NPTF螺纹检验方法
- 格式:doc
- 大小:791.50 KB
- 文档页数:4
N P T螺纹以及检测方法详解Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT一、目的:规范公司技术员,检验员,操作员对NPT螺纹的了解。
二、适用范围:适用于公司任何NPT螺纹类产品,参考资料为通用管螺纹和国家标准GB/T12716-2011。
三、目录1、NPT和NPTF介绍2、螺纹技术参数参数讲解3、NPT与NPTF加工工艺4、NPT和NPTF的检测方法四、内容:NPT和NPTF螺纹介绍NPT 是 National (American) Pipe Thread 的缩写,属於美国标准的 60 度锥管密封螺纹,用於北美地区,美国标准为13)通用管螺纹.国家标准可查阅GB/T12716-2011。
NPTF:美制干密封圆锥管螺。
NPTF = National PipeThread Fine称之为一般用途的锥管螺纹,这也是我们以前称之为的布氏锥螺纹。
NPTF螺纹称之为干密封式锥管螺纹,它连接密封的原理是在没有润滑剂或密封填料情况下完全依靠螺纹自身形成密封,设计意图是使内、外螺纹牙的侧面、牙顶和牙底同时接触,来达到密封的目的。
它们两者的牙型角、斜度等指标都是相同的,关键是牙顶和牙底的削平高度不一样,所以,量规的设计也是不一样的。
NPTF干密封管螺纹的牙形精度比NPT螺纹高,旋合时不用任何填料,完全依靠螺纹自身形成密封,螺纹间无任何密封介质。
干密封管螺纹规定有较为严格的公差,属精密型螺纹,仅用在特殊场合。
这种螺纹有较高的强度和良好的密封性,在具有薄截面的脆硬材料上采用此螺纹可以减少断裂现象。
NPTF内、外螺纹牙顶与牙底间没有间隙,是过盈配合,而NPT螺纹是过渡配合。
NPTF螺纹主要用于高温高压对密封要求严格的场所。
NPT内外螺纹均为圆锥,而NPTF外螺纹是圆锥,内螺纹则有圆锥、圆柱两种;NPT有右旋也有左旋,NPTF只有右旋一种旋向。
用NPTF丝锥在攻NPT螺纹是可以接受的,但是NPT丝锥不能用于NPTF螺纹,因为它生产的螺纹会漏气。
螺纹检验方法
螺纹是机械制造中常用的一种连接方式,因其具有良好的连接性能和可重复性,被广泛应用于各种机械设备中。
但是,由于螺纹的制造和加工难度较大,螺纹的质量问题也较为常见,因此需要采用一定的螺纹检验方法来保证其连接性能和可靠性。
常见的螺纹检验方法包括以下几种:
1.外观检验法:通过目视检查螺纹表面的形状、光洁度、损伤等情况,判断螺纹是否符合要求。
2.卡尺检验法:采用卡尺测量螺纹的尺寸,包括螺纹直径、螺距等参数,以判断螺纹是否符合规格要求。
3.环规检验法:采用环规测量螺纹的尺寸,包括螺纹外径、内径等参数,以判断螺纹是否符合规格要求。
4.插销检验法:采用插销插入螺纹内部,通过插销的适配性来判断螺纹内径是否符合要求。
5.影像测量法:采用影像传感器对螺纹进行测量,通过数字化处理得出螺纹尺寸和形状参数,以判断螺纹是否符合规格要求。
以上是常见的螺纹检验方法,不同的方法适用于不同的螺纹规格和实际情况,选择合适的检验方法可以提高螺纹的质量和可靠性,同时也可以保证机械设备的正常运行。
- 1 -。
npt螺纹检验标准
NPT螺纹检验标准。
NPT螺纹是一种常用的管螺纹,广泛应用于管道连接中。
为了确保NPT螺纹
的质量和可靠性,需要进行严格的检验。
本文将介绍NPT螺纹的检验标准,包括
检验方法、要求和注意事项。
首先,NPT螺纹的检验应该符合国家标准或行业标准的要求。
在进行检验时,
应该使用符合规定的检测设备和工具,确保检验结果的准确性和可靠性。
同时,检验人员应具备专业的技术知识和丰富的实践经验,能够熟练操作检测设备,并正确判断检验结果。
其次,NPT螺纹的检验包括外观检验和尺寸检验两个方面。
外观检验主要是检
查螺纹表面是否有裂纹、破损、氧化等缺陷,以及螺纹的形状是否符合要求。
尺寸检验则是通过测量螺纹的内外径、螺距等尺寸参数,来验证螺纹的几何尺寸是否符合标准要求。
在进行外观检验时,应该使用肉眼或增倍镜等设备,对螺纹表面进行仔细观察。
对于有色螺纹,还可以使用荧光检测剂来检查表面缺陷。
而在进行尺寸检验时,则需要使用千分尺、游标卡尺、螺纹规等专用工具,对螺纹的各项尺寸进行精确测量。
此外,NPT螺纹的检验还需要注意以下几点,首先,在进行检验前应该对检测
设备进行校准,确保其准确度和稳定性;其次,应该对待检螺纹进行清洁和除油处理,以确保检验结果的准确性;最后,在检验过程中应该及时记录检验结果,并对不合格品进行标记和处理。
总之,NPT螺纹的检验是确保其质量和可靠性的重要环节,只有严格按照标准
要求进行检验,才能保证螺纹连接的安全和可靠。
希望本文介绍的NPT螺纹检验
标准能对相关人员有所帮助,提高对NPT螺纹质量的认识和检验能力。
NPTF螺纹检验方法NPTF螺纹是一种圆锥内螺纹,主要用于管接头和螺纹接头之间的连接。
正确的NPTF螺纹尺寸和几何形状对于连接的紧密性和密封性至关重要。
因此,进行NPTF螺纹的检验是非常必要的。
本文将介绍NPTF螺纹的检验方法。
1.螺纹尺寸测量:首先要测量螺纹的尺寸。
常见的测量方法包括使用螺纹规和螺纹千分尺。
螺纹规是一种特殊的测量工具,具有精确的螺纹外径和内径尺寸,可以用来判断螺纹的尺寸是否符合标准要求。
螺纹千分尺是用来测量螺纹的高度,即螺纹的垂直距离。
通过对这两个尺寸的测量,可以判断螺纹的尺寸是否合格。
2.螺纹几何形状检验:除了尺寸外,螺纹的几何形状也是需要进行检验的。
螺纹的几何形状包括螺纹的倾斜度、圆度和平面度等。
这些形状对于螺纹的密封性和连接性能有着重要的影响。
常见的检验方法是使用螺纹测量仪器,如投影仪、光学测量仪和三坐标测量机等。
这些仪器可以测量螺纹的几何形状,并通过与标准要求进行比对,判断螺纹是否合格。
3.螺纹表面质量检验:螺纹表面的质量决定着螺纹的摩擦系数和密封性能。
因此,对螺纹的表面质量进行检验也是很重要的。
常见的检验方法包括目测、触摸和测量表面粗糙度等。
通过这些方法可以判断螺纹表面是否有明显的缺陷和瑕疵,以及粗糙度是否符合要求。
4.螺纹连接测试:螺纹连接的紧密性和密封性是螺纹的关键特性之一、因此,在进行螺纹检验时,还需要进行一些连接测试,以判断螺纹的连接性能。
常见的测试方法包括使用压力测试仪、液体检漏仪和力学性能测试机等。
这些测试方法可以模拟实际使用情况下的螺纹连接情况,通过测试结果可以判断螺纹的连接性能是否符合要求。
5.检验记录和报告:对于进行螺纹检验的结果需要进行记录和报告。
记录包括检验项目、方法、结果和操作人员等信息。
报告则是对检验结果进行总结和分析的文档。
通过记录和报告的方式,可以使得螺纹检验的结果更加可信和可靠。
总结起来,NPTF螺纹的检验方法主要包括螺纹尺寸测量、螺纹几何形状检验、螺纹表面质量检验、螺纹连接测试以及检验记录和报告等步骤。
NPTF NPSF解释This section lists the origin and coupling style found in each country. Brief descriptions and dimensional data follows each coupling style.NPT Pipe ThreadDash Size Nominal Size in. No. Threads perInchFemale Thread Male ThreadThread I.D. in. Thread O.D. in.-2 1/8 27 23/64 13/32-4 1/4 18 15/32 35/64-6 3/8 18 19/32 43/64-8 1/2 14 3/4 27/32 -12 3/4 14 61/64 1 1/16 -16 1 11 1/2 1 13/64 1 5/16 -20 1 1/4 11 1/2 1 17/32 1 43/64 -24 1 1/2 11 1/2 1 25/32 1 29/32 -32 2 11 1/2 2 1/4 2 3/8NPSF属于干密封燃油直管内螺纹,它没有外螺纹,主要用于软材料,可配合外螺纹NPTF(干封闭)使用。
以下为较常用之美制平行管螺纹用丝攻(NPSF)的规格。
NPSF1/16-27NPSF1/8-27NPSF1/4-18NPSF3/8-18NPSF1/2-14NPSF3/4-14NPSF1-11½美制螺纹它们的开头代号大多以N或是U两种为主,U开头的有UNC粗螺纹、UNF 细螺纹、UNEF特细螺纹此外还有(UNS,UN)等,以N开头的为管用螺纹有(NPT,NPTF,NPTR,NPTH,NPSC,NPSF,NPSM,NPSL,NGT)等。
对于在使用美制螺纹时,有什么问题可致电于我司。
以下为较常用之美制管用螺纹(含平行管螺纹及圆锥管螺纹)。
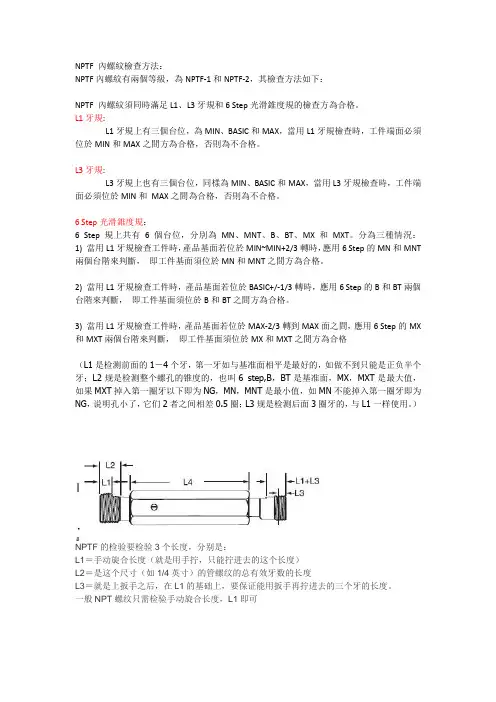
NPTF 內螺紋檢查方法:NPTF內螺紋有兩個等級,為NPTF-1和NPTF-2,其檢查方法如下:NPTF 內螺紋須同時滿足L1、L3牙規和6 Step光滑錐度規的檢查方為合格。
L1牙規:L1牙規上有三個台位,為MIN、BASIC和MAX,當用L1牙規檢查時,工件端面必須位於MIN和MAX之間方為合格,否則為不合格。
L3牙規:L3牙規上也有三個台位,同樣為MIN、BASIC和MAX,當用L3牙規檢查時,工件端面必須位於MIN和MAX之間為合格,否則為不合格。
6 Step光滑錐度規:6 Step 規上共有6個台位,分別為MN、MNT、B、BT、MX和MXT。
分為三種情況:1) 當用L1牙規檢查工件時,產品基面若位於MIN~MIN+2/3轉時,應用6 Step的MN和MNT 兩個台階來判斷,即工件基面須位於MN和MNT之間方為合格。
2) 當用L1牙規檢查工件時,產品基面若位於BASIC+/-1/3轉時,應用6 Step的B和BT兩個台階來判斷,即工件基面須位於B和BT之間方為合格。
3) 當用L1牙規檢查工件時,產品基面若位於MAX-2/3轉到MAX面之間,應用6 Step的MX 和MXT兩個台階來判斷,即工件基面須位於MX和MXT之間方為合格(L1是检测前面的1-4个牙,第一牙如与基准面相平是最好的,如做不到只能是正负半个牙;L2规是检测整个螺孔的锥度的,也叫6 step,B,BT是基准面,MX,MXT是最大值,如果MXT掉入第一圈牙以下即为NG,MN,MNT是最小值,如MN不能掉入第一圈牙即为NG,说明孔小了,它们2者之间相差0.5圈;L3规是检测后面3圈牙的,与L1一样使用。
)NPTF的检验要检验3个长度,分别是:L1=手动旋合长度(就是用手拧,只能拧进去的这个长度)L2=是这个尺寸(如1/4英寸)的管螺纹的总有效牙数的长度L3=就是上扳手之后,在L1的基础上,要保证能用扳手再拧进去的三个牙的长度。
NPTF螺牙檢測NPT螺纹,用量规检验工件基面的轴向位置来判断螺纹合格与否。
外螺纹的小端端面处在量规(环规)的上下限台阶平面之间,或平台阶面为合格。
内螺纹要考虑倒角,如倒角的大径小于或等于大端面内螺纹的大径,则看螺纹大端面的位置,如倒角的大径大于大端面内螺纹的大径,则看螺纹与倒角的最后接触点的位置,所看位置处在量规(塞规)的上下限台阶平面之间,或平台阶面为合格。
NPTF螺纹的检测需要三支量规,L1/L2/光规或者L1/L3/光规。
L1规与上述使用判断方法一致,L2(环规)或L3(塞规)与工件旋合后,基面位置相比L1应保持一致,差异量不大于1/2螺距为合格,否则不合格。
光规的判断要根据L1规旋合后的基面位置,从六个台里选择要用的两个台阶,看螺纹基面是否落在这两个台阶面之内,之内合格,之外不合格。
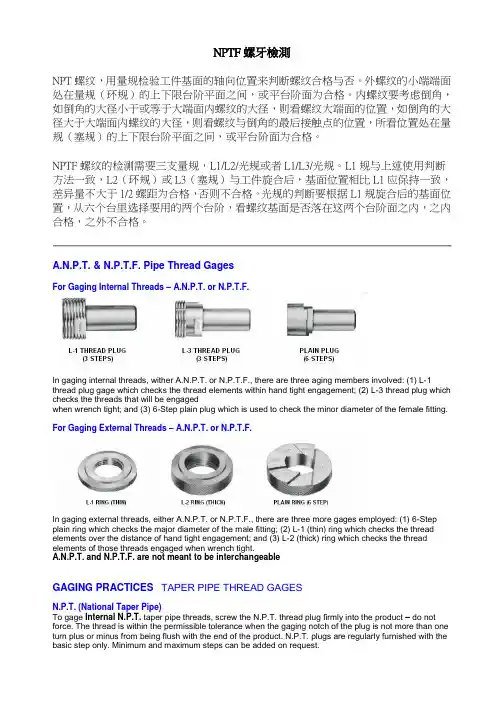
A.N.P.T. & N.P.T.F. Pipe Thread GagesFor Gaging Internal Threads – A.N.P.T. or N.P.T.F.In gaging internal threads, wither A.N.P.T. or N.P.T.F., there are three aging members involved: (1) L-1 thread plug gage which checks the thread elements within hand tight engagement; (2) L-3 thread plug which checks the threads that will be engagedwhen wrench tight; and (3) 6-Step plain plug which is used to check the minor diameter of the female fitting. For Gaging External Threads – A.N.P.T. or N.P.T.F.In gaging external threads, either A.N.P.T. or N.P.T.F., there are three more gages employed: (1) 6-Step plain ring which checks the major diameter of the male fitting; (2) L-1 (thin) ring which checks the thread elements over the distance of hand tight engagement; and (3) L-2 (thick) ring which checks the thread elements of those threads engaged when wrench tight.A.N.P.T. and N.P.T.F. are not meant to be interchangeableGAGING PRACTICES TAPER PIPE THREAD GAGESN.P.T. (National Taper Pipe)To gage Internal N.P.T. taper pipe threads, screw the N.P.T. thread plug firmly into the product – do not force. The thread is within the permissible tolerance when the gaging notch of the plug is not more than one turn plus or minus from being flush with the end of the product. N.P.T. plugs are regularly furnished with the basic step only. Minimum and maximum steps can be added on request.To gage External N.P.T. taper pipe threads, screw the N.P.T. thread ring on to the product as far as it will go without using force. If the face of the small end of the ring is flush with the face of the product the thread is basic. The permissible tolerance is one turn plus or minus from basic.A.N.P.T. (Aeronautical National Pipe Taper)A.N.P.T. internal taper pipe threads are basically the same as the N.P.T. pipe threads except that for Army and Navy Aeronautical use they must be more carefully controlled for diameter, taper and thread form.To gage Internal A.N.P.T. taper pipe threads, check first with the A.N.P.T. L-1 thread plug gage. This plug differs in dimensions from the N.P.T. plug and has minimum and maximum steps in addition to the basic step. If the face of the product is between the minimum and maximum steps of the plug, the product is in tolerance. The A.N.P.T. L-3 plug gage is used to check the three threads beyond the L-1 depth. As a check on taper the “reading” on the L-3 thread plug must be within one-half turn of the “reading” on the L-1 thread plug gage. The truncation is checked with a six-step plain taper plug gage. This plug has minimum and maximum truncation steps for each of the three pitch diameter conditions – Minimum, Maximum and Basic. If theL-1 plug shows the product to be basic pitch diameter, the face of the product should lie between the basic minimum and the basic maximum steps of the truncation plug. If the pitch diameter is minimum, the part should fall between the MN and MNT step. If the pitch diameters maximum, the part should fall between the MX and MXT steps. No appreciable shake or wobble is permitted.Shaky fit indicates taper error.To gage External A.N.P.T. taper pipe threads, first check with the A.N.P.T. L-1 ring. The small end of the ring must be within one turn plus or minus of being flush with the end of the product thread. Note exactly what this “standoff” is and compare it with the “standoff” obtained with the A.N.P.T. L-2 thread ring. As a check on taper the total tolerance on standoff variation between the L-1 and L-2 rings must not exceed one-half turn. The truncation is checked with a six-step plain taper ring gage.This ring has minimum and maximum truncation steps for each of the three pitch diameter conditions –Minimum, Basic, and Maximum. If the L-1 ring shows the part to be basic pitch diameter the end of the part should fall between the B and BT steps on the six-step plain ring. If the pitch diameter is minimum, the part should fall between the MN and MNT step. If the pitch diameter is maximum, the part should fall between the MX and MXT steps. No appreciable shake or wobble should be permitted. Lead, angles and root truncation should be checked whenever possible, by projection as a check on tool wear.N.P.T.F. (National Pipe Taper Dryseal Pressure-Tight Joints)N.P.T.F. Internal taper pipe threads may be gaged in the same manner as the A.N.P.T. threads. Gages are dimensionally different, however, and must not be interchanged. The turns method may be substituted for the “standoff” method to compensate for gage and product chamfers. With the turns method, the number of turns are counted from hand tight engagement to complete release, and the gaging steps are completely disregarded. A tolerance of plus or minus one turn is permitted from the basic number of turns specified. As a check on taper, the difference in turns between the L-1 and L-3 plugs shall be within one-half turn of the difference between the basic turns engagement of the plug gages. Truncation must be within the proper limits on a six-step dryseal plain taper plug gage.N.P.T.F. External taper pipe threads are checked in the same manner as A.N.P.T. threads. Gages are dimensionally different, however, and must not be interchanged. The turns method may be substituted for the “standoff” method to compensate for gage and product chamfers. A tolerance of plus or minus one turn is permitted from the basic number of turns specified. As a check on taper, the difference in turns engagement with the L-1 and L-2 dryseal rings shall be within one-half turn of the difference between the basic turns engagement of the ring gages.。
NPTF--美制干密封圆锥管螺纹,National (American) Pipe Thread 的缩写,属于美国标准的 60 度锥管螺纹,用于北美地区。
其牙型角为60度,锥度为1:16,锥度极限偏差为-0.005~+0.005mm/mm。
国家标准可查阅 GB/T12716-1991。
NPTF螺纹分两个级别:1级和2级。
对2级螺纹,要检验螺纹牙的削平高度。
1级可以省略不标。
检测NPTF外螺纹时,要同时用L1环规和L2环规;检测NPTF内螺纹时,要同时用L1塞规和L3塞规。
用L2和L3规得到的测量值与用
L1规得到的测量值之间相差不得超出半扣(-0.5P~+0.5P)
标注示例:尺寸代号为3/4的1级干密封圆锥管螺纹:3/4-14NPTF-1或3/4-14NPTF
工作特性:NPTF干密封管螺纹的牙形精度比NPT螺纹高,旋合时不用任何填料,完全依靠螺纹自身形成密封,螺纹间无任何密封介质。
干密封管螺纹则规定了较为严格的公差,属精密型螺纹,仅用在特殊场合。
这种螺纹有较高的强度和良好的密封性,在具有薄截面的脆硬材料上采用此螺纹可以减少断裂现象。
NPTF内、外螺纹牙顶与牙底间没有间隙,是过盈配合,而NPT螺纹是过渡配合。
NPTF螺纹主要用于高温高压对密封要求严格的场所。
补充:用NPTF丝锥在攻NPT螺纹是可以接受的,但是NPT丝锥不能用于NPTF螺纹,因为它生产的螺纹会漏气。
NPT有右旋和左旋两种螺纹,而NPTF只有一种右旋螺纹。
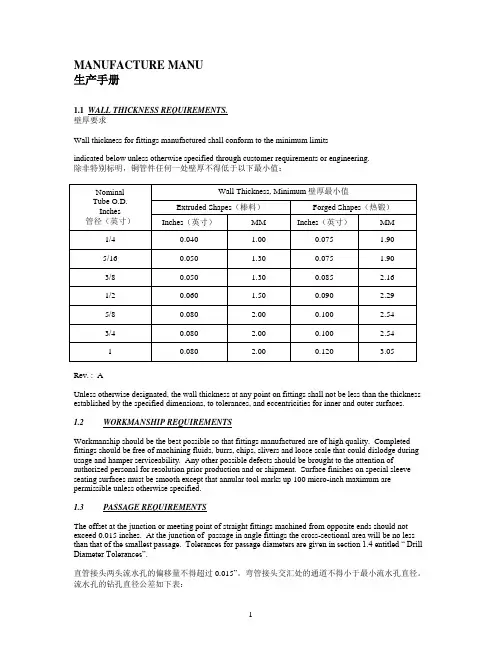
MANUFACTURE MANU生产手册1.1 WALL THICKNESS REQUIREMENTS.壁厚要求Wall thickness for fittings manufactured shall conform to the minimum limitsindicated below unless otherwise specified through customer requirements or engineering.除非特别标明,铜管件任何一处壁厚不得低于以下最小值:Rev. : AUnless otherwise designated, the wall thickness at any point on fittings shall not be less than the thickness established by the specified dimensions, to tolerances, and eccentricities for inner and outer surfaces.1.2WORKMANSHIP REQUIREMENTSWorkmanship should be the best possible so that fittings manufactured are of high quality. Completed fittings should be free of machining fluids, burrs, chips, slivers and loose scale that could dislodge during usage and hamper serviceability. Any other possible defects should be brought to the attention of authorized personal for resolution prior production and or shipment. Surface finishes on special sleeve seating surfaces must be smooth except that annular tool marks up 100 micro-inch maximum are permissible unless otherwise specified.1.3PASSAGE REQUIREMENTSThe offset at the junction or meeting point of straight fittings machined from opposite ends should not exceed 0.015 inches. At the junction of passage in angle fittings the cross-sectional area will be no less than that of the smallest passage. Tolerances for passage diameters are given in section 1.4 entitled “ Drill Diameter Tolerances”.直管接头两头流水孔的偏移量不得超过0.015”。
NPT螺纹以及检测方法详解范从庆一、目的:规范公司技术员,检验员,操作员对NPT螺纹的了解。
二、适用范围:适用于公司任何NPT螺纹类产品,参考资料为ANSI-ASMEB1.20.1-1983(R2013)通用管螺纹和国家标准GB/T12716-2011。
三、目录1、NPT和NPTF介绍2、螺纹技术参数参数讲解3、NPT与NPTF加工工艺4、NPT和NPTF的检测方法四、内容:4.1 NPT和NPTF螺纹介绍NPT 是National (American) Pipe Thread 的缩写,属於美国标准的60 度锥管密封螺纹,用於北美地区,美国标准为ANSI-ASMEB1.20.1-1983(R2013)通用管螺纹.国家标准可查阅GB/T12716-2011。
NPTF:美制干密封圆锥管螺。
NPTF = National Pipe Thread FineNPT螺纹称之为一般用途的锥管螺纹,这也是我们以前称之为的布氏锥螺纹。
NPTF螺纹称之为干密封式锥管螺纹,它连接密封的原理是在没有润滑剂或密封填料情况下完全依靠螺纹自身形成密封,设计意图是使内、外螺纹牙的侧面、牙顶和牙底同时接触,来达到密封的目的。
它们两者的牙型角、斜度等指标都是相同的,关键是牙顶和牙底的削平高度不一样,所以,量规的设计也是不一样的。
NPTF干密封管螺纹的牙形精度比NPT螺纹高,旋合时不用任何填料,完全依靠螺纹自身形成密封,螺纹间无任何密封介质。
干密封管螺纹规定有较为严格的公差,属精密型螺纹,仅用在特殊场合。
这种螺纹有较高的强度和良好的密封性,在具有薄截面的脆硬材料上采用此螺纹可以减少断裂现象。
NPTF内、外螺纹牙顶与牙底间没有间隙,是过盈配合,而NPT螺纹是过渡配合。
NPTF螺纹主要用于高温高压对密封要求严格的场所。
NPT内外螺纹均为圆锥,而NPTF外螺纹是圆锥,内螺纹则有圆锥、圆柱两种;NPT有右旋也有左旋,NPTF只有右旋一种旋向。
NPTF螺纹1/8-27NPTF美国干密封螺纹的参数:螺距:0.03704;外螺纹端头中径:0.36351;手旋合长度:0.1615(4.36牙);完整外螺纹基本长度:0.2639(7.12牙);螺尾V加螺纹公差加凸肩余隙(V+3P/2):0.1112(3.072牙);凸肩长度(L2+3P):0.3750;外螺纹拧紧距离:0.1024(2.76牙);接头外螺纹:0.407;中径上的锥度:11/16~13/16(单位:英寸/英尺);螺纹有效长度内的导程:?0.001;螺纹半角30??1?;螺纹基本三角形高度:0.03208;螺纹牙高:0.02341,0.02685;削平量:(牙顶)0.0017,0.0035;相当的削平宽度:0.002.,0.0040。
NPTF螺纹称之为干密封式锥管螺纹,它连接密封的原理是在没有润滑剂或密封填料情况下螺纹连接时,设计意图是使内、外螺纹牙的侧面、牙顶和牙底同时接触,来达到密封的目的。
NPT螺纹称之为一般用途的锥管螺纹,这也是我们以前称之为的布氏锥螺纹。
它们两者的牙型角、斜度等指标都是相同的,关键是牙顶和牙底的削平高度不一样,所以,量规的设计也是不一样的。
第二部分管螺纹规格及工具前言管螺纹在自来水、煤气、油压系统等,我们生活中看不到的地方,普遍被使用。
用途也如耐密用、机械用、油井管用等,渐次被采用作专门使用。
如果有用途上的错误,可导致漏气、漏有等,重大事故的发生。
本文对管螺纹的适正使用法,有关工具(螺丝攻、螺模)的适正使用法,用螺纹规检验精度的方法等依序说明。
1.管螺纹的种类可分为英制与美制两大类,都用时,为推拔螺纹与平行螺纹的组合,如外螺纹、内螺纹都用推拔者或者平行者与对推拔外螺纹使用平行内螺纹者。
英制的螺纹角与韦氏螺纹第相同为55.JIS定PT,PS,PF等规格,在国际间普遍被采用.美制者,凡是首字为N 者都是,其螺纹与美英统一螺纹系相同,为60.这些美制者,将不被JIS或者ISO采用,以美制管螺纹的名称,为合各种用途有多种在有关地方被使用.公尺制是西德于1954年制定在DIN 158裹,其基准径及螺距为公尺制尺寸,但对一般还未普遍被使用.2.螺纹形状3.管螺纹的种类.符合,组合表分别外内名称符号特种组合螺螺纹纹有时用PS的内管用推拔螺纹 PT 螺纹 (BS管用推拔螺纹) (BSP.Tr) () ( ) (有时用BSP,PI 的内螺纹) 耐密结合用英制管螺正对外螺纹为纹管用平行螺纹 PS PT (BS管用平行螺纹) (BSP.PL) () (正对外螺纹为BS,PTR.)管用平行螺纹 PF 机械结合用 (BS管用平行螺纹) (BSP.F.) () ()一般用美国标准管用推拔螺纹 NPT直管接头用美国标准管用平行内螺纹 NPSC栏杆接头用美国标准管用推拔螺纹 NPTR 夹具用余隙配合的 NPSM 机械接合螺丝美制标准和锁紧螺帽作松配机械接合用美国管螺纹 NPSL 合的机械接合螺纹标准管用平行螺纹接合有美国标准管用平行螺纹软管的NPSH螺纹薄壁管用美英统一 UNS 特种螺纹美国标准燃料管用耐密平行内螺 NPTF 纹美国汽车工程学会短管用耐密推拔螺内螺纹正对 PTF.SAESHORT 美制标准纹NP.TF.NP.SI 管用耐密内螺纹正对螺纹美国标准燃料管用耐密平行内螺纹 NPSF NPTF正对外螺纹为美国标准中间管用耐密平行内螺纹 NPSI NPTF套用圆峰螺纹美国石油协会美国石油无端压与整体协会油井强力扣紧油井管用推拔圆峰螺纹接头的配管用管螺纹外侧端压的配管用4.管螺纹的规范及用途PT(英制管用推拔螺纹)以痈是使用面直角的螺纹峰,现在将规格统一为轴直角者.JIS定为耐密用而组全外螺纹和内螺纹.PT外螺纹除了配合PT内螺纹,有时也配合PS.PS(英制管用推拔螺纹用平行内螺纹)属于JIS内PT的规格,旧JIS裹有外螺纹,现在已被取消,对方的外螺纹规定要有用PT.(耐密用)PF(英制管用平行螺纹)JIS所定的机械接合螺纹,外螺纹与内螺纹成一对,许容差之设定与PS不同,采用一般固定螺钉方法,外螺纹在负边,内螺纹在正边,成为无余隙公差.精度有A级.B级二等级.NPT(美制管用耐密推拔螺纹)制定在ANSI规格中,称为美国标准管用推拔螺纹,有外螺纹与内螺纹.NPT外螺纹不但对NPT内螺纹配合,有时也配合NPSC,这点类似T.纹峰与根切大余隙.压紧两种配合都可用.如用润滑齐,则变成耐密用,耐成同形,又因公差, 密用者另有称为干封闭之如NPTF,NPSF等付有F之一群.NPTF(美制管用耐密推拔螺纹)NPTF外螺纹,像PT.NPT有时也配合NPSF.NPSI(都是内螺纹).因这种螺纹都是峰尖.根浅.峰不是密接于根就是食进.可防止在此部份变成螺旋状间隙,这是前述耐密性之理由.PTF(美制管用耐密推拔螺纹)耐密推拔螺纹.外螺纹之对方是NPSI,内螺纹之对方是NPTF.齿形和各部尺寸与NPTF相同,但内螺纹之小端径及外螺纹之大端径短一节距表.也是干封闭用.NPTR(美制栏杆管接头)ANSI芝栏杆接头用管用推拔螺纹,有外螺纹与内螺纹,不和别种配合.下记螺纹长度以外和NPT相同.如2寸以下外螺纹之管端短三节距,2寸以上都短三节距,内螺纹也在管口削峰扩大2.5~3节距,剩余螺纹长度比NPT作手转配合短1~2节距.ANPT(美制管用耐密推拔螺纹)MIL(陆军规格)之管用耐密推拔螺纹,由外螺纹与内累纹成组.螺纹基本上与NPT 相同,量规制度如NPTF使用L2规,L3柱塞规,相异点为使用六段切除之外径用,风径用推拔量规,量规之峰部切断大小另有规定.NPSC(美制直管接头用管用平行螺纹)如PS只有内螺纹,对方要用NPT.有效径许容差与PS相同.正负同尺寸,精度也大致类似.NPSC(燃料管用耐密平行螺纹)主要用天软材料,外螺纹采用NPTF(干封闭).有效径许容差设于负边,公差定于NPC之1/2(等于单边公差),螺纹齿形与NPTF相同,作成峰与根间无余隙,将推拔外螺纹紧配,扩大内螺纹管口适合使用.NPSI(中间管用耐密平行螺纹)有效径许容差在正负两边,负边.大公差和NPSF相同,可以说是近于基准有效径之中间的尺寸.对使用硬或脆性材料时多增加管壁厚度,避免相配时扩张过度而破坏而规定比NPSF稍大.NPSMANSI之机械接合用者裹,具有比较精密配合之外螺纹内螺纹两方都是平行的组合之螺纹.精度略近PF之A级,有0.03 以上之余隙,和美制螺纹之2A,2相同.使用于无内压作用之铸铁管,钢管.黄铜等之接合.NPSLANSI之机械接合用者裹,配合锁紧帽之螺纹,外螺纹.内螺纹两方都是平行的组合,而余隙有NPSM之大约2-4倍之松配合者.外螺纹为了能直接切削于标准尺寸管外面,连最小有效径也规定比基准尺寸大.公差除小尺寸者外规定比NPSM大.NPSH使用于流通蒸气.空气.水等之软管接头之螺纹,虽然外螺纹,内螺纹两方都是平行的组合,设以0.2~0.25之最小余隙之松配合,以衬垫.密合垫等耐密.无论内螺纹,外螺纹都比NPSM大,然公差规定大0.02左右.UNS以薄壁管用螺纹被推荐的美制螺纹之27纹系,外螺纹,内螺纹各适用,2A,2B级.呼称范围是1/4-1'',此呼称是美制与管用螺纹有异。
Author编写:施琦Review审批:梁春香Date日期:2012.10.12作业指导书编号II-007Reference参考:Reversion版本: 00 Page页码: 1 of 7Title标题: ANPT NPTF 螺纹规使用方法Author编写:施琦Review审批:梁春香Date日期:2012.10.12作业指导书编号II-007Reference参考:Reversion版本: 00 Page页码: 2 of 7Title标题: ANPT NPTF 螺纹规使用方法1.目的规范ANPT和NPTF螺纹规的使用方法。
2.适用范围适用与所有ANPT和NPTF螺纹的检测过程。
3.定义:3.1螺纹有效长度(图1):L1: 手动旋合长度;L2 :外螺纹用扳手旋合长度L3:内螺纹用扳手旋合长度图 13.2 ANPT 和 NPTF 螺纹塞规(见下图):L1规:检查圆锥内螺纹在L1范围内的作用中径和底径;Author编写:施琦Review审批:梁春香Date日期:2012.10.12作业指导书编号II-007Reference参考:Reversion版本: 00 Page页码: 3 of 7Title标题: ANPT NPTF 螺纹规使用方法L3规:检查圆锥内螺纹在 L3范围内的作用中径;6台阶牙顶光滑圆锥塞规:检查圆锥内螺纹在(L1+L3)范围内的锥孔直径。
3.3 ANPT 和 NPTF 螺纹环规(见下图):L1规:检查圆锥外螺纹在L1范围内的作用中径和底径;L2 规:检查圆锥外螺纹在(L2 - L1)范围内的作用中径;6台阶牙顶光滑圆锥环规:检查圆锥外螺纹在L2范围内的圆锥直径。
3.4 P:螺距Author编写:施琦Review审批:梁春香Date日期:2012.10.12作业指导书编号II-007Reference参考:Reversion版本: 00 Page页码: 4 of 7Title标题: ANPT NPTF 螺纹规使用方法4.程序4.1量规及零件的螺纹必须清洁、无毛刺。
发行日期
2011-08-31
1.0 目的:
规定NPTF 螺纹的检验、判定方法。
2.0 范围:
适用于NPTF 内、外螺纹的检验和判定。
3.0 检验器具:
3.1 NPTF 内螺纹:4台阶L1螺纹塞规、4台阶L3螺纹塞规、6台阶光滑锥度塞规各一个;
3.2 NPTF 外螺纹:4台阶L1螺纹环规、4台阶L2螺纹环规、6台阶光滑锥度环规各一个。
实物见下图:
图3.2.1 内螺纹检验塞规及六台阶法塞规
图3.2.2 外螺纹检验环规及六台阶法环规
3.3螺纹量规的结构形式:
四台阶螺纹环规L1
产品
4台阶螺纹塞规L1
4台阶螺纹塞
规L3
6台阶光滑锥
度塞规
产品
四台阶螺纹环规L2
六台阶光滑锥度环规
发行日期2011-08-31 图3.3.1内螺纹塞规L1结构形式图3.3.2 内螺纹塞规L3结构形式
图3.3.3 内螺纹顶径光滑塞规结构形式
图3.3.4 外螺纹环规L1结构形式图3.3.5 外螺纹环规L2结构形式
发行日期2011-08-31
图3.3.6 外螺纹顶径光滑环规结构形式
4.0 各检具的作用如下表所示:
序号检具名称检具作用
1 4台阶L1圆锥螺纹塞规检验NPTF圆锥内螺纹在L1范围内的作用中径和底径
2 4台阶L3圆锥螺纹塞规检验NPTF圆锥内螺纹在L3范围内的作用中径
3 6台阶牙顶光滑圆锥塞
规
检验NPTF圆锥内螺纹在L1+L3范围内的作用底径
4 4台阶L1圆锥螺纹环规检验NPTF圆锥外螺纹在L1范围内的作用中径和底径
5 4台阶L2圆锥螺纹环规检验NPTF圆锥外螺纹在L2-L1范围内的作用中径
6
6台阶牙顶光滑圆锥环
规
检验NPTF圆锥外螺纹在L2范围内的作用顶径
5.0 检验判定方法:
5.1用L1规与产品配合拧紧,观察并记录零件端面与L1塞规的位置,零件端面在
台阶1与台阶4之间为合格,否则螺纹不合格;
5.2在L1规判定合格后,用L2规或L3规(外螺纹用L2规,内螺纹用L3规)与产品配合拧紧,零件端面在台阶1与台阶4之间为合格,否则螺纹不合格。
5.3 当L1和L2(或L3)判定合格后再用六台阶锥度规进行检验。
5.3.1锥度规放入螺纹内,锥度规无摆动,则判定合格,否则不合格。
5.3.2根据记录的零件端面与L1规的位置和零件端面与用锥度规的位置来判定产品。