成形砂轮修整技术研究现状
- 格式:pdf
- 大小:432.82 KB
- 文档页数:4
砂轮修整技术的研究及运用摘要:砂轮修整器的修整质量是影响无心磨床加工精度的一个主要因素,本文针对当前无心磨床的砂轮修整问题,详细例举了四种修整方法,并进行了对比分析,分别概述了其优缺点及运用条件。
关键词:砂轮修整;单点修整;金刚滚轮成形修整随着机床行业不断发展,砂轮修整方式呈现出多元化趋势。
无锡机床股份有限公司作为国内同行业中的主导企业,多年来一直从事无心磨削成形与修整的研究。
砂轮修整是无心磨床的关键点之一,选择合适的修整方式,对机床加工精度起着重要作用。
砂轮修整与成形状态,不仅能决定最终成品的精度,而且对机床性能有着重大影响。
本文就结合我司几个磨削实例,介绍无心磨床砂轮成形的几种修整方法。
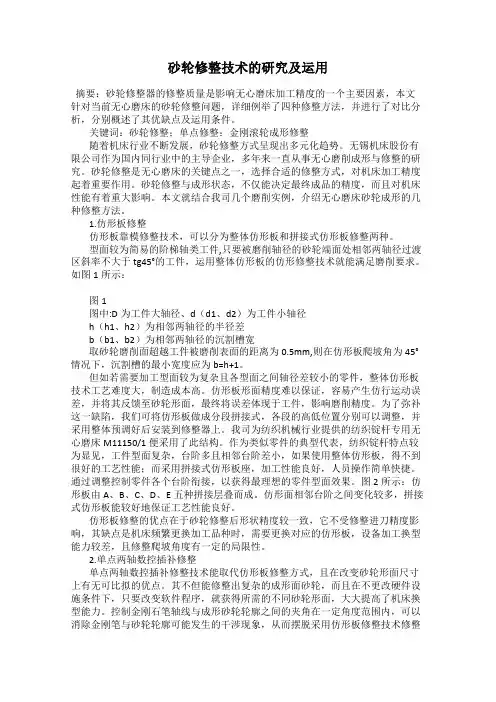
1.仿形板修整仿形板靠模修整技术,可以分为整体仿形板和拼接式仿形板修整两种。
型面较为简易的阶梯轴类工件,只要被磨削轴径的砂轮端面处相邻两轴径过渡区斜率不大于tg45°的工件,运用整体仿形板的仿形修整技术就能满足磨削要求。
如图1所示:图1图中:D为工件大轴径、d(d1、d2)为工件小轴径h(h1、h2)为相邻两轴径的半径差b(b1、b2)为相邻两轴径的沉割槽宽取砂轮磨削面超越工件被磨削表面的距离为0.5mm,则在仿形板爬坡角为45°情况下,沉割槽的最小宽度应为b=h+1。
但如若需要加工型面较为复杂且各型面之间轴径差较小的零件,整体仿形板技术工艺难度大,制造成本高。
仿形板形面精度难以保证,容易产生仿行运动误差,并将其反馈至砂轮形面,最终将误差体现于工件,影响磨削精度。
为了弥补这一缺陷,我们可将仿形板做成分段拼接式,各段的高低位置分别可以调整,并采用整体预调好后安装到修整器上。
我司为纺织机械行业提供的纺织锭杆专用无心磨床M11150/1便采用了此结构。
作为类似零件的典型代表,纺织锭杆特点较为显见,工件型面复杂,台阶多且相邻台阶差小,如果使用整体仿形板,得不到很好的工艺性能;而采用拼接式仿形板座,加工性能良好,人员操作简单快捷。

砂轮修整技术综述作者:朱羽辰来源:《山东工业技术》2016年第09期摘要:本文对砂轮修整技术领域的技术发展进行了梳理,描述了砂轮修整技术由手工到设备、由通用到专用的技术演进路线,对我国国内砂轮修整技术的发展进行了思考和展望。
关键词:砂轮;修整;技术DOI:10.16640/ki.37-1222/t.2016.09.0501 砂轮修整技术的国外发展1.1 砂轮修整设备初态砂轮修整是在砂轮工作一段时间后对砂轮外形、粗糙度进行的改善,使其适于继续工作的工艺技术。
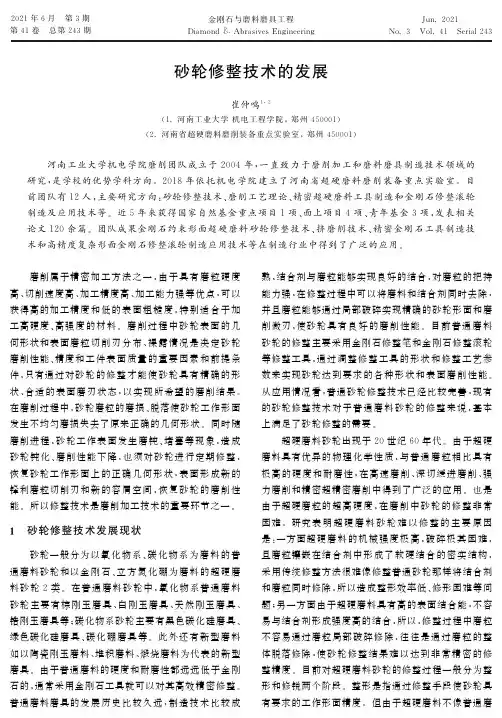
1906年4月23日法国人申请的专利,图1所示,显示砂轮修整器具的最初形态均为棒状,端部为金刚石打磨头,由工人手工控制方向及力度对砂轮进行修整[1],此后主要改进方向在于端部将金刚石嵌入等。
1.2 砂轮修整设备发展由于不满足于手持修整器带来的不便,开始为棒状的修整器设计底座。
1919年5月3日的美国专利,图2所示,该设备使得金刚石磨头位置可以进行横向或旋转调节使磨头可产生不同的偏心角度[2];1933年5月8日,美国申请将金刚石磨头的方向调整装置作了一定改进,使其体积减小,更加轻巧[3]。
1939年4月10日,美国申请给出了一种可同时修整砂轮侧面及圆周面的修整装置,使得修整装置更加多功能化[4];此后,英国申请给出了一种修整砂轮角度的修整装置,这使得砂轮的修整不再局限于其表面粗糙度的修整,更随着砂轮形状的多样化变得更具有专一性[5]。
在砂轮修整器具专一化的同时,集成化也在悄悄进行,英国的申请将砂轮修磨装置设计成了可修磨不同种类不同样式砂轮的装置。
1.3 砂轮修整设备成熟多功能的砂轮修整装置不断改进,1969年6月27日,英国申请给出了一种砂轮修整器,图3所示,其发展已相当成熟,且一直被沿用至今[5]。
随着带角度的砂轮的使用不断增长,角度砂轮修磨装置也在不断改进,1984年5月15日,美国申请给出了一种角度砂轮修磨装置,图4所示,可以认为,它已经是今天所使用的砂轮角度修磨器的最初成熟状态[6]。
中国砂轮片行业市场现状及产量分析砂轮片是磨削加工中最主要的一类磨具。
砂轮片是在磨料中加入结合剂,经压坯、干燥和焙烧而制成的多孔体。
由于磨料、结合剂及制造工艺不同,砂轮片的特性差别很大,因此对磨削的加工质量、生产率和经济性有着重要影响。
砂轮片的特性主要是由磨料、粒度、结合剂、硬度、组织、形状和尺寸等因素决定。
按形状可分为平形砂轮、斜边砂轮、筒形砂轮、杯形砂轮、碟形砂轮等;按结合剂可分为陶瓷砂轮、树脂砂轮、橡胶砂轮、金属砂轮等。
砂轮的特性参数主要有磨料、粘度、硬度、结合剂、形状、尺寸等。
砂轮是磨料磨具行业的重要部分,磨料模具行业在机械生产中的地位越来越重,砂轮有着不可或缺的作用。
随着科学技术的发展,新型材料不断增长,机械加工向高质量、高精度、高效率、自动化方向的不断发展,陶瓷结合剂金刚石砂轮的应用范围越来越广,用量不断增加。
陶瓷结合剂金刚石砂轮有高强度,耐热性能好,切削锋利,磨削效率高,磨削过程中不易发热和堵塞,热膨胀量小,易控制加工精度。
同树脂结合剂金刚石砂轮相比,它解决了树脂金刚石砂轮的低寿命,磨削效率低,磨具本身在磨削过程中易变形的问题。
我国的砂轮片行业起步较晚、发展历史较短,行业整体实力尚显不足。
主要表现在以下几个方面:行业内大型企业数量较少,产业集中度偏低;大部分企业自主研发能力、产品创新能力偏弱,产品同质化现象明显;资金实力不足,生产技术、设备、工艺的改造和升级速度偏慢,造成产品结构较为单一,不能很好与实际的市场需求相匹配。
近年来,我国砂轮片市场对高品质、高性能的中高端砂轮片的市场需求十分旺盛。
但目前国内仅有少数几家行业龙头企业具备相应产品的供货能力,产品供不应求。
在良好的市场环境下,行业整体实力的不足限制了国产产品市场份额及市场竞争力的进一步提升。
据博思数据发布的《2016-2022年中国砂轮片行业现状分析及投资建议研究报告》,目前,河北、浙江、广东、河南等省份是固结磨具产品的生产大省。
CBN砂轮的修整方法及其应用1 引言CBN砂轮以其优良的磨削性能和磨削表面质量在高速、超高速磨削、难加工材料的高性能磨削、高效成型磨削等加工领域获得了广泛应用。
在磨削过程中,由于磨削力和磨削区域高温、粘附等作用,砂轮工作表面的磨粒会逐渐钝化;同时,砂轮工作表面的磨粒会因不均匀磨损而失去正确的原始几何形状;此外,由于高速磨削的磨屑非常细小,很容易堵塞砂轮工作表面空隙。
为使CBN砂轮始终保持良好的磨削状态,在磨削过程中必须对砂轮进行修整。
CBN砂轮的整形、修锐技术是CBN砂轮应用领域一个相当重要的研究课题。
CBN砂轮的修整可分为整形和修锐两个步骤。
整形是通过改变砂轮的宏观形状,使砂轮达到要求的几何形状和尺寸精度,并使磨粒尖端微细破碎形成锋利的磨刃;修锐则是通过去除砂轮磨粒间的结合剂,使磨粒凸出结合剂表面,形成必要的容屑空间,使砂轮具有最佳磨削能力。
根据具体情况,整形和修锐可统一进行或同时完成,也可分步进行。
2 CBN砂轮的整形方法CBN砂轮的整形方法较多,常用的有车削整形法、滚压整形法、磨削整形法、电加工整形法等,近年来又出现了激光整形法。
1.车削整形法车削法是采用单颗粒金刚石笔、粉末冶金金刚石笔或金刚石修整片等整形工具车削砂轮,以达到整形目的。
1.单颗粒金刚石笔整形单颗粒金刚石笔具有极高硬度和良好的耐磨性,因此常用于陶瓷结合剂或树脂结合剂CBN砂轮的修整。
金刚石笔的尖端由于受到热和力的集中连续作用,磨损剧烈,因此修整时应通过合理供给冷却液进行充分冷却。
采用单颗粒金刚石笔修整陶瓷结合剂CBN砂轮后,砂轮表面状态不易达到磨削加工要求,容屑空间较小,切削刃较宽,磨削刃不锋利,若直接用于磨削,初期磨削力和磨削温度均较大,容易出现磨削烧伤和振纹,因此必须用油石对修整后的砂轮表面进行合理修锐。
2.金刚石片状修整器整形采用粉末冶金方法将小粒度金刚石颗粒固结在硬质合金基体上,制成片状修整器。
用金刚石片状修整器修整CBN砂轮的优点是费用较低,且片状修整器磨损后性能变化不大,整形时可以采用较大的修整进给量而不会增大修整后砂轮的表面粗糙度。
数控成形磨齿机砂轮修整技术数控成形砂轮磨齿机广泛应用于航空航天、船舶、风电、核电、军工等重型机械传动行业精密齿轮磨削,尤其适合大模数、少齿数齿轮精密磨削。
成形砂轮磨齿机磨削齿轮是将砂轮截形修整成与齿轮齿槽相适应的形状,通过往复磨削获得精确齿廓。
数控成形砂轮磨齿机的最大优势在于数控砂轮修整器,配备相应的软件后可以磨制各种齿形修缘、齿根圆角过渡曲线、鼓形齿、各种特殊齿形、摆线齿、圆弧齿和花键等。
数控成形砂轮磨齿机采用成形法磨削,砂轮截形精度是关键,这取决于截形计算精度及砂轮修整精度。
国内外磨齿机制造商对成形砂轮修整技术进行了深入研究,开发了不同的砂轮修整装置,以此保证砂轮的修整精度,提高齿轮磨削精度。
本文介绍了数控成形砂轮磨齿机砂轮修整技术方面的进展和现有的数控砂轮修整装置及修整技术,并对如何获得高的廓形精度进行了讨论。
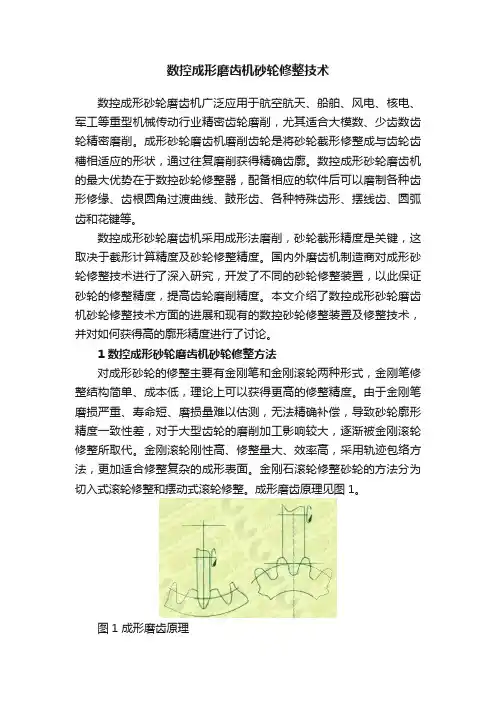
1 数控成形砂轮磨齿机砂轮修整方法对成形砂轮的修整主要有金刚笔和金刚滚轮两种形式,金刚笔修整结构简单、成本低,理论上可以获得更高的修整精度。
由于金刚笔磨损严重、寿命短、磨损量难以估测,无法精确补偿,导致砂轮廓形精度一致性差,对于大型齿轮的磨削加工影响较大,逐渐被金刚滚轮修整所取代。
金刚滚轮刚性高、修整量大、效率高,采用轨迹包络方法,更加适合修整复杂的成形表面。
金刚石滚轮修整砂轮的方法分为切入式滚轮修整和摆动式滚轮修整。
成形磨齿原理见图1。
图1 成形磨齿原理图2 切入式修整原理(1) 切入式滚轮修整采用切入式滚轮修整时,金刚石滚轮在修整电机驱动下高速旋转,沿砂轮径向做切入运动,为了修整成形表面,金刚滚轮和砂轮沿轴向相对运动。
如图2所示,修整成形砂轮时,修整滚轮和砂轮以一定的线速比绕自身回转中心回转。
砂轮沿自身轴线(Y轴)方向往复运动,修整滚轮沿自身径向(W轴)方向,以一定的比例关系跟随砂轮轴向运动。
Y轴和W轴插补走圆弧或直线,金刚滚轮R圆弧圆心走砂轮廓形等距线(见图3)。
利用滚轮和砂轮的接触点包络出砂轮截形。
砂轮修整岗位的工作总结
砂轮修整岗位是制造业中非常重要的一环,它直接影响着产品的质量和生产效率。
在这个岗位上工作需要具备一定的技术和经验,同时也需要有耐心和细心的工作态度。
下面就让我们来总结一下砂轮修整岗位的工作内容和要点。
首先,砂轮修整岗位的工作内容主要包括砂轮的安装、调整和修整。
在砂轮安
装时,需要根据产品的要求选择合适的砂轮,并确保安装牢固,以免在工作过程中出现脱落或者偏移的情况。
调整砂轮则是根据产品的加工要求,对砂轮的转速、进给速度等参数进行调整,以保证产品加工的精度和表面质量。
而砂轮修整则是对砂轮进行修磨,以保持其加工性能和使用寿命。
其次,砂轮修整岗位的工作要点在于细致和耐心。
砂轮是加工过程中的重要工具,其质量直接影响着产品的质量。
因此,在砂轮修整岗位工作时,需要对砂轮进行仔细的检查和修整,确保其表面平整、无裂纹和损伤。
同时,也需要根据产品的加工要求,对砂轮的参数进行精确的调整,以保证产品加工的精度和表面质量。
最后,砂轮修整岗位的工作需要具备一定的技术和经验。
砂轮的安装、调整和
修整都需要一定的技术和操作经验,只有熟练掌握了这些技术和经验,才能够保证工作的质量和效率。
因此,对于新员工来说,需要在工作中不断学习和积累经验,提高自己的技术水平和工作能力。
总的来说,砂轮修整岗位是制造业中非常重要的一环,其工作内容和要点需要
工作人员具备一定的技术和经验,同时也需要有耐心和细心的工作态度。
只有这样,才能够保证产品加工的质量和生产效率。
齿轮成形磨削砂轮廓形优化研究丁国龙;张颂;赵大兴;赵迪;赵东雄【摘要】砂轮廓形优化对齿轮成形磨削精度和效率的影响至关重要。
从齿轮端面建立了完整齿廓数学模型,其中非渐开线过渡部分采用圆弧曲线,利用无瞬心包络法求解了磨削一个齿槽的完整砂轮廓形,推导了左右固定弦齿间点解析式。
调整了砂轮安装角以改变砂轮与工件的左右齿面的接触线形状和位置,使左右更对称;调整了固定弦齿间点在齿面上的位置,使之靠近分度圆,接触线分布集中,发散小。
基于线性加权和法建立了多目标优化模型,以磨削效率高、左右接触线对称、单齿接触线长度最短为优化目标,利用MATLAB 开发优化程序对砂轮廓形进行了优化。
通过实例计算验证了调整砂轮安装角和固定点位置对砂轮廓形优化的有效性。
%It is crucial that optimization of grinding wheel profile for the accuracy and efficiency of gear form grinding.A integrated mathematical model of tooth profile was established,which adopted circular curve as transition part of non-involute form of gear end-face,meanwhile,grinding wheel pro-file of a cogging was solved by non-instantaneous sectional envelope machining principle and analytic expression of constant intersectional point on chord tooth was derived.Adjusting grinding wheel set-ting angle to alter shape and position of contact line between grinding wheel and gear to make it more symmetrical;changing the position of fixed intersectional point on tooth surface to make sure it was close to pitch circle,thus the contact line was more centralized and low divergence.On the basis of u-sing linear weighted sum method to establish muti-goal optimization module,taking highly grinding efficiency,symmetrical contact line,shortest contact linelength of single tooth surface as optimization goal,the grinding wheel profile was optimized depend on programme developed on MATLAB.Finally, the effectiveness of adjusting grinding wheel setting angle and fixed point position was manifested through example's analyses.【期刊名称】《中国机械工程》【年(卷),期】2015(000)006【总页数】7页(P743-748,755)【关键词】成形磨削;修形;砂轮廓形;接触线;优化设计【作者】丁国龙;张颂;赵大兴;赵迪;赵东雄【作者单位】湖北工业大学,武汉,430068;湖北工业大学,武汉,430068;湖北工业大学,武汉,430068;湖北工业大学,武汉,430068;湖北工业大学,武汉,430068【正文语种】中文【中图分类】TG61砂轮廓形是由空间接触线在砂轮坐标系下绕砂轮轴线旋转而得到的回转曲面,不仅决定着被磨削齿轮的齿形精度,同时也影响磨齿加工效率。
砂轮行业现状及趋势砂轮作为金属材料加工过程中不可或缺的工具,在各个行业都发挥着重要作用。
本文将介绍砂轮行业的现状及未来的发展趋势。
一、砂轮行业的现状目前,全球砂轮市场呈现出稳步增长的态势。
随着各行业的不断发展,对砂轮的需求量也越来越大。
据市场调研数据显示,砂轮行业市场规模已逐年扩大,并且呈现出增长趋势。
1.1 行业发展背景随着工业技术的不断进步和更新换代,金属加工技术也在不断提高。
砂轮作为一种重要的工具,在各个行业中得到广泛应用。
特别是在汽车、航空、机械制造等行业,对砂轮的需求量更是迅猛增长。
这些行业的发展为砂轮行业提供了巨大的市场空间。
1.2 行业现状分析目前,砂轮行业的竞争相对激烈。
在市场中存在着大量的砂轮生产企业,产品的质量和价格差异较大。
同时,一些大型制造企业也开始自主研发生产砂轮,使得市场竞争更加激烈。
在这种竞争环境下,企业需要不断提升产品技术含量和品牌影响力,才能在市场中立于不败之地。
二、砂轮行业的趋势未来,砂轮行业将呈现出以下几个发展趋势。
2.1 技术升级随着科技的进步,砂轮行业也将迎来技术的飞速发展。
一方面,新材料的应用将提高砂轮的耐磨性和切削效率;另一方面,自动化和智能化的生产设备将大幅提升砂轮生产的效率和质量。
2.2 砂轮消费升级目前,砂轮的主要消费群体为工业企业和个体工匠。
未来,随着人们对生活品质的不断追求,家庭和个人用户的砂轮需求也将逐渐增加。
例如,DIY、艺术品制作等领域的发展将推动砂轮消费的升级。
2.3 砂轮环保化在环境保护意识日益增强的背景下,砂轮行业也将朝着环保化的方向发展。
减少有害物质的使用、改善生产工艺、提高废料回收利用率等将成为砂轮行业的发展趋势。
2.4 砂轮国际化随着全球经济一体化的进程,砂轮行业也将朝着国际化的方向发展。
企业将加强与国外企业的合作,提升产品的国际竞争力。
同时,国内一些著名砂轮企业也将加大海外市场的拓展力度。
三、结语通过对砂轮行业现状及趋势的分析,可以看出该行业正处于稳步增长的阶段,并且未来有望迎来更好的发展。
成形砂轮修整对18CrNiMo7-6钢磨削表面完整性的影响*郜 伟1, 李梦琪1, 殷会鹏2, 张银霞1, 刘治华1(1. 郑州大学 机械与动力工程学院, 郑州 450001)(2. 郑州大学 河南省资源与材料工业技术研究院, 郑州 450001)摘要 为了探究修整切深a d 、轴向进给速度f d 和修整速比q d 等修整工艺参数对18CrNiMo7-6齿轮钢磨削表面完整性的影响,分别采用树脂结合剂金刚石碟轮、青铜结合剂金刚石碟轮和单颗粒金刚石笔3种修整工具对陶瓷结合剂铬刚玉砂轮进行成形修整工艺正交试验,并用修整后的铬刚玉砂轮对18CrNiMo7-6齿轮钢进行横磨试验。
结果表明:随着各修整工艺参数的增大,齿轮钢磨削加工表面粗糙度R a 增大,磨削表面更容易产生残余压应力;通过归一化无量纲方法综合评价3种修整工具的磨削表面完整性,表明采用青铜结合剂金刚石碟轮修整时的磨削表面完整性优于其余2种修整工具的,且当a d =4 μm ,f d =100 mm/min ,q d =0.3时齿轮钢,磨削表面的完整性较优。
关键词 成形砂轮修整;金刚石碟轮;表面完整性;18CrNiMo7-6齿轮钢;正交试验中图分类号 TG74;TG580.1 + 3 文献标志码 A 文章编号 1006-852X(2023)05-0632-08DOI 码 10.13394/ki.jgszz.2022.0170收稿日期 2022-10-11 修回日期 2022-11-09数控成形磨削加工具有数字化、高柔性化、高精度加工、高效率等特点,是提高工件形面精度和表面质量的合理、有效的加工方式[1]。
成形砂轮修整是成形磨削的关键技术之一,与一般砂轮的修整不同,其不仅要保证修去砂轮工作表面已磨损的部分,以恢复砂轮的磨削性能,还需要保证砂轮外圆被修整成与复杂工件轮廓相吻合的形状,从而实现复杂轮廓的磨削。
因此,研究成形砂轮修整是精密、超精密加工技术的重中之重[2]。
砂轮修整系统的运动性能分析与优化设计引言:砂轮修整系统是一种常见的工业设备,广泛应用于各类机械加工中。
它通过修整砂轮来提高其加工效果和使用寿命,从而提高加工质量和效率。
本文就砂轮修整系统的运动性能进行了详细的分析与优化设计,旨在探索如何提高其性能,提升工业生产效益。
一、砂轮修整系统的工作原理砂轮修整系统主要由修整头、修整轴、主轴、控制系统等组成。
其工作原理是通过修整头的高速旋转,产生一定的磨削力,对砂轮进行修整。
修整头通常采用钢材制成,其表面有一定的砂浆,用来磨削砂轮表面。
修整轴与主轴通过一定的传动装置相连,使得修整头能够与砂轮形成一定的相对运动。
控制系统用来控制修整过程的时间、修整轴的转速等参数,以确保修整效果的稳定性和精度。
二、砂轮修整系统的运动性能分析1. 修整头的材料选择与设计:修整头的材料选择直接影响着修整系统的性能。
一方面,修整头需要具备一定的硬度和耐磨性,以保证其使用寿命。
另一方面,修整头的强度和刚度也需要充分考虑,以抵御高速旋转时的离心力和冲击力。
因此,设计合适的材料和结构对于提高修整头的性能至关重要。
2. 修整轴与主轴的传动系统设计:修整轴与主轴的传动系统设计对于修整头的旋转速度和稳定性有着重要的影响。
传统的传动系统多采用皮带传动或齿轮传动,但其存在传动损耗大、噪音大等问题。
近年来,随着电机技术的不断发展,采用直接驱动的电动传动系统逐渐成为一种新的选择。
该系统通过电机直接驱动修整轴,减小了传动损失,提高了传动效率和系统的稳定性。
3. 控制系统的优化设计:控制系统是砂轮修整系统的关键部分,它对修整过程的时间和修整轴的转速进行控制,直接决定了修整效果的稳定性和精度。
在优化设计中,需要考虑如何提高控制系统的响应速度、精确度和稳定性。
可以借助先进的传感器技术,实时监测砂轮的磨损情况,并根据实际情况进行自动调整。
同时,采用先进的控制算法和优化策略,提高系统的自适应能力和修整效果。
三、砂轮修整系统的性能优化设计通过分析砂轮修整系统的运动性能,我们可以得到以下一些优化设计的思路:1. 优化修整头的材料和结构,提高其硬度、耐磨性和刚度,延长使用寿命;2. 采用电动传动系统,减小传动损失,提高传动效率和系统的稳定性;3. 引入先进的传感器技术,实时监测砂轮的磨损情况,实现自动调整修整参数;4. 运用先进的控制算法和优化策略,提高系统的自适应能力和修整效果。