米亚基使用说明书
- 格式:docx
- 大小:152.56 KB
- 文档页数:10
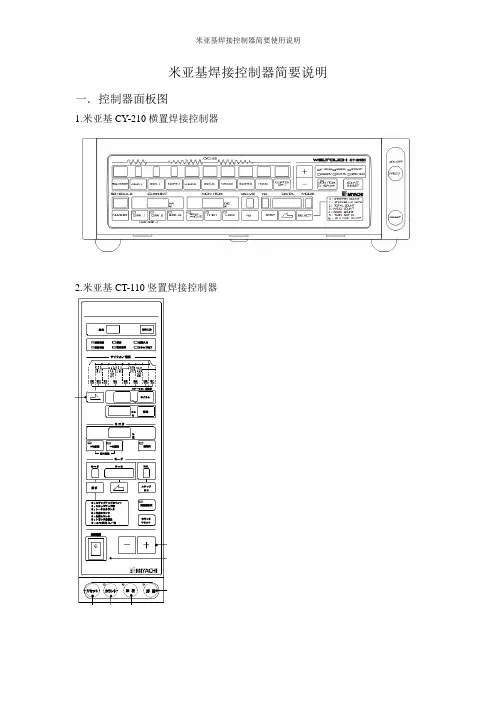
米亚基焊接控制器简要说明一.控制器面板图1.米亚基CY-210横置焊接控制器2.米亚基CT-110竖置焊接控制器二.操作面板功能简要介绍下面以CT-110的控制器做介绍。
1.米亚基焊接控制器主要特点:1)面板用LED显示焊接电流、焊接规范编号、焊接时间等。
2)可以记忆15种不同材质、板厚工件的焊接规范。
3)3段通电方式,具有电流缓升、缓降功能。
4)采用初级、次级定电流反馈控制方式、电源电压变动补偿方式等3种控制方式,可保证提供稳定的焊接电流。
目前米亚基的焊接控制器均使用次级定电流反馈控制方式。
5)有电流、通电角监控功能。
6)利用通电时序信号,进行焊接互锁。
7)防油、防尘面板保护罩。
8)3组计数器(可记录焊接打点数及生产量等)。
2.米亚基焊接控制器面板1)焊接通道选择按(条件输入NUMBER)以切换15种焊接规范每按动条件入力一次,通道编号自动增加1,超过15则回到1。
持续按动,则连续变化。
2)状态指示灯溶接电源灯亮表示380V电源已经OK,异常灯亮时表示焊接有异常启动输入亮时为焊接控制器焊接过程启动中溶接可能灯表示可以进入焊接放电状态(焊接允许)电流注意CAUTION灯表示焊接电流状态异常。
可通过异常复位消除。
STEP END 灯打点数到3)焊接参数设置SQ :预压C2 :冷却ⅡW1 :焊接ⅠW3 :焊接ⅢC1 :冷却ⅠS2 :缓降ⅡS1 :缓升Ⅰ(提高)HO :加压保持W2 :焊接ⅡOF :重复焊接次数其中S1、W2、S2均为对应焊接Ⅱ。
设置方式为右箭头每按一次SQ~OF的红灯依次向右移一格。
右侧的显示框显示为该设定阶段的设定值(单位为周波数(对应日常50Hz电源为1秒钟为50个周波))下部电流显示框可设置、显示最大99.9KA电流。
数据的输入可按+、-键进行操作4)监控状态当+%和-%键同时按亮时监控显示值为最大电流。
当按亮通电角时处于监控状态时显示焊接时的焊接电流导通角。
当数值接近180时说明焊接的状态不佳应该检查下导电铜带焊接夹具的各处铜带铜夹具导电状态。
1.注意事项2.特点:3.各部名称及功能⑴显示面板显示焊接规范的设定、焊接电流监测等信息。
⑵START指示灯输入启动信号,时序启动后的持续时间内灯亮。
⑶电源指示灯POWER将电源开关置于ON,供给电源,装置正常动作时灯亮。
⑷READY指示灯处于可以导通焊接电流的状态时灯亮。
必要条件:1.WELD灯点亮;2.背面端子台的WELD ON/OFF端子处于闭路状态。
⑸TROUBLE指示灯发生异常情况时点亮。
(可按RESET复位键消除)⑹WELD指示灯不导通焊接电流,只启动时序使用该键。
⑺方向键CURSOR使显示画面上的光标左右上下移动。
⑻菜单键按下MENU键显示菜单选项。
⑼复位位当显示异常情况时,在排除异常原因后按该键显示复位。
⑽确认键确认设定值和选择项目时使用该键。
⑾+键按该键,所需变更的项目值增大。
⑿-键按该键,所需变更的项目值减小。
⒀电源键置于ON时导通电源。
4.画面说明⑴菜单画面MENU按MENU键,显示菜单画面。
将光标移动到指定的项目,按下ENTER键,则变为所选中的画面。
⑵规范设定画面SCHEDULE设定规范(焊接规范)的画面。
将光标移动至要变更的数值上,按+键或-键,达到所希望的数值后按ENTER键,完成设定。
⑶焊接结果监测画面MONITOR显示焊接时的电流、电压、功率、电阻的测定值的画面。
按△键或▽键,改变显示项目。
判定为“良”的焊接次数;若要归零,请短路控制信号端子台18-19号。
⑷监测值设定画面COMPARATOR设定电流、电压、功率的上限值和下限值也称监测值。
测定值如果在设定的监测值范围内则被判定为“良”,否则为“不良”。
⑸预检查画面PRECHECK设定检查通电的通电时间和控制电压的画面。
在正式通电之前,以定电压控制方式导通小电流,根据此时所测定的电流值来检查被焊接工件是否设置正确。
按+键或-键,达到所希望的数值后按ENTER键,完成设定。
⑹功能设定画面STATUS变更装置的初始设定的画面,请根据使用环境进行详细设定。
1.注意事项2.特点:3.各部名称及功能⑴显示面板显示焊接规范的设定、焊接电流监测等信息。
⑵START指示灯输入启动信号,时序启动后的持续时间内灯亮。
⑶电源指示灯POWER将电源开关置于ON,供给电源,装置正常动作时灯亮。
⑷READY指示灯处于可以导通焊接电流的状态时灯亮。
必要条件:1.WELD灯点亮;2.背面端子台的WELD ON/OFF端子处于闭路状态。
⑸TROUBLE指示灯发生异常情况时点亮。
(可按RESET复位键消除)⑹WELD指示灯不导通焊接电流,只启动时序使用该键。
⑺方向键CURSOR使显示画面上的光标左右上下移动。
⑻菜单键按下MENU键显示菜单选项。
⑼复位位当显示异常情况时,在排除异常原因后按该键显示复位。
⑽确认键确认设定值和选择项目时使用该键。
⑾+键按该键,所需变更的项目值增大。
⑿-键按该键,所需变更的项目值减小。
⒀电源键置于ON时导通电源。
4.画面说明⑴菜单画面MENU按MENU键,显示菜单画面。
将光标移动到指定的项目,按下ENTER键,则变为所选中的画面。
⑵规范设定画面SCHEDULE设定规范(焊接规范)的画面。
将光标移动至要变更的数值上,按+键或-键,达到所希望的数值后按ENTER键,完成设定。
⑶焊接结果监测画面MONITOR显示焊接时的电流、电压、功率、电阻的测定值的画面。
按△键或▽键,改变显示项目。
判定为“良”的焊接次数;若要归零,请短路控制信号端子台18-19号。
⑷监测值设定画面COMPARATOR设定电流、电压、功率的上限值和下限值也称监测值。
测定值如果在设定的监测值范围内则被判定为“良”,否则为“不良”。
⑸预检查画面PRECHECK设定检查通电的通电时间和控制电压的画面。
在正式通电之前,以定电压控制方式导通小电流,根据此时所测定的电流值来检查被焊接工件是否设置正确。
按+键或-键,达到所希望的数值后按ENTER键,完成设定。
⑹功能设定画面STATUS变更装置的初始设定的画面,请根据使用环境进行详细设定。
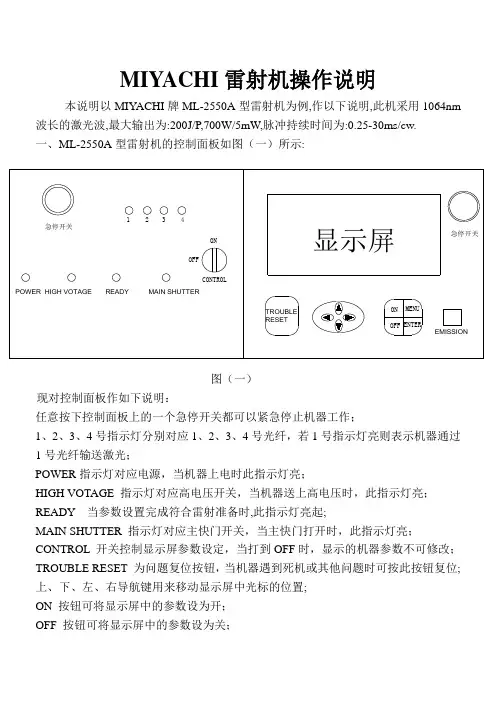
MIYACHI 雷射机操作说明本说明以MIYACHI 牌ML-2550A 型雷射机为例,作以下说明,此机采用1064nm 波长的激光波,最大输出为:200J/P,700W/5mW,脉冲持续时间为:0.25-30ms/cw. 一、ML-2550A 型雷射机的控制面板如图(一)所示:急停开关急停开关POWER HIGH VOTAGE MAIN SHUTTERONOFF ENTER1234ONOFFCONTROLMENU显示屏TROUBLE RESETEMISSIONREADY 图(一) 现对控制面板作如下说明:任意按下控制面板上的一个急停开关都可以紧急停止机器工作;1、2、3、4号指示灯分别对应1、2、3、4号光纤,若1号指示灯亮则表示机器通过1号光纤输送激光;POWER 指示灯对应电源,当机器上电时此指示灯亮;HIGH VOTAGE 指示灯对应高电压开关,当机器送上高电压时,此指示灯亮; READY 当参数设置完成符合雷射准备时,此指示灯亮起;MAIN SHUTTER 指示灯对应主快门开关,当主快门打开时,此指示灯亮; CONTROL 开关控制显示屏参数设定,当打到OFF 时,显示的机器参数不可修改; TROUBLE RESET 为问题复位按钮,当机器遇到死机或其他问题时可按此按钮复位; 上、下、左、右导航键用来移动显示屏中光标的位置; ON 按钮可将显示屏中的参数设为开; OFF 按钮可将显示屏中的参数设为关;MENU 为主菜单按钮,按此按钮可进入主菜单; ENTER 为确认按钮,按此按钮可保存修改的参数;EMISSION 为发射按钮,按此按钮一次则发射雷射激光一次;二、点击:“MENU”主菜单,可在显示屏上显示主菜单界面,如图(二)所示:POWER MONITOR SCH. #00: ON WATER: 31℃ENERGY 40.4J AVERAGE 86.0WSHOT COUNT GOOD COUNT HV: OFFMAIN SHUTTER: ONPOSITION: OFFkw520ms图(二) 其对应的中文意思分别为:POWER MONITOR 电源显示SCH . # 00 选用的参数为#00号 WATER :31℃ 水温为:31℃ ENERGY40.4J 能量为:40.4J A VERAGE 86.0W 平均数:86.0WSHOT COUNT 000449005 雷射累计数为:000449005 GOOD COUNT 017724129 优质雷射累计数为:017724129 HV :OFF 高电压已关闭 MAIN SHUTTER :ON 主快门已打开POSITION :OFF 红外光已打开,是切换可视激光的开关;:ON 波形图已打开,当设定为OFF 时,则出现以下设定: REPEAT=000pps 设定1秒内想要输出的激光的次数;SHOT=9999 设定激光的连续输出次数;SEAM WELD MODE :OFF 设定缝焊用波形时(REPEAT SHO T ≥1的场合),具有缓慢上升(下降)的功能,可以形成更加适合缝焊的连续波形;三、当再次按下MENU 主菜单时,显示主菜单的第二页,如图(三)所示:HV: OFFMAIN SHUTTER: ONPOSITION: OFFSCH . #03[FORM: FIX ]: JWATER : 30 ℃: ONPEAK: 04.00KWSLOPE 01.0msFLASH1 03.0ms 030.0%FLASH2 09.0ms 085.0%SLOPE 01.0ms FLASH3 03.0ms 025.0%100%20ms图(三) 其对应的中文意思分别为:SCH . # 03 选用的参数为#03号;FORM :FIX 用ON/OFF 键设定[FIX]固定形状波形设定或[FLEX]任意波形设定的选择;(注:切换[FLEX]的设定后,波形的设定值将变成0而被复位);PEAK :04.00KW 设定激光输出峰值的基准值,实际的激光输出值是以基准值作为100%,按此比例(%)设定,(波形的峰值的基准值为:04.00KW );SLOPE 01.0 ms 在FLASH1的设定时间为设定缓升(激光输出渐强)设定FLASH1后设定SLOPE ,且使 SLOP E ≤FLASH1 ,(能量波形中上升(预热)阶段,时间为: 01.0 ms );FLASH1:设定第一激光输出时间和第一激光输出值(%),设定范围:激光输出时间:0.0~30.0ms,激光输出值:0~200%。
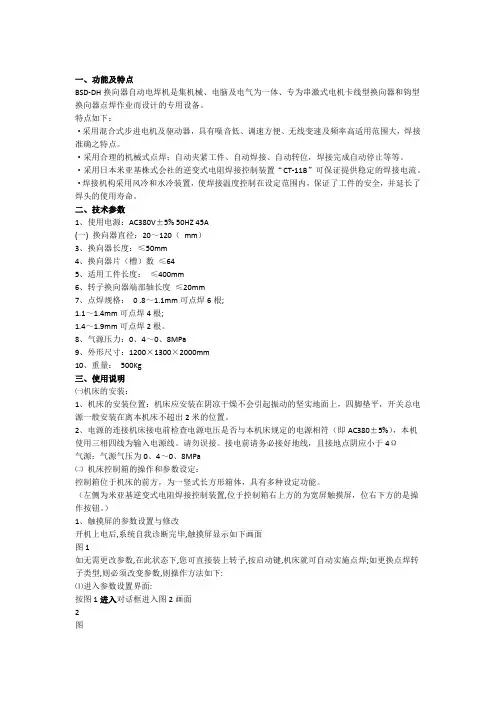
一、功能及特点BSD-DH换向器自动电焊机是集机械、电脑及电气为一体、专为串激式电机卡线型换向器和钩型换向器点焊作业而设计的专用设备。
特点如下:·采用混合式步进电机及驱动器,具有噪音低、调速方便、无线变速及频率高适用范围大,焊接准确之特点。
·采用合理的机械式点焊;自动夹紧工件、自动焊接、自动转位,焊接完成自动停止等等。
·采用日本米亚基株式会社的逆变式电阻焊接控制装置“CT-11B”可保证提供稳定的焊接电流。
·焊接机构采用风冷和水冷装置,使焊接温度控制在设定范围内,保证了工件的安全,并延长了焊头的使用寿命。
二、技术参数1、使用电源:AC380V±5% 50HZ 45A(一) 换向器直径:20~120(mm)3、换向器长度:≤50mm4、换向器片(槽)数≤645、适用工件长度:≤400mm6、转子换向器端部轴长度≤20mm7、点焊规格:0 .8~1.1mm可点焊6根;1.1~1.4mm可点焊4根;1.4~1.9mm可点焊2根。
8、气源压力:0、4~0、8MPa9、外形尺寸:1200×1300×2000mm10、重量:500Kg三、使用说明㈠机床的安装:1、机床的安装位置:机床应安装在阴凉干燥不会引起振动的坚实地面上,四脚垫平,开关总电源一般安装在离本机床不超出2米的位置。
2、电源的连接机床接电前检查电源电压是否与本机床规定的电源相符(即AC380±5%),本机使用三相四线为输入电源线。
请勿误接。
接电前请务必接好地线,且接地点阴应小于4Ω气源:气源气压为0、4~0、8MPa㈡机床控制箱的操作和参数设定:控制箱位于机床的前方,为一竖式长方形箱体,具有多种设定功能。
(左侧为米亚基逆变式电阻焊接控制装置,位于控制箱右上方的为宽屏触摸屏,位右下方的是操作按钮。
)1、触摸屏的参数设置与修改开机上电后,系统自我诊断完毕,触摸屏显示如下画面图1如无需更改参数,在此状态下,您可直接装上转子,按启动键,机床就可自动实施点焊;如更换点焊转子类型,则必须改变参数,则操作方法如下:⑴进入参数设置界面:按图1进入对话框进入图2画面图2按图2参数设置对话框进入图3参数设置画面图3⑵在图3界面进行参数设置,如设置转位电机速度,手点击触摸屏中转位速度后的方框,在随后跳出的数字选择对话框中选择您所要的数据,按ENTER键这样您所要的数据就将自动储存到系统中。
4、 接续方法基本接续※ IS-120B以外的其他设备都为另售品(参照P.9-7~8)※关于干扰过滤器CE标志对应的场合,请准备干扰过滤器。
生产厂家:TIMONTA型 号:FMAC-0954-H110规 格:440VAC 50/60Hz 3×110A接续步骤① 连接变压器请用输出电缆接续背面面板上的[焊接电源输出端子台]和焊接变压器的初级侧。
使用本公司的焊接变压器的场合请将信号电缆接续至[焊接变压器I/O信号]的接续接口上,连接焊接变压器。
使用其他公司的焊接变压器的场合请进行步骤⑤的作业。
② 连接电源用输入线缆(参照P.9-7)将焊接电源接续至背面面板的[焊接电源输入断路器]上。
请将PE端子接地。
③ 在[外部输入输出信号接续端子台]上接续必要的线缆。
请参照P.5-1准备接续用的线缆。
④连接编程操作器将回线线缆接续到正面面板的[编程操作器]接续接口上。
【使用其他公司的变压器的场合,请进行以下的操作】⑤ 连接次级电流检出用的检出线圈将检出线圈接续至正面面板的[检出线圈]接口上。
5、 接 口(1)外部输入输出信号的接续图外部输入输出信号端子台的规格额定电压 AC125V 以上耐电压 1200V 以上安装可能压着端子 最大2个压着端子尺寸 M3或M3.5(宽7.1)鼓励线缆截面积 端子No.1~5 →0.75mm 2以上 端子No.6~31→0.5mm 2以上*RY1~RY3规格型号G6B1114P(OMRON)线圈电压DC24V接点容量AC110V 0.5A(2)外部输入输出信号的说明(3)输入信号的接续方法电磁阀用电源输入为AC100V状态下使用的场合,请将1~5AC线和6~31的信号线分离后配线。
注意在下述①②③的使用场合,请根据用途接续附属的短路线。
在下述④的使用场合,请不要在6、7号接线柱上接续任何东西。
如果接续错误,会引起故障。
① 外部输入信号为接点输入的场合② 外部输入信号为接点输入的场合5. 接 口③ 外部输入信号为正COM输入的场合④ 外部电源供给输入的场合5. 接 口7、 时序图T1:[SCHEDULE]画面的[DELAY-START SET]中所设定的时间T2:约200ms(终了信号在起动信号处于ON状态期间或者200ms期间输出) T3:约80ms(此间不进行下次起动)8、 维护保养电池的更换本装置中使用的锂电池寿命为5年。
米亚基ip_205a使用说明米亚基ip_205a使用说明1. 概述米亚基ip_205a是一款高性能的创作工具,适用于资深创作者。
本文将详细介绍如何正确使用该工具。
2. 安装下面是安装米亚基ip_205a的步骤:•下载最新版本的米亚基ip_205a安装文件•双击运行安装文件,按照提示完成安装过程3. 启动和登录在安装完成后,可以按照以下步骤启动和登录米亚基ip_205a:•打开安装目录,找到米亚基ip_205a的可执行文件•双击运行可执行文件,等待软件启动•在登录界面,输入您的账号和密码进行登录4. 主要功能米亚基ip_205a具有许多强大的创作功能,以下是主要功能的列举:•创作文字文章:您可以使用米亚基ip_205a轻松编写精彩的文字文章,支持多种排版和样式设置。
•插入图片和音频:在文章中插入图片和音频文件,丰富您的创作内容。
•导出和分享:您可以将您的作品导出为不同格式的文件,并与他人分享。
5. 使用技巧下面是一些使用米亚基ip_205a的技巧,帮助您更好地发挥创作能力:•使用快捷键:米亚基ip_205a提供了许多快捷键,可以提高您的操作效率。
•利用样式库:在创作过程中,您可以创建和使用样式库,以便统一设置和管理样式。
•多媒体处理:米亚基ip_205a支持对图片和音频进行简单的处理和编辑,可以让您的创作更出彩。
6. 技术支持如果您在使用米亚基ip_205a过程中遇到任何问题,可以按照以下方式获取技术支持:•查阅帮助文档:米亚基ip_205a提供了详尽的帮助文档,您可以在其中找到解决方案。
•联系客服:如有需要,您可以联系产品官方客服团队,获取进一步的技术支持。
以上就是对米亚基ip_205a使用说明的相关介绍。
希望这些信息能够帮助您更好地使用该工具,创作出优秀的作品。
如果您有其他问题,请随时联系我们的技术支持团队。
4、 接续方法基本接续※ IS-120B以外的其他设备都为另售品(参照P.9-7~8)※关于干扰过滤器CE标志对应的场合,请准备干扰过滤器。
生产厂家:TIMONTA型 号:FMAC-0954-H110规 格:440VAC 50/60Hz 3×110A接续步骤① 连接变压器请用输出电缆接续背面面板上的[焊接电源输出端子台]和焊接变压器的初级侧。
使用本公司的焊接变压器的场合请将信号电缆接续至[焊接变压器I/O信号]的接续接口上,连接焊接变压器。
使用其他公司的焊接变压器的场合请进行步骤⑤的作业。
② 连接电源用输入线缆(参照P.9-7)将焊接电源接续至背面面板的[焊接电源输入断路器]上。
请将PE端子接地。
③ 在[外部输入输出信号接续端子台]上接续必要的线缆。
请参照P.5-1准备接续用的线缆。
④连接编程操作器将回线线缆接续到正面面板的[编程操作器]接续接口上。
【使用其他公司的变压器的场合,请进行以下的操作】⑤ 连接次级电流检出用的检出线圈将检出线圈接续至正面面板的[检出线圈]接口上。
5、 接 口(1)外部输入输出信号的接续图外部输入输出信号端子台的规格额定电压 AC125V 以上耐电压 1200V 以上安装可能压着端子 最大2个压着端子尺寸 M3或M3.5(宽7.1)鼓励线缆截面积 端子No.1~5 →0.75mm 2以上 端子No.6~31→0.5mm 2以上*RY1~RY3规格型号G6B1114P(OMRON)线圈电压DC24V接点容量AC110V 0.5A(2)外部输入输出信号的说明(3)输入信号的接续方法电磁阀用电源输入为AC100V状态下使用的场合,请将1~5AC线和6~31的信号线分离后配线。
注意在下述①②③的使用场合,请根据用途接续附属的短路线。
在下述④的使用场合,请不要在6、7号接线柱上接续任何东西。
如果接续错误,会引起故障。
① 外部输入信号为接点输入的场合② 外部输入信号为接点输入的场合5. 接 口③ 外部输入信号为正COM输入的场合④ 外部电源供给输入的场合5. 接 口7、 时序图T1:[SCHEDULE]画面的[DELAY-START SET]中所设定的时间T2:约200ms(终了信号在起动信号处于ON状态期间或者200ms期间输出) T3:约80ms(此间不进行下次起动)8、 维护保养电池的更换本装置中使用的锂电池寿命为5年。
MIYACHI 雷射机操作说明本说明以MIYACHI 牌ML-2550A 型雷射机为例,作以下说明,此机采用1064nm 波长的激光波,最大输出为:200J/P,700W/5mW,脉冲持续时间为:0.25-30ms/cw. 一、ML-2550A 型雷射机的控制面板如图(一)所示:急停开关急停开关POWER HIGH VOTAGE MAIN SHUTTERONOFF ENTER1234ONOFFCONTROLMENU显示屏TROUBLE RESETEMISSIONREADY 图(一) 现对控制面板作如下说明:任意按下控制面板上的一个急停开关都可以紧急停止机器工作;1、2、3、4号指示灯分别对应1、2、3、4号光纤,若1号指示灯亮则表示机器通过1号光纤输送激光;POWER 指示灯对应电源,当机器上电时此指示灯亮;HIGH VOTAGE 指示灯对应高电压开关,当机器送上高电压时,此指示灯亮; READY 当参数设置完成符合雷射准备时,此指示灯亮起;MAIN SHUTTER 指示灯对应主快门开关,当主快门打开时,此指示灯亮; CONTROL 开关控制显示屏参数设定,当打到OFF 时,显示的机器参数不可修改; TROUBLE RESET 为问题复位按钮,当机器遇到死机或其他问题时可按此按钮复位; 上、下、左、右导航键用来移动显示屏中光标的位置; ON 按钮可将显示屏中的参数设为开; OFF 按钮可将显示屏中的参数设为关;MENU 为主菜单按钮,按此按钮可进入主菜单; ENTER 为确认按钮,按此按钮可保存修改的参数;EMISSION 为发射按钮,按此按钮一次则发射雷射激光一次;二、点击:“MENU”主菜单,可在显示屏上显示主菜单界面,如图(二)所示:POWER MONITOR SCH. #00: ON WATER: 31℃ENERGY 40.4J AVERAGE 86.0WSHOT COUNT GOOD COUNT HV: OFFMAIN SHUTTER: ONPOSITION: OFFkw520ms图(二) 其对应的中文意思分别为:POWER MONITOR 电源显示SCH . # 00 选用的参数为#00号 WATER :31℃ 水温为:31℃ ENERGY40.4J 能量为:40.4J A VERAGE 86.0W 平均数:86.0WSHOT COUNT 000449005 雷射累计数为:000449005 GOOD COUNT 017724129 优质雷射累计数为:017724129 HV :OFF 高电压已关闭 MAIN SHUTTER :ON 主快门已打开POSITION :OFF 红外光已打开,是切换可视激光的开关;:ON 波形图已打开,当设定为OFF 时,则出现以下设定: REPEAT=000pps 设定1秒内想要输出的激光的次数;SHOT=9999 设定激光的连续输出次数;SEAM WELD MODE :OFF 设定缝焊用波形时(REPEAT SHO T ≥1的场合),具有缓慢上升(下降)的功能,可以形成更加适合缝焊的连续波形;三、当再次按下MENU 主菜单时,显示主菜单的第二页,如图(三)所示:HV: OFFMAIN SHUTTER: ONPOSITION: OFFSCH . #03[FORM: FIX ]: JWATER : 30 ℃: ONPEAK: 04.00KWSLOPE 01.0msFLASH1 03.0ms 030.0%FLASH2 09.0ms 085.0%SLOPE 01.0ms FLASH3 03.0ms 025.0%100%20ms图(三) 其对应的中文意思分别为:SCH . # 03 选用的参数为#03号;FORM :FIX 用ON/OFF 键设定[FIX]固定形状波形设定或[FLEX]任意波形设定的选择;(注:切换[FLEX]的设定后,波形的设定值将变成0而被复位);PEAK :04.00KW 设定激光输出峰值的基准值,实际的激光输出值是以基准值作为100%,按此比例(%)设定,(波形的峰值的基准值为:04.00KW );SLOPE 01.0 ms 在FLASH1的设定时间为设定缓升(激光输出渐强)设定FLASH1后设定SLOPE ,且使 SLOP E ≤FLASH1 ,(能量波形中上升(预热)阶段,时间为: 01.0 ms );FLASH1:设定第一激光输出时间和第一激光输出值(%),设定范围:激光输出时间:0.0~30.0ms,激光输出值:0~200%。