PET单硅离型膜QC工程图
- 格式:xlsx
- 大小:16.95 KB
- 文档页数:1
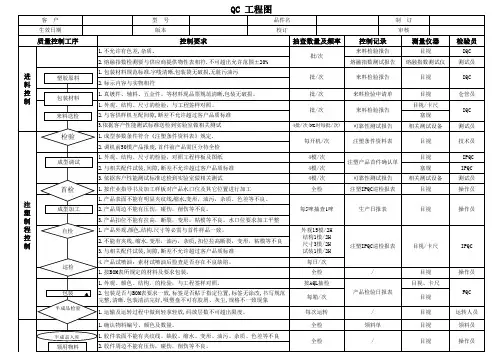
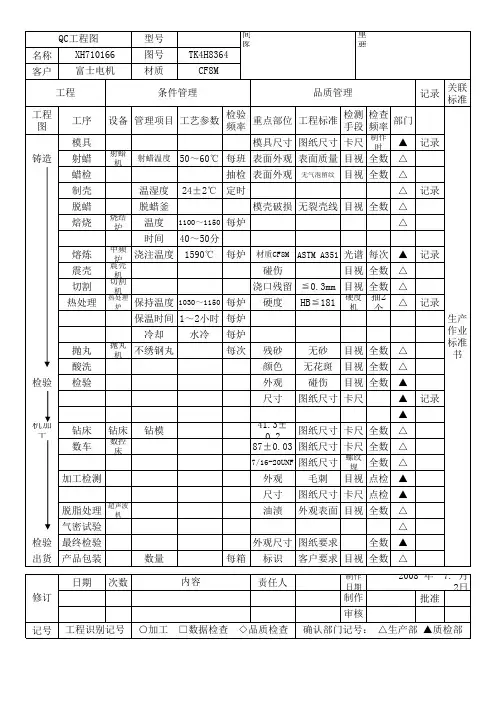

工序编号1234批准:工序名称塑料粒进料开机作业架模调机作业送料作业控制要点1.重量包装2.材质3.颜色5.耐温性6.防火性7.外观﹕a金属杂质b颗粒大小能否平均c污染设施 :1.机台选定2.确认开机条件作业 :1.温机 10 分钟以上2.面板仪表确认3.开冷却水 / 循环水设施 :1.模具确认作业 :1.模具定位确认2.确认架模作业1.干燥温度2.干燥时间立文塑胶电子制品有限企业RINWOOD PLASTIC ELECTRONIC PRODUCTS CO.,LTD注塑产品 QC 工程图判断基准有关设施 / 工具丈量仪器有关记录责任人频率备注电子称材质证明进料查验出现异样时, FAX查验报告通样板/色板知供货商 , 依据异样进料查验报告表明火性质决定发出质量依查验规范供给商来料月统计表IQC2包/每批质量异样办理单异样办理单要求供货商提出改良及预目视放举措 , 并由 IQC追磁铁踪改良成效 .干燥机依查验规范目视注塑技术员初件/换料注塑机1.对作业员进行教育训练2.落实作业规范依查验规范注塑机目视注塑技术员初件注塑技术员依查验规范干燥机目视初件/换料IPQC表单编号: FM-B-011/A 制定:日期:页次: 1 of 2立文塑胶电子有限公司RIN WOOD PLASTIC PRODUCT ELECTRIC PARTS CO,LTD 注塑产品 QC工程图工序编号567 8工序名称生产调机作业质量确认作业及生产作业包装作业作业达成(入库检验 )控制要点1.供料确认2.模面目视检查3.顶出机构确认4.射出/速度/压力/时间/ 温度1.工程尺寸 ( 依规范 )2.设施 / 模具能否需再调整3.成型条件确认4.外观1.确认包装数目2.成型标示单查对入库数目1.标示2.包装3.外观4.尺寸判断基准有关设施 / 工具丈量仪器有关记录责任人频率IPQC巡检报告表注塑技术员换料或增添依查验规范注塑机目视首件检查报告作业员水口料质量异样办理单IPQC首检注塑技术员换料或增添作业员水口料依查验规范目视IPQC 巡检报告表注塑机质量异样办理单IPQC试装件IPQC每 2H/次IPQC依包装要求刀片目视每批作业员IPQC巡检报告表依查验规范目视IPQC每批质量异样办理单备注1.作业员进行教育训练2.落实作业规范1.对作业员进行教育训练2.. 落实作业规范3.首检或巡回出现不合规格时,应通知注塑课主管停机4. .待确认OK后方可生产1.制程中停机检讨找出变异﹐改良模具精度.2..IPQC 入库检验发现异样注塑课 .表单编号: FM-B-011/A批准:制定:日期:页次: 2 of 2。

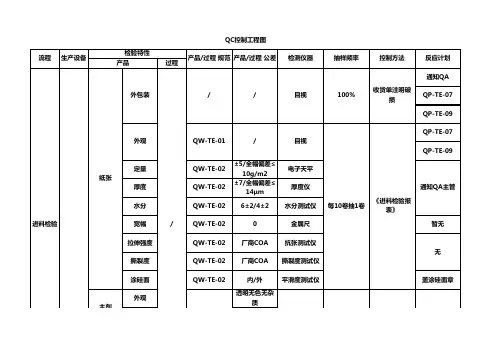
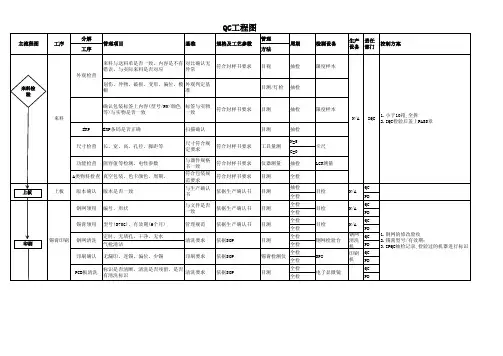
文件编号制定日期制定SCTQC-0512015.01.26周丽Ite m Work Flow工序名称管制项目(重点)管制文件检验者检验频率检验依据检验工具表单记录1PET预缩1.IR预缩温度/时间2.材料外观:无变形及折伤现象SOP作业员/IPQC每卷PET/一次预缩烘烤规范目视/温度表量测IR溫度測試報告2制版网版网目,张力,图纹,外观工程规范制版员/IPQC每块/一次网版检验规范网目片/放大镜/张力计网版检查记录表3调墨油墨型号/粘度工程规范调墨员/IPQC 每批/一次油墨粘度检验规范粘度计油墨搅拌记录表4印刷银线/地网1.印刷机参数:刮刀,回墨刀速度2.印刷线路完整性SOP印刷组长/技术员每个机种量产前/一次制程控制标准目视首件检查确认单5烘烤1.IR预缩温度/时间2.材料外观:无变形及折伤现象SOP作业员/IPQC每卷PET/一次印刷IR温度转速与时间设定对照表目视/温度表量测IR溫度測試報告重点管制参预缩IR烘烤温度,时(此时间涉及公司制填写)网目:银线/250目/3/300目,再生版及重张力:17-26N/c㎡;力:25-30N/c㎡银浆粘度:20000-3刮刀,回墨刀速度预缩IR烘烤温度,时(此时间涉及公司制填写)Membrane 普通机种管控文件Membrane QC 工程图版本版次页次 Pages1.2印刷卷材预缩网版检验调油墨印刷银线/印碳墨IR烘烤5m5mIR (此填写)银线张力:25-30N/c㎡粘度:IR (此填写)普通机种管控文件印刷银膜厚:印刷碳膜厚:25MΩ0.05mm.25MΩ。
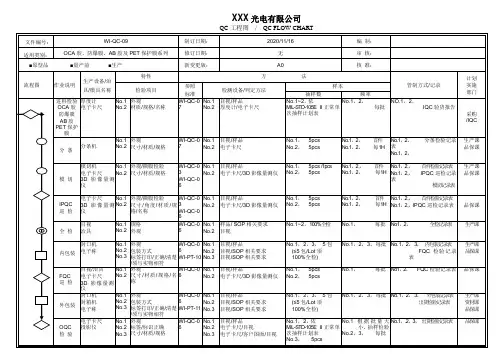

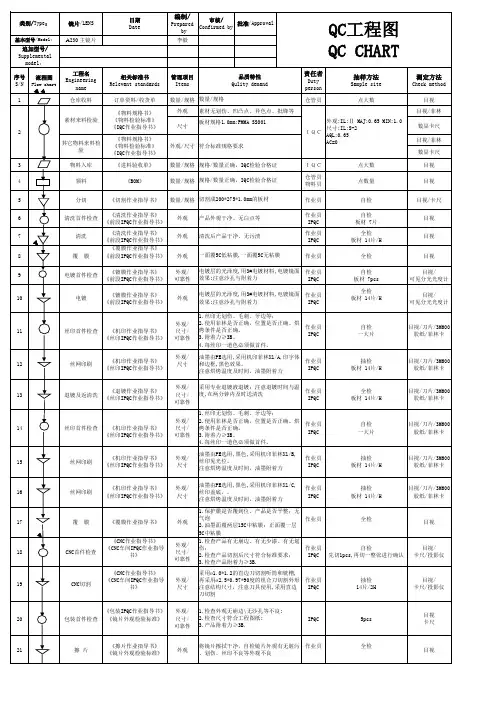
喷锡板、金手指板、滚涂板、OSP板、镀金板QC工程图NO 制造流程管理项目检查设备名称检验工具质量管理基准检验频率制程条件点检所用记录表单可靠性试验IPQC 操作者操作者班组长01 .工艺流程.钻孔文件.CNC文件.模具.底片√.光绘机.冲片机.客户资料.检验光台.放大镜.SH-WI-021工艺能力作业指导书.SH-WI-022底片管理作业指导书.SH-WI-024光绘作业指导书.SH-WI-025资料处理指导书.SH-AD-002制程检验标准书.全检√√.设备日常保养检查表/维修记录表02 .尺寸.厚度.板材氧化.板材沾胶.板材刮伤.外观√.裁板机.卷尺.千分尺.铜箔测量仪.SH-WI-026下料作业指导书.SH-AD-002制程检验标准书.流程单.自检√.流程单.设备日常保养检查表/维修记录表.尺寸.厚度.片数√.销钉机.卷尺.游标卡尺.SH-WI-067钉销钉作业指导书.SH-AD-002制程检验标准书.流程单.自检√.流程单.设备日常保养检查表/维修记录表.文件资料.孔位.孔径.孔数.外观.其它√√.数控钻床.胶片.孔针.游标卡尺.目视.SH-WI-068东星钻机作业指导书.SH-WI-069万达、天马钻机作业指导书.SH-WI-071维科钻机作业指导书.SH-AD-002制程检验标准书.首件.自检√√.流程单.IPQC巡检记录表.设备日常保养检查表/维修记录表03 .速度.压力.温度.去毛刺不净.外观.其它√√.去毛刺机.刷磨机.显示器.目视.SH-WI-074去毛刺作业指导书.SH-AD-002制程检验标准书.首件.自检√√.流程单.IPQC巡检记录表.设备日常保养检查表/维修记录表04.药水浓度.温度.孔内无铜.脱层.背光等级.外观.其它√√.PTH自动线.电控设备.切片机.化验分析.PH计.显示器.显微镜.目视.SH-WI-048化验实验作业指导书.SH-WI-041沉铜线作业指导.SH-AD-002制程检验标准书.首件.自检√√.背光等级测试记录表.化验室PTH药水分析报告.设备日常保养检查表/维修记录表.流程单.沉积速率试验.背光测试下料钻孔钉销钉去毛刺沉铜工程资料处理双面线路单面线路喷锡板、金手指板、滚涂板、OSP板、镀金板QC工程图NO 制造流程管理项目检查设备名称检验工具质量管理基准检验频率制程条件点检所用记录表单可靠性试验IPQC 操作者操作者班组长05 .药水浓度.温度、电流.铜厚.孔内无铜.烧焦、夹伤.脱层、针孔.外观.其他√√.一铜手动线.电控设备.化验分析.显微镜测量.电控箱显示表.电流检测表.显微镜.目视.SH-WI-048化验实验作业指导书.SH-WI-047物理实验作业指导书.SH-WI-046一次镀铜作业指导.SH-AD-002制程检验标准书.首件.自检√√.IPQC巡检记录表.电镀铜槽锡槽药水分析报告单.显微切片报告.设备日常保养检查表/维修记录表.厚度测试06 .药水浓度.温度.传动速度.孔破.孔塞.外观.其它√√.刷光机.化验分析.显示表.检验.目视.SH-WI-032刷光作业指导书.SH-WI-048化验实验作业指导书.SH-AD-002制程检验标准书.全检.抽检√.药水分析报告单.设备日常保养检查表/维修记录表.孔检日报表.GB-2828-87抽样方案.IPQC巡检记录表07 .曝光时间.冲洗温度.冲洗时间.张力.线条、档点.外观.其他√.曝光机.烤箱.张力计.目视.SH-WI-037制网作业指导书 .全检√√.设备日常保养检查表/维修记录表08 .药水浓度.速度.压力.烘干温度.卡板、粘胶.外观√.刷光机.化验分析.显示表.目视.SH-WI-048化验实验作业指导书.SH-WI-032刷光作业指导书.次/班√√.药水分析报告单.设备日常保养检查表/维修记录表.水膜试验.磨痕试验09 .丝印压力.网目数.油墨粘度.刮胶硬度.预烘温度.预烘时间.印反、锯齿.阴影、脏点.未印下.印入成型线.油墨入孔.断路、缺口.外观、其它√√.丝印台.自动丝印机.粘度计.温度显示计.时间显示计.目视.SH-WI-028传统线路作业指导书.SH-WI-031湿膜线路作业指导书.SH-AD-002制程检验标准书.流程单.首件.自检√√.流程单.设备日常保养检查表/维修记录表.IPQC巡检记录表.烤箱温度测试10.底片类别.正负片.对比度.开短路.刮花.其它√.熏片机.50X镜.目视.SH-WI-039棕片制作作业指导书.SH-WI-038棕片显影机作业指导书.SH-AD-002制程检验标准书.全检√√.设备日常保养检查表/维修记录表孔检刷光线路印刷网板制作棕片制作湿膜线路传统线路一铜单面线路喷锡板、金手指板、滚涂板、OSP板、镀金板QC工程图NO 制造流程管理项目检查设备名称检验工具质量管理基准检验频率制程条件点检所用记录表单可靠性试验IPQC 操作者操作者班组长11 .底片类别.对比度.对偏.底片刮伤.片长片短.脏点刮伤.曝光能量.曝光时间.真空度.温湿度.外观.刮伤.其它√√.光台.曝光机.面盘显示表.温湿度显示计.21格曝光尺.SH-WI-029对片曝光作业指导书.SH-AD-002制程检验标准书.流程单.首件.自检√√.设备日常保养检查表/维修记录表.温度湿度记录表.曝光能量测试记录表.流程单.IPQC巡检记录表曝光能量测试12 .药水浓度.速度.温度.压力.显影不净.刮伤.外观.其它√√.显影机.化验分析.显示器.PH计.SH-WI-048化验实验作业指导书.SH-WI-035显影作业指导书.SH-AD-002制程检验标准书.1次/班.首件.自检√√.药水分析报告单.设备日常保养检查表/维修记录表.IPQC巡检记录表CuCl2试验13 .对偏.印偏.资料核对.开路.缺口.线宽线距.氧化.粘胶.孔偏.显影不净、.曝光不良.锯齿.阴影.脏点.渗墨.油墨入孔.印入成型线.掉油墨.孔内无铜.掉挡点.刮伤.外观.其它√√.检验光台.修补刀.补油笔.50倍放大镜.十倍镜.目视.SH-AD-002制程检验标准书.流程单.全检.抽检√.流程单.一修检验日报表.GB-2828-87抽样方案.IPQC巡检记录表14.温度.时间√.烤箱.显示表.目视.SH-WI-028传统线路作业指导书.SH-WI-031湿膜线路作业指导书.次/班√√.设备日常保养检查表/维修记录表.烤箱温度测试一修对片曝光显影线路后烘传统线路喷锡板、金手指板、滚涂板、OSP板、镀金板QC工程图NO 制造流程管理项目检查设备名称检验工具质量管理基准检验频率制程条件点检所用记录表单可靠性试验IPQC 操作者操作者班组长15 .前处理药水.药水浓度.电流.时间、烧焦.脱层、粗糙.针孔、夹伤.孔内无铜.铜厚.刮伤、外观√√.二铜槽.电控设备.化验分析.显微镜.温度计.电控设备显示表.SH-WI-048化验实验作业指导书.SH-WI-043二次铜作业指导书.SH-WI-047物理实验作业指导书.SH-AD-002制程检验标准书.流程单.次/班.首件.自检√√.电镀铜槽药水分析报告单.设备日常保养检查表/维修记录表.显微切片报告.电流检测记录表.IPQC巡检记录表.流程单.厚度测试16 .前处理药水.药水浓度.电流.温度、时间.流锡.锡发黑.渗渡、夹伤.刮伤、外观√√.镀铅锡槽.镀纯锡槽.电控设备.化验分析.温度计.显微镜.整流器显示表.显示器.SH-WI-048化验实验作业指导书.SH-WI-043二次铜作业指导书.SH-WI-047物理实验作业指导书.SH-AD-002制程检验标准书.流程单.次/班.首件.自检√√.电镀锡槽药水分析报告单.设备日常保养检查表/维修记录表.电流检测记录表.显微切片报告.IPQC巡检记录表.流程单.厚度测试17 .前处理药水.药水浓度.PH值、比重.电流.温度时间.发白、发雾.氧化、脱层.渗渡、夹伤.刮伤.外观√√.镀镍槽.镀金槽.电控设备.化验分析.温度计.PH计.比重计.整流器显示表.显示器.显微镜.SH-WI-048化验实验作业指导书.SH-WI-043电镀镍金作业指导书.SH-WI-047物理实验作业指导书.SH-AD-002制程检验标准书.流程单.次/班.首件.自检√√.电镀镍槽药水分析报告单.设备日常保养检查表/维修记录表.金盐添加记录单.电流检测记录表.显微切片报告.IPQC巡检记录表.流程单.厚度测试18.药水浓度.速度.温度.压力.退油墨不净.刮伤、外观√√.去墨机.显示器.SH-WI-048化验实验作业指导书.SH-WI-044碱性蚀刻作业制导书.SH-AD-002制程检验标准书.次/班.首件.自检√√.蚀刻药剂分析报告.设备日常保养检查表/维修记录表.IPQC巡检记录表.流程单.药水浓度.温度、.速度、压力.蚀刻不净.蚀刻过度.脱层.刮伤、外观√√.蚀刻线.自动添加比重计.显示表.SH-WI-048化验实验作业指导书.SH-WI-044碱性蚀刻作业制导书.SH-AD-002制程检验标准书.次/班.首件.自检√√.蚀刻药剂分析报告.设备日常保养检查表/维修记录表.IPQC巡检记录表.流程单.附着力测试.药水浓度.温度.、时间.速度.压力.退铅锡不净.孔内无铜.刮伤、外观√√.剥锡铅槽.温度测试表.显示器.目视.SH-WI-048化验实验作业指导书.SH-WI-044碱性蚀刻作业制导书.SH-AD-002制程检验标准书.次/班.首件.自检√√.蚀刻药剂分析报告.设备日常保养检查表/维修记录表.IPQC巡检记录表.流程单镀二铜镀铅(纯)锡退油墨蚀刻退铅锡正片工艺负片工艺正片工艺负片工艺正片工艺镀镍金镀镍金板镀镍金板喷锡板、金手指板、滚涂板、OSP板、镀金板QC工程图NO 制造流程管理项目检查设备名称检验工具质量管理基准检验频率制程条件点检所用记录表单可靠性试验IPQC 操作者操作者班组长19 .线宽线距.蚀刻过度.蚀刻不净.镀层脱落.断线、缺口.脏点.粘胶.油墨入孔.曝光不良.显影不净.锯齿、针孔.铅锡不良.孔钻偏.漏孔.对偏、印偏.烧焦、夹伤.渗镀.发白、发雾.氧化、脱层.孔无铜.板材.刮伤、外观.其它√√ .补线机.检验光台.拉力胶.修补刀.50倍放大镜.十倍镜.烧断器.目视.SH-AD-002制程检验标准书.流程单.全检.抽检√.IPQC巡检记录表.三修检验日报表.GB-2828-87抽样方案.设备日常保养检查表/维修记录表.流程单.附着力测试20 .曝光时间.张力.档点.线条.外观√.曝光机.烤箱.张力计.目视.SH-WI-037制网作业指导书.全检√.设备日常保养检查表/维修记录表21 .速度.烘干温度.酸洗浓度.压力.其它√.刷光机.化验分析.显示器.SH-WI-032刷光作业指导书.SH-WI-048化验实验作业指导书.次/班.自检√√.设备日常保养检查表/维修记录表.药水分析报告单.磨痕测试.水膜试验22.丝印压力.网目数.油墨粘度.刮胶硬度.静置时间.预烘温度.预烘时间.孔内油墨.印反、印偏.脏点、粘胶.漏印、氧化.露铜.印入成型线.阻焊上焊盘.网板印.刮刀印.刮伤、外观√√.丝印台.丝印机.粘度计.温度显示计.时间显示计.SH-WI-036液态防焊作业指导书.SH-WI-027传统防焊作业指导书.SH-AD-002制程检验标准书.流程单.首件.自检√√.设备日常保养检查表/维修记录表.IPQC巡检记录表.流程单.烤箱温度测试三修刷光、清洗网板制作阻焊印刷湿膜阻焊传统阻焊喷锡板、金手指板、滚涂板、OSP板、镀金板QC工程图NO 制造流程管理项目检查设备名称检验工具质量管理基准检验频率制程条件点检所用记录表单可靠性试验IPQC 操作者操作者班组长23 .对比度.片长.片短.刮伤.脏点√√.熏片机.目视.SH-WI-039棕片制作作业指导书.SH-WI-0棕片显影机作业指导书.首件.自检√√.设备日常保养检查表/维修记录表24 .底片类别.对比度.对偏.底片刮伤.片长片短.脏点刮伤.曝光能量.曝光时间.真空度.温湿度.刮伤.其它√√.曝光机.21格曝光尺.面盘显示表.温湿度显示计.SH-WI-029对片曝光作业指导书.SH-AD-002制程检验标准书.流程单.4次/班.首件.自检√√.温度湿度记录表.曝光能量测试记录表.设备日常保养检查表/维修记录表.流程单曝光能量测试25 .药液浓度.温度.压力.速度.显影不净.显影过度.刮伤.外观√√.显影线.化验分析.显示器.目视.SH-WI-048化验实验作业指导书.SH-WI-035显影作业指导书.SH-AD-002制程检验标准书.次/天.首件.自检√√.设备日常保养检查表/维修记录表.IPQC巡检记录表.药水分析报告单CuCl2试验26.资料核对.显影不净.显影过度.曝光不良.对偏.印偏.棕片刮伤.棕片淡.油墨脱落.油墨入孔.露铜.油墨不均.粘胶.脏点.氧化.网版印.刮刀印.手指印.未印下.印入成型线.阻焊上焊盘.刮伤.外观.其它√√.检验光台.目视.修补刀.补油笔.十倍镜.50倍镜.目视.SH-AD-002制程检验标准书.流程单.全检.抽检√.IPQC巡检记录表.防焊检验日报表.GB-2828-87抽样方案.流程单对片曝光显影防检棕片制作传统阻焊喷锡板、金手指板、滚涂板、OSP板、镀金板QC工程图NO 制造流程管理项目检查设备名称检验工具质量管理基准检验频率制程条件点检所用记录表单可靠性试验IPQC 操作者操作者班组长27 .温度.时间√.烤箱.显示器.目视.SH-WI-036液态防焊作业指导书.SH-WI-027传统防焊作业指导书.次/班√.设备日常保养检查表/维修记录表.烤箱温度测试28 .曝光时间.拉力.张力.档点.底片.线条.外观√.曝光机.烤箱.张力计.目视.SH-WI-037制网作业指导书.全检√√.设备日常保养检查表/维修记录表29 .丝印压力.网目数.油墨粘度.刮胶硬度.烘烤温度.烘烤时间.文字上焊盘.印偏.漏印.印反.文字不清.沾油墨.刮伤.外观.其它√√.丝印台.粘度计.温度显示计.时间显示计.手术刀.补油笔.目视.SH-WI-034文字印刷作业指导书.SH-AD-002制程检验标准书.流程单.首件.自检√√.设备日常保养检查表/维修记录表.IPQC巡检记录表.GB-2828-87抽样方案.流程单.烤箱温度测试30 .温度.电流.药水浓度.PH值.镀镍金厚度.外观.脱层.氧化.烧焦.发白.发花.麻点.发雾.刮伤.外观√√.镀金手指线.显示器.化验分析.比重计.PH计.显微镜.SH-WI-045金手指作业指导书..SH-WI-048化验实验作业指导书.SH-AD-002制程检验标准书.流程单.1次/班.首件.自检√√.电镀镍药水分析报告单.设备日常保养检查表/维修记录表.电流检测记录表.IPQC巡检记录表.流程单.厚度测试.拉力测试31.宽度.厚度.烘烤温度.烘烤时间√.烤箱.SH-WI-075喷锡作业指导书.自检√.烤箱温度测试.药水浓度.速度.压力√.喷锡前处理机.化验分析.显示器.SH-WI-075喷锡作业指导书.次/班.自检√√.药水分析报告单网板制作文字印刷镀金手指贴红胶带喷锡前处理后烘有金手指无金手指抗氧化板镀金板NO 制造流程管理项目检查设备名称检验工具质量管理基准检验频率制程条件点检所用记录表单可靠性试验IPQC 操作者操作者班组长32 .锡炉温度.风刀压力.浸锡时间.风刀角度.风刀温度.焊盘不上锡.锡面粗糙.油墨脱落.金手指沾锡.锡短路.锡高.锡塞孔.锡粗糙.刮伤沾锡√√.喷锡机.显示器.温度计.SH-WI-075喷锡作业指导书.SH-AD-002制程检验标准书.流程单.首件.自检√√.设备日常保养检查表/维修记录表.IPQC巡检记录表.流程单33 .温度.输送速度.其它√.喷锡后处理机.显示器.SH-WI-075喷锡作业指导书.自检√√.药水分析报告单34 .焊盘不上锡.锡粗糙.金手指沾锡..锡短路、锡塞孔.锡高.刮伤沾锡.油墨脱落.油墨入孔.显影不净.阻焊上焊盘.露铜.油墨不均.印偏.漏印.印反.文字不清.沾油墨.外观.其它√√.手术刀.电铬铁.放大镜.烧断器.目视.SH-AD-002制程检验标准书.流程单.全检.抽检√.IPQC巡检记录表.成品检验日报表.GB-2828-87抽样方案.流程单35 .尺寸.公差.冲(铣)反.用错模具.冲(铣)偏.铣坏.刮伤.外观√√.冲床.锣机.裁板机.游标卡尺.目视.SH-WI-077维科铣床作业指导书.SH-WI-073万象铣床作业指导书.SH-WI-051冲床作业指导书.SH-WI-053模具管理作业指导书.SH-WI-050裁剪作业指导书.SH-AD-002制程检验标准书.流程单.首件.自检√√.设备日常保养检查表/维修记录表.IPQC巡检记录表.流程单36.角度.深度.刮伤.外观√√.斜边机.目视.SH-WI-078斜边作业指导书.SH-AD-002制程检验标准书.流程单.首件.自检√√.设备日常保养检查表/维修记录表.IPQC巡检记录表.流程单喷(纯)锡后处理大片检验外型斜边抗氧化板镀金板NO 制造流程管理项目检查设备名称检验工具质量管理基准检验频率制程条件点检所用记录表单可靠性试验IPQC 操作者操作者班组长37 .深度.拉偏.上下刀错位.拉断.刮伤.外观√√.V—CUT机. V—CUT测试仪.目视.SH-WI-052拉线作业指导书.SH-AD-002制程检验标准书.流程单.首件.自检√√.设备日常保养检查表/维修记录表.IPQC巡检记录表.流程单38 .温度.速度.外观√.清洗机.目视.SH-WI-06铅锡板成检作业指导书.次/每批料√√.设备日常保养检查表/维修记录表39 .电压.气压.阻抗.压伤.开路、短路.其它√.测试机.飞针测试机.通用测试机.飞针测试机.烧断器.目视.SH-WI-063测试架作业指导书.SH-WI-064飞针测试作业指导书.SH-WI-066通用测试机作业指导书.流程单.全检√√.设备日常保养检查表/维修记录表.流程单40 .工艺.基材.线路.孔.焊盘.防焊.文字.金手指.外型、尺寸.锡面.金面.板弯板翘.外观.其他√√.检验光台.修补刀.补油笔.电铬铁.放大镜.游标卡尺.烧断器.目视.SH-AD-003成品质量检验标准书.流程单.全检.抽检√.成品检验日报表.成品出库检验报告.IPQC巡检记录表.流程单.GB-2828-87抽样方案.可焊性实验.耐浸焊性.剥离强度.涂膜耐溶剂性41 .药水浓度.温度.速度.压力.抗氧化膜.刮伤.外观√√.抗氧化线.目视.SH-AD-002制程检验标准书.流程单.次/班.首件.自检√√.设备日常保养检查表/维修记录表.药水分析报告单.IPQC巡检记录表.流程单42 .电气压.阻抗.压伤.开路、短路.其它√.测试机.飞针测试机.烧断器.通用测试机.飞针测试机.目视.SH-WI-063测试架作业指导书.SH-WI-064飞针测试作业指导书.SH-WI-066通用测试机作业指导书.流程单.全检√√.设备日常保养检查表/维修记录表.流程单.OSP抗氧化膜.滚涂助焊剂.外观√√.检验光台.目视.SH-AD-002制程检验标准书.SH-AD-003成品质量检验标准书.流程单√.IPQC巡检记录表.成品检验日报表.GB-2828-87抽样方案.流程单43.数量.合格证.包装外观√.真空包装机.手工包装.目视.SH-WI-062包装作业指导书.流程单.全检√√.设备日常保养检查表/维修记录表.流程单清洗测试成品检验包装入库拉线测试抗氧化、滚涂OSP板喷锡板外观检验镀金板滚涂板。
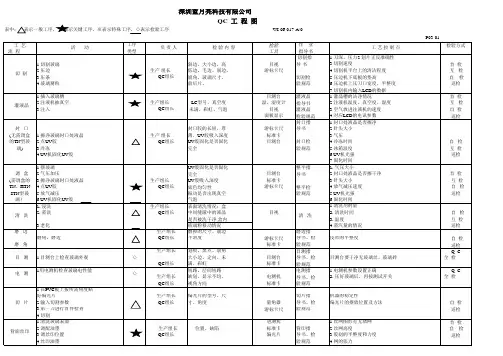
项目标准使用表单担当频率责任1进料检验来料物料格质、外观、尺寸、克重、包装等《进料检验标准》《检验和实验控制程序》《恒温干燥箱使用说明书》《电热恒温干燥箱作业指导使用说明书》天平称、卷尺、测厚仪、恒温恒湿箱、恒温干燥箱、耐高温玻璃盘《来料检验报告》《主原料来料检验报告单》《原料来料检验报告单》《来料统计表》IQC每次来料品管主管2来料入库叉车种类、数量《物质进出管理规定》《标识和可追溯性控制程序》《产品防护和交付控制程序》天平称《入库单》仓管每次入库仓库主管3领料叉车种类、数量《物质进出管理规定》《标识和可追溯性控制程序》《产品防护和交付控制程序》天平称《领料单》物料员每次领料4印刷印刷机外观、版面《印刷检验标准》《印刷机操作规程》目视《机器设备日点检记录表》《印刷检验表》生产作业员按订单5分切分切机型号、尺寸宽度±1mm 《分切机操作规程》《分切检验标准》目视《机器设备日点检记录表》《分切检验表》生产作业员按订单6换模、调机量杯、模具等型号、规格按实际《生产设备操作指导书》目视《生产任务单》生产作业员按订单7产品热封包装自动颗粒包装机材料、尺寸80℃以上《生产设备操作指导书》目视《机器设备日点检表》生产作业员按订单8首件检验首件产品外观、材质、克重检查5包《检验和实验控制程序》《产品检验标准书》目视、钢尺、托盘天平《首件检验报告》IPQC量产前品管主管9巡检制程产品外观、克重检查10包《检验和实验控制程序》《产品检验标准书》目视、钢尺、托盘天平《QC巡检记录表》IPQC1次/H品管主管10包装封口机外观、尺寸二档(300℃)《包装作业规程》《自动封口机操作规程》目视《生产日报表》生产部及时生产主管11成品检验成品包装、标识《产品检验标准书》《检验和实验控制程序》《产品检验标准书》目视、钢尺、托盘天平《成品检验报告》《成品检验月统计表》OQC及时品管主管12成品入库叉车种类、数量《物质进出管理规定》《标识和可追溯性控制程序》天平称《成品检验报告》《成品盘存表》仓库及时仓库主管13出货检验出货品包装、标识《产品检验标准书》《检验和实验控制程序》目视、钢尺、托盘天平《成品检验报告》《成品检验月统计表》OQC按订单品管主管生产主管东莞市****有限公司QC工程图管理特性品质确认方法序号工程名设备名称相关标准测量设备。
揭秘PET离型膜的技术指标PET离型膜是热转印常用到的一种材料,底材是PET,经过涂布硅油而成所以也叫硅油膜。
常规厚度从25um至150um。
有冷热撕和光哑面之分,经过防静电和防划伤处理,产品具有很好的吸附性和贴合性。
1残存粘着率残存粘着率是指离型膜在第一次剥离后,第二次剥离时的力,经盘算后获得的数据,重要反应硅油固化的后果。
UV固化硅油的残存粘着率一样平常为100%,热固化硅油的残存黏着率最高为90%。
多数供应商如果宣称自己的离型膜残存黏着率为100%,那就可疑了。
假如产生脱硅的环境,这类离型膜的残存粘着率一样平常不会高过70%。
离型膜指标的测试是一件相当繁杂的工程。
同平常电子厂、胶带厂仅能测试后几项数据。
2常温剥离力常温剥离力是指在常温下经由过程尺度测试办法获得的剥离力数据,单位是N/25mm,能够转换成若干克。
平常0.10N/25mm,即10克以下的剥离力,俗称为轻剥离;0.20N/25mm,即20克以下的剥离力,俗称为中剥离;0.35~0.45N/25mm,即35~45克的剥离力,俗称为重剥离;0.60~0.80N/25mm,即60~80克的剥离力,俗称为重重剥离;固然也有0.03~0.04 N/25mm,即3~4克的剥离力,俗称为微微剥离;也有1.00N/25mm,即100克以上的剥离力,俗称为超重剥离。
3老化剥离力老化剥离力是指经老化后测得的剥离力数据,一样平常较常温剥离力略大。
4干硅涂布量干硅涂布量是指,离型剂涂布在资料上的量,单位是克每平方米。
一样平常为溶剂型硅油的涂布量从0.30~0.80克每平方米,无溶剂型硅油的涂布量从0.80~1.30克每平方米。
必要业余测试设备能力测试涂布量。
硅油涂布量直接影响到剥离性能。
较高的涂布量,能够或许密实地将原纸笼罩,包管硅油平均散布。
较低的硅油涂布量,则轻易呈现漏涂等征象,以致剥离不良。
有些离型涂布供应商通过降低硅油涂布量,以致剥离着重,生产出重离型膜,在使用时是具备相当危险的。