变速器装配工艺卡PPT课件
- 格式:ppt
- 大小:1.33 MB
- 文档页数:7

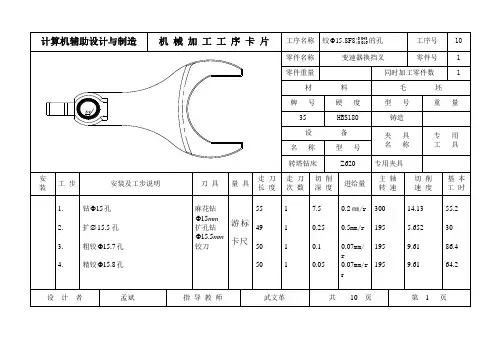
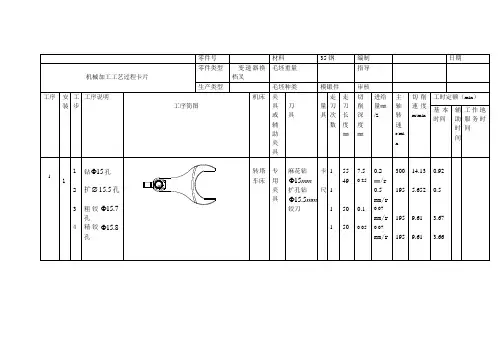
计算机辅助设计与制造机械加工工序卡片工序名称铰043.0016.08F8.15++Φ的孔工序号10零件名称变速器换挡叉零件号 1零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号转塔钻床Z620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1.2.3.4.钻15Φ孔扩∅15.5孔粗铰15.7Φ孔精铰15.8Φ孔麻花钻15mmΦ扩孔钻15.5mmΦ铰刀游标卡尺5549505011117.50.250.10.050.2㎜/r0.5mm/r0.07mm/r0.07mm/rr30019519519514.135.6529.619.6155.23086.464.2 设计者孟斌指导教师武文革共10 页第 1 页计算机辅助设计与制造机械加工工序卡片工序名称粗铣叉口19 5.9⨯两内侧面工序号10零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时粗铣叉口19 5.9⨯两内侧面硬质合金立铣刀游标卡尺卡板50 1 2mm 0.15mm 450r/min 56.52m/min 10 设计者孟斌指导教师武文革共10 页第 2 页计算机辅助设计与制造机械加工工序卡片工序名称粗铣16x56两侧面工序号30零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时粗铣16x56两侧面高速钢镶齿三面刃铣刀40mmΦ15β=︒游标卡尺卡板70 1 2mm 0.08mm/r 165r/min 20.7m/min 20设计者孟斌指导教师武文革共10 页第 3 页计算机辅助设计与制造机械加工工序卡片工序名称粗铣叉口前后两侧面工序号40零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时粗铣叉口前后两侧面高速钢镶齿三面刃铣刀225mmΦ15β=︒游标卡尺卡板55 1 2mm 0.08mm/r165r/min 26.7m/min60设计者孟斌指导教师武文革共10 页第 4 页计算机辅助设计与制造机械加工工序卡片工序名称切槽粗铣16.5x14.5面铣11x9.65铣16.5x42.9面工序号50零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1.2.3.4. 切槽粗铣16.5x14.5面铣11x9.65铣16.5x42.9面切槽刀高速钢镶齿三面刃铣刀40mmΦ15β=︒游标卡尺卡板55254055222222220.15mm/r0.08mm/r0.08mm/r0.05mm/r190r/min165r/min165r/min165r/min8.35m/min20.7m/min20.7m/min20.7m/min2471218设计者孟斌指导教师武文革共10 页第5 页计算机辅助设计与制造机械加工工序卡片工序名称精铣叉口两内侧面工序号60零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时精铣叉口两内侧面高速钢镶齿三面刃铣刀40mmΦ8β=︒游标卡尺卡板50 1 0.2mm 0.08mm/r 115r/min 14.4m/min20设计者孟斌指导教师武文革共10 页第6页计算机辅助设计与制造机械加工工序卡片工序名称精铣16x56两侧面工序号70零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时精铣16x56两侧面高速立铣刀游标卡尺卡板701mm 0.2mm 0.08mm/r/r115r/min 14.426设计者孟斌指导教师武文革共10 页第7 页计算机辅助设计与制造机械加工工序卡片工序名称精铣叉口前后两侧面工序号80零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时精铣叉口前后两侧面高速钢镶齿三面刃铣刀225mmΦ8β=︒游标卡尺卡板55 1 0.2mmm 0.08mm/r 29.5r/min 20.8m/min 74设计者孟斌指导教师武文革共10 页第8页计算机辅助设计与制造机械加工工序卡片工序名称精铣16.5x42.9面工序号90零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时精铣16.5x42.9面高速钢镶齿三面刃铣刀40mmΦ8β=︒游标卡尺卡板55 1 0.2 0.08mm/r 115r/min 14.4m/s 30设计者孟斌指导教师武文革共10 页第9 页计算机辅助设计与制造机械加工工序卡片工序名称攻螺纹M10x1-H7工序号100零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号钳工台专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时攻螺纹M10x1-H7 M10丝锥27 1 5 1.25mm/r 190r/s 5.97m/s 86设计者孟斌指导教师武文革共10 页第10 页。
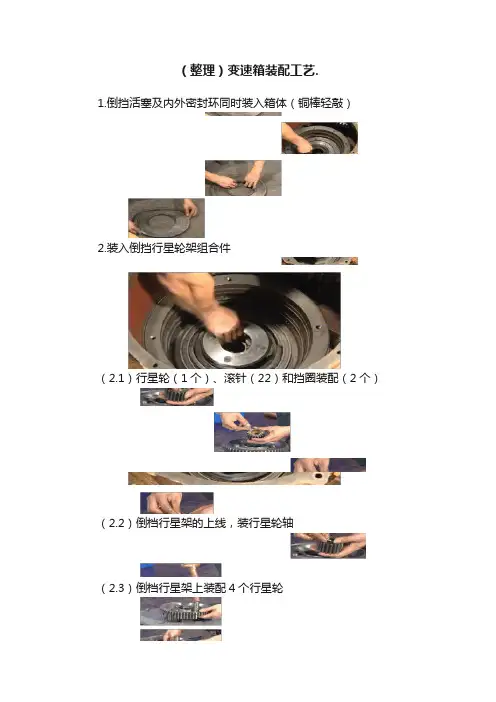
(整理)变速箱装配工艺.1.倒挡活塞及内外密封环同时装入箱体(铜棒轻敲)2.装入倒挡行星轮架组合件(2.1)行星轮(1个)、滚针(22)和挡圈装配(2个)(2.2)倒档行星架的上线,装行星轮轴(2.3)倒档行星架上装配4个行星轮(2.4)用垫片、螺栓紧固4根行星轮3.装入8张摩擦片(被、主动片各4片,被动片缺口对齐)、摩擦片隔离架,同时箱体侧面装入销子(固定隔离架)4.装入一档油缸体,测量中盖安装间隙,取出一档油缸5.装入一档小总成(太阳轮、内齿圈同时与倒挡行星轮啮合)(5.1)行星轮(1个)、滚针(22)和挡圈装配(2个)(5.2)一档行星架的上线,装入4个行星轮和轮轴(5.3)装入固定行星轮轴的止动盘(5.4)装倒挡齿圈,并用卡圈固定(5.5)装太阳轮(外圈与一档行星架紧配合,铜棒)(5.6)装直接档连接盘,并用螺栓紧固6.一档齿圈和5张摩擦片同时装入箱体(齿圈与一档行星轮啮合),然后装入剩余的3张摩擦片7.装入16根弹簧和16根销子和固定板(隔离架缺口处)8.装入一档油缸体和活塞体合件(铜棒轻敲活塞装入一档油缸体,固定板与油缸体缺口对齐)9.装入配对中盖,紧固8个中盖螺栓(140N.M)(中盖需要现场加工)10.翻转箱体90°,装入输出轴齿轮和输出轴11.装入后支撑轴承6312(铜棒),同时装入孔用挡圈12.翻转箱体-90°,调整轴承内圈与轴配合到位(铜棒)13.装入前输出滚子轴承92312(铜棒),孔用挡圈14.装入骨架油封(铜棒)15.吊装三轴总成(三轴输入端轴承与中盖的紧配合,敲击达到极限)(15.1)吊装中间输出齿轮,装入直接档油缸体(直接档油缸体上需敲入3支定位销)(15.2)在活塞上装入内外旋转油封,活塞体整体装入油缸体内(定位销对孔,铜棒轻敲到位)(15.3)在活塞上方装入盘行弹簧,装入轴用挡圈(15.4)安装输入轴直接档支撑轴承(42204),装入输入轴(铜棒)(15.5)在直接档油缸体上安装受压盘(铜棒)(15.6)安装12根螺栓并紧固(加固150N.M),并用铁丝加固16.清理后端盖,测量后端盖安装面到311轴承位的高度度与箱体的后端面到311轴承的的高度差,选择调整垫片17.清理箱体的后端面,装O行圈和旋转油封18.后端盖涂胶后装密封垫19.装后端盖并用螺栓固定20.翻转箱体90°21.装配2个吊环螺栓并旋紧22.装入进油口圆柱堵头(铜棒)和螺塞23.装后输出轴骨架油封(先图上润滑油,铜棒)24.装后输出轴法兰、o型圈、垫片和自锁螺母并锁紧螺母(450N.M)25.在箱体输入端的孔内装入挡圈,测量倒档行星轮组合件上110轴承端面到箱体上挡圈的间隙26.现场配对加工隔套27.吊装超越离合器总成,使超越离合器安装到极限位置(铜棒)(27.1)在超越离合器的内环凸轮上装入24根螺栓,放在专用的压板上(27.2)在超越离合器的内环凸轮外圈上转入隔离架,装上压盖(27.3)在隔离架的槽内装入24粒滚柱(27.4)吊装外环齿轮上线,并将凸轮组件装入外环齿轮(27.5)测量压盖的三个卡爪与隔离架的间隙,装入3个弹簧(27.6)内孔装入孔用挡圈,并装入中间输入轴(铜棒)(27.7)装入24粒螺母紧固中间输入轴和内环凸轮(27.8)翻转超越离合器180°,装入中间隔套和轴承28.清理箱体变速操纵阀的安装面,涂胶装密封垫29.安装变速分配阀,并紧固13个螺栓(先中间后两边)30.清理变速箱、变矩器安装面,测量超越离合器上211轴承端面到箱体端面高度与变矩器壳体安装面到211轴承安装位端面的高度之间的差值,选择调整垫片31.测量变矩器一级输出齿轮311轴承端面到变矩器壳体端面的高度与变速箱上轴承的支撑端面到变速箱壳体端面高度的差值,选择调整垫片32.装入2个定位销(铜棒),涂胶并装入密封垫33.在各座孔内和轴承上涂机油,吊装变矩器与变速箱合箱(铜棒),装入29个螺栓,紧固(33.1)测量二级涡轮到变矩器壳体二级输出齿轮轴承安装面高度与二级输入齿轮轴承面到花键端面的高度差(33.2)测量选取花键垫片,装配花键垫片;(33.3)安装二级输出齿轮旋转油封和二级输出齿轮(铜棒轻轻敲击到位)(33.4)安装一级输出齿轮旋转油封,安装8111轴承(33.5)安装一级输出齿轮(铜棒轻轻敲击到位)(33.6)安装转向泵齿轮和工作泵齿轮(铜棒敲击到位)34.安装转向泵箱体支撑位轴承(铜棒),安装工作泵箱体支撑位轴承(铜棒)35.清理变速泵箱体安装端面,涂胶安装密封垫36安装变速泵并紧固螺栓37.装订铭牌。

变速箱部件装配工艺变速箱部件装配工艺一、装配前的准备工作1、零件的清洗1)加工件的清洗,按照图纸清单,对照数目的要求逐一核实,并确认零件的外观质量,符合图纸要求2)各箱体与润滑油孔用煤油清洗,滚动轴承类标准件使用汽油清洗3)在各箱体清洗好后,将箱体内外漆防锈漆,箱体底部漆两遍2、按图纸设计要求的零件清单表去领取各标准件,核实清单数目,标准件的型号,外观处良好状态,并保持清洁3、零件的检测1)零件加工件的全尺寸检测,并记录好。
对重要的加工零件尺寸,必须满足图纸的尺寸公差要求,对装配的尺寸还要满足装配要求2)各箱体焊件剖分面的检测,及其安装轴承的中心线与其余轴承中心线在水平方向上平行度不大于0.03mm,在垂直方向上平行度不大于0.02mm4、装配过程中,使用的资料、工具、量具、冶具等的准备1)资料如:装配图纸零件图纸等2)量具如:水平仪游标卡尺直角尺带u 表的高度计塞尺等3)工具如:铜棒方块铝条各种钣手内六角等5、装配区域的5S准备二、变速箱部件主体装配1、在清洁好的标识装配处,将下箱体放置好,使用量具水平仪测量,并微调整使测量仪器上读数:在中间刻度线上。
2、将序号11、13、10、7代表的零件依次从输出轴细端侧放入,在如图位置侧;把序号17一双列圆锥滚子轴承,油脂润滑,并在与其相配合的轴的表面涂油,把轴承从输出轴细端侧放入,在对齐好后,使用铜棒轻轻地敲入,使之靠紧侧面的轴肩;将序号20键的工作面与轴上的键槽在对齐好后,使用铜棒轻轻地敲入,使其紧靠轴的键槽底部,并很平整;同样,把序号43一双列圆锥滚子轴承,油脂润滑,并在与其相配合的轴的表面涂油,把轴承从输出轴细端侧放入,在对齐好后,使用铜棒轻轻地敲入,并让轴承与轴肩距离5mm左右;3、把组装好后,并放置在下箱体对应的半圆形槽内,调整轴方向距离,用直角尺检测并使轴承与下箱体对应侧面平齐,用铜棒轻敲两侧,使轴两侧平整、平稳;用带u 表的高度计检测,并确认两轴承中心线与剖分面的不重合度不大于0.1mm4、把序号7放置好,使用螺钉固定拧紧,然后把序号10放置好,序号11、12、13放置好,使用内六角拧紧5、将序号14从轴细端侧放入,用铜棒轻轻地敲入,直到轴承靠紧,不动为止,用序号45固定压盖压好,同时把序号46、47放置好后拧紧;用塞尺检测并确认序号45固定压盖与下箱体接触面无缝隙;再检测确认两轴承中心线与剖分面的不重合度0.1mm以内6、在序号6中下箱体装配之前,把两圆锥销20直径,按图纸要求位置处,使用铜棒轻轻地敲入,但不高出中下箱体的下剖分面;(以下操作中注意吊车的使用,以及吊绳检测、使用方法)将两箱体相配合的剖分面均涂上密封胶,缓缓移动在两剖分面放好后,微调整,在两圆锥销与孔对齐好后,将圆锥销缓缓敲入,保证圆锥销在下箱体中长度为25mm左右;检测确认相配合箱体的边缘对齐,相互错位每边不大于2mm,再用0.05mm塞尺检测确认剖分面配合情况,以塞尺不通过剖分面宽度1/3为合格;7、把喷油管装好后,将序号57、58、59放置好,均匀用力拧紧;序号60、61、62把合螺栓放置好后,以预紧力拧紧,注意预紧力适宜8、轴序号5的装配。