机械磨光.抛光
- 格式:docx
- 大小:17.27 KB
- 文档页数:2
第1篇一、引言金属抛光工艺是金属表面处理技术的重要组成部分,广泛应用于机械制造、航空航天、电子电器、汽车制造等领域。
金属抛光工艺能够提高金属表面的光洁度、降低表面粗糙度、消除表面划痕、增加表面硬度和耐磨性,从而提高产品的外观质量和使用寿命。
本文将详细介绍金属抛光工艺的原理、方法、设备和注意事项。
二、金属抛光工艺原理金属抛光工艺的基本原理是通过机械、化学、电化学或光化学等方法,去除金属表面的氧化层、划痕、毛刺等缺陷,使金属表面达到光滑、平整、光亮的效果。
以下是几种常见的金属抛光工艺原理:1. 机械抛光:通过摩擦、磨削、抛光等方法,利用抛光工具对金属表面进行机械加工,使表面达到光滑、平整的效果。
2. 化学抛光:利用化学溶液对金属表面进行腐蚀,去除表面的氧化层、划痕等缺陷,使表面达到光滑、平整的效果。
3. 电化学抛光:在金属表面施加直流电压,利用电解质溶液中的离子与金属表面发生化学反应,去除表面的氧化层、划痕等缺陷,使表面达到光滑、平整的效果。
4. 光化学抛光:利用光能激发化学反应,去除金属表面的氧化层、划痕等缺陷,使表面达到光滑、平整的效果。
三、金属抛光工艺方法1. 机械抛光:机械抛光方法包括手工抛光、机械抛光、振动抛光等。
手工抛光适用于小批量、形状复杂的工件;机械抛光适用于大批量、形状简单的工件;振动抛光适用于精密加工和表面处理。
2. 化学抛光:化学抛光方法包括单一化学抛光、复合化学抛光等。
单一化学抛光适用于单一金属或合金的表面处理;复合化学抛光适用于多种金属或合金的表面处理。
3. 电化学抛光:电化学抛光方法包括单槽电化学抛光、多槽电化学抛光等。
单槽电化学抛光适用于小批量、形状简单的工件;多槽电化学抛光适用于大批量、形状复杂的工件。
4. 光化学抛光:光化学抛光方法包括紫外线光化学抛光、激光光化学抛光等。
紫外线光化学抛光适用于小批量、形状简单的工件;激光光化学抛光适用于大批量、形状复杂的工件。
四、金属抛光设备1. 机械抛光设备:主要包括抛光机、抛光轮、抛光布、抛光膏等。
不锈钢抛光的方法
不锈钢抛光的方法通常有以下几种:
1. 机械抛光:使用抛光机械以及砂纸、磨料等工具对不锈钢表面进行磨光处理。
先用较粗的砂纸进行初步的磨光,再逐渐使用细砂纸进行细磨,最后使用抛光蜡进行抛光。
2. 化学抛光:使用化学药剂对不锈钢表面进行抛光处理。
先将不锈钢表面清洗干净,再将化学药剂涂抹在表面,等待一定时间后,用橡皮刮板或纤维刷进行擦拭,最后用清水冲洗干净。
3. 电化学抛光:在电解液中,使用外电源的直流功率,通过电解的方式对不锈钢表面进行抛光处理。
这种方法可以使不锈钢表面获得更亮丽的光泽。
4. 气雾抛光:使用高压气体将特定颗粒催化粉末喷射在不锈钢表面,利用粉末的冲击力将表面污染物和氧化层剥离。
这种方法能够给不锈钢表面带来更高的光洁度和平滑度。
以上是几种常见的不锈钢抛光方法,选择适合的方法需要根据具体情况和目的来决定。
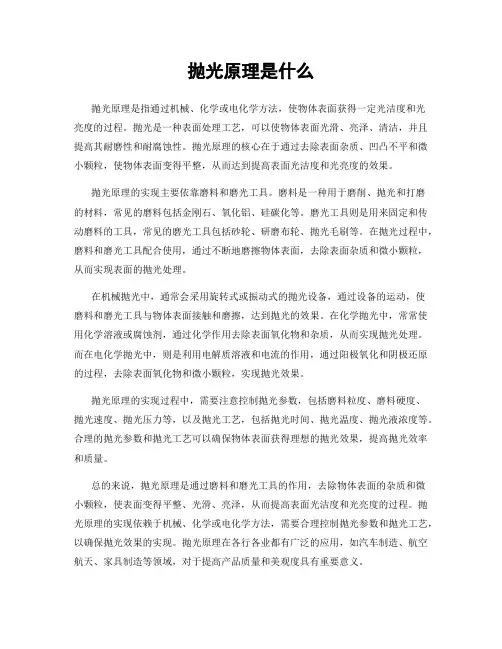
抛光原理是什么抛光原理是指通过机械、化学或电化学方法,使物体表面获得一定光洁度和光亮度的过程。
抛光是一种表面处理工艺,可以使物体表面光滑、亮泽、清洁,并且提高其耐磨性和耐腐蚀性。
抛光原理的核心在于通过去除表面杂质、凹凸不平和微小颗粒,使物体表面变得平整,从而达到提高表面光洁度和光亮度的效果。
抛光原理的实现主要依靠磨料和磨光工具。
磨料是一种用于磨削、抛光和打磨的材料,常见的磨料包括金刚石、氧化铝、硅碳化等。
磨光工具则是用来固定和传动磨料的工具,常见的磨光工具包括砂轮、研磨布轮、抛光毛刷等。
在抛光过程中,磨料和磨光工具配合使用,通过不断地磨擦物体表面,去除表面杂质和微小颗粒,从而实现表面的抛光处理。
在机械抛光中,通常会采用旋转式或振动式的抛光设备,通过设备的运动,使磨料和磨光工具与物体表面接触和磨擦,达到抛光的效果。
在化学抛光中,常常使用化学溶液或腐蚀剂,通过化学作用去除表面氧化物和杂质,从而实现抛光处理。
而在电化学抛光中,则是利用电解质溶液和电流的作用,通过阳极氧化和阴极还原的过程,去除表面氧化物和微小颗粒,实现抛光效果。
抛光原理的实现过程中,需要注意控制抛光参数,包括磨料粒度、磨料硬度、抛光速度、抛光压力等,以及抛光工艺,包括抛光时间、抛光温度、抛光液浓度等。
合理的抛光参数和抛光工艺可以确保物体表面获得理想的抛光效果,提高抛光效率和质量。
总的来说,抛光原理是通过磨料和磨光工具的作用,去除物体表面的杂质和微小颗粒,使表面变得平整、光滑、亮泽,从而提高表面光洁度和光亮度的过程。
抛光原理的实现依赖于机械、化学或电化学方法,需要合理控制抛光参数和抛光工艺,以确保抛光效果的实现。
抛光原理在各行各业都有广泛的应用,如汽车制造、航空航天、家具制造等领域,对于提高产品质量和美观度具有重要意义。

首饰抛光的方法与技巧首饰作为人们日常生活中不可或缺的装饰品,其外观的美观程度直接影响到人们对其的喜爱程度。
而首饰抛光作为一种常见的加工手段,可以使首饰表面光滑、亮丽,增加其视觉效果和触感舒适度。
本文将介绍首饰抛光的方法与技巧,希望能对广大首饰制作爱好者和从业者有所帮助。
一、首饰抛光的方法首饰抛光的方法主要有机械抛光、化学抛光和手工抛光三种。
1.机械抛光机械抛光是利用机械设备对首饰表面进行磨光处理的方法。
目前市面上常见的机械设备有磨光机、抛光机、打磨机等。
机械抛光的优点是效率高、效果好,但缺点也很明显,需要投入一定的成本,并且需要专业人员进行操作,对于小批量加工来说不太划算。
2.化学抛光化学抛光是通过化学反应来改变首饰表面的物理性质,从而达到抛光的效果。
常用的化学抛光方法有电解抛光、酸洗抛光、化学镀银等。
化学抛光的优点是成本低、效果好,但也有缺点,如操作过程中需要保护好自己的安全,同时化学药品对环境也有一定的危害。
3.手工抛光手工抛光是利用人工对首饰表面进行打磨、磨光的方法。
手工抛光的优点是成本低,对于小批量加工来说比较划算,同时也适合对细节要求较高的首饰进行加工。
缺点是效率低,需要耐心和技巧。
二、首饰抛光的技巧无论是机械抛光、化学抛光还是手工抛光,都需要掌握一定的技巧才能达到理想的效果。
1.选用合适的磨料磨料的粗细和硬度会直接影响到抛光的效果,因此需要根据首饰材质和加工要求选用合适的磨料。
一般来说,金属类首饰选用钻石磨片、氧化铝磨片等硬度较高的磨料,而非金属类首饰则选用玻璃砂、石英砂等较为柔软的磨料。
2.掌握适当的压力和速度在机械抛光和手工抛光中,需要掌握适当的压力和速度。
过大的压力和速度会损伤首饰表面,影响抛光效果;过小的压力和速度则会使抛光效果不佳。
因此在操作中需要根据首饰材质和磨料的硬度等因素进行调整。
3.注意抛光顺序在进行多道工序的抛光时,需要注意抛光顺序。
一般来说,先用较大颗粒的磨料进行粗磨,再用较小颗粒的磨料进行细磨,最后再进行抛光和抛光剂处理。
304白钢件抛光工艺一、引言304白钢件是一种常见的不锈钢材料,广泛应用于各个领域。
在使用过程中,为了增加其美观度和耐腐蚀性,需要对其进行抛光处理。
本文将介绍304白钢件抛光工艺,以帮助读者更好地了解和应用这一工艺。
二、抛光工艺概述304白钢件抛光工艺是指通过机械或化学方法,使304白钢件表面得到光亮、平滑的处理过程。
抛光的目的主要有三个方面:一是提高304白钢件的外观质量,使其表面光洁度达到一定要求;二是去除304白钢件表面的氧化皮、锈蚀物等杂质;三是改善304白钢件的耐腐蚀性能,延长其使用寿命。
三、机械抛光工艺1. 砂带磨光法:首先使用较粗的砂带对304白钢件表面进行磨光,然后逐渐使用较细的砂带进行二次磨光,直至达到所需的光洁度。
这种方法适用于较大的表面面积,但需要注意砂带的选择和磨光的力度,以免造成不必要的损伤。
2. 抛光机械磨光法:通过使用抛光机械设备,如抛光机、抛光轮等,对304白钢件表面进行磨光。
这种方法适用于形状复杂、曲面较多的304白钢件,能够有效提高工作效率和抛光质量。
3. 手工抛光法:使用抛光布、抛光膏等手工工具,对304白钢件表面进行手工抛光。
这种方法适用于小型零件或表面精细加工,对操作者要求较高,但可以达到较高的抛光质量。
四、化学抛光工艺1. 酸洗抛光法:将304白钢件浸泡在酸性溶液中,通过化学反应去除表面的氧化皮、锈蚀物等杂质。
这种方法对抛光质量要求较高,需要控制好酸性溶液的浓度、温度和浸泡时间,以免对304白钢件造成损伤。
2. 电解抛光法:通过在电解液中施加电流,使304白钢件表面发生化学反应,去除氧化皮、锈蚀物等杂质。
这种方法对设备要求较高,需要控制好电流密度、电解液成分等参数,以免对304白钢件造成不良影响。
五、常见问题及解决方法1. 抛光后304白钢件表面出现划痕:可能是砂带或抛光布的颗粒较大,建议更换较细的砂带或抛光布进行二次抛光。
2. 抛光后304白钢件表面光洁度不够:可能是抛光时间不足或抛光工艺不够严谨,建议增加抛光时间或优化抛光工艺参数。
铜镜面抛光方法
铜镜面抛光方法是将铜镜面表面的不光滑、有瑕疵的部分通过一系列的处理步骤,使其变得光滑、亮泽,去除可能存在的氧化、锈蚀等物质,使得铜镜面具有更好的观感和使用性能。
具体来说,铜镜面抛光方法可以包括以下步骤:
1. 清洗:将铜镜面表面的灰尘、污垢等杂质彻底清除干净,可以使用温水、肥皂、清洁剂等清洗物质进行清洗。
2. 手磨:使用砂纸、钢丝球等磨料手工对铜镜面表面进行磨光,使其表面变得光滑,去除可能存在的凹凸不平和划痕等。
3. 机械磨光:使用抛光机等专业设备对铜镜面表面进行机械磨光,提高其光泽度和光滑度。
4. 抛光:使用抛光膏等物质对铜镜面表面进行抛光处理,使其变得更加亮泽、光滑。
5. 清洗:再次对铜镜面进行清洗,彻底去除抛光膏等物质残留,保证铜镜面表面干净。
需要注意的是,在使用以上方法进行铜镜面抛光过程中,需要根据具体情况进行处理。
例如,对于较为严重的铜镜面氧化、锈蚀问题,需要先进行除锈、除氧化处理,然后再进行抛光。
同时,使用抛光机等专业设备需要具备一定的技术和经验,以免造成不必要的损坏。
机械抛光原理
机械抛光是一种通过机械设备来改善物品表面质量的加工方法。
其原理是利用机械设备产生的摩擦力和磨擦力,通过磨料与工件表面的相互作用,达到去除表面缺陷、提高表面光洁度和光泽度的效果。
在机械抛光过程中,通常会使用氧化铝、二氧化硅等硬度较高的磨料作为磨剂。
这些磨剂与机械设备的运动产生的摩擦力和压力作用在工件表面上,使其表面层发生塑性变形和细小的切削作用。
通过连续的磨削和磨光过程,原本粗糙的表面逐渐变得平整、光滑。
机械抛光的过程中,磨剂和工件表面的相互作用会产生高温和摩擦热,进而造成磨削、磨光表面的塑性变形。
同时,由于机械设备的振动和旋转,磨剂可以更好地与工件表面接触,并连续地进行磨削和磨光。
这样,工件表面的粗糙度会逐渐减小,形成更加平整和光滑的表面。
值得注意的是,机械抛光过程中需要控制磨剂和工件表面的接触力和速度,以避免过度切削和表面损伤。
此外,还需针对不同的工件材料选择合适的磨剂和机械设备,以达到最佳的抛光效果。
总结而言,机械抛光利用机械设备产生的压力、摩擦力和磨擦力,通过磨剂与工件表面的相互作用,达到改善表面质量的目的。
它是一种常见的加工方法,可以应用于各种材料的表面处理和精加工。
抛光的方法
1. 手工抛光:使用研磨纸和抛光膏进行手工研磨,步骤为打磨、去毛刺、抛光。
2. 机械抛光:使用抛光机器和抛光毛刷完成抛光工作,步骤为去毛刺、打磨、抛光。
3. 酸洗抛光:在表面覆盖一层酸性清洁剂,随后使用机器或者手工将表面磨光,清洗表面。
4. 氧化抛光:使用氧化剂将表面暴露在空气中,使其氧化,生成氧化层后使用机器或者手工磨光。
5. 热压抛光:将压力和热量结合,将表面磨光。
6. 雕刻抛光:强力磨光机以及挤压力将表面加工成所需形状。
7. 电解抛光:在电解液中进行抛光,通过电流作用将金属表面铜化,再使用机器或者手工磨光。
8. 喷砂抛光:在表面喷上磨料,用高速气流冲打表面,产生磨损,再进行清洗和抛光。
材料无论软硬都要经过粗磨、细磨、抛光、腐蚀的过程。
砂纸由干砂纸和水砂纸,一般选择水砂纸,也可以根据自己的情况选择。
选砂纸的时候看砂纸的厚薄,一定不能太薄,还有就是沙粒的牢固程度、分布是否均匀。
干砂纸,是在进行磨光时使用的;而水砂纸就是在清水的冲洗下进行磨光,一般是在磨光机上使用。
砂纸的型号越大越细,越小越粗。
一般称目或者号。
号是指磨料的粗细及每平方英寸的磨料数量,号越高,磨料越细,数量越多。
目数的含义是在1平方英寸的面积上筛网的孔数,也就是目数越高,筛孔越多,磨料就越细。
常用的为:80,100,120,150,180,220,280,320,400,500,600 精细打磨细的为:800,100,1200,1500,2000,2500,3000。
一般钢铁材料用280、320、400、500、600这五个粒度的砂纸进行细磨即可。
磨制主要看你磨光时的划痕是不是细,越细抛光所需的时间就越多。
一般应从粗到细经四道砂纸的磨光,前平推、提起、拉回、再向前平推三个基本动作。
机械磨光可采用水砂纸磨光和蜡盘磨光。
蜡盘磨光:把硬蜡熔化后浇铸在磨光盘上,待其凝固后表面用刀具削平,形成有一定硬度的磨粒支承面。
磨光时把混合刚玉或碳化硅配制成悬浮液均匀滴洒在蜡盘上,或者把磨粒制成糊状,粘在试样表面,在蜡盘上磨光。
蜡盘磨光速度快,磨光样品从中心到边缘平整,夹杂物不易拖拽,表面变形层小。
不同粒度的磨粒配以硬脂酸、油酸、碳酸钠和煤油等合成剂便可制成磨光膏。
磨光膏磨光:磨光膏磨粒是氧化铝和氧化铬(也有采用碳化硅的)。
把磨光膏的磨削原理如下:金相磨面在空气中因氧化而形成一层很薄的氧化膜,膜受到硬脂酸及油酸的作用使它粘性变大,磨面凸出部分的粘性膜随即仍然完好无损。
被撕破膜部分的金属暴露于空气中又再次形成氧化膜。
如此被磨光盘上的抛光布粘住。
由于盘在转动,膜被撕破,但磨面凹入部分的膜周而复始使金相磨面渐趋平整。
磨粒粒度大于100μm时的磨光称为粗磨,粒度在10~100μm之间可看成
是细磨,当磨粒粒度小于10μm时的磨削过程就叫抛光。
机械抛光是当前应用最广的抛光方法.它是在专门的金相试样抛光时对金属表面的滚压作用来完成的。
细磨后的试样经冲洗(为避免粗磨粒带入机上进行的。
机械抛光是依靠磨粒刃口对金属表面的磨削作用以及磨粒滚动抛光工序)后,将其磨面轻轻地置于抛光盘上进行抛光。
抛光用的织物可以用粘结剂粘在抛光盘表面,也可用套圈箍紧在抛光盘上。
织物的作用是保存抛光粉,储存润滑剂,摩擦磨面使之光亮。
抛光粉有不同的粒度,分成W7、W5、W3、W2、W1.5、W1.0、W0.5、W0.25等(W7表示最粗磨粒直径为7μm、W0.5为0.5μm,其余类推。
作抛光粉的材料很多,常用的品种有:氧化铝、氧化镁、氧化铬、氧化铁和金刚石粉等。
它们不仅具有不同的粒度,而且硬度也不同。
抛光是一道精细又富有实践技巧的工序,不同材质的金相试样应配合不同的抛光条件和参数(如抛光粉、抛光织物种类和抛光盘转速的选择等)才能获得光滑如镜、没有磨痕的抛光表面。