MSA测量系统分析第四
- 格式:pptx
- 大小:5.18 MB
- 文档页数:108


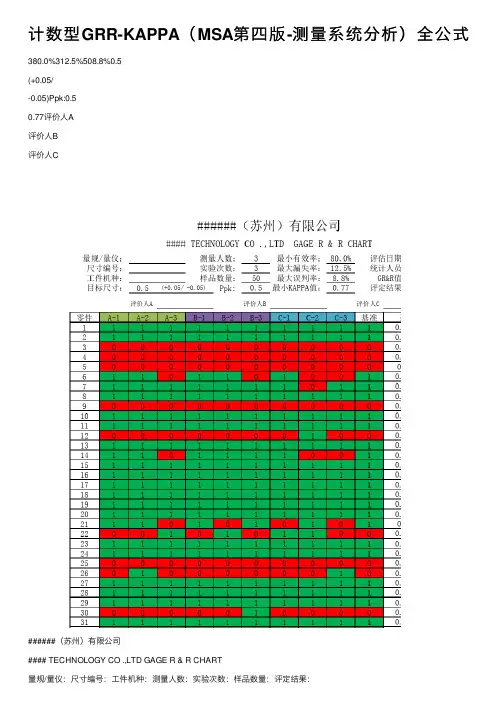
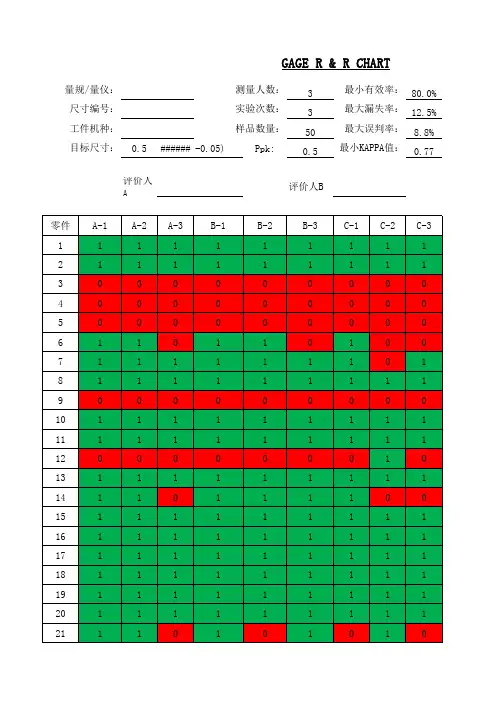
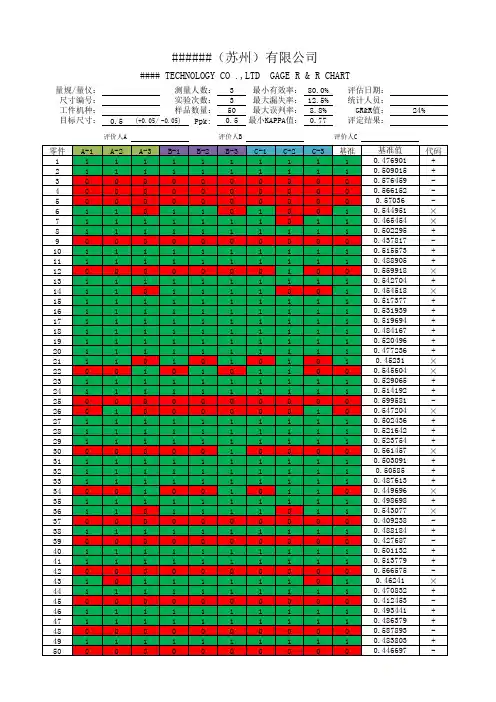
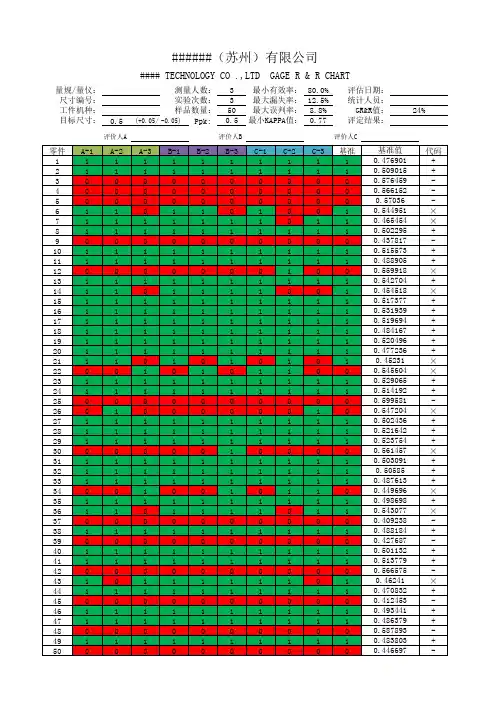
计数型GRR-KAPPA(MSA第四版-测量系统分析)全公式380.0%312.5%508.8%0.5
(+0.05/
-0.05)Ppk:0.5
0.77评价⼈A
评价⼈B
评价⼈C
######(苏州)有限公司
#### TECHNOLOGY CO .,LTD GAGE R & R CHART
量规/量仪:尺⼨编号:⼯件机种:测量⼈数:实验次数:样品数量:评定结果:
评估⽇期:统计⼈员:GR&R值:24%
最⼩有效率:最⼤漏失率:最⼤误判率:最⼩KAPPA值:⽬标尺⼨:
变差来源
总检查数
相配数
错误的拒收
错误的接受
不相配
95%UCI
计算所得结果
95%LCI
总检查数
⼀致的数量
95%UCI
计算所得结果
95%LCI
样本:
补充:
kappa⼤于0.75表⽰有很好的⼀致
对于产品控制的情况下,当测量结果与决定准则是确定“符合或不
符合某特性的规范”(如:100%检验或抽样),样品(或标准)必须被选择,但不需要包括整个过程范围。
测量系统的评估是以特性公差为基础(如对公差的%GRR)。
在过程研究情况下,当测量结果与决定准则是确定“过程稳定性、
⽅向以及是否符合⾃然的过程变差”(如:SPC、过程控制、能⼒及过程改进),在整个作业过程范围的样本可获得性变得⾮常重要。
当评估⼀测量系统对过程控制的适⽤性时(如对过程变差
的%GRR),推荐采⽤过程变差的独⽴估计法(过程能⼒研究)。
如果Ppk⼤于1,则将测量系统与过程进⾏⽐较
如果Ppk⼩于1,则将测量系统与公差进⾏⽐较。
MSA培训资料第四版一、引言MSA(Measurement System Analysis)是质量管理中非常重要的一个环节,它涉及到测量系统的精度、稳定性和可靠性等方面。
通过对测量系统进行分析,可以有效地提高产品的质量和生产效率,减少不良品率。
本篇文章将介绍MSA培训资料第四版的主要内容,包括测量系统的评估、数据分析、误差分析、纠正措施和案例分析等。
二、测量系统的评估测量系统的评估是MSA的重要环节,它涉及到测量系统的精度、稳定性和可靠性等方面。
评估测量系统需要考虑以下几个因素:1、测量设备的精度和误差;2、操作者的技能水平;3、测量环境的温度、湿度等因素;4、测量系统的重复性和稳定性。
在评估测量系统时,需要采用统计分析方法,如均值-极差控制图、单值控制图等,对测量数据进行统计分析。
通过对数据的分析,可以判断测量系统的稳定性和可靠性,并采取相应的纠正措施。
三、数据分析数据分析是MSA的另一个重要环节,它可以帮助企业了解产品的质量和生产效率情况。
数据分析主要包括以下几个方面:1、过程能力分析;2、缺陷百分比分析;3、测量系统的GR&R分析;4、重复性和偏移量的分析。
通过对数据的分析,可以发现生产过程中的问题,并采取相应的纠正措施。
例如,如果发现测量系统的重复性不好,可以采取更换测量设备、培训操作者等措施来提高测量精度。
四、误差分析误差分析是MSA的一个重要环节,它可以帮助企业了解测量系统的误差情况。
误差分析主要包括以下几个方面:1、随机误差和系统误差的分析;2、误差的传递和放大;3、误差的来源和解决方法。
通过对误差的分析,可以发现测量系统中存在的问题,并采取相应的纠正措施。
例如,如果发现随机误差较大,可以采取提高操作者的技能水平、改善测量环境等措施来减少误差。
五、纠正措施纠正措施是MSA的一个重要环节,它可以帮助企业采取有效的措施来解决问题。
纠正措施主要包括以下几个方面:1、针对问题的性质采取不同的纠正措施;2、纠正措施的实施计划和时间表;3、纠正措施的跟踪和效果评估。
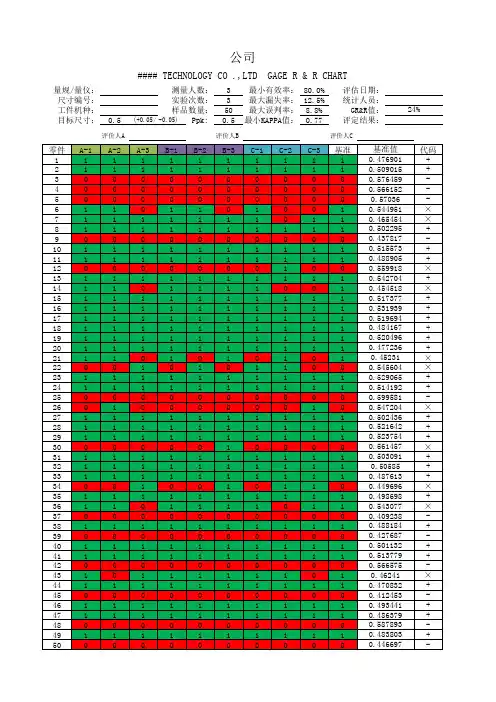
380.0%312.5%508.8%0.5
(+0.05/
-0.05)Ppk:0.5
0.77评价人A
评价人B
评价人C
最小KAPPA值:目标尺寸:
评定结果:
评估日期:统计人员:GR&R值:24%
最小有效率:最大漏失率:最大误判率:量规/量仪:尺寸编号:工件机种:测量人数:实验次数:样品数量:######(苏州)有限公司
#### TECHNOLOGY CO .,LTD GAGE R & R CHART
变差来源
总检查数
相配数
错误的拒收
错误的接受
不相配
95%UCI
计算所得结果
95%LCI
总检查数
一致的数量
95%UCI
计算所得结果
95%LCI
样本:
补充:
kappa大于0.75表示有很好的一致
对于产品控制的情况下,当测量结果与决定准则是确定“符合或不
符合某特性的规范”(如:100%检验或抽样),样品(或标准)必
须被选择,但不需要包括整个过程范围。
测量系统的评估是以特性
公差为基础(如对公差的%GRR)。
在过程研究情况下,当测量结果与决定准则是确定“过程稳定性、
方向以及是否符合自然的过程变差”(如:SPC、过程控制、能力及
过程改进),在整个作业过程范围的样本可获得性变得非常重要。
当评估一测量系统对过程控制的适用性时(如对过程变差
的%GRR),推荐采用过程变差的独立估计法(过程能力研究)。
如果Ppk大于1,则将测量系统与过程进行比较
如果Ppk小于1,则将测量系统与公差进行比较。