小径管对接焊接接头超声波探伤探讨
- 格式:doc
- 大小:24.50 KB
- 文档页数:3

浅谈钢制小径薄壁管环向对接接头的超声波检测工艺摘要:在承压类特种设备的制造和安装过程中,当钢制小径薄壁管环向对接接头因为受到结构或位置限制而不能优先选择射线检测方法时,超声波检测无疑是更为合理的检测方法。
本文较为详细地介绍了钢制小径薄壁管环向对接接头超声波检测的一般性工艺方法,包括探头和试块的选用、仪器探头系统的校准,以及DAC曲线的制作方法等方面内容,可做为承压类特种设备中钢制小径薄壁管环向对接接头采用超声波检测时的参考。
关键词:钢制小径薄壁环向对接接头超声波检测一般性工艺方法1、前言在承压类特种设备的无损检测中,时常遇见公称直径150mm以下,壁厚为4~8mm的小径薄壁管(一般为无缝管)的环向对接接头。
通常情况下,对该类对接接头,采用射线检测是最为可靠的检测手段。
但由于对接接头的位置以及检测现场条件等因素的限制,当不能优先选择射线检测方法时,选择超声波检测更为合理。
下面,依据JB/T4730.3-2005《承压设备无损检测》超声检测部分的第 6.1章节,浅谈一下钢制小径薄壁管(材质仅限于碳素钢和低合金钢)环向对接接头的横波接触法超声检测工艺,仅作参考。
2、探伤仪、探头、试块和耦合剂的选用2.1探伤仪必须满足JB/T4730.3-2005标准中3.2.2.1条关于仪器的要求。
2.2探头必须满足JB/T4730.3-2005标准中3.2.2.2条关于探头的要求。
小径管曲率半径小,管壁厚度薄,常规横波斜探头与管材接触面积小,耦合不良,波束扩散严重,检测灵敏度很低。
因而,在选用探头时,应从以下几个方面考虑:(1)曲面耦合:小径管表面为曲率半径较小的曲面,为了实现良好的耦合,一般将探头楔块加工成与管子外径相吻合的曲面,以减少耦合损失。
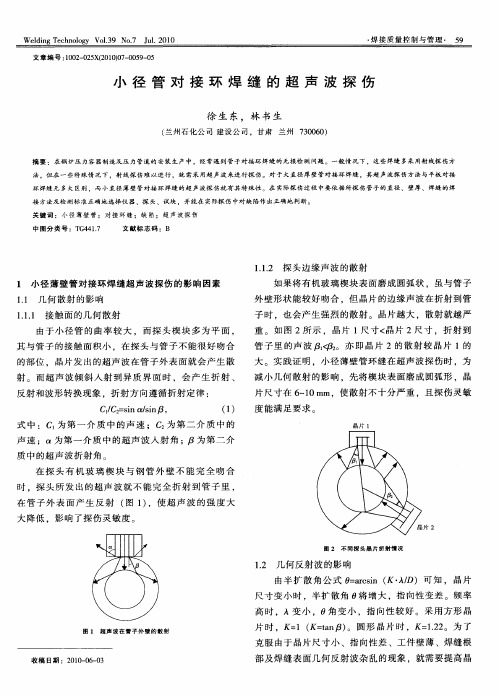
(2)晶片尺寸:探头楔块加工成曲面后,探头边缘声束将会产生散射。
晶片尺寸越大,散射越严重。
为了减少这种散射的不利影响,晶片尺寸不宜太大。
此外,为了尽量减少近场区的不利影响,也应该选择较小尺寸的晶片。
小径管对接焊接接头超声波探伤探讨摘要:小径管焊接接头的超声波探伤检验是代替射线检验的最佳方法,它具有检验周期短、成本低、劳动生产率高等优点。
在实际生产中,小径管超声波探伤技术得到了空前的应用,取得了很好的效果,本文从分析超声波对小径管对接焊焊缝探伤的特点入手,对其探伤机理进行分析并提出一些需要注意的问题,对于提升.小径管对接焊接接头超声波探伤水平有一定的借鉴作用。
关键词:小径管对接焊;超声波;探伤;缺陷波;声能损失引言:由于小径管焊接接头具有管壁较薄、曲率半径大、规格多等特点,超声波检验时存在诸多困难及需要注意的问题。
实践证明,只要在实际探伤工作中注意小径管焊接接头超声波探伤的特有问题,根据工件实际情况选好探头,正确调节整扫描速度,是完全能够准确快捷地检验小径管焊接接头的焊接质量,保证电力生产的安全。
另外,从现检验仪器的发展来看,若有小径管探伤时使数字式超声波探伤仪器,由于数字式探伤仪具有定位准确等特点,能使检验结果更加准确可靠。
一、小径管对接焊缝超声波探伤的特点一是小径管焊缝宽,当壁厚较薄时,焊缝宽度往往大于管壁厚度。
用1、2次波探伤时要选择大的探头入射角,而用2、3次波探伤时要选择小的探头入射角,且扫描比例扩大,超声波形拉宽,这样易发生近场区干扰,给缺陷定性、定量带来了相当大的困难。
二是管壁曲率大,声能传输损失大,探头通过曲率大的圆弧面接触。
由于曲率大接触不良对定量有影响,且声波入射到管壁外表面为凸面,使声束发散。
在2、3次波探伤中,声束传输路径更复杂,经过多次发散、聚集,声压反射异于常规,声压计算也相当困难,降低了探伤灵敏度。
因此,小径管超声波探伤应提高探伤灵敏度进行,以补偿曲率大、声能发散及藕合不良的影响。
三是焊缝焊波高度、焊瘤尺寸与管壁厚度为同一数量级,在较高灵敏度探伤时杂波多,这样给缺陷波的识别增加难度,需要操作人员熟练掌握焊缝中各种缺陷反射波的静、动态波形,准确测量焊缝处管壁厚度,以准确区分缺陷波与杂波的特点,以免发生误判。

小径管对接环焊缝超声波探伤的难点分析火力发电厂“四管”(过热器管、再热器管、省煤器管、水冷壁管)发生泄漏频率较高,由焊缝存在问题而导致的泄漏约占三分之一。
因此“四管”的安装焊口需要进行100%无损检测。
小径管多采用双壁双影透照方式的射线检测,该透照方式的缺陷检出灵敏度低、检测效率低,特别对危害性较大的裂纹检出率低。
并且射线对人体危害大,检测场地受限制等因素。
因此需要采用其他方法弥补射线检测的不足,采用超声波探伤的方法为此解决了一定的难题。
特别在国家能源部颁发的DL/T5007-92《电力建设施工及验收技术规范(火力发电厂焊接篇)》电力行业标准后,小径管超声波探伤得到广泛应用。
由于小径管曲率大、管壁薄、焊缝宽等诸多因素,导致超声波探伤存在一定难度。
1、管壁薄根据DL/T820-2002《管道焊接接头超声波检验技术规程》定义中小径薄壁管,外径大于或等于32mm、小于或等于159mm,壁厚大于或等于4mm、小于或等于8mm。
由于超声波检测技术存在由脉冲阻塞产生的表面检测盲区,以及超声波近场区内声束轴线上存在极大值和极小值,在超声波近场区内缺陷的定位和定量存在较大的偏差。
超声检测区域一般要大于3倍近场区,而薄壁小径管超声检测区域在声束近场区内。
因此,薄壁小径管采用超声波探伤技术上存在问题。
2、焊缝宽小径管对接环焊缝的余高一般较宽,根据DL/ T5007-92标准中规定,薄壁小径管对接环焊缝余高宽度为管壁厚度的2到3倍。
比如管壁厚度为5mm,其余高宽度为10-15mm,超声波探伤区域较大。
薄壁小径管超声波探伤探头K值一般采用K2.5到K3之间,由于声束入射角度过大易产生表面波,影响缺陷的精确定量和定位。
3、曲率大小径管外径一般为32-159mm,管子外径小、曲率大,造成探头与工件表面耦合不良,很大程度的降低缺陷检出灵敏度。
再次,由于小径管曲率较大,超声波声束进入管壁经过凸面内壁反射,反射声束发生严重散射衰减,导致二次波的检测灵敏度远不如一次波。

小径薄壁管焊接接头超声波探伤方法探讨摘要:针对小直径薄壁钢管焊缝的超声检测,提出了以焊缝的普通根波和管壁反射波为参照波,对比判断焊缝的缺陷,并对其进行了分析。
关键词:变形波;超声波探伤;比较法1小径管对接焊缝超声波探伤所具有的特点1.1较小直径的管道具有较薄的管壁和较宽的焊缝从电力部发布的工业标准(主要是《电力建设施工及验收技术规范》)的要求可以看出,一般小直径管焊缝比管壁厚宽2-3倍,且常规焊接缝无法实现,如,小直径管壁厚4mm,焊接缝宽12mm。
由于其具有较高的尺寸精度要求,因此必须采用超声波探伤技术来完成对管道焊缝质量的控制。
按常规超声检测方法进行,利用一次波对焊缝根部缺陷进行了探测,那么探头入射角β正切值就会介于2.7-3.2之间,很难在焊缝的中部,中部、上部分缺陷得到了有效鉴定,很容易引起表面波,继而给缺陷定位与量化带来负面影响。
1.2对超声近声场区域进行有效处理的必要性超声检测时,由于声束近场区轴向最大声压较多,在探测中,一定要把近场区最大压力限制在三个或更大,以确保缺陷的发现。
特别适用于管径较小时,因管壁较厚,这个问题就更为严重了。
本文介绍了通过采用适当大小的换能器来减小近场区内的最大声压和利用声波传播理论进行分析计算而得到的解决方法。
该方法可以使近场区的面积达到最小,是比较行之有效的途径。
1.3在管道内部和外部存在较大的表面声能量损耗而小径管因管径小曲率大,其内、外表面超声波均可出现较明显聚束、发散等现象,应格外加以重视。
对于大直径的管子,则需进行特殊处理才能满足探伤要求。
介绍小直径钢管超声检测专用试片DL—1。
该试片由两个相同厚度的钢板焊接而成。
使用对应圆弧形状,增大接触区域。
2小径管超声波探伤过程中较为常见的技术性问题2.1选择测针超声波检测小直径管接焊缝过程中,要尽可能选择较大探针,为了使声束在所有焊缝截面上都能尽量被扫描。
由于采用了适当的探头位置和较长的时间来探测整个焊缝,所以能够准确地发现焊缝中存在的裂纹等微小缺陷。
煤气管线小径管超声波探伤方法探讨摘要:本文除了介绍小径管探伤的方法外,进一步阐述了探伤过程中存在的问题、要点以及如何识别和判断缺陷波。
Abstract: This paper not only introduces the method of testing small diameter tube, further expounds the existing problems in the process of testing, as well as howto identify and judge defect wave.关键词:小径管;超声波探伤;缺陷波;杂波Key words: small diameter tube;ultrasonic detection;defect wave;clutter 中图分类号:TU990.3 文献标识码:A 文章编号:1006-4311(2014)14-0320-02引言近年来笔者一直从事市政煤气管网检测工作,对煤气管网系统比较了解。
目前,大多数煤气管网都使用的是一种管径大小一般在DN80以内,厚度为3.5mm~8mm的小径管。
当煤气管出现问题时,我们得利用检测设备把它检测出来,目前主要有两种检测方法:第一,利用射线探伤。
这种方法虽然使用得比较普遍,但有它难以克服的缺点:当煤气管出现裂纹、未熔合时,如果以较大的角度探测时,就非常不容易发现。
并且,使用此种方法,对施工环境要求比较严格。
比如,不能在居民区使用。
第二,利用超声波探伤。
这种方法有几个优点:对某些面状缺陷检测率高;价格低廉且能够很好的和其它工种交叉作业;这种方法对环境要求非常宽松。
下面笔者根据自己在实际工作中的经验,在小径管探伤方面谈谈自己的认识。
1 小径管对接焊缝超声波探伤的局限性①因为有些时候一根管子的不同位置在同一截面的壁厚差距很大,所以提高了缺陷定位的难度。
②因为小径管的管壁曲率比较大,所以当超声波沿管壁传播时,路径传输复杂,发散次数大大增多,声压反射聚集异常,损失了一定量的能量,使探伤灵敏度大大降低。
浅谈小径管超声波探伤1 小径管超声波探伤存在的技术难点超声波探伤是焊缝检验的一种主要探伤方法,其特点表现在它对于面积性缺陷如未焊透、未熔合、裂纹等的探伤灵敏度很高,而对于体积性缺陷如气孔的探伤灵敏度不如射线探伤,若缺陷不是相当大或密集的,就不能有足够的缺陷反射波而被漏检。
超声波探伤的另一个特点就是其可靠性在很大程度上取决于探伤人员的技术水平、工作责任感及探伤仪的灵敏度,加之探伤过程不能作自动记录,只能由探伤人员自行记录,因此,探伤结果的凭证不如射线探伤底片可靠。
同时,锅炉小径管超声波探伤存在一定的技术难度,如曲率大,探头与接触面的耦合不好、中间超声波垂直,在两侧出现变形波、一次波发散,二次波也发散、如果小径管探头做得不好,一次波很难达到焊缝。
焊接缺陷归纳起来可分为面状缺陷 (射线底片上表现为线状缺陷)和体积性缺陷(射线底片上表现为点状缺陷)两大类。
通常把气孔、夹渣(夹钨)等内部缺陷称为体积性缺陷,把裂纹、未熔合、未焊透等称为面状缺陷,均不允许存在。
焊接缺陷按其在焊接接头中的位置不同分内部缺陷和外部缺陷;外部缺陷 (焊缝成型及尺寸变形不符合要求、未填满、根部未焊透、咬边、焊瘤、烧穿、凹坑、塌陷、表面气孔、表面裂纹) 可以通过表面检查发现;焊接缺陷是造成事故的主要原因。
2 探伤的实际操作尽量不采用电动工具进行表面打磨。
油漆如果结合得好则不需要打磨 (银粉则需要打磨)。
日常用的油类作为耦合剂,由于油的声速比较低,使用时有很多杂波,这些杂波是由油膜造成的(如透平油),用手抹掉再进行探伤则没有杂波,所以,刷油的时候不要太厚。
应尽量避免油类作耦合剂,采用纤维类做耦合剂,如浆糊或胶水、防腐剂,使探头的滑动比较好。
小径管对接焊缝探伤时,应尽可能选择较大角度的探头,使声束能扫查到整个焊缝断面,但当探头角度较大时,声束易扩散,易产生变形波,干扰对缺陷的正确判定。
另外,要求一次波的主声束至少应扫查到焊缝下部占壁厚 1 /4 的范围,因此要求探头有一定的移动区域。
小径管对接焊接接头超声波探伤探讨
【关键词】小径管;压力管道;超声波;焊接接头
一、概述
管子和压力管道其主要作用是输送介质,除常见的石油、天燃气外,还有工业用气体,如氧气、二氧化碳等、乙烯、液氨、矿浆、煤浆等介质。
与其他特种设备相比,主要由以下几方面的特点:
1.管道与输送介质相对流动,所以管道内要减小阻力,保证光洁;还要对介质有所考虑,腐蚀性强的在设计上要增加相应的裕量。
2.管道是相应固定的。
一般埋于地下,不发生位移。
3.输送的连续性。
一般情况下应连续运行。
4.在役运行的管道对地面建筑或区域构成威胁,尤其是易燃气体管道,威胁更大。
5.长输管道除特殊地形,一般铺设在地下,运行时不易发现潜在危险。
通过上述分析,说明管子和压力管道的质量对整个输送系统的安全运行和使用寿命是非常重要的。
因此,管子和压力管道焊接质量是影响管道质量的极其重要的因素。
管子和压力管道在锅炉制造安装中应用也较广,经常承受较高的压力。
过去主要采用X、γ射线检验,但由于管子透照厚度差大,安装过程中管子有时密集排列,X、γ射线检测缺陷检出率低。
为此人们开始研究利用超声波来进行检测,目前已取得一定的成效,而且在一些大型锅炉厂及电建单位中已用于实际生产。
焊接接头种常见缺陷油气孔、夹渣、未焊透、未熔合和裂纹等。
管子曲率半径小,管壁厚度薄,常规超声检测困难大。
曲率半径小,普通探头的检测接触面就小,曲面耦合的损失就大。
同时超声波在内表面反射发散严重,检测灵敏度低。
壁薄、杂波多,从而判断缺陷难度大。
大量实验表明,利用大K值小晶片短前沿横波斜探头在焊缝两侧进行检测,可以有效地检出焊接接头中的各种缺陷。
小径管外径d=32-159mm,壁厚t=3-13mm,曲率半径小,管壁厚度小。
焊缝中缺陷:气孔、夹渣、未焊透、未熔合、裂纹等。
探伤特点:大K值、短前沿,一次波探测根部。
二、探测条件
1、仪器
较窄始脉冲,始脉冲占宽≤2.5mm。
高分辨率,小径管对比试块上Φ6/Φ10孔横波分辨Z≥20dB。
2、探头
①楔块:探测面磨成与管外面曲率均合
②晶片:小晶片,常用6×6mm,8×8mm
③频率:常用5MHZ
④K值:常用K2.5、K3.0,或β=60°72°
⑤前沿长度≤10mm,常用4-6mm
⑥探头形式:平面单晶横波探头------灵敏度较低
单晶、双晶线聚焦探头------灵敏度高
3、试块
对比试块GS-1、GS-2、GS-3、GS-4用于测试仪器和探头的性能,调整扫描
线比例和探伤灵敏度。
(见图)
4、耦合剂:机油、甘油、浆糊等。
三、仪器调整
1、扫描线比例:水平1:1,可用φ2横孔调节。
2、灵敏度
壁厚评定线定量线判废线
≤8mm/ Φ2×20-16dB Φ2×20-10dB
>8-15mm Φ2×20-16dB Φ2×20-13dB Φ2×20-7dB
>15mm Φ2×20-16dB Φ2×20-10dB Φ2×20-4dB
3、探测面打磨范围:7-9倍壁厚,实际50-70mm。
四、扫查探测与缺陷判别
1、扫查探测
一侧波、三次波探焊缝下部和根部,二次波探焊缝上部。
2、缺陷判别与测定
缺陷判定:以缺陷水平距离位置判别缺陷。
①水平距离<探头到中心线距离。
②两侧探测均在焊缝中心线水平距离处。
③仅一侧探测在焊缝中心线处为错边。
缺陷指示长度Lδ测定:
当缺陷反射波高于II区或II区以上,反射波只有一个高点用6dB法测指示长度,有多个高点,用端点6dB法测指示长度。
当缺陷反射波高位于I区,如有必要测长,以评定线为基准的绝对灵敏度测长。
测长的指示长度为沿管子外径圆周长,其实际指示长度Lδ为Lδ=L×(R-H)/R,这里L-------探头沿管子外圆移动距离,R-------管子外半径,H-------缺陷离外表面深度。
缺陷性质判断:
①根部未焊透:有端角反射特征,回波较强。
从焊缝两侧均可探到,位于焊缝中心线沿焊缝有一定长度。
②未熔合:均为V型坡口。
出现在上部。
常在二次波发现,回波较高焊缝一侧探到,另一侧探不到。
③气孔:出现在焊缝中任何位置,波幅小。
缺陷评定:
首先判定是否危险性缺陷,对判定为非危险性缺陷,如相邻两缺陷在一直线上,其间距小于其中较小的缺陷长度应作为一条缺陷处理,以两个缺陷长度之和作为单个缺陷指示长度,且不考虑间距,单个点状缺陷指示长度按5mm计。
五、质量评定
1.不允许存在缺陷:反射波幅位于III区的缺陷和判定为裂纹等危险性缺陷。
2.反射波幅位于II区的缺陷,指示长度≤1/3T(最小5mm)评为I级,指示长度≤2/3T(最小6mm)评为II级,超过上述据评为III级。
3.如判为根部未焊透,则单个根部未焊透焊缝长度为1/3T(5-20mm),l累计长度≤10%圆周长且<30mm评为I级。
单个根部未焊透长度为2/3T(6-30mm)且累计长度≤15%圆周长,且<40mm评为II级,超过上述数据评为III级。
4.在100mm焊缝内,同时存在条状缺陷和未焊透时评为III级。
参考文献
[1]《超声检测》
[2]《压力容器定期检验规则》
[3]《JB/T 4730.3-2005 承压设备无损检测》。