钢板对接的焊接生产及焊接工艺编制考核评分表
- 格式:doc
- 大小:30.00 KB
- 文档页数:4
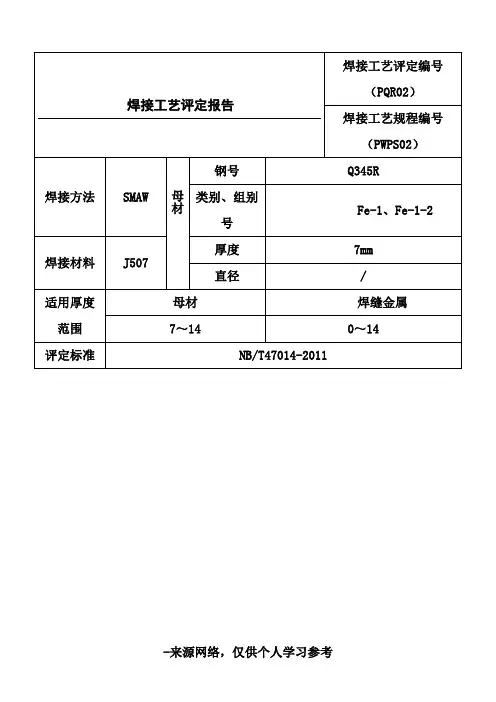
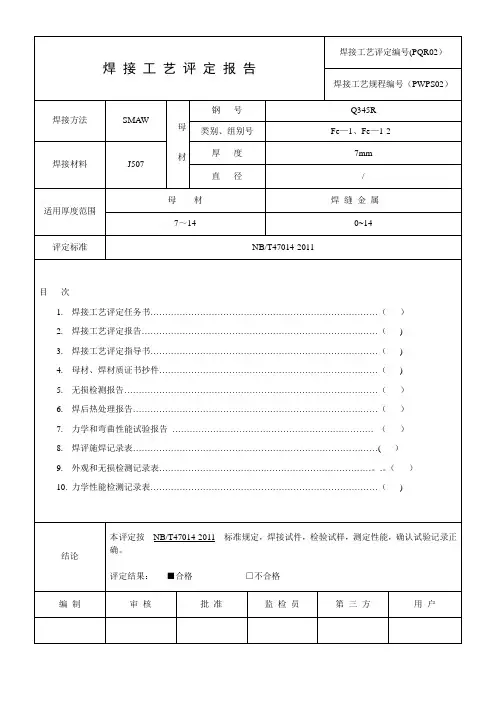
焊接工艺评定任务书
热处理检验报告
表码号:Q/CKD/D035—2009 产品名称:产品编号: 部件
名称
部件
图号
热处理
方式
炉次号
试板热处理
状态
热处理工艺要求
PQR02
评定试板
焊后消除
应力
热处理
□同炉热处理
□无试板
入炉温度
(℃)
升温速度
(℃/h)
保温温度
(℃)
保温时间
(h)
降温速度
(℃/h)
冷却方式
及时间
出炉温度
(℃)
常温≤150620±203≤200
随炉冷却
后空冷
200
实际热处理温度-时间记录曲线
附:热处理温度—时间自动记录曲线图
曲线图原件保存在PQR01焊接工艺评定报告内。
结论:■合格□不合格
审核人:李平检查员:李洲2011年3月22日。
钢板对接的焊接生产及焊接工艺编制考核评分表
钢板对接的焊接生产及焊接工艺编制考核评分
表
任务名称焊接生
产及工
艺编制
工
艺
组
姓名成绩
考核
点和配分考核标准
考核
人
得分
焊接应力与
变形的分析
(10分)
错一处扣1-2分。
钢板下料工艺过程卡(10分)下料方法选用合理、坡口加工选用设备正确,工艺过程卡填写规范(9-10分);下料方法选用、坡口加工选用设备基本合理,工艺过程卡较规范(6-8分);下料方法选用、坡口加工选用设备不符合要求,工艺过程卡不规范
(0-5分)。
钢板装配工
艺卡(10分)装配方法正确(能正确考虑焊接应力与变形),工艺卡填定规范(9-10分);装配方法基本正确(钢板对接时对焊接应力与变形考虑不周全),工艺卡填定较规范(6-8分);装配方法不正确,工艺卡填定不规范(0-5分)。
焊接工艺卡(分20)接头形式、坡口形式、焊接层数选择正确、焊接图形正确(8分);技术要求及说明(4分);焊接方法、焊接材料、电流种类极性、焊接电流、电弧电压、焊接速度、气体及流量等(18分)。
焊接试件过程及质量分能调节与工艺内容的焊接工艺参数(2分);
析(15分)能按照焊接工艺要求
焊接试件(5分);能
结合试件质量分析工
艺的可操作性(8分)。
PPT汇报(15分)PPT制作完整(8分);汇报流畅(7分)
个人素养
(20分)
见个人素养评分表。