功能指令(一)
- 格式:ppt
- 大小:2.18 MB
- 文档页数:47
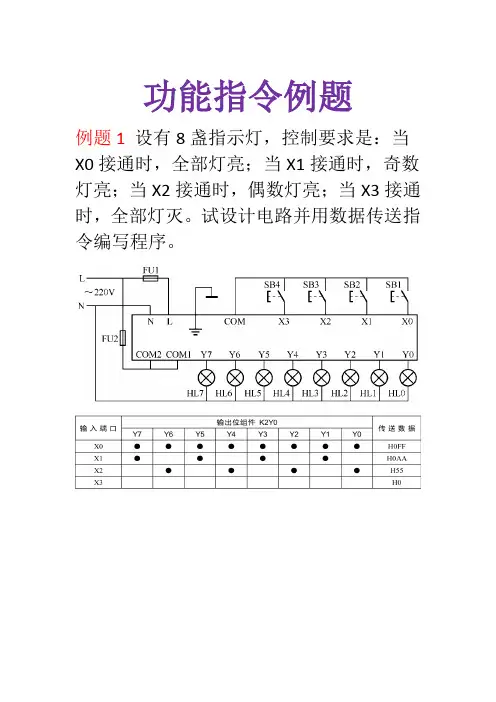
功能指令例题
例题1设有8盏指示灯,控制要求是:当X0接通时,全部灯亮;当X1接通时,奇数灯亮;当X2接通时,偶数灯亮;当X3接通时,全部灯灭。
试设计电路并用数据传送指令编写程序。
例题2电动机Y-△降压启动控制线路与程序
例题3 台设备具有手动/自动两种操作方式。
SB3是操作方式选择开关,当SB3处于断开状态时,选择手动操作方式;当SB3处于接通状态时,选择自动操作方式,不同操作方式进程如下:
手动操作方式进程:按启动按钮SB2,电动机运转;按停止按钮SB1,电动机停机。
自动操作方式进程:按启动按钮SB2,
电动机连续运转1min后,自动停机。
按停止按钮SB1,电动机立即停机。
例题 4 单按钮的功率控制线路如图所示。
控制要求是:加热功率有7个挡位可调,大小分别是0.5kW、1kW、1.5kW、2kW、2.5kW、3kW和3.5kW。
有1个功率选择按钮SB1和1个停止按钮SB2。
第一次按SB1选择功率第1挡,第二次按SB1选择功率第2挡……第八次按SB1或按SB2时,停止加热。
例题 5 某台设备有两台电动机,受输出继电器Y0、Y1控制;设手动、自动1、自动2和自动3四挡工作方式;使用X0~X4输入端,其中X0、X1接工作方式选择开关,X2、X3接启动/停止按钮,X4接过载保护。
在手动方式中采用点动操作,在3挡自动方式中,Y0启动后分别延时10s、20s、和30s后再启动Y1,用接点比较指令编写程序和分析程序。
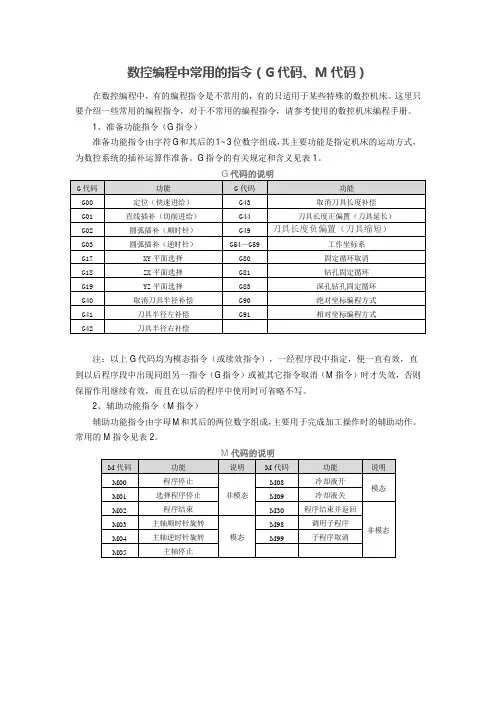
数控编程中常用的指令(G 代码、M 代码)在数控编程中,有的编程指令是不常用的,有的只适用于某些特殊的数控机床。
这里只要介绍一些常用的编程指令,对于不常用的编程指令,请参考使用的数控机床编程手册。
1、准备功能指令(G 指令)准备功能指令由字符G 和其后的1~3位数字组成,其主要功能是指定机床的运动方式,为数控系统的插补运算作准备。
G 指令的有关规定和含义见表1。
G 代码的说明G 代码 功能 G 代码 功能 G00 定位(快速进给) G43 取消刀具长度补偿 G01 直线插补(切削进给) G44 刀具长度正偏置(刀具延长)G02 圆弧插补(顺时针) G49 刀具长度负偏置(刀具缩短)G03 圆弧插补(逆时针) G54—G59 工作坐标系 G17 XY 平面选择 G80 固定循环取消 G18 ZX 平面选择 G81 钻孔固定循环 G19 YZ 平面选择 G83 深孔钻孔固定循环 G40 取消刀具半径补偿 G90 绝对坐标编程方式 G41 刀具半径左补偿 G91 相对坐标编程方式G42刀具半径右补偿注:以上G 代码均为模态指令(或续效指令),一经程序段中指定,便一直有效,直到以后程序段中出现同组另一指令(G 指令)或被其它指令取消(M 指令)时才失效,否则保留作用继续有效,而且在以后的程序中使用时可省略不写。
2、辅助功能指令(M 指令)辅助功能指令由字母M 和其后的两位数字组成,主要用于完成加工操作时的辅助动作。
常用的M 指令见表2。
M 代码的说明M 代码 功能 说明M 代码 功能 说明 M00 程序停止 非模态 M08 冷却液开 模态M01 选择程序停止 M09 冷却液关 M02 程序结束 M30 程序结束并返回 非模态 M03 主轴顺时针旋转 模态 M98 调用子程序 M04 主轴逆时针旋转 M99 子程序取消M05主轴停止。
福建省鸿源技工学校课时授课计划(2013 —2014 学年度第2学期)课程名称:数控机床编程与操作任课教师:王公海章节内容1-5数控车床编程中的常用功能指令授课班级12数控授课日期授课方式讲授作业练习习题册对应部分目的要求掌握数控编程的常用指令重点难点G02/G03,G50复习题巩固上节课知识点仪器教具粉笔黑板审批意见审批人: 20 年月日讲授内容和过程方法与指导一、常用插补指令1.快速点定位指令(G00)(1)指令格式G00 X Z ;X Z 为刀具目标点坐标。
例 G00 X30.0 Z10.0;福建省劳动和社会保障厅制课时授课计划(副页)第页讲授内容和过程方法与指导(2)指令说明G00 不用指定移动速度, 其移动速度由机床系统参数设定。
快速移动的轨迹通常为折线型轨迹,图中快速移动轨迹OA和BD 的程序段如下:OA:G00 X20.0 Z30.0;BD:G00 X60.0 Z0;G00 轨迹实例2.直线插补指令(G01)(1)指令格式G01 X Z F ;X Z 为刀具目标点坐标,F 为刀具切削进给的进给速度。
例图中切削运动轨迹CD的程序段为:G01 X40.0 Z0 F0.2;G01 轨迹实例(2)指令说明G01 指令是直线运动指令,它命令刀具在两坐标轴间以插补联动的方式按指定的进给速度做任意斜率的直线运动。
在G01 程序段中必须含有F 指令。
如果在G01 程序段中没有F 指令,而在G01 程序段前也没有指定F 指令,则机床不运动,有的系统还会出现系统报警。
(3)编程实例例试采用G00和G01指令编写如图所示工件右端轮廓的精加工程序。
G00 及G01 指令应用实例第页讲授内容和过程方法与指导3.圆弧插补指令(G02/G03)(1)指令格式G02(03)X Z R(CR=) ;G02(03)X Z I K ;G02表示顺时针圆弧插补;G03表示逆时针圆弧插补。
X Z 为圆弧的终点坐标值,其值可以是绝对坐标,也可以是增量坐标。
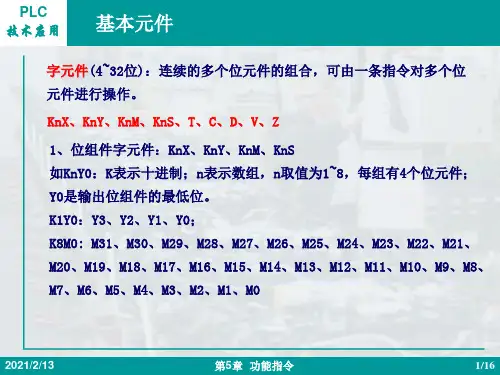
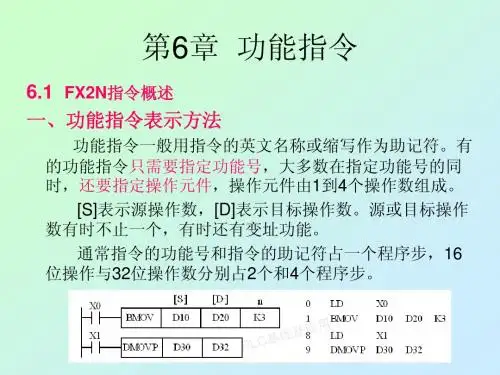
第二节FX系列PLC的功能指令(一)一、功能指令的表示格式1、功能指令表示格式的基本要素:①助记符②操作数例:区间复位 S0—S25防止X0按下是多个扫描周期重复操作可以用后缀P(上升沿有效) MOVP原操作数DO,目标操作数D4Z0,其它操作数K32、助记符每一功能指令都对应一个助记符在编程书写时根据执行方式、处理数据的位数增加后缀(P)MOVP(上升沿有效)或前缀(D)3、操作数:•源操作数、目标操作数、其他操作数•操作数可取的数据类型①可使用X、Y、M、S等位元件②可将位元件组合,以KnX、KnY、KnM、KnS等形式表示K1M0(K1是M0—M3),K2M0(K2是M0—M7),K3X0(K3是X0—X7 X10—X13),作为数值数据进行处理③使用字元件:D,T,V,Z或C的当前值寄存器。
双字元件D1D0 如“DMOV D0 D2”双字MOV D0到D2注意:作为32位指令的操作数时的使用方法。
另:C200-C255的1点可处理32位数据,不能指定为16位指令的操作数。
4、如何查阅资料二、程序流向控制类指令1、条件跳转指令•格式:助记符:CJ(P);操作数:指针标号P0~P127•功能:实现当执行条件满足时,程序跳转到指令所指定的指针标号开始执行,反之,若条件不满足,则按顺序执行程序。
跳转指令常用于初始化或手动/自动切换控制。
•应用注意:与MC/MCR指令不同,执行CJ指令后,被跳转部分程序将不被扫描,这意味着,跳转前的输出状态(执行结果)将被保留,例如2、子程序调用与子程序返回指令(FNC01、FNC02)•调用(FNC01):助记符 CALL(P);操作数指针标号P0~P127(P63除外)•返回(FNC02):助记符 SRET;无操作数•含义:•注意事项:①标号应写在FEND之后。
②CJ指令中用过的标号不能重复再用,但不同的CALL指令可调用同一标号的子程序。
③在子程序中可再CALL子程序,形成子程序嵌套,总数可有5级嵌套。