利用PLC实现三组喷头喷射控制系统
- 格式:doc
- 大小:602.46 KB
- 文档页数:11
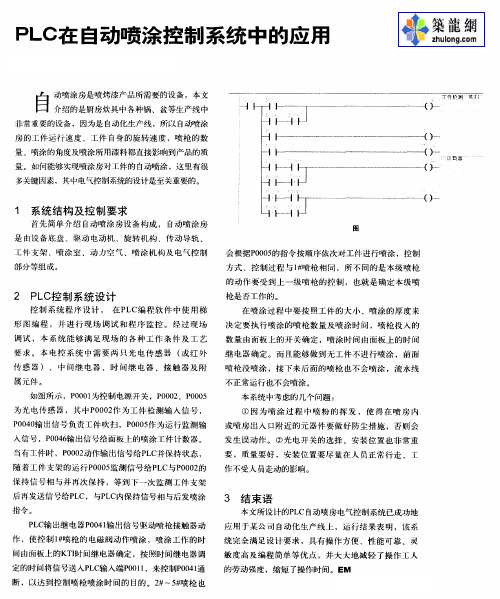
WORD格式喷泉的 PLC控制学院机电工程学院专业自动化姓名学号系统要求用两个按钮来控制 A 、B、C 三组喷头工作(通过控制三组喷头的电动机来实现)。
系统控制要求具体如下。
当按下启动按钮后, A 组喷头先喷5s 后停止,然后B、C 组喷头同时喷:5s 后,B 组喷头停止、 C 组喷头继续喷5s 再停止;而后 A 、B 组喷头喷7s,C 组喷头在这7s 的前2s 内停止,后5s 内喷水;接着A、B、C 三组喷头同时停止3s,以后重复前述过程。
按下停止按钮后,三组喷头同时停止喷水。
下图为A、B、C 三组喷头工作时序图5s 2s 5sA 3s5sB10s 5sC2.确定输入 / 输出设备,并为其分配合适的I/O 端子喷泉控制需用到的输入/输出设备和对应的PLC 端子见下表输入输出输入对应 PLC 端子功能说明输出对应 PLC 端子功能说明SB1 X000 启动控制KM1 Y000 驱动 A 组电动机SB2 X001 停止控制KM2 Y001 驱动 B 组电动机KM3 Y002 驱动 C 组电动机3.绘制喷泉控制线路图梯形图说明(1)启动控制按下启动按钮SB1 X000 常开触点闭合辅助继电器M0 线圈得电【1】M0 自锁触点闭合,锁定M0 线圈供电【29】M0 常开触点闭合,Y000 线圈得电KM1 线圈得电电动机 A 运转A 组喷头工作【4】M0 常开触点闭合,定时器T0 开始 5s 计时5s 后,定时器T0 动作【29】T0 常闭触点断开Y000 线圈失电电动机 A 停转 A 组喷头停止工作【35】T0 常开触点闭合Y001 线圈失电电动机 B 运转 B 组喷头工作【41】T0 常开触点闭合Y002 线圈失电电动机 C 运转 C 组喷头工作【9】T0 常开触点闭合,定时器T1 开始 5s计时5s 后,定时器T1 动作【35】T1 常闭触点断开Y001 线圈失电电动机 B 停转 B 组喷头停止工作【13】T1 常开触点闭合,定时器T2 开始 5s 计时5s 后,定时器T2 动作【31】T2 常开触点闭合Y000 线圈得电电动机 A 运转 A 组喷头开始工作【37】T2 常开触点闭合Y001 线圈得电电动机 B 运转 B 组喷头开始工作【41】T2 常闭触点断开Y002 线圈失电电动机 C 停转 A 组喷头停止工作【17】T2 常开触点闭合,定时器T3 开始 2s 计时2s 后,定时器T3 动作【43】T3 常开触点闭合Y002 线圈得电电动机 C 运转 C 组喷头开始工作【21】T3 常开触点闭合,定时器T4 开始 5s 计时5s 后,定时器T4 动作【31】T4 常闭触点断开Y000 线圈失电电动机 A 停转 A 组喷头停止工作【37】T4 常闭触点断开Y001 线圈失电电动机 B 停转 B 组喷头停止工作【43】T4 常闭触点断开Y002 线圈失电电动机 C 停转 C 组喷头停止工作【25】T4 常开触点闭合,定时器T5 开始 3s 计时3s 后,定时器T5 动作【4】T5 常闭触点断开定时器T0 复位【29】T0 常闭触点闭合Y000 线圈得电电动机 A 运转【35】T0 常开触点断开【41】T0 常开触点断开【9】T0 常开触点断开定时器 T1 复位,T1 所有触点复位,其中【13】T1 常开触点断开使定时器T2 复位定时器T2 复位,T2 所有触点复位,其中【17】T2 常开触点断开使定时器T3 复位定时器T3 复位,T3 所有触点复位,其中【21】T3 常开触点断开使定时器T4 复位定时器T4 复位,T4 所有触点复位,其中【25】T4 常开触点断开使定时器T5 复位【4】定时器T5 常闭触点闭合,定时器T0 开始 5s 计时,以后会重复前面的工作过程。

喷泉的PLC 控制喷泉的PLC控制学院机电工程学院专业_______________ 自动化姓名学号1.系统控制要求系统要求用两个按钮来控制A、B、C三组喷头工作(通过控制三组喷头的电动机来实现)。
系统控制要求具体如下。
当按下启动按钮后,A组喷头先喷5s后停止,然后B、C组喷头同时喷:5s后,B组喷头停止、C组喷头继续喷5s再停止;而后A、B组喷头喷7s, C 组喷头在这7s的前2s内停止,后5s内喷水;接着A、B、C三组喷头同时停止3s,以后重复前述过程。
按下停止按钮后,三组喷头同时停止喷水。
下图为A、B、C三组喷头工作时序图5s2s 5sA3s5sB10s5sC n12.确定输入/输出设备,并为其分配合适的I/O端子喷泉控制需用到的输入/输出设备和对应的PLC端子见下表输入输入|对应PLC端|功能说明子输出输出|对应PLC端|功能说明子SB1 X000 启动控制| KM1 Y000「SB2H^X001UJ-,序止樓钮--------- --- ---------------t-JYfnH)接翹器线hsi停止控制KMI I¥001COM YW2KM2KM 33.绘制喷泉控制线路图KM2 Y001EL^JN-A驱动A组电动机驱动B组电动卞电踣韓借控制皑賂佩好仅供学习与交流,如有侵权请联系网站删除谢谢34.编写PLC控制程序梯形图说明(1)启动控制按下启动按钮SB1 X000常开触点闭合辅助继电器M0线圈得电【1】M0自锁触点闭合,锁定M0线圈供电( _______________________________________【29】M0常开触点闭合,丫000线圈得电KM1线圈得电电动机A运转A组喷头工作【4】M0常开触点闭合,定时器T0开始5s计时5s后,定时器T0动作【29】T0常闭触点断开丫000线圈失电电动机A停转A组喷头停止工作I【35】T0常开触点闭合丫001线圈失电电动机B运转B组喷头工作【41】T0常开触点闭合丫002线圈失电电动机C运转C组喷头工作【9】T0常开触点闭合,定时器T1开始5s计时5s后,定时器T1动作【35】T1常闭触点断开丫001线圈失电电动机B停转B组喷头停止工作【13】T1常开触点闭合,定时器T2开始5s计时5s后,定时器T2动作【31】T2常开触点闭合丫000线圈得电电动机A运转A组喷头开始工作【37】T2常开触点闭合丫001线圈得电电动机B运转B组喷头开始工作【41】T2常闭触点断开丫002线圈失电电动机C停转A组喷头停止工作【17】T2常开触点闭合,定时器T3开始2s计时2s后,定时器T3动作【43】T3常开触点闭合丫002线圈得电电动机C运转C组喷头开始工作【21】T3常开触点闭合,定时器T4开始5s计时5s后,定时器T4动作【31】T4常闭触点断开丫000线圈失电电动机A停转A组喷头停止工作【37】T4常闭触点断开丫001线圈失电电动机B停转B组喷头停止工作【43】T4常闭触点断开丫002线圈失电电动机C停转C组喷头停止工作【25】T4常开触点闭合,定时器T5开始3s计时3s后,定时器T5动作【4】T5常闭触点断开定时器T0复位【29】T0常闭触点闭合丫000线圈得电电动机A运转【35】T0常开触点断开【41】T0常开触点断开【9】T0常开触点断开定时器T1复位,T1所有触点复位,其中【13】T1常开触点断开使定时器T2复位定时器T2复位,T2所有触点复位,其中【17】T2常开触点断开使定时器T3复位定时器T3复位,T3所有触点复位,其中【21】T3常开触点断开使定时器T4复位定时器T4复位,T4所有触点复位,其中【25】T4常开触点断开使定时器T5复位【4】定时器T5常闭触点闭合,定时器TO开始5s计时,以后会重复前面的工作过程。

基于PLC控制的自动喷涂机的设计自动喷涂机是一种广泛应用于工业生产中的设备,它可以自动完成表面喷涂工艺,提高喷涂的均匀性和效率。
而基于PLC控制的自动喷涂机可以实现更精细的控制和更高效的生产,本文将就基于PLC控制的自动喷涂机的设计进行详细介绍。
一、自动喷涂机的工作原理自动喷涂机的工作原理是通过涂料泵将涂料输送至喷涂枪,然后通过喷嘴对工件进行喷涂。
喷涂的压力、喷涂的速度、喷涂的涂料量等参数需要根据不同的工件和不同的涂料进行调整,以确保喷涂效果的均匀和一致。
而基于PLC控制的自动喷涂机能够实现对这些参数的精准控制,从而提高喷涂的质量和效率。
1. 控制系统设计:基于PLC控制的自动喷涂机的核心是其控制系统,控制系统需要能够实现对喷涂压力、喷涂速度、涂料量等参数的精准控制,同时需要能够适应不同的工件和涂料类型。
控制系统需要具有良好的稳定性、灵活性和可靠性。
3. 喷涂枪设计:喷涂枪是自动喷涂机的另一个关键部件,它直接影响着喷涂效果。
基于PLC控制的自动喷涂机需要能够通过控制系统来精确调节喷涂枪的压力、速度和喷头的角度等参数,以确保喷涂效果的一致性和均匀性。
4. 安全保护设计:自动喷涂机在工作过程中需要考虑到安全性的问题,需要添加一些自动保护装置,例如喷涂枪堵塞自动停机,喷涂机侧翻自动关机等安全装置。
5. 灵活性设计:基于PLC控制的自动喷涂机需要具有一定的灵活性,能够适应不同类型的工件和涂料。
设计时需要考虑到自动调节功能和操作界面的人性化设计。
2. 高效生产:自动喷涂机能够实现对涂料的自动输送和喷涂过程的自动化,从而提高生产效率。
4. 安全可靠:自动喷涂机能够通过添加安全保护装置来提高设备的安全性和可靠性。
四、结语基于PLC控制的自动喷涂机在工业生产中具有广泛的应用前景,它能够提高喷涂的效率和质量,同时能够适应不同的工件和涂料类型。
对于制造企业来说,投资基于PLC控制的自动喷涂机无疑是一种明智的选择。
希望本文的介绍能够对相关行业的技术人员有所帮助,也期待更多的企业能够在生产中应用基于PLC控制的自动喷涂机,提高企业的生产效率和产品质量。

喷泉控制系统内容:利用PLC实现三组喷头喷射控制系统。
有ABC三组喷头,一点开关控制启动,启动后,A组先喷五秒,然后BC两组同时喷且A组停,五秒后B组停,在五秒后C组停,而AB两组又同时喷,再经过两秒,C组也开始喷,持续五秒后,全部停止喷水,再过三秒后重复前述过程。
三:液体搅拌车内容:利用PLC实现两种液体混合装置控制系统。
SL1,SL2,SL3为液体液面传感器,页面到达时接通,两种液体(液体A,B)的流入和混合液体的流出分别由电磁阀YV1,YV2,YV3控制,M为搅拌电动机。
初始状态:当装置投入运行时,容器内为放空状态。
启动操作:按下启动按钮SB1,装置就开始按规定动作。
液体A阀门打开,液体A流入容器,当液面到达SL2是,关闭液体A阀门,打开液体B阀门,当液面到达SL3时,关闭液体B阀门。
搅拌电动机开始运动。
工作一分钟后,停止搅拌。
混合液体阀门打开,开始放出混合液体,当液面下降到SL1时,SL1由接通变为断开,在经过20秒后,容器放空,混合液体阀门YV3关闭,并开始新的工作周期。
停止操作:按下停止按钮SB2后,要处理完当前循环周期剩下的任务后,系统才停止在初始状态。
设计目的可编程序控制器(PLC, Programmable Logic Controller)是以微处理器为基础发展起来,集自动化技术、计算机技术、通信技术、先进制造技术为一体的新型工业自动控制装置。
由于它可以通过软件来改变控制过程,而且具有体积小、功能强、可靠性高、抗干扰能力强、以及应用安装方便等优点,很快在我国的工业控制中占据了主导地位,现今已成为现代工业自动化的三大支柱(PLC技术、机器人、计算机辅助设计和制造)之一,并且还在不断发展。
根据这一发展形势及需求,PLC技术已成为各类职业技术学校电子与电气专业的一门必修课,且在职业技能鉴定中可编程序控制器也逐渐成为指定的考核内容。
《PLC课程设计与实训》是自动化类专业的一门专业实践课程。

基于PLC控制的自动喷涂机的设计自动喷涂机是一种用于对产品进行自动喷涂的设备,它可以实现高效、稳定的喷涂操作,减少人力成本,提高喷涂质量。
本文将基于PLC控制的自动喷涂机的设计进行详细介绍。
自动喷涂机主要由喷涂工作区、输送系统、PLC控制系统以及供液系统组成。
喷涂工作区通常由一个旋转平台和多个喷涂头组成,产品通过输送系统进入喷涂工作区,旋转平台负责将产品进行旋转,喷涂头负责向产品喷涂涂料。
在设计中,我们选择了PLC作为自动喷涂机的控制系统。
PLC是一种可编程的控制器,可以通过逻辑运算、计数器、定时器等功能模块实现各种控制操作。
PLC控制系统可以根据输入信号的变化来控制输出信号的变化,实现对自动喷涂机的运行状态进行监控和控制。
我们需要设计输送系统,以便将产品输送到喷涂工作区。
输送系统通常由传送带和传感器组成,传送带负责将产品从进料口输送至喷涂工作区,传感器负责检测产品的位置和状态,向PLC控制系统发出信号。
然后,我们需要设计喷涂头的控制系统。
喷涂头的控制系统可以根据PLC控制系统的指令来控制涂料的喷射。
在设计中,我们可以设置喷涂头的喷涂速度、喷涂量等参数,并通过PLC控制系统对其进行调节和监控。
我们还需要设计旋转平台的控制系统,以实现对产品的旋转。
旋转平台的控制系统可以根据PLC控制系统的指令来控制旋转速度和旋转方向,确保产品能够均匀地喷涂。
我们还需要设计供液系统,以便为喷涂头提供足够的涂料。
供液系统主要由储液罐、泵和管路组成,储液罐负责储存涂料,泵负责将涂料送至喷涂头,管路负责连接各个部件。
通过以上设计,我们可以实现对自动喷涂机的全面控制。
PLC控制系统可以根据喷涂工艺要求,调整喷涂速度、涂料量等参数,实现对产品的精准喷涂。
PLC还可以监控各个部件的工作状态,及时发现故障并进行报警,提高自动喷涂机的可靠性和安全性。
摘要PLC是以计算机技术为核心的通用自动控制装置,也可以说它是一种用程序来改变控制功能的计算机。
随着微处理器、计算机和通信技术的飞速发展,可编程序控制器PLC已在工业控制中得到广泛应用,而且所占比重在迅速的上升。
PLC主要由CPU模块、输入模块、输出模块和编程装置组成。
它应用于工业混合搅拌设备,使得搅拌过程实现了自动化控制、并且提升了搅拌设备工作的稳定性,为搅拌机械顺利、有序、准确的工作创造了有力的保障。
本人所设计的多种液体混合的PLC控制程序可进行单周期或连续工作,具有断电记忆功能,复电后可以继续运行。
另外,PLC还有通信联网功能,通过组态,可直接对现场监控、更方便工作和管理。
关键字:混合装置;PLC控制;组态目录1 问题的提出 (1)1.1 课题研究的背景及意义 (1)1.1.1 课题研究的背景 (1)1.1.2 课题研究的意义 (1)1.2 课题研究的内容 (1)2 硬件设计 (3)2.1 液体混合装置的结构及控制要求 (3)2.2 主电路图 (4)2.2.1液体传感器的选择 (4)2.2.2 搅拌电机的选择 (5)2.2.3 电磁阀的选择 (5)2.2.4接触器的选择 (6)2.2.5热继电器的选择 (6)2.3可编程控制器 (6)2.3.1 I/O分配表 (6)2.3.2可编程控制器 (7)2.3.3可编程控制器的外部接线图 (8)3软件设计 (8)3.1 程序框图 (9)3.2 根据控制要求和I/O地址编制的控制梯形图 (9)3.2.1控制梯形图见附录B所示 (9)3.2.2 梯形图执行原理分析 (9)3.3 语句表 (10)4 组态监控系统设计 (11)4.1 组态王软件简介 (11)4.2 组态王工程在设计中的应用 (11)5 软硬件调试 (20)5.1 连接设置 (20)5.2 运行调试 (21)5.3 PLC程序的模拟调试 (24)5.4 组态通讯调试 (26)6结论 (27)致谢 (29)参考文献 (30)附录A 程序框图 (31)附录B 梯形图 (32)附录C 语句表 (33)1 问题的提出1.1 课题研究的背景及意义1.1.1 课题研究的背景液体混合系统部分是一个较大规模工业控制系统的改适升级,控制装置需要根据企业设备和工艺现况来构成并需尽可能的利用旧系统中的元器件。
花式喷泉的PLC控制摘要花式喷泉是近年来出现的一种园林建筑与花式观赏相结合的一种产物。
随着可编程控制器在我国的迅速发展,对花式喷泉的控制要求也越来越高,使得越来越多的控制部分需要可编程控制器来实现。
本文结合任务设计书的要求,以花式喷泉为研究对象,采用了S7-300系列PLC作为喷泉的控制器。
对花式喷泉的控制系统的总体功能进行了分析,阐述了可编程控制器的组成和工作原理。
提出了喷泉硬件的各组成模块及详细的硬件模块设计方案,并对控制方式进行了设计和程序的编写。
本设计改善了喷泉系统的控制品质,并真正地达到了实时控制的要求。
关键词:PLC;喷泉;控制系统Fancy fountain PLC ControlAbstractFancy fountain in recent years the emergence of a landscape architecture and fancy watch a product of a combination. With the programmable controller in China's rapid development, fancy fountain control requirements have become more sophisticated, making more and more control over some of the needs programmable logic controller to achieve.In this paper, the task design document requirements to fancy fountain as the research object, using S7-300 series PLC as the fountain controller. Fancy fountain control systems for the overall function of the analysis, described the composition and the programmable controller works. Fountain made of the constituent hardware modules and the detailed design of hardware modules, and control the manner and procedures for the preparation of the design. This design improves the fountain system, control quality, and truly achieve the real-time control requirements.Key words: PLC;fountain;control system目录第1章绪论 (1)1.1喷泉的发展 (1)1.1.1我国喷泉的发展 (1)1.1.2喷泉的应用状况 (1)1.1.3现代喷泉重出现的问题 (2)1.2喷泉的种类 (3)1.3喷泉中的一些新技术 (3)1.4设计的主要研究内容及安排 (3)第2章方案分析 (5)2.1主控制器方案分析 (5)2.2主控制器方案的选择 ............................... 错误!未定义书签。
喷泉控制系统
内容:利用PLC实现三组喷头喷射控制系统。
有ABC三组喷头,一点开关控制启动,启动后,A组先喷五秒,然后BC两组同时喷且A组停,五秒后B组停,在五秒后C组停,而AB两组又同时喷,再经过两秒,C组也开始喷,持续五秒后,全部停止喷水,再过三秒后重复前述过程。
三:液体搅拌车
内容:利用PLC实现两种液体混合装置控制系统。
SL1,SL2,SL3为液体液面传感器,页面到达时接通,两种液体(液体A,B)的流入和混合液体的流出分别由电磁阀YV1,YV2,YV3控制,M为搅拌电动机。
初始状态:当装置投入运行时,容器内为放空状态。
启动操作:按下启动按钮SB1,装置就开始按规定动作。
液体A阀门打开,液体A流入容器,当液面到达SL2是,关闭液体A阀门,打开液体B阀门,当液面到达SL3时,关闭液体B阀门。
搅拌电动机开始运动。
工作一分钟后,停止搅拌。
混合液体阀门打开,开始放出混合液体,当液面下降到SL1时,SL1由接通变为断开,在经过20秒后,容器放空,混合液体阀门YV3关闭,并开始新的工作周期。
停止操作:按下停止按钮SB2后,要处理完当前循环周期剩下的任务后,系统才停止在初始状态。
设计目的
可编程序控制器(PLC, Programmable Logic Controller)是以微处理器为基础发展起来,集自动化技术、计算机技术、通信技术、先进制造技术为一体的新型工业自动控制装置。
由于它可以通过软件来改变控制过程,而且具有体积小、功能强、可靠性高、抗干扰能力强、以及应用安装方便等优点,很快在我国的工业控制中占据了主导地位,现今已成为现代工业自动化的三大支柱(PLC技术、机器人、计算机辅助设计和
制造)之一,并且还在不断发展。
根据这一发展形势及需求,PLC技术已成为各类职业技术学校电子与电气专业的一门必修课,且在职业技能鉴定中可编程序控制器也逐渐成为指定的考核内容。
《PLC课程设计与实训》是自动化类专业的一门专业实践课程。
本课程的主要任务是通过项目方式开展PLC技术的学习与实训,使学生掌握常用PLC的一般设计方法,提高查阅技术资料、手册的能力,熟悉PLC的功能和编程,能开发较复杂的自动控制系统,使学生在课程设计与实训中掌握PLC技术。
为以后从事自动化类的生产和科研工作打下一定的基础。
本大纲的制定以培养学生的实际操作技能为目的。
结合《S7-200PLC编程及应用》课程的学习,加深学生对可编程序控制器的组成、特点、工作原理及指令系统等知识的掌握;通过实训环节使学生掌握可编程序控制器控制系统设计技术,从中培养学生独立思考和处理问题的能力。
程序流程图
梯形图
喷泉控制系统
控制要求:
有ABC三组喷头,一点开关控制启动,启动后,A组先喷五秒,然后BC两组同时喷且A组停,五秒后B组停,在五秒后C组停,而AB两组又同时喷,再经过两秒,C 组也开始喷,持续五秒后,全部停止喷水,再过三秒后重复前述过程。
设计思路:
输出如上图:I0.0为开关控制按钮,Q0.1为A组喷泉工作,Q0.2为B组喷泉工作,Q0.3为C组喷泉工作。
PLC外部接线图
指令表程序流程图
LD SM0.1 = M0.5
O M0.0 TON T41,50
AN M0.1 LD M0.5
= M0.0 A T41
LD M0.0 O M0.6
A I0.1 AN M0.1
LD M0.1 LD M0.1
A T42 = M0.6
OLD
O M0.1
AN M0.2
= M0.1
TON T37,50
A T37
O M0.2
AN M0.3
= M0.2 TON T38,50 LD M0.2
A T38 O M0.3 AN M0.4 = M0.3 TON T39 50 LD M0.3 A T39 O M0.4 TON T42,30 AN M0.5
= M0.4
TON T40,20 LD M0.4
A T40
O M0.5
AN M0.6
梯形图
(三)两种液体混合装置控制系统
如下图所示,SL1,SL2,SL3为液体液面传感器,页面到达时接通,两种液体(液体A,B)的流入和混合液体的流出分别由电磁阀YV1,YV2,YV3控制,M为搅拌电动机。
启动操作:按下启动按钮SB1,
装置就开始按规定动作。
液体A阀门打开,液体A流入容器,
当液面到达SL2是,关闭液体A阀门,
打开液体B阀门,当液面到达SL3时,
关闭液体B阀门。
搅拌电动机开始运动。
工作一分钟后,停止搅拌。
混合液体阀门打开,开始放出混合液体,
当液面下降到SL1时,SL1由接通变为断开
,在经过20秒后,容器放空,
混合液体阀门YV3关闭,并开始新的工作周期。
停止操作:按下停止按钮SB2后,
要处理完当前循环周期剩下的任务后,
系统才停止在初始状态。
设计思路:
I0.0为启动按钮SB1,I0.1为关闭开关SB2,I0.2为SL1,I0.3为SL2.I0.4为SL3.
Q0.0为液体阀A开关,Q0.1为液体阀B开关,Q0.2为搅拌机开关,Q0.3为混合液体阀开关。
PLC外部接线图
程序流程图梯形图
指令表
LD SM0.1 A T38
S M0.0, 1 AN M0.6
LD I0.0 R M0.5, 1
A M0.0 R M0.6, 1
R M0.0, 1 S M0.1, 1
S M0.1, 1 LD M0.1
LD I0.3 = Q0.0
A M0.1 LD M0.2
R M0.1, 1 = Q0.1 LD M0.4 S M0.2, 1 = Q0.3
LD I0.4 LD M0.3
A M0.2 = Q0.2
R M0.2, 1 TON T37, 600
S M0.3, 1 LD M0.4
LD M0.3 = Q0.3
A T37 TON T38, 200
R M0.3, 1
S M0.4, 1
LD M0.4
AN I0.2
R M0.4, 1
S M0.5, 1
LD I0.1
S M0.6, 1
LD M0.5
A T38
A M0.6
R M0.5, 1
R M0.6, 1
S M0.0, 1
LD M0.5
设计心得
通过本课程设计,我学会了如何使用PLC去实现简单的控制。
PLC是工业自动控制装置,通过本次课程设计,我学会了PLC控制的基本思想。
为以后的课程的学习打下了坚实的基础。
PLC 的工业控制实现了自动化的管理。
自动化控制正是符合了现代化的趋势。
但在程序的设计时,也要考虑到程序的最简性。
学会了用PLC程序设计的一般步骤。
首先要I/O端口分配和梯形图以及指令表。
通过这次PLC控制,让我了解了plc梯形图、指令表、外部接线图有了更好的了解,也让我了解了关于PLC设计原理。
有很多设计理念来源于实际,从中找出最适合的设计方法。
虽然本次课程设计是要求自己独立完成,但是,彼此还是脱离不了集体的力量,遇到问题和同学互相讨论交流。
多和同学讨论。
我们在做课程设计的过程中要不停的讨论问题,这样,我们可以尽可能的统一思想,这样就不会使自己在做的过程中没有方向,并且这样也是为了方便最后设计和在一起。
讨论不仅是一些思想的问题,还可以深入的讨论一些技术上的问题,这样可以使自己的处理问题要快一些,少走弯路。
多改变自己设计的方法,在设计的过程中最好要不停的改善自己解决问题的方法,这样可以方便自己解决问题。
参考文献
①《S7-200 PLC 编程及应用》.2007
②《PLC应用技术问答》.2007
③西门子(中国)S7-200产品目录。
2006
④PLC应用技术问答。
2007
⑤PLC编程及应用。
2006
⑥大中型PLC应用教程。
2005。