电子元器件高速连续电镀设备及工艺介绍
- 格式:doc
- 大小:22.00 KB
- 文档页数:7

PCB电镀镍金工艺介绍(一)深圳特区横岗镇坳背村太平电路科技厂李勇成一、PCB电镀镍工艺1、作用与特性P C B上用镀镍来作为贵金属和贱金属的衬底镀层,对某些单面印制板,也常用作面层。
对于重负荷磨损的一些表面,如开关触点、触片或插头金,用镍来作为金的衬底镀层,可大大提高耐磨性。
当用来作为阻挡层时,镍能有效地防止铜和其它金属之间的扩散。
哑镍/金组合镀层常常用来作为抗蚀刻的金属镀层,而且能适应热压焊与钎焊的要求,唯读只有镍能够作为含氨类蚀刻剂的抗蚀镀层,而不需热压焊又要求镀层光亮的PCB,通常采用光镍/金镀层。
镍镀层厚度一般不低于2.5微米,通常采用4-5微米。
PCB低应力镍的淀积层,通常是用改性型的瓦特镍镀液和具有降低应力作用的添加剂的一些氨基磺酸镍镀液来镀制。
我们常说的PCB镀镍有光镍和哑镍(也称低应力镍或半光亮镍),通常要求镀层均匀细致,孔隙率低,应力低,延展性好的特点。
2、氨基磺酸镍(氨镍)氨基磺酸镍广泛用来作为金属化孔电镀和印制插头接触片上的衬底镀层。
所获得的淀积层的内应力低、硬度高,且具有极为优越的延展性。
将一种去应力剂加入镀液中,所得到的镀层将稍有一点应力。
有多种不同配方的氨基磺酸盐镀液,典型的氨基磺酸镍镀液配方如下表。
由于镀层的应力低,所以获得广泛的应用,但氨基磺酸镍稳定性差,其成本相对高。
典型的氨基磺酸镍电镀镀液配方成分克/升高速镀液氨基磺酸镍,Ni(SO3NH2)2280~400 400~500硼酸,H3BO340~50 40g/l阳极活化剂60—100 60—100 润湿剂1~5ml/l 适量去应力剂(添加剂)适量根据需要而定操作条件温度55度C阴极电流密度(A/dm2) 1.5~8搅拌压缩空气加阴极移动加镀液循环PCB电镀镍金工艺介绍(二)深圳特区横岗镇坳背村太平电路科技厂李勇成二、PCB电镀金工艺1、作用与特性PCB上的金镀层有几种作用。
金作为金属抗蚀层,它能耐受所有一般的蚀刻液。
高速电镀第一节 概述高速电镀是当前发展的趋势。
高速电镀是采用特殊的设备和镀液添加剂。
在采用极高的阴极电流密度时,能获得优质镀层的电镀方法。
由于高速电镀提高了电镀速度,使生产效率提高数十倍至上百倍,为大批量连续生产提供了有利条件。
高速电镀并能应用电子计算机对高速电镀的自动化操作及电镀层质量的可靠监控,从而保证产品质量的可靠性。
因高速电镀的种种优点,因而在钢铁、机械、电子等工业得到广泛的应用。
如薄钢带的连续高速镀锡作为制罐材料;预成型配件(如框架、接插件等)的带状镀或局部选择性电镀,为大批量的电子元器件生产提供可靠和价廉的基础。
随着高科技迅速的发展,高速电镀有利于节能和环境保护,因而高速电镀的发展更具有实际意义。
第二节高速电镀方法一、液面平行控制连续选择性电镀该方法就是使电镀液在阴极表面高速流动,使阴极能提高电流密度,加快镀层沉积速度,达到高速电镀之目的。
带料需镀部位,采用液面控制进行选择性电镀,将带料需镀部位朝下浸入镀液中,液面高度由镀液调节闸门来控制调节,使带料浸入深度和液面高度保持不变,带料边行进边电镀。
它不需要专用夹具和掩膜。
该方法有其局限性,因带料浸入深度与液面高度保持精度难以控制,实际浸入深度要在超深区域内进行电镀。
否则保证不了电镀部位高度的镀层厚度。
其次,液面本身有表面张力作用,镀液会吸附在带料上,使不应该镀的部位有电沉积。
再次,带料单面或端部不弯部位及中间需要镀部位,就难以选择性电镀了。
带料液面平行控制连续选择性电镀自动线,由卷带放带机、电镀(包括前处理、后处理)、带料收卷机三部分组成。
1.卷带放带机放带机是一台立式支架,安装有卷带盘的转动轴,导向胶轮及纸带收卷电机和卷纸盘,每个卷盘有卡盘固定位,卷纸盘电机线速度由电控箱自动器控制等组成。
2.电镀及前后处理(1)全线立体支架,垫板用不锈钢型材拼装而成直线排列。
镀槽分上层电镀工作槽和下层储液槽。
电镀工作槽后面支架,排列上水管、压缩空气管、抽风管、电器线槽合。
电镀基本知识1、表面处理的目的一、美观(appearance).为了提高制品之附加价值,赋予制品表面美观,例如装饰性电镀 (decorative plating) Au, Ag, Rh, Ni, Cr,黄铜等电镀 (electroplating).二、防护(protection)为了延长制品的寿命,再制品表面披覆(coating)耐腐蚀之材料,例如保护性电镀(protective plating) Zn,Cd,Ni,Cr,Sn 等电镀.三、特殊表面性质(special surface properties)1. 提高制品之导电性(electrical conductiuity),例如电镀Ag,Cu.2. 提高焊接性(soderability)在通讯急电子工业应用,例如Sn-Pb 合金电镀.3. 提高光线之反射性(light reflectivity ) 例如宇宙飞船,人造卫星的外壳需反射光线,Ag及Rh的镀层被应用上.4. 减小接触阻抗(contact resistance)例如在电子组件之Au及Pd电镀.四、机械或工程性质(mechanical or engineering properties)1. 提高制品之强度(strenth),例如塑料电镀.2. 提高制品之润滑性 ( bearing propertries ) 例如多孔洛电镀 (porous chromium plating), 内燃机之铝合金活塞 (piston) ,镀锡Sn以防止汽缸 (cylinder)壁刮伤.3. 增加硬度(hardness)及耐磨性(wear resistance) ,例如硬洛电镀(hard chromium plating).4. 提高制品之耐热性,耐候性,抗幅射线,例如塑料,非金属之电镀.2、电镀常识2.1电镀利用电解原理,使金属或合金沉积在制件表面,形成均匀、致密、结合力良好的金属层的过程。
2.2前处理零件在处理之前,程度不同地存在着毛刺和油污,有的严重腐蚀,给中间处理带来很大困难,给化学或电化学过程增加额外阻力,有时甚至使零件局部或整个表面不能获得镀层或膜层,还会污染电解液,影响表面处理层的质量。

连续电镀生产线随着现代工业的不断发展,电镀技术也得到了越来越广泛的应用。
为了满足市场需求,提高生产效率和质量,连续电镀生产线应运而生。
下面我们来详细介绍连续电镀生产线的相关知识。
一、连续电镀生产线的概述连续电镀生产线是一种全自动化的电镀设备,主要应用于零件表面的电镀加工。
这种生产线主要由前处理、电镀、后处理、自动输送系统等部分组成,能够实现全自动化的操作,提高生产效率和电镀质量。
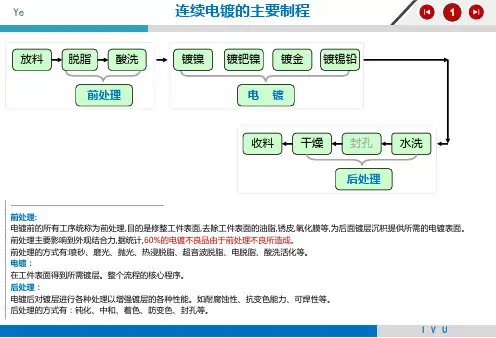
二、连续电镀生产线的工作原理连续电镀生产线的工作原理主要分为以下几个步骤:1、前处理:包括清洗、脱脂、酸洗等工序,主要是为了去除物件表面的油污、锈蚀、氧化物等,以便于后续的电镀处理。
2、电镀:电镀工序是整个生产线的核心,主要是通过电解的方式在物品表面形成一层金属膜,起到保护和美化的作用。
常用的电镀方法有电解镀镍、电解镀铬、电解镀铜等。
3、后处理:经过电镀处理的物件需要进行后处理,包括洗涤、烘干、抛光等工序,以便于提高电镀质量。
4、自动输送系统:完成上述工作后,将制品输送到下一道工序,实现全自动化操作。
三、连续电镀生产线的优点连续电镀生产线具有以下几个优点:1、自动化程度高:整个生产线采用全自动化操作,减少了人工操作,提高了生产效率和工作效率。
2、生产能力强:连续电镀生产线能够连续进行电镀处理,不停机生产,提高了生产能力和生产效率。
3、稳定性好:生产线采用高精度的设备和控制系统,能够实现精准的电镀控制和稳定的工作状态。
4、电镀质量高:生产线配备了先进的检测设备和仪器,能够对电镀质量进行准确的检测和控制。
四、连续电镀生产线的应用领域连续电镀生产线主要应用于以下几个领域:1、汽车零部件:汽车零部件需要具有优异的耐腐蚀性和美观性,在这方面,连续电镀生产线能够发挥重要的作用。
2、电子零部件:连续电镀生产线对于电子零部件表面的镀铜、镀镍等工艺要求高,能够实现高质量的电镀加工。
3、家庭电器:家用电器有时需要进行电镀处理,以提高美观度和耐腐蚀性,这方面,连续电镀生产线也能够发挥作用。
半导体集成电路行业电镀工艺解析金镀层具有接触电阻低、导电性能好、可焊性好、耐腐蚀性强,因而电镀金在集成电路制造中有着广泛的应用,例如:在驱动IC封装中普遍使用电镀金凸块;在CMOS/MEMS中应用电镀金来制作开关触点和各种结构等;在雷达上金镀层作为气桥被应用;电镀还被用于UBM阻挡层的保护层,以及用于各种引线键合的键合面等等。
1电镀金工艺1.1电镀金工艺流程集成电路中的金电镀工艺流程:①在硅片上溅射钛、钛钨等金属作为黏附层,再溅射很薄的一层金作为电镀的导电层;②涂布光刻胶,光刻显影出电镀所需的图形;③清洗后进行电镀金;④褪除光刻胶;⑤蚀刻图形以外的导电层;,⑥退火。
1.2电镀金原理镀金阳极一般采用铂金钛网材料。
当电源加在铂金钛网(阳极)和硅片(阴极)之间时,溶液会产生电流,并形成电场。
阳极发生氧化反应释放出电子,同时阴极得到电子发生还原反应。
阴极附近的络合态金离子与电子结合,以金原子的形式沉积在硅片表面。
镀液中的络合态金离子在外加电场的作用,向阴极定向移动并补充阴极附近的浓度消耗,如图1为水平杯镀示意图,图2为垂直挂镀示意图。
电镀的主要目的是在硅片上沉积一层致密、均匀、无孔洞、无缝隙、无其它缺陷的金。
1.3电镀药水集成电路电镀金工艺通常有两种体系的电镀液:氰化物体系及非氰化物体系。
氰化物体系稳定性高,寿命长,因而成本较低,但氰化物有毒性,需有严格的使用规范加以管理。
目前集成电路制造中常见的氰化物电镀金药水是微氰体系,呈弱酸性,镀液中金以Au(CN)-2的络合物形式存在。
主要成分为:金盐、导电盐、缓冲剂和添加剂。
这种镀液体系稳定,毒性较小,镀层光亮平滑,硬度适中,耐磨性好,孔隙率低,可焊性好。
非氰化物体系的以亚硫酸金钠为常见的金盐,亚硫酸根比较容易被氧化,因而较之氰化物体系,其工艺稳定要差一些。
本文主要针对氰化物体系的电镀金工艺。
1.4电镀金设备选择合适的电镀设备,将会获得较为满意的镀层。
电镀设备可分为二类:水平喷流式杯镀和垂直挂镀两种方式。
电子电镀工艺4.1 PCB电镀简况2000年我国PCB产值为36.35亿美元,占全球PCB产值的8.7%,居世界第4位。
在我国的PCB产值中,广东占83.5%。
因此,广东地区PCB电镀是一个极大的产业。
据不完全统计,广东PCB厂家仅磷铜一种原料,年消耗量达10000吨左右。
大型PCB企业年消耗磷铜400-600吨,中型企业200-300吨。
广东地区一年需要PCB酸铜光亮剂达1000多吨。
仅磷铜和酸铜光亮剂年销售产值达到4-5亿元。
PCB生产中涉及的表面处理工艺有脱脂、去孔内壁沾污、活化处理、化学镀铜、直接电镀工艺、电镀铅锡合金、铜箔蚀刻、化学镀镍、金工艺等。
因此需要大量的电镀特殊化学品和普通的化学原材料,全部加起来达几十亿元人民币。
目前PCB行业使用的特殊化学品90%以上为国际大公司如著名的美国公司MacDermind,Shipley LeaRonal原德国公司Schering, schlotter等所垄断,(现LeaRona 为Shipley所兼并,Schering合并于Atotech,MacDermind兼并了英国Canning)。
国内仅少数几家研究所和电镀添加剂生产商的产品进入为数不多的小型PCB企业。
一方面是因为PCB生产对所有原材料的要求十分严格,另一方面是因为PCB的生产环节多,价值昂贵,出现质量问题后经济责任重大。
因此国内从事表面处理的研究所和电镀添加剂生产企业只有加大投入,引进专业高技术人才,添置专用仪器设备研究开发,才有可能进入PCB这个市场潜力巨大的行业。
4.1.1 传统的PCB的电镀印制线路板(指双面和多层)能形成工业规模生产,是得益于PCK公司在1963年专利发表的化学镀铜配方和Shipley公司于是1961年专利发表的胶体钯配方。
它们是使通孔镀得以成为自动线运行的基础,也是后来被广泛接受的制作PCB的基础工艺。
进入90年代以来,传统的以化学镀铜为主体的孔化(PTH)工艺受到多方面的压力和挑战。
一种连续高速选择镀银工艺:高速镀银工艺流程关键词:镀银,工艺作者:内容:2 高速镀银工艺目前,宁波华龙、常熟展华等几家公司的转轮式生产线正在使用乐思公司提供的电镀工艺和电镀添加剂。
其原理是使用专用磨具及软性材料,使需要电镀的部分裸露,遮盖不需要电镀的部分。
该模式适用于平面带状和翘曲度不大的簧片类连续线材电镀。
由于电力线分布均匀,镀层厚度也比较均匀,可做单面选镀,沉积速率可达到普通电镀沉积速率的10倍,由于高速镀是在高电流密度下实现的,因此与普通电镀的工艺条件有所不同。
目前加工材料以铁材、铜材为主。
一般高速镀银的工艺流程如下:电解除油一水洗—酸活化一水洗一预镀铜一水洗一预镀银一高速局部镀银一回收一水洗一反脱银一水洗一铜保护一水洗一吹风一烘干。
2.1电解除油采用高效、低泡、弱碱性、对基体材料腐蚀性小的除油剂HMC-02。
该除油剂是双组分电解去油液,其中固体组分A与液体组分B的质量浓度比为16:1,其特点是去油温度低、去油效率高、使用寿命长,阴极和阳极电解去油均可使用,适用于钢、铜和铜合金的表面处理。
阴极除油时,其质量浓度应控制在30~60 g/L(最佳为50 g/L左右);阳极除油时,其质量浓度控制在50~80 g/L(最佳为68 g/L左右)。
为确保工件的清洗质量,需维持除油液所需浓度。
定期进行分析,根据分析结果或工件清洗质量及时补加除油剂。
阴极除油时,其质量浓度不低于30 g/L,阳极除油时不低于44 g/L。
清洗液除油效果明显下降时,需倒掉旧液,换用新液。
2.2酸活化由于大部分基材为铜和铁,因此一般采用6%~10%的盐酸溶液即可除去其表面的氧化膜。
2.3预镀铜金属铜本身质地较软,因此预镀铜可以改善镀层间的结合力,同时也为后续工序提供了一个洁净、活性高的表面。
其工艺条件如下:CuCN l5~35 g/LKCN 25~55 g/L游离KCN 8~10 g/LJ k1~3 A/dm2θ50~60℃阳极电解铜2.4预镀银由于银韵电极较负,一般的金属会将银离子置换出来,这样的镀层结合力差,会导致在后续的芯片安装及金丝焊接过程中出现气泡。
表面贴装技术(Surfacd Mounting Technolegy简称SMT)是新一代电子组装技术,它将传统的电子元器件压缩成为体积只有几十分之一的器件,从而实现了电子产品组装的高密度、高可靠、小型化、低成本,以及生产的自动化。
这种小型化的元器件称为:SMY器件(或称SMC、片式器件)。
将元件装配到印刷(或其它基板)上的工艺方法称为SMT工艺。
相关的组装设备则称为SMT设备。
目前,先进的电子产品,特别是在计算机及通讯类电子产品,已普遍采用SMT技术。
国际上SMD器件产量逐年上升,而传统器件产量逐年下降,因此随着进间的推移,SMT技术将越来越普及。
SNT工艺及设备<1> 基本步骤:SMT工艺过程主要有三大基本操作步骤:涂布、贴装、焊接。
涂布—涂布是将焊膏(或固化胶)涂布到PCB板上。
涂布相关设备是:印刷机、点膏机。
—涂布相关设备是印刷机、点膏机。
—本公司可提供的涂布设备:精密丝网印刷机、管状多点立体精密印刷机。
贴装—贴装是将SMD器件贴装到PCB板上。
—相关设备贴片机。
—本公司可提供的贴装设备:全自动贴片机、手动贴片机。
回流焊:—回流焊是将组件板加温,使焊膏熔化而达到器件与PCB板焊盘之间电气连接。
—相关设备:回流焊炉。
—本公司可提供SMT回流焊设备。
<2> 其它步骤:在SMT组装工艺中还有其它步骤:清洗、检测、返修(这些工艺步骤在传统的波峰沓工艺中也采用):清洗—将焊接过程中的有害残留物清洗掉。
如果焊膏采用的是免清洗焊膏则本步骤可省去。
—相关设备气相型清洗机或水清洗机。
检测—对组件板的电气功能及焊点质量进行检查及测试。
—相关设备在线仪、X线焊点分析仪。
返修—如果组件在检测时发现有质量问题则需返修,即把有质量问题的SMD器件拆下并重行焊接。
—相关设备:修复机。
—本公司可提供修复机:型热风修复机。
<3>基本工艺流程及装备:开始--->涂布:用印刷机将焊膏或固化胶印刷PCB上贴装:将SMD器件贴到PCB板上---> 回流焊接?合格<--合格否<-检测清洗回流焊:进行回流焊接不合格<--波峰焊:采用波峰焊机进行焊接固化:将组件加热,使SMD器件固化在PCB板上返修:对组件板上不良器件拆除并重新焊接SMT相关知识对叠好的层板进行热压,要控制适当以免半固化片边多地渗出,热压过程中半固化片固化,使多层层板粘合后把多层板由夹具中取出,去除半固化片渗出的毛边。
电子元器件高速连续电镀设备及工艺介绍
随着电于信息技术的高速发展,近年来,电子元器件的需求量迅速增长,而且大多数的元器件都需要经过电镀处理。
从国际电子元器件产品的发展情况来看,七十年代主要以日本及欧美为主电子元器件的生产制造重心转移到了新加坡、台湾、香港等地区;然而进入九十年代后,其发展重心逐步转移向了中国大陆,大批外商在中国设厂。
他们在给我们带来市场的同时,也引入了许多先进的生产设备及工艺。
因此,国内电子元器件电镀的生产工艺近年来迅速向国际先进技术水平靠拢,其最突出的就是采用高速连续电镀自动生产线生产。
本文从电子元器件产品的电镀需求出发,对高速连续电镀线的特点、类型及电镀工艺条件作简单的介绍。
2 电子元器件电镀的特点及要求
2.1镀件尺寸小,批量大,要求采用低成本、高效率的电镀生产方式。
2.2镀层要求高
2.2.1电镀元器件一般为功能性镀层,有其特殊的可焊性、导电率等要求,最主要镀种为:Ag、Au、Sn/Pb、Ni等。
2.2.2许多元件对其电镀位置有严格的要求,要求局部电镀。
如SOT-23半导体塑封引线框架,其要求局部镀银的宽度范围为1.1±0.1mm。
2.2.3有些元件要求在同一零件的不同位置镀不同的镀层。
如:接插件需一端镀金,另一端镀锡铅;有些半导体引线框架局部镀镍、局部镀银等。
2.2.4电子元器件电镀中大量采用高速连续自动线来满足以上要求。
3 高速连续电镀自动线的特点
3.1镀速快、效率高
采用高速度镀液,可在高电流密度下电镀,如高速镀银,一般控制在60-100ASD,最高时可达到300ASD。
电镀线的镀速,一般可达到7—8m/min,对有些产品甚至
可达到20m/min。
3.2自动化程度高,产品质量稳定
由于自动化程度高,大大提高了生产效率,且大大减少人为因素对产品质量的影响,可24h连续生产、如宁波某电子有限公司目前有十多条电镀自动线,而操作工人每班仅需15人左右。
3.3适合各种电镀区域控制的要求,既可全镀,也可局部镀。
3.4符合环保控制要求
3.4.1废水量少:大量采用逆流漂洗技术,废水量小,甚至可以达到零排放。
3.4.2现场环境控制好,全密封,废气抽出车间外处理?车间内一般无跑、冒、滴、漏现象。
4 高速连续电镀设备介绍
目前国内已有100多余条各种类型的连续电镀生产自动线,大多数用于半导体塑封引线框架电镀及各种连接器电镀,以下仅就本人的了解作——些简单介绍:
4.1连续电镀设备的基本结构
4.1.1连续自动电镀设备一般由二部分组成,即传送装置及电镀槽系统。
4.1.2电镀槽系统一般都是采用子母槽结构:将母槽的药水由泵抽到子槽,在子槽中对工件完成电镀、清洗等各工序,镀液再从子槽流回母槽。
如此周而复始,保证电镀过程的连续进行。
4.1.3根据工件要求的不同,在子槽中采用各种类型的电镀位置(区域)控制机构,如此也就派生出各种类型的连续电镀设备。
4.2高速连续电镀设备的类型
根据工件类型可分为“卷对卷”式和“片对片”式,根据电镀位置控制方法的不同,又可分为浸镀、轮镀、压板式喷镀等类型。
4.2.1卷对卷式连续全浸镀生产线
这是连续电镀中最简单、最基础的一种生产线,只需将镀液从母槽中抽到子槽上,让工件连
续经过各道子槽工序(丁件在子槽中被镀液全淹没),最后洗净、烘干,就得到了连续镀的成品。
此种电镀被广泛用于铜带镀银、镀镍、镀锡铅,铜丝镀金、镀银,半导体引线框架全镀银、全镀镍及接插件全镀锡铅等。
4.2.2卷对卷式连续局部浸镀生产线
此种设备基本原理与前面的全浸镀生产线差不多,只是有的工序采用液面控制方法进行局部电镀(上半部分不镀),
这种设备常用来镀半导体引线框架的局部镀银、局部镀镍,也用来镀接插件的一端镀金,一端镀锡铅等。
4.2.3卷对卷式连续轮镀(喷镀)自动线
此种喷镀线是为满足产品单面局部镀而设计,镀件的一个面贴于喷镀轮上,另一面被掩膜带压住,工件随喷镀轮的转动同步移动,而镀液由泵从特定方向喷射到未被屏蔽的工件表面上,这样这部分表面就被镀上所需的镀层,而被掩膜及喷轮压住的部分则未未镀上。
此种设备被广泛用于IC、SOT塑封引线框架的局部镀银,也用于接插件的局部镀金。
4.2.4卷对卷压板式喷镀自动线
此种电镀线是间歇式喷镀与连续镀的组合,在压板喷镀单元的前后有缓冲装置,使整条电镀线的生产仍是连续不间断的。
其局部电镀的基本原理是:一段工件被送入约60cm长的压板喷镀模具中,并定位,然后工件被上模板压紧,同时启动液泵,将镀液高速喷射到工件表面上(在需电镀区模板上有开口),约几秒到十多秒后工件达到所需镀层厚度,然后泵停,松模,镀好的工件被拉前移,下一段工件同时进入喷模,然后重复前面的动作,如此周而复始,达到产品局部单面镀的目的。
此种设备最常用于IC塑封引线框架的局部镀银。
4.2.5片式局部喷镀自动线
以上介绍均为卷式连续电镀。
但有些电子元件是片式的。
如多腿数的IC框架,用卷式电镀易变形,一般是先冲制成片式,再局部单面镀银。
此种设备国内较少,其电镀基本原
理与压板式喷镀相近,只是传送机构上有所不同。
此种设备有十二通道,可同时镀十二中不同规格的1C框架。
4.2.6 片式连续全浸镀自动生产线
这种线体的电镀原理同卷对卷式全浸镀差不多,只是传送装置不同。
此种设备一般为环形线,多用于IC塑封框架的高速镀锡铅,并带有自动上片,自动收片装置,适于镀层一致性要求高的情况下使用。
宁波某公司利用此原理自制了一条手工上下挂的连续全镀镍片式框架生产线,产品质量及成品率比原手工挂镀时有了大幅度提高。
5 高速连续电镀自动线的工艺条件
5.1工艺流程
不同产品对镀层要求不同,其工艺流程排布也有所不同,不过过程基本一致,都需经过除油、活化、电镀、清洗、烘干等工序,下面举例说明。
5.1.1 IC塑封引线框架电镀工艺流程
上料→电解去油→水洗→酸活化→水洗→预镀铜一水洗→预浸(镀)银→水洗→局部镀银→回收→水洗→退镀银→水洗→防变色剂→水洗→高纯水洗→吹风→烘干→下料。
5.1.2接插件电镀工艺流程
上料→电解去油→水洗→酸活化→水洗→镀镍→水洗→局部镀金→水洗→活化→局部镀锡铅→水洗→中和→水洗→纯水洗→吹风→烘干→下料。
5.2目前国内常用的高速电镀液工艺条件
高速电镀液主要由国外供应商提供,不过国内基本可买到,以下介绍几种常用的高速镀液工艺条件。
5.2.1高速镀银
主要供应商:
①SHIPLEY公司的Silverjet220(SE)
②ENGELHARD-CLAL公司的K980
③OMI公司的SilvrexJS-5
镀液成分及操作条件为(Silverjet220(SE): Ag 50~100g/L
KCN(游离) 0.5~3g/L
pH 9—9.5
t 60—70℃
Dk 50~200A/dm2
5.2.2镀金
主要供应商:
①ENGELHARD-CLAL公司的ENGOLD2010C(HS)
②SHIPLEY公司的Auronal GC
镀液成分及操作条件为(ENGOLD2010C(HS)):
A,l 6-10g/L
Co 0.7—1.1 g/L
pH 4.2~4.9
t 30-60℃
Dk 1-6A/dm2
5.2.3镀锡铅
a.光亮锡铅(90/10)镀液
主要供应商:
①SHIPLEY公司的SolderonBHT-90
②ENGELHARD-CLAL公司的CN-494BR-21
③Schloetter公司的SLOTOLETGB40
④1SHIHARA公司的FH—50
⑤OMI公司的STANNOSTARHMB
镀液成分及操作条件为(SolderonBHT-90):
Sn 45-80g/L
Pb
Soldeton HC酸165-235m1/L
t 20-40℃
Dk 5—25M/dm2
b.暗锡铅(90/10)镀液
主要供应商:
①SHIPLEY公司的Solderon SC
②Schlotter公司的KB30
③ISHZHARA公司的MH-1K
镍液成分及操作条件为(Solderon SC):
Sn 50~70g/L
Pb 5~7g/L。
Soldern HC酸 165~235ml/L
t 20-60℃
Dk 15-30A/dm2
6 总结
6.1近年来,国内电子元器件业发展迅速。
有望成为国际上最大的电子元器件生产基地。
因此,国内对于高速连续电镀线的需求市场会逐渐增大,但至今国内尚无电镀设备厂能开发生产此设备,基本上是由电镀生产企业自己在引进国外设备的基础上,对其进行消化吸收,然后仿制。
因此,国内电镀设备制造企业有必要在这方面加强开发投入。
6.2目前各企业所用的高速电镀的药剂及添加剂基本上都靠进口,国内产品尚有较大的差距,但价格差别也很大,开发高性能的高速电镀配套产品应有很大的市场潜力-
6.3电子元器件高速电镀在国内尚属较新的技术,国内同行间必须要加强技术交流,以促
进我国电子电镀技术水平的提高。
6.4以上是本人对电子元器件高速连续电镀方面的—些认识,由于本人水平有限,此文权当抛砖引玉,文中有诸多不足之处,敬请同行专家指正。