induction hardening - 齿轮 感应淬火
- 格式:pdf
- 大小:3.02 MB
- 文档页数:43
双频齿轮感应淬火生产线技术原理分析下面两点介绍美国TOCCO公司设计制造的一条内齿轮及恒星齿轮的双频感应淬火生产线原理。
1、内齿轮感应淬火原理此生产线内齿轮每次卸下一件,由相对而立的两个气缸操纵。
当工件处于1号装料位置,一个接近开关动作,使气动往复杆推工件到淬火工位。
此工位有一个可变速度的伺服驱动及垂直扫描的托架。
齿轮到达淬火工位,另一个接近开关动作,于是,立式扫描器将内齿轮从往复杆上托起,并把工件放到感应器下面的定向位置。
有两个接近开美用作专用的定位指示,如果定错位置,工件即回到往复杆,以便再次装料。
错位1s后中频炉即停止运转,与此同时,一个诊断犀示屏幕指示出工件不在淬火工位。
如果内齿轮定位正确,为工件定向工位所接受,扫描机构将把它送入感应器。
一但感应器位于内齿轮中,中频电源开始进行加热,工件旋转.同时扫描机构使工件下降,使感应器扫描并预热内齿轮的全长。
中频预热完成后,扫描定位器上升,回到原来位置,电源转换开关转接刭高频电源,工件再次旋转下降,将预热过的齿轮用高频进行扫描并淬火。
淬火后的内齿轮降下到往复杆后,往复杆推工件到圆火工位,其定位信号动作与淬火工位相同。
回火是一次加热方式,回火时工件是旋转着的。
回火功率较小,是在齿轮高频淬火的闻段时间进行的。
回火工序完成后,齿轮降到往复杆上,推向冷却工位,由喷淋头冷却到装卸温度,然后工件被推向分检工位(合格或剔出)。
剔出是由许多检测装置所确定的。
如果内齿轮被确定剔出,则装在侧面的一个气动卸料杆将水平地将该齿轮推动,并滑到剔出卸料箱;如果齿轮合格则推到出料箱。
2、恒星齿轮的淬火与回火原理此淬火机构动作与内齿轮淬火中频炉相似,工件是在感应器中进行一次加热的。
中频预热及高频加热时。
工件均是旋转的。
高频加热后,淬火液从组合式感应器中喷液。
由于恒星齿轮的结构特点,在它进入回火工位前,必须将附存的淬火液清除掉。
有一个工件轻抖动工位将恒星轮托起呈110角度,并进行抖动,将附存的淬火液排除。
感应淬火具有工件变形小,高效节能环保,易于实现自动化等优点,成为一种常用的表面热处理技术。
随着工业技术的发展,对齿轮的承载能力及品质等方面提出了更高的要求。
而现有感应淬火技术中,存在齿轮两端面齿根未硬化问题,在服役过程中易产生弯曲疲劳裂纹。
尤其对于重载齿轮,在出现偏载的情况下,两端未硬化的轮齿容易发生开裂失效。
因此,实现齿轮全齿宽范围内硬化,可大幅提高我国感应淬火技术水平,提升齿轮的承载能力及品质,产生显著经济效益。
本文通过优化感应淬火工艺,解决了齿轮端面齿根未硬化而齿面过热烧熔问题,实现全齿宽硬化,并应用于批量生产。
一、全齿宽硬化技术要求感应淬火全齿宽硬化:即有效硬化层在轮齿全齿宽范围内分布,齿轮两端面的层深、组织等指标要求同齿宽中部接近(符合图样标准要求)。
考虑到感应加热工艺的技术难点,目前国内外标准对全齿宽硬化要求不明确且比较宽松,具体要求以客户为准。
其中JB/T 9171-1999 《齿轮火焰及感应淬火工艺及其质量控制》标准规定:在150mm齿宽范围内,有效硬化层分布范围为齿宽的80%,距两端各10%齿宽范围内不作评判。
ISO 6336-5:2003《直齿轮和斜齿轮承重能力的计算第5部分:材料强度和质量》标准要求硬化层深在全齿宽范围内覆盖,但对两端层深的具体要求无明确阐述。
其他如AGMA 及DIN标准等对全齿宽硬化要求比较宽松。
从距端面至一倍模数或1/8齿宽范围内,层深不作评判要求。
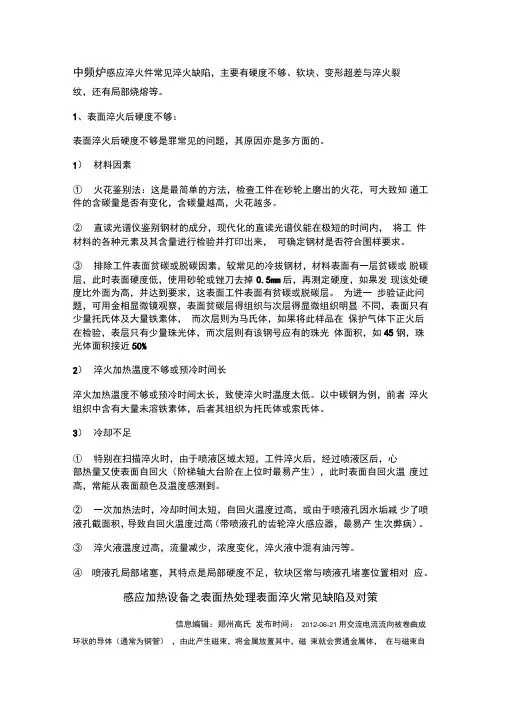
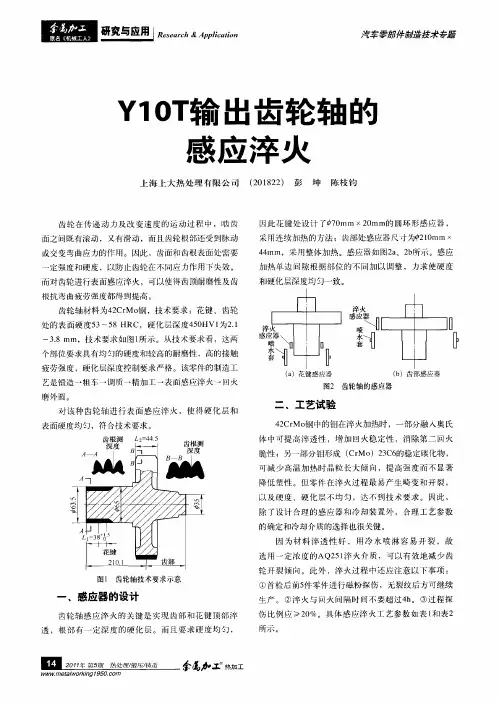
二、工艺现状分析感应淬火工艺的问题点包括:尖角处涡流集中加热温度高,而内圆角不易加热等。
因此,齿轮在感应加热过程中易出现端部齿面尖角过热烧熔,而内圆角位置的齿根未硬化或硬化层深不足问题,如图1所示。
由于国内外标准对端面的硬化层深要求比较宽松,通常采取降低加热功率方法,防止齿轮出现端面烧熔这一明显的外观质量缺陷,而忽略了端面齿根硬化层深严重偏浅或未硬化的质量隐患。
降低了齿轮的承载能力及品质,存在早期失效风险。
针对该问题,本文通过设计新型感应器结构及调整工艺参数,对感应淬火工艺进行了优化。
中频炉感应淬火件常见淬火缺陷,主要有硬度不够、软块、变形超差与淬火裂纹,还有局部烧熔等。
1、表面淬火后硬度不够:表面淬火后硬度不够是罪常见的问题,其原因亦是多方面的。
1)材料因素①火花鉴别法:这是最简单的方法,检查工件在砂轮上磨出的火花,可大致知道工件的含碳量是否有变化,含碳量越高,火花越多。
②直读光谱仪鉴别钢材的成分,现代化的直读光谱仪能在极短的时间内,将工件材料的各种元素及其含量进行检验并打印出来,可确定钢材是否符合图样要求。
③排除工件表面贫碳或脱碳因素,较常见的冷拔钢材,材料表面有一层贫碳或脱碳层,此时表面硬度低,使用砂轮或锉刀去掉0.5mm后,再测定硬度,如果发现该处硬度比外面为高,并达到要求,这表面工件表面有贫碳或脱碳层。
为进一步验证此问题,可用金相显微镜观察,表面贫碳层得组织与次层得显微组织明显不同,表面只有少量托氏体及大量铁素体,而次层则为马氏体,如果将此样品在保护气体下正火后在检验,表层只有少量珠光体,而次层则有该钢号应有的珠光体面积,如45钢,珠光体面积接近50%2)淬火加热温度不够或预冷时间长淬火加热温度不够或预冷时间太长,致使淬火时温度太低。
以中碳钢为例,前者淬火组织中含有大量未溶铁素体,后者其组织为托氏体或索氏体。
3)冷却不足①特别在扫描淬火时,由于喷液区域太短,工件淬火后,经过喷液区后,心部热量又使表面自回火(阶梯轴大台阶在上位时最易产生),此时表面自回火温度过高,常能从表面颜色及温度感测到。
②一次加热法时,冷却时间太短,自回火温度过高,或由于喷液孔因水垢减少了喷液孔截面积,导致自回火温度过高(带喷液孔的齿轮淬火感应器,最易产生次弊病)。
③淬火液温度过高,流量减少,浓度变化,淬火液中混有油污等。
④喷液孔局部堵塞,其特点是局部硬度不足,软块区常与喷液孔堵塞位置相对应。
感应加热设备之表面热处理表面淬火常见缺陷及对策信息编辑:郑州高氏发布时间:2012-06-21 用交流电流流向被卷曲成环状的导体(通常为铜管),由此产生磁束,将金属放置其中,磁束就会贯通金属体,在与磁束自缴的方向产生窝电流(旋转电流)这感应电流在窝电流的影响下产生发热用这样的加热方式就是感应加热。
齿轮高频淬火设备采用感应加热,其感应器一般是输入中频或高频交流电(1000-300000Hz或更高)的空心铜管,感应加热的原理是:将齿轮等工件放到感应器内,产生的交变磁场,又在工件中产生出同频率的感应电流,这种感应电流在工件内的分布是不均匀的,利用这个集肤效应,可使齿轮等工件表面迅速加热,在几秒钟内表面温度上升到800-1000℃,而心部温度升高很小,从而满足我们的要求。
高频淬火,是指利用高频电流(30K-1000KHZ)使工件表面局部进行加热、冷却,获得表面硬化层的热处理方法,是对齿轮等工件进行一定深度的表面强化,而心部基本上保持不变,因而具有高强度、高耐磨性和高韧性的天热点,又因是局部加热,所以能显著减少淬火变形,降减能源消耗。
齿轮高频淬火设备的用途:
一、热处理行业:各种电动工具齿轮轴的高频淬火热处理;各种齿轮、各种拔叉、各种花键轴、传动半轴、各种小轴曲柄销、各种摇臂、摇臂轴等高频淬火热处理;五金工具高频淬火热处理,如老虎钳、锤、大力钳、扳手。
二、锻压行业:标准件,紧固件的透热成型;五金工具透热,如钳子,扳手等加热透热成型;钢管透热成型,如弯管等;钢板加热,折弯成型。
三、钎焊:黄铜、紫铜的应用;硬质合金刀具的焊接,如车刀、铣刀、绞刀;探矿用的钻头焊接、如一字钻头,羊角钻头的焊接;金刚石刀头的焊接,如金刚石锯片、磨具、锯齿焊接。
感应淬火什么是感应淬火?感应淬火是一种金属热处理工艺,通过使用感应加热来提高金属工件的硬度和耐磨性。
它适用于各种类型的金属,包括钢、铁、铝和铜。
感应淬火以其快速和高效的加热方式而闻名,对于需要高硬度的工件尤其有用。
感应淬火的原理感应淬火是基于法拉第电磁感应定律的原理。
当感应线圈通电时,它会产生一个强磁场。
金属工件通过感应线圈时,金属中的电流会受到感应磁场的影响。
电流的流动会导致金属工件发热。
金属的电阻会导致更多的电流在其表面积聚,因此,表面温度会急剧升高。
通过控制感应线圈的电流强度和频率,可以实现对金属工件表面的快速加热。
一旦金属表面达到所需温度,可以将其迅速冷却,进而增加其硬度和耐磨性。
感应淬火的优势感应淬火具有许多优势,使其成为金属加工行业中广泛使用的热处理工艺之一:1.快速加热:感应淬火技术能够在短时间内将金属工件加热到所需温度,从而提高生产效率。
2.灵活性:感应淬火适用于不同类型的金属,可以根据需要调整加热参数进行获得所需的硬度和耐磨性。
3.均匀加热:感应淬火能够实现金属表面的均匀加热,可以避免局部热应力和变形。
4.环保:相比传统的加热方式,感应淬火减少了能源消耗和排放,对环境更友好。
感应淬火的应用感应淬火广泛应用于各个行业,包括汽车、机械、航空航天等。
以下是几个常见的应用领域:1.汽车零部件:感应淬火可用于加工发动机气门、凸轮轴和传动轴等零部件,使其具有更高的硬度和耐磨性。
2.钢铁加工:对于一些需要高硬度和耐磨性的钢材,如轴承钢和切割工具钢,感应淬火可以提供更好的性能。
3.电力行业:感应淬火可用于制造电机转子和发电机组件等关键元件,提高其耐用性和效率。
4.金属模具:通过感应淬火处理,金属模具可以获得更高的硬度和表面耐磨性,延长使用寿命。
感应淬火的挑战尽管感应淬火具有许多优势,但也存在一些挑战需要考虑:1.设备成本:感应加热设备的价格相对较高,这可能对小型企业和初创公司构成一定的挑战。
2.参数控制:感应淬火需要准确控制加热参数,包括电流强度、频率和加热时间等。
齿轮淬火芯部硬度Gears are an essential part of many machines and equipment, helping to transmit power and motion. With the crucial role that gears play, it is essential to ensure that they are appropriately hardened to withstand the wear and tear that they endure. The hardness of the core of a gear is particularly important, as it affects the overall strength and durability of the gear.齿轮是许多机器和设备的重要组成部分,有助于传输动力和运动。
由于齿轮所扮演的重要角色,确保它们经过适当淬火以承受它们所承受的磨损是至关重要的。
齿轮芯部的硬度尤为重要,因为它影响着齿轮的整体强度和耐久性。
The hardening process of gears can involve various techniques, with one common method being induction hardening. Induction hardening involves heating the gear with an alternating magnetic field to a certain temperature, followed by quenching to achieve the desired hardness. This process allows for precise control over the hardening depth and hardness level, ensuring that the core retains the necessary strength while the surface becomes wear-resistant.齿轮的淬火过程可以涉及各种技术,其中一种常见的方法是感应淬火。
齿轮齿面高频淬火工艺齿轮是现代机械设备中不可或缺的机械传动元件,广泛应用于各个领域。
齿轮的齿面质量直接影响到机械设备的可靠性和使用寿命。
而齿轮齿面高频淬火工艺则是一种有效提高齿轮齿面硬度和耐磨性的方法。
齿轮齿面高频淬火工艺是指利用高频感应加热原理,在齿轮齿面上形成瞬时高温,并通过淬火介质迅速冷却,使齿面表层形成高硬度的淬火组织。
这种工艺具有淬火速度快、变形小、工件表面质量好等优点,被广泛应用于齿轮制造领域。
高频淬火工艺的核心是高频感应加热设备。
该设备通过电磁感应原理,将电能转化为热能,快速加热齿轮齿面。
在加热过程中,工件表面形成高温区域,同时淬火介质迅速冷却工件,使其形成高硬度的表层。
这种淬火方式具有可控性好、加热均匀等优点,能够满足不同齿轮的淬火要求。
高频淬火工艺的关键是淬火介质的选择。
常用的淬火介质包括水、油和气体。
水冷速度快,但易造成变形和开裂;油冷速度适中,能够有效控制淬火过程,但油污染问题较为突出;气体冷却速度较慢,但能够避免淬火介质的污染。
根据不同齿轮的要求,可以选择不同的淬火介质,以达到最佳的淬火效果。
高频淬火工艺的优点还体现在淬火后的齿轮齿面质量上。
淬火后的齿轮齿面硬度高,耐磨性好,能够承受更大的载荷和更长的使用寿命。
同时,淬火还能改善齿轮齿面的粗糙度和尺寸精度,提高齿轮的传动效率和运行平稳性。
然而,高频淬火工艺也存在一些问题。
首先是设备投资和运行成本较高,需要专门的设备和维护。
其次是淬火过程对工件的变形和开裂问题,需要通过合理的工艺参数和淬火介质选择来解决。
此外,淬火后齿轮齿面的残余应力较大,可能会对工件的稳定性和寿命造成影响,需要进行适当的回火处理。
齿轮齿面高频淬火工艺是一种提高齿轮齿面硬度和耐磨性的有效方法。
通过合理选择淬火介质和优化工艺参数,可以得到理想的淬火效果。
然而,淬火工艺的选择还应结合实际情况,考虑到工件的材料、尺寸和使用条件等因素,以确保齿轮的质量和可靠性。
未来,随着科技的不断进步,淬火工艺将会得到更大的发展和应用。
齿轮齿面高频淬火工艺齿轮作为机械传动系统中重要的零部件,其质量和性能直接关系到整个机械设备的运行效果。
为了提升齿轮的硬度和耐磨性,高频淬火工艺应运而生。
本文将介绍齿轮齿面高频淬火工艺的原理、过程和应用。
一、原理齿轮齿面高频淬火工艺是利用高频电磁感应加热的原理,在齿轮齿面上形成高温区域,然后迅速冷却,使齿面达到所需的硬度。
其主要原理如下:1. 高频电磁感应加热:通过高频电源产生高频电流,经过感应线圈产生高频磁场,齿轮齿面在高频磁场中感应出涡流,从而产生热量。
2. 热传导:齿面所产生的热量会迅速传导到整个齿轮,使齿轮表面温度升高。
3. 快速冷却:通过喷水、喷气等方式进行快速冷却,使齿轮齿面迅速冷却至所需的温度,形成高硬度。
二、过程齿轮齿面高频淬火工艺的过程一般包括以下几个步骤:1. 准备工作:选择适合的高频电源和感应线圈,根据齿轮的材质和尺寸确定加热参数。
2. 加热:将齿轮放置在感应线圈中,开启高频电源,使齿面产生高温区域,加热时间一般为几秒至几十秒。
3. 冷却:加热后立即进行快速冷却,可以通过喷水、喷气等方式进行,冷却时间一般为几秒至几十秒。
4. 温度控制:通过控制加热时间和冷却时间,控制齿轮齿面的温度,以达到所需的硬度。
三、应用齿轮齿面高频淬火工艺在机械制造领域中有着广泛的应用,主要体现在以下几个方面:1. 提升齿轮硬度:高频淬火可以使齿轮表面的硬度显著提高,提高齿轮的耐磨性和承载能力,延长齿轮的使用寿命。
2. 改善齿轮的表面质量:高频淬火可以消除齿轮表面的毛刺和氧化层,提高齿面的光洁度和平整度,减小齿轮的摩擦和噪音。
3. 提高生产效率:高频淬火具有加热速度快、冷却均匀等优点,可以大幅度提高齿轮的生产效率,缩短生产周期。
4. 适用于各种材质和尺寸的齿轮:高频淬火适用于各种材质的齿轮,包括低碳钢、高碳钢、合金钢等,也适用于各种尺寸的齿轮,从小型齿轮到大型齿轮都可以进行高频淬火处理。
齿轮齿面高频淬火工艺通过高频电磁感应加热和快速冷却的方式,可以提升齿轮的硬度和耐磨性,改善齿轮的表面质量,提高生产效率,适用于各种材质和尺寸的齿轮。
齿轮仿齿形连续感应加热淬火工艺研究齿轮是一种常见的机械传动装置,其结构复杂,制造过程也十分严谨。
其中,齿轮齿形的精度对于齿轮的传动效率、噪声和寿命等方面都有着重要的影响。
因此,如何提高齿轮的齿形精度和耐磨性成为了齿轮制造业面临的一个重要问题。
齿轮仿齿形连续感应加热淬火工艺是一种新兴的齿轮淬火工艺,其原理是通过感应加热技术对齿轮齿面进行加热处理,使其达到淬火的温度,然后通过水冷快速冷却,使齿面产生高硬度的淬火组织,从而提高齿轮的耐磨性和齿形精度。
该工艺的具体步骤如下:1.齿轮的仿齿形加工在仿齿形加工过程中,需要确保齿轮的齿形精度符合要求。
通常采用数控加工中心进行加工,以保证齿轮齿形的精度和表面质量。
2.齿轮的表面清洗在加热淬火前需要对齿轮表面进行清洗,以去除表面的油污和杂质,保证淬火效果。
3.齿轮的感应加热将齿轮放置在感应加热器中,对齿轮的齿面进行加热处理。
在加热过程中需要控制加热温度和时间,以确保齿轮的齿面达到淬火的温度。
4.齿轮的快速冷却加热结束后,齿轮需要立即进行快速冷却,通常采用水冷的方式进行冷却。
通过快速冷却可以使齿面产生高硬度的淬火组织,提高齿轮的耐磨性和齿形精度。
5.齿轮的回火处理经过淬火处理后的齿轮会产生一定的残余应力,需要进行回火处理以消除残余应力,并提高齿轮的韧性和抗疲劳性能。
总之,齿轮仿齿形连续感应加热淬火工艺是一种能够有效提高齿轮的齿形精度和耐磨性的新型工艺,具有以下几个优点:1.提高齿轮的硬度和韧性通过仿齿形连续感应加热淬火工艺处理后,齿轮的表面硬度得到提高,可以更好地耐受强烈的磨损和冲击,提高齿轮的耐用性和韧性。
2.提高齿轮的精度仿齿形连续感应加热淬火工艺可实现齿轮的局部淬火,齿面硬度均匀,避免了传统淬火工艺中齿根处淬火不足的问题,同时可避免过渡淬火造成的齿面变形,从而提高齿轮的齿形精度和传动效率。
3.生产效率高采用仿齿形连续感应加热淬火工艺,生产效率高。
整个工艺流程中只需要进行一次淬火,且淬火加热和冷却时间短,可以大大提高生产效率。
感应淬火工艺流程Induction hardening is a specialized heat treatment process that is commonly used in the manufacturing industry to increase the hardness and wear resistance of metal components. This process involves the use of high frequency induction heating to selectively harden specific areas of a metal part, such as the surface or a specific region of the part.感应淬火是一种专门的热处理工艺,通常在制造业中用于增加金属零部件的硬度和耐磨性。
这个过程涉及使用高频感应加热来选择性地硬化金属零件的特定区域,比如表面或零部件的特定区域。
One of the key advantages of induction hardening is its ability to provide localized hardening without affecting the overall properties of the metal part. This means that manufacturers can achieve the desired hardness and wear resistance in specific areas of a part, while maintaining the desired properties in other areas.感应淬火的一个关键优势是它能够在不影响金属零件整体性能的情况下提供局部硬化。
这意味着制造商可以在零件的特定区域实现所需的硬度和耐磨性,同时保持其他区域的所需性能。
齿轮高频淬火齿轮高频淬火是一种常用的齿轮表面处理技术,其目的是提高齿轮的硬度和耐磨性。
本文将从淬火原理、工艺流程、优点和应用等方面,介绍齿轮高频淬火的相关知识。
一、淬火原理齿轮高频淬火是利用高频感应加热技术,在齿轮表面局部加热至淬火温度,然后迅速冷却,使齿轮表面发生相变,从而提高其硬度。
这种淬火方式具有以下特点:1. 局部加热:只对齿轮表面进行加热,不影响齿轮的整体性能。
2. 快速冷却:迅速冷却可以使齿轮表面形成致密的马氏体组织,提高硬度。
3. 淬火温度控制:通过调整加热功率和加热时间,可以精确控制淬火温度,以满足不同齿轮的要求。
二、工艺流程齿轮高频淬火的工艺流程主要包括以下几个步骤:1. 清洗:将齿轮表面的油污和杂质清洗干净,以保证淬火效果。
2. 预热:将齿轮整体加热至一定温度,以减少温度梯度,防止齿轮变形。
3. 加热:利用高频感应加热设备对齿轮表面进行局部加热,使其达到淬火温度。
4. 淬火:迅速冷却齿轮表面,使其形成马氏体组织。
5. 温度回火:将齿轮加热至一定温度,保持一段时间,以减少残余应力和改善齿轮的韧性。
6. 冷却:将齿轮冷却至室温,完成整个淬火工艺。
三、优点齿轮高频淬火具有以下优点:1. 提高齿轮的硬度:淬火后,齿轮表面的硬度可以达到50-60HRC,大大提高了齿轮的耐磨性。
2. 改善齿轮的强度:淬火后,齿轮表面形成的马氏体组织可以提高齿轮的强度和承载能力。
3. 减少齿轮变形:高频淬火过程中的快速冷却可以减少齿轮的热变形,保证齿轮的精度和几何形状。
4. 提高生产效率:高频感应加热技术具有加热速度快、温度控制精确等优点,可以大大提高生产效率。
四、应用领域齿轮高频淬火广泛应用于各个行业的齿轮制造中,特别是对于高精度、高负载的齿轮产品,更是必不可少的工艺。
主要应用领域包括:1. 汽车工业:汽车变速箱、差速器等关键部件的齿轮。
2. 机械工业:工程机械、冶金机械等的传动齿轮。
3. 航空航天工业:飞机、火箭等航空航天器的传动齿轮。
感应淬火的研究一、什么是感应淬火感应淬火是一种热处理技术,主要用于提高金属材料的硬度和耐磨性。
它是通过通过感应加热和迅速冷却来改变金属的晶体结构,从而改善材料的性能。
二、感应淬火的原理感应淬火的原理是利用感应加热的方法对金属材料进行局部加热,然后迅速冷却,以改变晶体结构。
感应加热是利用交变电磁场在导体中产生的涡流和焦耳热来加热材料,从而达到所需的温度。
而迅速冷却则通过水、油或气体进行,以使金属迅速冷却,从而固定新的晶体结构。
三、感应淬火的应用感应淬火广泛应用于工业生产中的各个领域,特别是对于需要提高金属硬度和耐磨性的零部件,如汽车发动机曲轴、齿轮、刀具等。
3.1 汽车制造在汽车制造过程中,感应淬火被广泛应用于发动机的曲轴、减速器、齿轮等关键部件。
通过对这些材料进行淬火,可以显著提高材料的硬度和耐磨性,从而延长零部件的使用寿命。
3.2 机械加工感应淬火也在机械加工领域得到广泛应用。
对于需要承受较大冲击和磨蚀力的刀具和模具,通过淬火可以提高其硬度和耐磨性,从而提高工作效率和使用寿命。
3.3 钢铁冶炼在钢铁冶炼中,感应淬火可以用于调整钢材的硬度和力学性能。
通过对钢材进行局部加热和快速冷却,可以使材料具有更好的力学性能,满足不同工程需求。
3.4 其他行业应用此外,感应淬火还可以用于其他行业的热处理需求,例如航空航天、船舶制造、电子设备等。
通过感应淬火技术,这些行业可以提高产品的质量和性能,提高工作效率。
四、感应淬火的优势感应淬火相对于传统的淬火方法具有一些明显的优势。
1.高效:感应加热可以实现局部加热,避免了整体加热的热能浪费,提高了能源利用率。
同时,感应淬火的加热速度快,可以缩短生产周期,提高生产效率。
2.均匀性好:感应加热可以实现局部加热,能够更好地控制材料的温度分布,避免了由于不均匀加热导致的变形和裂纹。
3.精确控制:感应加热设备可以实时监控和控制温度,可以精确控制加热温度和保持时间,以确保淬火的效果。
材料:42CrMo4模数:7外径:524mm高度:70mm重量:50kg1、技术要求:硬化层深度:(界限硬度435HV1,根据AGMA 923《Metallurgical Specifications for Steel Gearing》标准)部位节圆齿顶齿根硬化层深度要求 2.2-2.8mm 4.5-5.5mm ≥1.45mm 同一齿上硬度测量不得小于三点,硬度差不得大于2HRC,同一齿轮上硬度测量不得小于四个齿,并且测量的齿必须均匀分布,硬度差不得大于3HRC。
金相组织:感应层组织应主要为回火马氏体组织,不允许存在未溶珠光体组织(放大100×)以及贝氏体(放大400×);节圆感应层组织主要为细晶回火马氏体组织,以及不大于5%的非马氏体组织;齿底感应层组织主要为细晶回火马氏体组织,以及不大于10%的非马氏体组织。
(根据AGMA 923《Metallurgical Specifications for Steel Gearing》标准检验)表面缺陷:齿轮不允许过烧或者过热。
磁粉探伤:不允许存在淬火裂纹。
齿面硬度:55-60 HRC工件工作时间:≤5min2、试验方法使用SDF同步双频感应淬火技术减少工件热处理变形量,通过对工件表面施加高功率密度的能量,热量梯度很大,热传导比较快,加热时间很短,通常只有几百毫秒。
加热时间的缩短,导致渗入心部的热量比较少,这就很大程度上减少了工件的变形量。
因此,加热时间的缩短,能有效地减少工件的变形量。
同时,如果工件在加热过程中进行高速旋转,转速则需要360RPM左右,这样就大大提高了工件表面的受热均匀性。
此外,SDF同步双频感应技术能够把能量分散在所需加热表面,获得理想的轮廓硬化层。
将实验齿轮进行线切割,根据AGMA 923《Metallurgical Specifications for Steel Gearing》标准检测齿顶硬化层深度、节圆硬化层深度、齿根硬化层深度,齿面硬度,根据AGMA 923 检测节圆、齿根感应层组织;根据磁探表面不允许有淬火裂纹。