与1#20000m3/h空分空压机的对比见表2。
表1 相同大气条件下空压机运行参数比较表2 与1#20000m3/h空分VK80-3空压机运行参数对比1.2 空压机导叶频繁波动自从2006年开始空压机导叶频繁波动,导叶执行机构阀门定位器故障7次,先后请厂家技术人员来分析处理,但效果不佳。
空压机进口导叶传动轴承故障引起空分设备工况波动分析及处理作者:奚闻隆来源:《中国科技博览》2014年第27期[摘要]介绍KDON—6000/20000型空分设备因空压机进口导叶传动轴承故障引发的工况波动故障,进而分析故障原因,在空分设备不停车的情况下果断采取应急措施,降低故障时对生产的影响,并在停机检修时消除故障,最后阐述预防措施。
[关键词]空分设备;空压机;进口导叶;工况波动中图分类号:TB657.7 文献标识码:A 文章编号:1009-914X(2014)27-0283-02进口导叶作为空压机的重要固定元件,安装在叶轮的进口(大部分情况仅在第一级进口前设置)。
它由1组彼此联动旋转的小叶片组成,叶片呈放射状分布(径向型导叶是一环形叶栅),每一个叶片均有1个小圆锥齿轮与1个大锥形齿轮圈啮合,可以通过气动、液压或电动的执行机构自动控制大锥形吃轮圈的转动,也可手动控制。
小圆锥齿轮则带动叶片转动,从而改变叶轮进口处的流通截面;用于控制流体的压力、流量和流动方向。
在空分设备运行过程中,进口导叶一旦出现故障如不及时处理,将对正常生产造成严重影响,甚至被迫停车。
大庆石化公司水气厂KDON—6000/20000型空分设备由中国空分设备有限公司总承包,采用分子筛吸附净化、增压透平膨胀机、规整填料上塔及筛板下塔,自2011年11月投产至今运行良好。
配套空压机采用杭氧生产的5TYD160型单轴等温原料空气透平压缩机,2013年8月5日发生了一起由于空压机进口导叶故障引起空分设备工况波动甚至空压机超载停机的故障。
1.故障现象2013年8月5日23:30,操作人员通过DCS控制系统发现空压机进口导叶关小限位报警,实际开度较大,空压机排气量较往常有较大波动,波动曲线呈上升的趋势。
当分子筛切换时对空压机电流、下塔液空及主冷液氧液位、精馏塔内压力及各段阻力等工艺参数随之波动,且波动较大。
当时空分设备部分工艺参数情况见下表1。
进口空压机电流波动故障的分析与处理令狐进生【摘要】简要介绍了离心空压机控制原理,针对空压机电流波动现象分析了故障原因并逐项排查处理,消除了故障.【期刊名称】《有色冶金节能》【年(卷),期】2017(033)001【总页数】3页(P35-37)【关键词】离心压缩机;辅助控制回路;电流波动;喘振【作者】令狐进生【作者单位】侯马北铜铜业有限公司,山西侯马043000【正文语种】中文【中图分类】TH45某公司空分车间制氧系统使用美国ATLAS公司生产的HL9- 080- 6型三级整体齿轮型离心压缩机。
空气流量24 000 m3/h,排气压力0.56 MPa,电机功率2 237 kW,额定电流245 A,最高转速18 776 r/min,已经运行18年。
该设备在2016年年初,由于电机电流波动大而频繁喘振停车,影响正常生产。
经过认真分析和检测,找到并解决了问题的症结,提高了设备运转效率。
该机IGV(入口导叶)、BOV(防喘振阀)控制过程:加载条件下,压缩机排气压力设定(现场可调)为期望的0.56 MPa,BOV关闭,IGV开度自动调整,但不能调整小于最小加载设定位40%开度;该过程控制的PID参数一般由厂家技术人员根据现场工况设定,不建议使用单位随意改动。
运行过程中喘振的判断以出口压力测点PT322的变化速率来进行相应的加载、卸载及连锁停车以达到保护空压机的目的。
其工艺控制流程如图1所示。
电动机电流控制程序用于把压缩机电流限制到一个最高期望的电流值245 A(通过键盘可调),压缩机电流达到期望的电流值时,程序会关小入口导向叶片,以免超过此值,起到保护电动机的目的。
而辅助控制回路PIC1100设定值一般设为0.57 MPa,防止工艺突发状况出口压力升高过快造成空压机喘振,确保空压机安全运行,该回路控制由DCS控制系统完成。
2016年1月20、21、22日,均发现该空压机运行时电流围绕235 A波动4~6 A,最大达到10 A左右,与以往正常运行波动1~2 A相比,偏差较大,且空压机运行声音异常,有轻微喘振发生。
空压机常见故障及解决措施1.压力不稳定:空压机的压力波动过大,可能是由于压力调节器故障,需要及时更换或修理压力调节器;或者是空气滤清器和干燥器堵塞,影响了正常的压力稳定性,需要清洁或更换滤清器和干燥器。
2.耗电量过大:如果空压机的耗电量异常增加,可能是由于空压机未及时进行维护,导致机器内部积尘太多,导致能量损耗加大。
解决方法是定期清洁和更换滤清器,保持空压机内部清洁,并注意冷却系统的正常工作。
3.压缩机冷却效果差:可能是由于冷却风扇叶片脏污或损坏,需要及时清洁或更换风扇叶片;或者是冷却风扇马达出现故障,需要修理或更换马达。
4.压缩机噪音过大:空压机噪音过大可能是由于一些部件松动,导致振动噪音过大,需要检查并紧固松动的部件;或者是压缩机内部部件磨损严重,需要更换磨损的部件。
5.空压机漏气:空压机漏气会导致压力下降,影响正常的工作效率。
解决方法是检查管路和接头是否松动,及时进行紧固;或者是更换损坏的密封件。
6.压缩机过热:如果空压机运行过程中出现过热的情况,可能是由于压缩机冷却器故障,需要清洗或更换冷却器;或者是油温过高,需要更换或升级油品。
7.压缩机震动过大:空压机震动过大可能是由于机座不平衡,导致机器整体不稳定。
解决方法是检查机座是否调整平衡。
8.压缩机排气温度过高:压缩机排气温度过高可能是由于排气阀片损坏,需要修理或更换排气阀片;或者是排气管道堵塞,需要清洁排气管道。
总结:空压机常见故障主要包括压力不稳定、耗电量过大、压缩机冷却效果差、压缩机噪音过大、空压机漏气、压缩机过热、压缩机震动过大和压缩机排气温度过高等。
解决这些故障的方法主要包括更换或修理相关部件,清洁或更换相应的滤清器和干燥器,调整机座平衡,紧固松动部件,清洗或更换冷却器等。
保持空压机的正常工作状态对于提高工作效率和延长设备寿命非常重要。
空压机振动波动的原因及预防措施(3)空压机振动波动的原因及预防措施二、诱发爆炸的主要因素(1)压缩空气温度空气压缩机运行中,若压缩空气的温度超过某一个极限值时,将会促成沉积物加速氧化自动加热,以致引起自燃。
这个极限值是个变值,与沉积物的厚度密度相关。
(2)空压机排气温度一级排气过程中消耗的功是气体温升的主要来源,排气时间长,功耗大,温度高。
一级压缩后排气时间的长短取决于实际一级排气压力的大小,一级排气压力的降低是排气温度升高的一个主要原因,其主要因素有弹簧刚度减少,一级进气阀关闭不严及部分高压气体泄漏等。
(3)沉积物厚度若排气温度不增加而沉积物厚度不断增加,将会降低沉积物自燃温度界限而发生自燃。
沉积物越厚,自燃极限温度越低;沉积物越薄,自燃极限温度越高。
如沉积物的厚度为1mm时,极限自燃温度为160。
C。
(4)压缩空气的流速当压缩空气的流速降低时,将会使压缩空气温度升高,对于多台空气压缩机组成的压风系统,这种现象最容易发生。
压缩空气流速降低时,也会使沉积物自燃温度界限下降。
二极排气缸至储气罐一段是最敏感地域。
冷却器和储气罐最容易发生爆炸。
若排气总管内积碳相当厚,在空气压缩机停止运转或进行工况调节时,此时的流速突然下降或降至为零。
极易发生沉积物自燃爆炸的危险。
空气压缩机爆炸的时间最易发生在矿井负荷较低的时间段内,其中交接-班时间是空气压缩机爆炸的危险时间段。
(5)空气湿度由于吸入空气湿度增加后,在压缩过程中产生大量过热水蒸气,疏松的沉积物大量吸附过热水蒸气并散出热量,使排气温度升高而造成沉积物自燃。
雨天和雾天也易发生空气压缩机爆炸。
(6)频繁卸荷在空气压缩机开始卸荷的瞬间,二级吸气阀动作时间比一级吸气阀滞后1.5~2s,仍处在正常工作状态,造成二极排气温度急剧升高;当卸荷终了开始恢复正常工作时,被切断的这段空气受气缸与活塞加热。
温度由常温升至150。
C。
左右,吸入高温空气其二级排气温度可达250C。
空压机常见故障及维修方法空压机是一种常见的工业设备,用于将气体(通常是空气)压缩。
在使用过程中,常会发生故障,影响到设备的正常工作。
以下是空压机常见故障及其维修方法。
1.压力下降问题:空压机工作时,输出的气压不能达到设定值,可能是由于以下原因造成的:-油品不足:检查油位是否正常,如果不足,添加合适的油品。
-气体泄漏:检查管路、阀门等连接部件是否有泄漏,并及时修复。
-进气阀损坏:查看进气阀是否存在损坏,如有需要更换。
2.压力不稳定问题:空压机工作时,输出的气压不稳定,可能是由以下原因造成的:-过滤器堵塞:检查过滤器是否有积尘或其他杂质,如果有需要清洗或更换过滤器。
-压缩机内部积碳:检查压缩机内部是否有积碳,如果有需要清洗。
3.过热问题:空压机工作时温度异常升高,可能是由以下原因造成的:-冷却器故障:检查冷却器是否工作正常,如有需要及时修复或更换。
-压缩机内部积碳:检查压缩机内部是否有积碳,如果有需要清洗。
4.压缩机异响或振动问题:空压机工作时产生异常的噪音或振动,可能是由以下原因造成的:-安装不牢固:检查空压机安装是否牢固,如果松动需要重新安装。
-压缩机内部损坏:检查压缩机内部是否有零部件损坏,如有需要修复或更换。
5.电气故障问题:空压机无法正常启动或停止,可能是由以下原因造成的:-电源故障:检查电源是否正常供电,如果不足需要修复电源问题。
-开关故障:检查开关是否出现故障,如有需要更换开关。
6.油品污染问题:空压机工作时,出气中含有油污,可能是由以下原因造成的:-过滤器堵塞:检查过滤器是否有积尘或其他杂质,如果有需要清洗或更换过滤器。
-油品品质差:检查使用的油品是否符合要求,如果不符合需要更换合适的油品。
以上是空压机常见故障及其维修方法。
在维修空压机时,需要根据具体情况进行诊断和处理,以确保设备能够正常运行。
此外,定期的保养和维护,可以有效预防和减少故障的发生,延长设备的使用寿命。
空压机常见故障与处理方法空压机是工业生产中常用的设备之一,经常遇到各种故障。
本文将介绍空压机的常见故障及其处理方法。
一、压力不稳定故障1.故障原因:压缩机出口压力波动,导致空压机压力不稳定。
可能原因包括:压缩空气管路阻塞,压缩空气过滤器堵塞,压缩机内部积碳严重。
2.处理方法:首先检查压缩空气管路,清理阻塞物;清洗或更换压缩空气过滤器;对压缩机进行清洗和修复。
二、排气温度过高故障1.故障原因:排气温度过高可能是由于过负荷运行、压缩机冷却不良、排气阀等原因导致。
2.处理方法:降低负荷,减少工作时间;检查压缩机的冷却情况,及时更换冷却水;清洗或更换排气阀。
三、噪音过大故障1.故障原因:空压机工作时产生噪音,可能是由于压缩机的底座有松动、轴承磨损、连接处漏气等原因。
2.处理方法:检查底座,将其紧固;更换磨损的轴承;检查连接处,及时修复漏气问题。
四、机油消耗过多故障1.故障原因:空压机机油消耗过多,可能是由于机油泄漏、机油不合适、机械密封不良等原因。
2.处理方法:检查机油管路,修复泄漏处;更换适合的机油;更换机械密封。
五、电机过热故障1.故障原因:空压机电机过热可能是由于电源电压不稳定、电机内部局部短路等原因导致。
2.处理方法:检查电源电压,确保电压稳定;清洁电机并进行散热;检查电机内部,修复短路问题。
六、空压机无法启动故障1.故障原因:空压机无法启动可能是由于电源故障、压缩机过载、启动电容器损坏等原因。
2.处理方法:检查电源线路,保证电源正常;清理压缩机,减少负荷;更换损坏的启动电容器。
七、冷却水压力过低故障1.故障原因:冷却水压力过低可能是由于给水管道堵塞、冷却水泵故障等原因导致。
2.处理方法:检查给水管道,清除堵塞物;检查冷却水泵,修复故障或更换泵体。
以上是空压机常见故障及其处理方法的介绍。
在实际工作中,我们应该及时发现故障并采取相应的措施进行处理,以确保空压机的正常运行。
同时,定期对空压机进行维护保养也是非常重要的,可以减少故障的发生。
空压机常见问题分析及处理措施
空压机使用过程中由于管理人员缺乏基本的维保知识而引起设备故障频发,这类事件并不少见。
下面就来总结下空压机运行过程中常见故障及处理措施。
1)空压机频繁启停
原因分析(1):空压机运行参数设置有误。
处理措施:应重新设置空压机运行参数。
原因分析(2):空压机设备外部出口管道上设置了止回阀。
处理措施:应取消空压机设备外部的出口止回阀。
原因分析(3):缓冲罐容积过小。
处理措施:增加缓冲罐的容积,缓冲罐的总容积可按照空压机总排气量的1/8~1/6进行选型。
2)空压机不加载
原因分析:卸荷阀气缸活塞密封条有磨损,导致控制气路密封不严无法加载。
处理措施:更换卸荷阀气缸密封条。
3)空压机油路系统生锈、转子卡死
原因分析:初步判断这种情况是润滑油乳化后,油路系统内产生冷凝水,机器仍连续运行,润滑油乳化后起初会慢慢变稀薄,油气分离器无法进行分离,润滑油逐渐随压缩空气排出,剩余油量会越来越少,同时与金属部件的锈渍混合,油质变浑,机器会经常高温,未及时处理导致情况越来越严重。
处理措施:为避免润滑油乳化,必须保证空压机加载时转子出口温度在75℃以上,加载比例至少占运行时间的1/3。
如果转子出口温度过低或加载比例低,可以减少冷却水的供给量,提升油温。
空压机入口导叶波动的原因分析与处理
张喜萍
[海洋石油天野化工有限责任公司,内蒙古呼和浩特 010070]摘要:分析查找入口导叶波动的具体原因,介绍处理方法以及防范措施。
关键词:空压机;导叶;波动;处理
1装置简介
海洋石油天野化工股份有限公司年产300kt合成氨,520kt尿素装置是上世纪90年代初成套引进的。
用于氧取出量23000Nm3/h空气分离的有空气压缩机和氮气压缩机两台离心式压缩机。
其中,空压机为瑞士苏尔寿公司生产的径向等温离心式压缩机,共有5级,由蒸汽汽轮机驱动;压缩机主要设计参数如下:转速:5470rpm
流量: 132290Nm3/h
进/出口压力: 0.0896/0.763MPa (A)
出口温度: 128℃
正常功率: 12550kW
原料空气首先经自洁式空气过滤器除去灰尘及其它机械杂质后, 通过入口导叶控制流量后进入叶轮进行压缩。
空气在前三级叶轮进行每一次压缩后,都经过设在气缸两侧的内部冷却器进行冷却,并在与之匹配的疏水器中分离冷凝下来的水分后,继续在第四、五级压缩后进入后冷却器,冷却后的空气进入空气冷却塔。
在后冷却器前有一条防喘振放空管线,用于开停车或异常工况时出口压力的调整,以防止空压机落入喘振区运行。
空压机设计为定转速操作,其流量调节通过入口导叶开度即旋转角度的改变使得入口气流方向和流道面积发生变化,进而控制进气量的大小,调节范围是9~110度。
入口导叶是单支撑叶片,动作时由DCS发出信号经阀门定位器使活塞式执行机构带动连杆控制导叶,实现流量控制。
2 存在的问题
2010年2月21日入口导叶开始出现波动现象,在装置稳定运行没有对工况进行调整的情况下,空气流量在20s的时间内变化了1000 Nm3/h左右,由于变化不太明显,没有危胁到1装置的正常运行,原因也没有明确,只能暂时将其打手动控制进行观察,同时分析查找波动的原因。
但随后波动幅度和频率越来越大,到3月13日,流量变化幅度增长到4000 Nm3/h左右,频率也从开始的1-2次/天增加到4-5次/天。
为此不得不对连杆行程进行限位,使其只能在一定范围内动作,不至于瞬间大幅波动影响装置的稳定运行。
3 原因分析
为了确定入口导叶波动的具体原因,对可能的因素进行了认真的分析和排查。
3.1 工艺原因
在入口导叶波动前,工艺参数没有明显异常,实际流量距离喘振线也有很大距离,加工空气量也未做调整,波动发生时也不在分子筛切换期间,可排除工艺因素。
3.2 设备原因
入口滤网是前不久更换的,压差为0.3 kPa,也没有破损,因空气过滤室阻力过大导致流量波动的可能性不存在。
从运行参数看,各中间冷却器入口和出口温度没有超过设计值,冷却效果较好,不会导致空压机打气量下降或波动。
再从压缩机本体来看,影响流量的因素有叶轮、扩压器、弯道、回流器等通流元件,如果这些元件发生堵塞或结垢,其首先会在振动等参数方面表现出来。
在振值没有异常变化的情况下,显然可以确定不是设备本身的问题。
3.3 仪表原因
经过以上分析,问题集中在了仪表方面。
检查发现入口导叶仪表空气中带有大量粉尘,通过排放吹除后导叶波动次数有所减少,但还
作者简介:张喜萍﹙1972-﹚,女,内蒙古呼和浩特人,助理工程师,在中海石油天野化工铁路仓储部工作。
是时有波动,判断认为阀门定位器内部可能发生了堵塞等故障,接下来就是如何处理的问题。
4 问题处理
入口导叶在失气时处于关闭状态,而在空压机运行状态下处理其定位器必须断仪表空气,因此首先对连杆限位进行了加强,确保在断仪表空气时导叶不会动作,相应仪表方面的准备工作也已就绪。
4月3日对定位器进行了拆开检查,发现喷嘴内积有大量仪表空气干燥器中用于吸附水分的铝胶分子筛粉尘,清理干净后回装投用。
检查处理结果印证了此前的判断,入口导叶再未发生波动现象。
4 防范措施
显然,防范类似故障的关键在于加强仪表空气的管理,为此采取了以下一些措施:﹙1﹚全部更换了已部分粉化的仪表空气干燥器吸附剂。
﹙2﹚通过改造减小干燥器吸附剂再生时的泄压速率,提高再生温度和再生气量,防止由于泄压过快或再生不彻底导致吸附剂粉化。
﹙3﹚在入口导叶仪表空气管线上加装分离罐,对仪表空气中可能带来的粉尘进行分离。
﹙4﹚密切监控仪表空气干燥器前后压差,定期打开仪表空气管线导淋检查是否有粉尘。
5 小结
空压机入口导叶波动严重威胁着装置的安全稳定运行。
一方面,它会对空压机本身的稳定运行带来严重影响,可能会造成压缩机出现喘振、空载现象;另一方面,对空分工况和设备也会带来很大的危害,当波动幅度和频次过大、过多导致空气冷却塔、分子筛压差超过设计值时,甚至会造成塔板吹翻、分子筛粉化、床层不平等事故。
在导叶波动故障消除后不久,空分装置出现了加工空气量超过128000Nm3/h空气就会把冷却水带入分子筛,入冷箱空气CO2超标现象,不得不限制负荷运行。
到2011年8月大修期间,对空气冷却塔内部检查发现,部分塔板降液管损坏,分析认为这就是入口导叶波动造成的。
因此,一旦发现入口导叶出现非正常波动,必须首先对其进行机械限位,然后再查找原因、采取相应措施处理,以免带来更加严重的后果。