去毛刺作业规范
- 格式:docx
- 大小:587.74 KB
- 文档页数:12
工艺文件
机 加 车 间
页码 去 毛 刺 标 准 作 业 指 导 书
第1页 共5页
一、目得
为提高产品得漆膜抗腐蚀性能,规范机加工后产品毛刺得去除办法,指导操作手正确进行产品得毛刺去除。
二、范围
适用于所有机加工后产品得毛刺去除。
三、要求
毛刺去除过程中,使用刀具时施力要均匀,保证毛刺去除部位轮廓清晰,过渡自然;避免出现划伤、磕伤及振刀现象;同时检查产品就是否有加工不到、机械划伤、针孔、表面夹渣等外观缺陷;操作顺序应以减少产品得磕碰伤为原则。
四、主要操作过程及办法
图片示范
操作说明
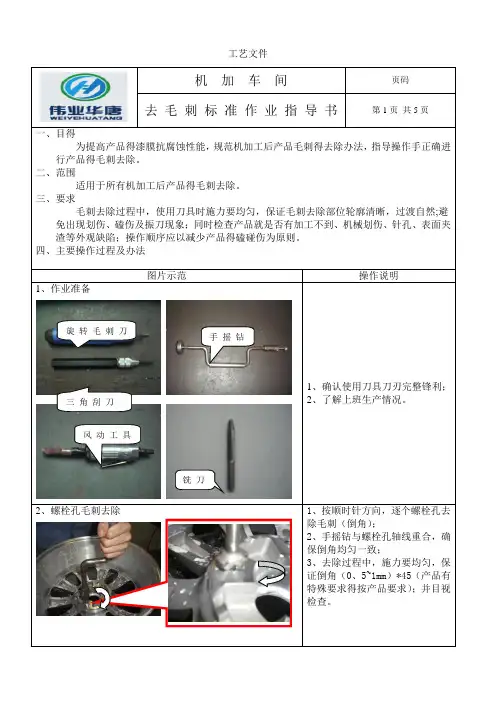
1、作业准备
1、确认使用刀具刀刃完整锋利;
2、了解上班生产情况。
2、螺栓孔毛刺去除
1、按顺时针方向,逐个螺栓孔去除毛刺(倒角);
2、手摇钻与螺栓孔轴线重合,确保倒角均匀一致;
3、去除过程中,施力要均匀,保证倒角(0、5~1mm )*45(产品有特殊要求得按产品要求);并目视检查。
旋 转 毛 刺 刀
三 角 刮 刀
手 摇 钻
风 动 工 具
铣 刀
1 2 2)划窝产品背面毛刺去除
3)背面铸窝毛刺去除
4)气门孔沉孔毛刺去除
5、帽口接刀处毛刺去除
6、帽槽毛刺去除
8、正面轮辐毛刺去除
9、窗口毛刺去除1)用风动铣刀铣削窗口
12、正面精车产品正面凹槽毛刺去除
13、正面精车产品螺栓孔沉孔边缘。
文件编号:IQMS/JLW-JS-066A去毛刺作业规范(试行)编制:审核:批准:日期:北京纵横机电技术开发公司技术中心工艺技术部(中国铁道科学研究院机车车辆研究所)一、主题内容及适用范围本规范规定了机械、电子、电气零部件去毛刺作业的一般通用要求。
本规范与产品图样和相关技术要求文件配合使用。
本规范适用于北京纵横机电技术开发公司所有自制件产品,对于外协产品也具有指导意义。
由于产品的特殊性,不适用本标准的,允许制定相应作业指导书。
二、引用标准JB 4129 冲压件毛刺高度DIN 6784 各种工件的棱边标注GB/T 4127.13 立式砂轮机用去毛刺和荒磨砂轮三、去毛刺定义及方法分类1、去毛刺定义广义去毛刺流程如图1所示,是包含从设计去毛刺、机加工去毛刺、过程去毛刺、专门去毛刺到清洗工艺的一个完整过程。
狭义去毛刺工艺主要指专门去毛刺工序。
图1、广义去毛刺流程2、去毛刺方法分类2.1无毛刺或少毛刺设计和加工零部件经过加工后在其相交棱边处会产生大小不同的毛刺,通过改变设计结构和加工工艺,可以达到零件无或少毛刺,从而提高生产效率、减少成本和人工去毛刺强度。
因此,无毛刺或少毛刺设计及加工是一种主动去毛刺方法。
表1为无或少毛刺设计及加工典型实例。
表1 无毛刺或少毛刺设计及加工序号典型结构说明1增加倒角,去除毛刺。
加工螺纹前,在螺纹入口处加工90°至120°倒角,使得螺纹入口处无毛刺。
2增加退刀槽,去除毛刺。
在内外螺纹根部,加工退刀槽,去除螺纹外圆和内控交界处毛刺。
3改进结构,减少毛刺产生外圆或螺纹A与直槽交接处,应设计成阶梯轴,铣槽时,外圆或螺纹工作面A不会有毛刺。
4改进结构,减少毛刺影响改进焊接零件设计,减少和消除焊缝对装配使用的影响。
5 增加槽边缘倒角,去除毛刺。
在挡圈槽和阶梯轴处加工倒角,倒角15°或30°最佳,可以去除挡圈槽与内孔交接处棱角以及阶梯轴交汇处棱角的毛刺。
客户
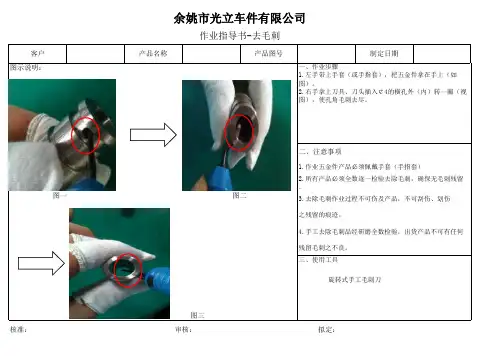
产品名称产品图号制定日期图示说明:二、注意事项
三、使用工具
图三
余姚市光立车件有限公司
1.作业五金件产品必须佩戴手套(手指套)
2.所有产品必须全数逐一检验去除毛刺,确保无毛刺残留。
3.去除毛刺作业过程不可伤及产品,不可刮伤、划伤
图一图二核准: 审核: 拟定: 作业指导书-去毛刺
之残留的痕迹。
4.手工去除毛刺品经研磨全数检验,出货产品不可有任何
残留毛刺之不良。
一、作业步骤
1.左手带上手套(或手指套),把五金件拿在手上(如
图)。
2.右手拿上刀具、刀头插入¢4的横孔外(内)转一圈(视
图),使孔角毛刺去尽。
旋转式手工毛刺刀。
去毛刺作业指导书
1
工艺文件
机 加 车 间
页码 去 毛 刺 标 准 作 业 指 导 书
第1页 共5页
一、目的
为提高产品的漆膜抗腐蚀性能,规范机加工后产品毛刺的去除办法,指导操作手正确进行产品的毛刺去除。
二、范围
适用于所有机加工后产品的毛刺去除。
三、要求
毛刺去除过程中,使用刀具时施力要均匀,保证毛刺去除部位轮廓清晰,过渡自然;避免出现划伤、磕伤及振刀现象;同时检查产品是否有加工不到、机械划伤、针孔、表面夹渣等外观缺陷;操作顺序应以减少产品的磕碰伤为原则。
四、主要操作过程及办法
图片示范
操作说明
1、作业准备
1、确认使用刀具刀刃完整锋利;
2、了解上班生产情况。
2、螺栓孔毛刺去除
1、按顺时针方向,逐个螺栓孔去除毛刺(倒角);
2、手摇钻与螺栓孔轴线重合,确保倒角均匀一致;
3、去除过程中,施力要均匀,保证倒角(0.5~1mm )*45(产品有特殊要求的按产品要求);并目视检查。
旋 转 毛 刺 刀
三 角 刮 刀
手 摇 钻
风 动 工 具
铣 刀
1 2 2)划窝产品背面毛刺去除
3)背面铸窝毛刺去除
4. 背腔法兰盘及轮辐减重窝毛刺去除
5. 帽口接刀处毛刺去除
7. 螺栓孔沉孔毛刺去除
8. 正面轮辐毛刺去除。
毛刺去除作业规范
1、目的
规范作业动作,提高工作效率,确保产品品质和人员安全2、适用范围:
各车间生产部门
3、作业内容
毛刺的判定:手摸无扎手刺手感。
去毛刺工具:锉刀,刮刀,倒角刀,倒角机等
去毛刺作业方法; 1、当产品毛边超规需去毛边,首先考虑用倒角机,若毛边少只需适用锉刀捎带一下时,小工件用锉刀45°锉除,较长工件则用刮刀从起点至终点一次完成,不可断断续续导致出现锯齿,毛边不顺滑等不良
2、使用锉刀去边时,锉刀与产品毛边成45°来回一次降毛边去好,不能中途停顿,断断续续,这样会将产品边缘锉成锯齿不光滑而影响产品品质,确保无刮手感觉。
4、主要职责与权限
上道工序交于下道工序时,必须确保本工序加工部分无毛刺毛边
即日起施行,请各位认真贯彻执行。
三山海口
2014-07-05。


为减少工件去毛刺而产生的划伤现规范操作如下:
1.
油石的使用油石大面不可与工件表面直接接触研磨,
去毛刺应根据毛刺相应位置尽可能减少油石与工件表面的磨擦。
2.金刚锉的使用金刚锉大面不可与工件表面直接接触研磨,去毛刺应根据毛刺相应位置尽可能减少金刚锉与工件表面的磨擦
3.孔周边倒角用锉或刮刀去相应位置不可用油石研磨整个大面。
天津贝林思模具有限公司
天津贝林思模具有限公司
未按要求去毛刺造成工件划伤:
造成此类划伤按人为处理首次处罚200元,再犯直接终止与贝林思的劳动关系,如未发现责任者将处罚部门主管,请各部门主管执行监督。
去毛刺作业指导书
一、介绍
去毛刺是一种常见的表面处理方法,用于去除材料表面的毛刺或瑕疵。
它可以改善材料的质量和外观,并提高其使用性能。
本作业指导书将为您介绍去毛刺的基本原理和操作方法。
二、去毛刺原理
去毛刺的原理是利用机械或化学方法去除材料表面的毛刺。
机械方法包括打磨、研磨和抛光,通过磨削和研磨的力量去除表面的毛刺或瑕疵。
化学方法则使用腐蚀剂或溶剂,通过溶解或转化表面的毛刺来实现去毛刺的效果。
三、去毛刺工具和材料
去毛刺所需的工具和材料有:
1. 手工磨具:如砂纸、打磨布等;
2. 机械磨具:如砂轮、切割机等;
3. 清洁剂:如酒精、去油剂等;
4. 防护用品:如手套、护目镜等。
四、去毛刺步骤
1. 准备工作:在进行去毛刺之前,首先要确保工作区域整洁,
且具备良好的通风条件。
同时,戴上防护手套和护目镜,以保护好
自己的安全。
2. 检查材料表面:仔细检查材料表面是否存在毛刺或瑕疵,并
确定需要去除的部位。
3. 选择合适的工具和材料:根据材料的类型和需要去除的毛刺
程度,选择合适的手工磨具或机械磨具。
同时,准备好清洁剂用于
清洁材料表面。
4. 进行去毛刺操作:根据选择的工具和材料,按照操作说明进
行去毛刺。
在手工磨具时,注意使用适当的力度和角度进行磨削。
在机械磨具时,注意调整转速和磨具的角度。
5. 清洁材料表面:在去毛刺完成后,使用清洁剂清洗材料表面,以去除残留的磨削或研磨剂。
去毛刺作业指导书目的:本作业指导书的目的是为了规范机加工后产品毛刺的去除办法,提高产品的漆膜抗腐蚀性能,并指导操作手正确进行产品的毛刺去除。
范围:适用于所有机加工后产品的毛刺去除。
要求:在毛刺去除过程中,使用刀具时施力要均匀,保证毛刺去除部位轮廓清晰,过渡自然,避免出现划伤、磕伤及振刀现象。
同时,操作顺序应以减少产品的磕碰伤为原则。
还需要检查产品是否有加工不到、机械划伤、针孔、表面夹渣等外观缺陷。
主要操作过程及办法:1.作业准备:在操作前,需要确认使用的刀具刀刃完整锋利,了解上班生产情况,选用合适的风动工具、铣刀等。
2.螺栓孔毛刺去除:按顺时针方向,逐个螺栓孔去除毛刺(倒角),并确保倒角均匀一致。
使用手摇钻与螺栓孔轴线重合,施力要均匀。
去除过程中,需要目视检查。
3.气门孔毛刺去除:1)不划窝产品背面毛刺去除:选用合适的手摇钻操作,避免因钻头过大划伤轮辋。
操作时手摇钻与气门孔轴线重合,去除过程中均匀施力,确保倒角轮廓线均匀一致,并用P240#砂纸打磨,保证过渡圆滑无尖角。
2)划窝产品背面毛刺去除:检查气门孔是否划窝,用旋转毛刺刀去除气门孔背面划窝产生的毛刺,并用P240#砂纸打磨,保证毛刺去除干净。
3)背面铸窝毛刺去除:对于气门孔背面有铸窝的产品,用旋转毛刺刀或三角刮刀清除铸窝周边毛刺,并用P240#砂纸打磨一遍,保证过渡圆滑无尖角。
4)气门孔沉孔毛刺去除:将产品平放在工作台上,左手把住外轮缘,右手用旋转毛刺刀或三角刮刀清除气门孔沉孔周边毛刺,确保去除后轮廓线均匀一致。
倒角尺寸为0.5mm×45°,无尖角现象。
4.背腔法兰盘及轮辐减重窝毛刺去除:操作者首先确认气门孔毛刺去除质量,并检查气门孔是否划窝(需要划窝产品)。
右手持旋转毛刺刀按顺序清除毛刺:每个法兰面减重窝→排水槽→轮辐减重窝。
操作过程中,毛刺去除部位要轮廓线均匀一致,无尖角现象。
操作完成后应再次确认气门孔位置,避免操作漏项。
去毛刺作业指导书(二)引言概述:本文档是去毛刺作业的指导书(二),旨在帮助员工更好地完成去毛刺任务。
去毛刺是一项细致而重要的工作,对于提高产品质量和美观度至关重要。
本指导书将详细介绍去毛刺作业的步骤和注意事项,以确保任务的顺利完成。
第一部分:准备工作1. 准备合适的工具和装备:a. 去毛刺刀:选择适当刀头材质和刀身长度,确保能够在不损坏产品的情况下去除毛刺。
b. 个人保护装备:佩戴耳塞、护目镜、手套等必要的个人保护装备,确保工作时的安全。
c. 清洁工具:准备清洁布、刷子或压缩气罐等工具,用于清理去毛刺时产生的碎片和粉尘。
2. 确定去毛刺的方式:a. 手工去毛刺:适用于小尺寸或复杂形状的产品,需使用去毛刺刀进行精确操作。
b. 机械去毛刺:适用于大规模生产的产品,可使用机器进行去毛刺加工,提高效率。
第二部分:去毛刺操作步骤1. 检查产品表面:a. 仔细观察产品表面,寻找可能存在的毛刺和瑕疵。
b. 使用触摸或视觉检测方法,确保产品表面的光滑度和质量。
2. 去除毛刺:a. 对于手工去毛刺,使用去毛刺刀轻轻拖曳在产品表面,去除毛刺。
b. 对于机械去毛刺,将产品放置在机器上,按照设定好的程序进行去毛刺操作。
3. 清洁表面:a. 使用清洁布或刷子清理产品表面,去除去毛刺时产生的碎片和粉尘。
b. 可使用压缩气罐将产品表面吹洗,确保产品表面的清洁度。
第三部分:注意事项1. 注意安全:a. 使用去毛刺刀时,要小心操作,避免刀尖划伤人体。
b. 戴上护目镜,防止去毛刺时产生的碎片击中眼睛。
2. 记录问题和改进:a. 发现产品表面的毛刺或其他质量问题时,及时记录并上报。
b. 对去毛刺过程中出现的问题进行总结和改进,不断提高去毛刺的效率和质量。
3. 维护工具:a. 定期检查和保养去毛刺刀,保持刀刃的锋利度和刀身的整洁。
b. 清洗和储存清洁工具,确保下次使用时的清洁度和完好性。
第四部分:工作环境整理1. 清理工作区域:a. 去除去毛刺时产生的碎片和粉尘。
去毛刺作业指导书(一)引言概述:去毛刺是一项重要的作业,它能够消除产品表面的毛刺,提高产品的质量和外观。
本文将介绍去毛刺作业的指导步骤和注意事项,帮助操作人员正确进行去毛刺作业,并确保成品的优质。
正文内容:1. 准备工作- 检查毛刺区域:仔细检查产品表面的毛刺,确保标记清晰。
- 准备工具和材料:准备去毛刺所需的工具和材料,如砂纸、砂轮、研磨机等。
- 安全措施:佩戴个人防护装备,如手套、护目镜和口罩,确保操作人员的安全。
2. 毛刺去除步骤- 粗磨:使用砂轮或砂纸对毛刺部位进行粗磨,将明显突出的毛刺磨平。
- 细磨:使用细砂纸或研磨机对粗磨后的部位进行细磨,使表面更加光滑。
- 对比检查:磨磨细磨后,用手轻轻触摸表面,与其他无毛刺区域进行对比,检查是否还有残留毛刺。
- 重新处理:如发现残留毛刺,重复进行粗磨和细磨的步骤,直至完全去除毛刺。
- 清洁表面:用清洁布或刷子清洁表面,确保去除磨剂和杂质。
3. 注意事项- 定期检查工具磨损情况:及时更换磨损严重的砂纸、砂轮等工具,以保证去毛刺效果。
- 控制磨削力度:不可用过大的力度进行磨削,以免损坏产品表面。
- 注意磨削位置:确保只磨削毛刺区域,避免磨损其他无毛刺的表面。
- 避免过度磨削:在去毛刺过程中,适时停止磨削,以免磨损产品。
- 清理作业区域:进行去毛刺作业后,及时清理作业区域,防止残留的研磨粉末造成二次污染。
4. 产品质量检验- 视觉检查:对去毛刺后的产品进行视觉检查,确保表面光滑无毛刺。
- 用手触摸检查:用手轻轻触摸产品表面,检查是否仍有毛刺残留。
- 用量规检测:使用量规对产品尺寸进行检测,确保去毛刺过程中未造成尺寸变化。
5. 总结去毛刺作业是一项重要的工艺,通过准备工作、正确的磨削步骤和注意事项的遵守,能够有效地去除产品表面的毛刺。
正确进行去毛刺作业,不仅能提高产品质量,还能提升产品外观。
操作人员在进行去毛刺作业时,务必遵守安全规定,并定期检查工具的磨损情况。
第一步:去除气门孔正面毛刺.及气门孔划窝毛刺(1)气门孔正面带铸窝产品:入刀位置操作方法:产品立放气门孔位置水平呈30°,使用旋转刮刀(握刀时食指.中指按压刮刀把前半段)从气门孔右侧入刀后顺时针刮毛刺1周半,同时轮子左手向下转动轮子从气门孔左侧收刀。
(达到随行去毛刺避免划伤)出刀(2).气门孔正面不带铸窝产品操作方法:产品立放气门孔位置水平呈30°,使用旋转刮刀(握刀时食指.中指按压刮刀把前半段)从气门孔右侧入刀后顺时针刮毛刺1周半从气门孔左侧收刀。
入刀位置出刀位置第二步:去除帽口位置毛刺(1).扣大帽产品:入刀位置a.使用旋转刮刀去除帽口铸面位置毛刺操作方法:产品立放已气门孔为基准,使用旋转毛刺刀(握刀时食指.中指按压刮刀把前半段)从帽口右侧入刀顺时针刮毛刺1-2周后从帽口左侧出刀帽口未去毛刺风险:装车后经过使用帽口位置会出现腐蚀现象,产生外观抱怨。
操作方法:产品立放左手握住产品一道轮缘,右手使用毛刺刀在产品90°位置入刀(食指按压毛刺刀前半段)以气门孔为参照物顺时针转动轮毂刮毛刺1周后出刀。
防止产品偏车时轮缘出现毛刺划破轮胎第四步:去除螺栓孔毛刺操作方法:(螺栓孔下半圆)产品立放右手使用旋转刮刀从螺栓孔右侧入刀(食指.中指按压毛刺刀前半段)顺时针刮毛刺半周后左侧出刀,已气门孔位置为基准,依次5孔。
操作方法:(螺栓孔上半圆)产品立放使用旋转刮刀呈45°,已从螺栓孔左侧入刀顺时针刮毛刺半周后左侧出刀,已气门孔位置为基准.依次5孔。
五.砂纸打磨气门孔毛刺操作方法:(气门孔正面)使用>150目砂纸打磨去除毛刺后的正面位置气门孔, 使用左手食指.中指压实砂纸后竖向打磨4次重点:窗口正面气门孔处加工时挤出的毛刺操作方法:(气门孔背划窝)使用>150目砂纸打磨气门孔划窝位置毛刺,使用左手食指.中指压实砂纸后横向打磨4次,重点:气门孔划窝根部毛刺第六步:去除窗口毛刺操作方法:将产品45°斜放至料架上,已气门孔窗口为起点,使用气动铣刀从窗口左侧(加工毛刺刀出刀面)逆时针铣毛刺1周半后从左侧出刀,依次向右1个窗口,当第2个窗口铣完后,左手转动产品150°,正对身前未铣毛刺窗口进行以上循环作业至所以窗口全部洗完。
去毛刺工安全技术操作规程
去毛刺工安全技术操作规程
1、操作者必须熟悉本机床的结构、性能,掌握使用方法。
并严格遵守安全生产守则和本规程。
2、工作前必须先检查砂轮有无裂纹,排尘抽风等防护装置是否完好。
3、严禁双片或叠片进入毛刺机。
4、磨削圆形冲片时,应戴好手套,但在磨扇形冲片时,其送料的手不得戴手套。
5、工作时要戴好口罩和女工帽,并将袖口扣紧。
6、对砂轮机的砂轮要定期修整,保持锋利,防止咬料使砂轮崩碎飞出。
7、对吸尘装置应经常清除粉尘,以保证使用正常。
8、一切材料,半成品必须堆放整齐。
9、发现防护装置及机电设备有毛病时,应立即停车检修。
10、工作完毕应切断电源,擦拭机床。
1.0目的:规范员工正确去毛刺,确保产品去毛刺的良品率2.0 适用范围:本规程适用于钳工去毛刺工段3.0作业准备:3.1准备好将要去毛刺的产品(图1)3.2准备好锉刀,砂纸等(图2)图1 图23.3去毛刺之前,检查来料是否有划伤、压伤等不良,如有,则退回上工段(图3)3.4操作员必须戴两种手套,里面戴一次性塑料手套,外面为全棉手套,以避免徒手拿产品,造成产品氧化,出现指纹等不良(图4)塑料手套棉手套划伤,不允收图3 图43.5产品要轻拿轻放,加工过程中不允许叠放产品,以避免两个产品相碰造成划伤等不良(图5,图6)图5 图64.0作业流程:4.1先用锉刀去除产品内孔所有毛刺(镭射下料后留下的熔渣等),去完后必须逐一检查(图7)4.2.再用砂纸去除产品周边毛刺,必须沿一个方向依次去毛刺,避免遗漏(图8)图7 图84.3去完毛刺,检查合格后,按来料包装包好产品4.4写好标示单,检验员检验合格后,把产品放到下工段指定物料区域(图9)图95.0注意事项:☆5.1去毛刺时,一只手必须扶住产品,保证去毛刺不会造成产品划伤等不良出现☆5.2去完毛刺,戴手套检查产品,是否有刮手套现象,如出现,则重新去除(图10,图11)图10 图11☆5.3包装时注意,所有冷/热轧板必须先涂防锈油,再包装,以防止产品生锈,造成返工或产品报废版本 修改内容 制作/修改 审批生效时间版本 修改内容 制作/修改 审批生效时间抄送:□总经理□市场部□工艺技术部□计划部□采购部□生产部□品质部□人力资源部□财务部□文控中心NGOK毛刺刮线手套现象。
特殊特性量检具号量检具名称自检频次专检频次控制方法反应计划
第一步:检验毛坯是否洁净,表面有无缺陷。
对检验合格的铸件使用5mm 平锉刀修定位面、基准孔端面毛刺。
第二步:将毛坯按图装卡在虎钳上,
用中纹扁锉刀,去除分型面毛刺。
第三步:用圆锉刀深入图示孔内,疏
通该孔,并旋转2-3圈锉刀,清除残
余毛刺。
第四步:用圆锉刀清除图示斜孔根部
毛刺,注意不要挫伤毛坯件表面。
第五步:将毛坯件翻转,用中纹扁锉清除分型面毛刺,并修整图示圆孔端面,注意不要造成挫伤或缺肉。
第六步:从虎钳上取下毛坯,检验是
否有毛刺遗漏,用小圆锉修整外观的
凸点部位。
第七步:将产品按图示放到砂带机工
装上,按箭头方向旋转去除椭圆部位
毛刺。
第八步:将去毛刺完成的毛坯件,按
图示摆放,待转运笼装满后,填写工
序控制卡,等待转序。
序号检查内容。