6Sigma-10
- 格式:ppt
- 大小:419.50 KB
- 文档页数:33
六西格玛质量管理战略浅谈:关于6sigma管理的含义一、何谓6sigma6Sigma的概念最早由摩托罗拉提出,推行六西格玛之后的摩托罗拉,产生巨大的蜕变,在品质方面超越当时的日本。
但是,让六西格玛在短短几年内,成为许多世界级企业争相投入,作为降低成本、提高竞争力最大妙方的最大功臣,则是美国通用公司的杰克·韦尔奇。
Sigma(中文译名‘西格玛’)是希腊字母σ的中文译音,统计学上用来表示“标准偏差”,即数据的分散程度。
6sigma即意为“6倍标准偏差”。
在质量上,6Sigma表示每百万个产品的不良品率(PPM)不大于3.4,意味着每一百万个产品中最多只有3.4个不合格品,即合格率是 99.99966%。
在整个企业流程中,6Sigma是指每百万个机会当中缺陷率或失误率不大于3.4,这些缺陷或失误包括产品本身以及采购、研发、产品生产的流程、包装、库存、运输、交货期、维修、系统故障、服务、市场、财务、人事、不可抗力……等等。
流程的长期西格玛值与不良品率有如下关系:不良品率合格率(%)西格玛值3.499.99966623099.9775620099.3846680093.323【事例】举一个航空公司的例子,如果某一航班的预计到达时间是下午五点,由于各种原因,真正在五点准时到达的情况是极少的。
假如我们允许在五点半之前到达都算准点到达,一年里该航班共运营了200次,显然到达时间是个变量。
如果其中的55次超过五点半到达,从质量管理的角度来说,这就是不良品,所以航空公司这一航班的合格品率为72.5%,大约为2.1个西格玛。
如果该航班的准点率达到六西格玛,这意味着每一百万次飞行中仅有3.4次超过五点半到达,如果该航班每天运行一次,这相当于每805年才出现一次晚点到达的现象。
所以六西格玛的业务流程几乎是完美的。
对于制造性业务流程来说,在有均值漂移1.5σ的情况下六西格玛意味着每一百万次加工只有3.4个不良品。
前言时值公司质量年,6SIGMA 活动已进入调研阶段,“6SIGMA,我们的工作方式”等主题已深深地影响着我们。
纵观质量管理的发展,已到质量文化变革时期,文化的变革才是管理变革的根本,质量也不另外,作为公司的重大战略,以GE、MOTOLORA 等国际知名公司的经验给全世界务实的企业带来全新的6SIGMA 文化和战略,而我司6SIGMA 的即将实施将为公司带来全面的流程变革。
为了更全面的普及6SIGMA 知识,特设每日6SIGMA 专题供参考学习。
学习6SIGMA 不是目的,大家一起营造变革的氛围,将6SIGMA 活动开展下去,使6SIGMA 成为我们的工作方式。
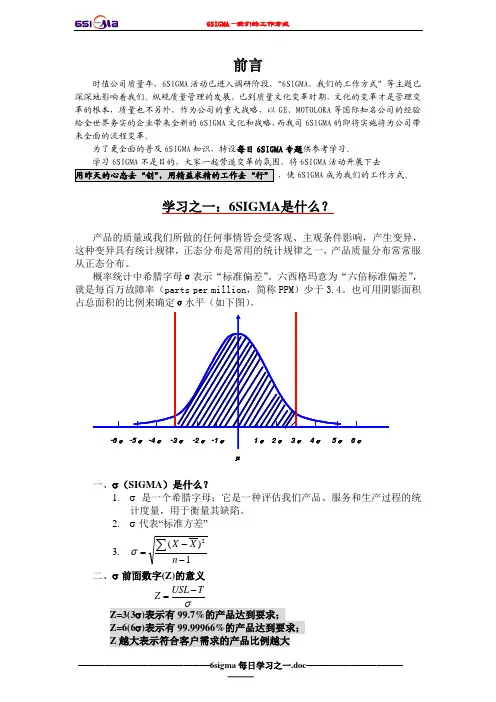
产品的质量或我们所做的任何事情皆会受客观、主观条件影响,产生变异,这种变异具有统计规律,正态分布是常用的统计规律之一,产品质量分布常常服从正态分布。
学习之一:6SIGMA 是什么?概率统计中希腊字母σ表示“标准偏差”。
六西格玛意为“六倍标准偏差”,就是每百万故障率(parts per million ,简称PPM )少于3.4。
也可用阴影面积占总面积的比例来确定σ水平(如下图)。
μ一、σ(SIGMA )是什么?1. σ是一个希腊字母;它是一种评估我们产品、服务和生产过程的统计度量,用于衡量其缺陷。
2. σ代表“标准方差”3. 1)(2−−=∑n X X σ二、σ前面数字(Z)的意义Z=3(3σ)表示有99.7%的产品达到要求;Z=6(6σ)表示有99.99966%的产品达到要求;Z 越大表示符合客户需求的产品比例越大σT USL Z −=一、 统计学的概念学习之二:6SIGMA 的核心1、统计学的概念(见学习之一)2、统计上的不同Z 值的影响(下表):二、 提高产品质量(客户的满意度)的行动6σ将提高产品的质量或客户的满意度,它集先进管理理念、方法和工具于一身的突破性的管理思想。
1、6σ与ISO/QS-9000的关系(图一) 目标6过ISO-9000系统科学方法变化顾客导向σ程控制QS-9000 要素/流程存在品质目标理想目标6幻想目标做得最好方法论σ零缺点第一次做对做好概念图一 图二2、6σ与零缺点的关系(图二) 三、 一种提高企业竞争力的战略6σ强调的是持续改进,企业需要不断改变(改进与创新),通过一个不断完善的改进圈,最终使企业达到完美。
关于6 SIGMA(DOC 28页)一、6SIGMA的产生美国人爱好赓续地立异,而6SIGMA恰是美国人在原TQM成长差不多上"立异"带来的产品。
朱兰、费根堡姆于20世纪60年代提出了TQM的概念。
他们提出,为了临盆具有合理成本和较高质量的产品,以适应市场的要求,只留意个别部分的活动是不敷的,须要对覆盖所有本能机能部分的质量活动策划。
戴明、朱兰、费根堡姆的周全质量治理理论在日本被广泛接收。
日本企业制造了周全质量操纵(TQC)的质量治理方法。
统计技巧,专门是"因果图"、"流程图"、"直方图"、"检查单"、"分布图"、"分列图"、"操纵图"等被称为"老七种"对象的方法,被广泛用于质量改进。
周全质量治理(TQM)成为专门多"世界级"企业的成功体会证实是一种使企业获得核心竞争力的治理计策。
质量的概念也从狭义的相符规范成长到以"顾客知足"为目标。
周全质量治理不仅进步了产品与办事的质量,同时在企业文化改革与重组的层面上,对企业产生深刻的阻碍,使企业获得持久的竞争才能。
然则,周全质量治理易流于情势,质量治理须要一种更有号令力的质量改进方法,恰是在这种情形下,6SIGMA应运而生。
二、6SIGMA的概念6 SIGMA最初的含义是建立在统计学中最常见的正态分布差不多上的。
它推敲了1.5倍的漂移,如许落在6 SIGMA外的概率只有百万分之三点四,即3.4ppm。
一百万次掉足误的机会中,只有3.4次产生的可能,其本质确实是不要做错,建立做任何事一开端就要成功的理念。
6 SIGMA开端重要针对制造业,经由过程数据收集、研究分布规律,应用正态分布分析它可能产生的缺点数。
今后逐步成长到其它所有的过程,包含办事业。
六西格玛的计算公式六西格玛(Six Sigma)是一种以数据驱动的管理方法,旨在提高组织的质量和效率。
它的主要思想是通过减少变异性和改进过程,达到持续改善的目标。
六西格玛的核心是一系列的计算公式和工具,用于描述和分析问题,提供解决方案。
本文将详细介绍六西格玛的常用计算公式。
1. 过程的故障指数(Defects Per Unit, DPU)过程的故障指数是指单位产品中存在的缺陷数量。
它可以通过以下公式计算:DPU=缺陷数/产品数量2. 故障率(Failure Rate)故障率是指单位时间内出现的故障数量。
它可以通过以下公式计算:故障率=故障数/总工作时间3. 流程的能力指数(Process Capability Index, Cp)流程的能力指数是用于评估一个流程是否能够在规定的上下限范围内稳定运行。
它可以通过以下公式计算:Cp=(上限规格-下限规格)/(6*标准差)4. 流程的能力指数 (至少100) = Total Variation/Specification Variation5. 流程的能力指数 (至少101) = Total Variation/Specification Variation6. 流程的能力指数 (至少105) = Total Variation/Specification Variation7. 流程的能力指数 (至少110) = Total Variation/Specification Variation8. 流程的能力指数 (至少120) = Total Variation/Specification Variation9. 流程的能力指数 (至少130) = Total Variation/Specification Variation10. 流程的能力指数(Process Performance Index, Ppk)流程的性能指数是用于评估一个流程是否能够在规定的上下限范围内稳定运行,并考虑了流程的中心位置。
何謂“6Sigma”一、“6 Sigma”的歷史:在70年代,Motorola面對日本嚴峻的挑戰,其主席Bob galvin決定在品質上改善,來迎戰日本高品質的挑戰。
在1981年,他要求其產品必須在五年內有10倍的改善。
于1 987年,Motorola建立了“6 Sigma”的概念,基於統計學上的原理,“6 Sigma”代表著品質合格率達99.9997%或以上。
換句話說,每一百萬件產品只有3.4件次品,?是非常接近“零缺點”的要求。
“6 Sigma”計劃要求不斷改善產品、品質和服務,他們制定了目標、工具和方法來達到目標和客戶完全滿意(Total Customer Satisfaction)的要求。
在過程上他們提供了黑帶(Black Belt)和綠帶(Green Belt)的有經驗工程人員和顧問推行整個計劃,並成為品質改善的先鋒。
Motorola的“七步驟方法”(Seven Step Method),“不斷改善”(Continuous Improvement)和客戶完全滿意(Total Customer Satisfaction)都是取材自TQM(全面優質管理概念)。
他們提出新設計文化,簡化生產步驟,採用機械臂、通用網路等來達到他們5“九”(99.999%)品質要求。
1989年,Motorola更成功取得“Motorola Baldn ige National Quality Award”獎項。
1989年,Bob Galvin又提出另一個十倍品質改善的要求,並於1991年完成。
自1981年起,Motorola已錄得1000倍(1000:1)的品質改善。
其他公司,譬如Boeing,Caterpllar,Corning,General Electric,Digital Equip ment和IBM等公司都採用“6 Sigma”方法去改善品質。
Motorola其中一個成就就是把以前“3 Sigma”(合格率為99.73%)的品質要求提高至“6 Sigma”。
六個西格瑪簡介Rev.2004/10/05Weng我國企業質量管理工作與發達國家比較,一般說來要落後10~15年。
目前,我國企業在統計産品合格率時,仍然採用百分之幾的統計方式進行管理,而發達國家採用的是千分之幾,高技術産品已按PPM(百萬之一)甚至PPb(十億分之一)和‚一次成功‛、‚一次合格‛、‚零缺陷‛的目標和水平進行管理。
當把‚零缺陷‛作爲追求的目標時,有人也許會問:要使質量百分之百合格的想法是心血來潮嗎?多數人都會認爲這是荒誕的,但實際上,並不那麽容易下判斷。
從統計學觀點來說,‚零缺陷‛是沒有道理的。
在大公司裏,根據大數定律,總會有殘次品出現。
另一方面,如果不爲百分之百而奮鬥,那就是容忍錯誤,而錯誤也真的會發生。
比如,‚良品率‛是生産過程中常用到的一個術語,早在1961年就提出‚零缺陷‛概念的美國質量管理專家菲利普·克勞斯比說:‚當大家都認定在操作過程中無法避免錯誤的時候,下一步就是制定一個容許錯誤的數位。
當良品率預定爲85%,那便是表示容許15%的錯誤存在。
采行這種‘良品率管理’的人會告訴你那不是真的,但事實上的確如此。
‛爲了提高質量,工廠的管理者們發明瞭‚六個西格瑪‛管理方法。
‚西格瑪‛是統計學裏的一個單位,表示與平均值的標準偏差。
它可以用來衡量一個流程的完美程度,顯示每100萬次操作中發生多少次失誤。
‚西格瑪‛的數值越高,失誤率就越低。
具體說來,相關資料可以表示如下:1西格瑪=690000次失誤/百萬次操作2西格瑪=308000次失誤/百萬次操作3西格瑪=66800次失誤/百萬次操作4西格瑪=6210次失誤/百萬次操作5西格瑪=230次失誤/百萬次操作6西格瑪=3.4次失誤/百萬次操作7西格瑪=0次失誤/百萬次操作‚六個西格瑪‛是一項以資料爲基礎,追求幾乎完美無暇的質量管理辦法。
20世紀80年代末至90年代初,摩托羅拉公司首倡這種辦法,花10年時間達到6西格瑪水平。
但如果是生産一種由1萬個部件或程式組成的産品,即使達到了6西格瑪水平,也還有3%多一點的缺陷率;實際上,每生産1萬件産品,將會有337處缺陷。
六西格玛(Six Sigma)目录• 1 六西格玛管理法简介• 2 6σ管理法的概念• 3 DPMO与六西格玛的关系• 4 6西格码质量管理方法对企业管理的作用o 4.1 6西格码质量管理对经营业绩的改善o 4.2 6西格码管理对企业文化建设的作用• 5 西格码质量管理方法的流程• 6 实现西格码质量管理的模式六西格玛管理法简介六西格玛(6σ)概念于1986年由摩托罗拉公司的比尔·史密斯提出,此概念属于品质管理范畴,西格玛(Σ,σ)是希腊字母,这是统计学里的一个单位,表示与平均值的标准偏差。
旨在生产过程中降低产品及流程的缺陷次数,防止产品变异,提升品质。
六西格玛的由来六西格玛(Six Sigma)是在九十年代中期开始被GE从一种全面质量管理方法演变成为一个高度有效的企业流程设计、改善和优化的技术,并提供了一系列同等地适用于设计、生产和服务的新产品开发工具。
继而与GE的全球化、服务化、电子商务等战略齐头并进,成为全世界上追求管理卓越性的企业最为重要的战略举措。
六西格玛逐步发展成为以顾客为主体来确定企业战略目标和产品开发设计的标尺,追求持续进步的一种管理哲学。
20世纪90年代发展起来的6σ(西格玛)管理是在总结了全面质量管理的成功经验,提炼了其中流程管理技巧的精华和最行之有效的方法,成为一种提高企业业绩与竞争力的管理模式。
该管理法在摩托罗拉、通用、戴尔、惠普、西门子、索尼、东芝行众多跨国企业的实践证明是卓有成效的。
为此,国内一些部门和机构在国内企业大力推6σ管理工作,引导企业开展6σ管理。
6σ管理法的概念6σ管理法是一种统计评估法,核心是追求零缺陷生产,防范产品责任风险,降低成本,提高生产率和市场占有率,提高顾客满意度和忠诚度。
6σ管理既着眼于产品、服务质量, 又关注过程的改进。
“σ”是希腊文的一个字母,在统计学上用来表示标准偏差值,用以描述总体中的个体离均值的偏离程度,测量出的σ表征着诸如单位缺陷、百万缺陷或错误的概率牲,σ值越大,缺陷或错误就越少。

6σ质量标准6σ(Sigma)质量标准是摩托罗拉公司在八十年代质量管理策略的基础。
其思想是开发的生产过程很完善以至生产出无缺陷的产品。
其规定了6σ的过程变异落在产品的"公差"范围(允许规范)之内,如图1所示。
摩托罗拉公司把它的质量管理目标称为6σ质量标准,这里σ是正态分布的标准偏差。
而6σ质量标准意味着不合格品率是每百万件产品中有3件不合格。
换句话说,偏离分布均值超过6标准偏差分布的百分率是0.0003%!在某些公司看来,99%的合格率即每百件产品有一件不合格品已相当完美。
可是,让我们看看,在这一质量标准下,像美国邮政服务这样的大量业务每天将会丢失或读寄500万件寄邮件。
这还将意味着每一百个病人,将有一被误诊或被错误治疗,或处方开错口在摩托罗拉公司,6σ质量标准是公司努力追求的目标,实际的不合格品率目前比这要高。
但是,这一标准确实给我们一个暗示:无论质量水平有多高,总还有进一步改进的余地。
假定过程变异是高斯分布,分布尾端的面积可用来估计预期的缺陷。
例如,如果产品规范包括了±2s,则尾端的面积相当于4.5%的缺陷或每百万件中有45400件缺陷。
4.5%数字不算坏,但每百万中45400缺陷就不是很好。
对于(3s,缺陷率将小于0.27%或每百万件中有2700缺陷;对于±4s,其缺陷率为0.0063%或每百万件中有63件缺陷;对于±5s,缺陷率仅为每百万中0.57;而±6s,缺陷率仅为每百万中0.002。
超过5σ,其改进过程收益较少,然而,其优点是过程均值小的偏移实际上是可以允许的,而对缺陷率未有显著性地增加。
如图2所示,1.5σ偏倚或偏移在6σ过程中几乎未造成任何缺陷。
实际机率是可预见,即如下:*6σ过程每百万中3.4缺陷;*5σ过程每百万中233缺陷;*4σ过程每百万中6210缺陷;*3σ过程每百万中66,807缺陷;*2σ过程每百万中308,537缺陷;由于1.5s偏倚或偏移统计质量控制难以检出,6σ过程提供更好的保证,其生产的产品具有预期的质量规范并具有较低的缺陷率。
6Sigma名词解释工程能力指数:(process capability index )•工程在管理状憨下,把生羟的羟品品^燮勤定量化的值。
羟品品^燮勤小,工程能力好;羟品品^燮勤大,工程能力差。
根撼言殳言十的公差轮圉,把工程燮勤用工程能力指数表示的值。
平均值舆Target 一致畤使用Cp,偏蹄畤使用Cpk。
O Six sigma工程能力是指工程燮勤很小,规格满足6倍的襟型偏差。
短期工程能力指数:(short term process capability index )・假定工程辗外部影警,在短畤^内的工程能力。
O工程燮勤分群内燮勤和群^燮勤。
O Cp是工程的固有能力,不考^工程平均的位置,只考^规格靶圉。
O Cpk是工程的^除能力,在Cp的基磁上考^平均值的偏蹄。
O工程平均舆Target值一致畤,Cp = Cpk。
O短期工程能力是指只有群内燮勤,即sample同^。
O同^的sample全部品^特性相同,燮勤来自技衍原因。
O品^特性燮勤大,正熊分佛的散步大,短期工程能力差。
晨期工程能力指数:(long term process capability index )•工程的^除能力,工程有外部影警的房畤^的工程能力。
O判断工程是否稳定,包含技衍和管理要因引起的燮勤。
QC 7 不重工具:(seven tools of QC)1.特性要因lffl( cause and effects diagram )•把堂找吉果有影警的因数按4M整理,研究因果^^使用。
2.柱#犬IH( histogram )•用柱形表示的速^型Data的分傣犬熊。
3.排列IH( Pareto diagram )•招各槿冏题按原因或状况分^统言十,把资料优大到小排列彳爰所做出的累言十柱犬圈。
• 2 , 8法即:80%的不良彝生在20%的主要工程上。
4.检查表(check sheet)•用表格形式堂寸Data迤行整理和粗略分。
5.管理IH( graph )•统言十方法使用於sample data盛控及分析process燮勤。
6 Sigma应用数理统计来协助衡量价值流的每一过程、每一工序,协助衡量每一个改善过程与结果。
以客户需求、财务影响为衡量标准,使企业的改善更具有合理性、科学性。
企业可心通过提高各种过程(如市场、研发、生产、采购、维修、服务、管理、财务、人事等)的运作效率和效果,降低失误和故障率,来提高客户的满意度和市场占有率,从而增加销售额。
另一方面,通过提高效率,减少故障,企业还可以节省大量因质量问题和效率低下而损失的成本。
Sigma是一个希腊字母σ的中文译音,在统计学中,代表标准差,用来对变异进行测量。
对于任何企业来说,过程变异都是他们最大的敌人之一,因为过多的过程变异会导致产品和服务无法满足客户要求,为企业带来损失。
大多数企业的运作过程都保持在3至4个Sigma 的水平,也就是说在100万个造成缺陷机会中,存在6,200至68,000个缺陷。
相对而言,保持6 Sigma运作的企业,在100万个造成缺陷的机会中,只有不到3.4个缺陷。
6 Sigma意味着每一百万个机会中只有3.4个错误或故障,即合格率是99.99966%。
?6 Sigma系统方法的基本目标是建立并实施以测量为依据的战略,通过实施6 Sigma改善项目,改善制程,减少变异。
这一目标要通过两套 6 Sigma系统方法来完成:DMAIC和DMADV。
6 Sigma DMAIC过程(D-定义、M-测量、A-分析、I-改善和C-控制)主要针对不能满足要求的过程,对其进行突破性改善。
6 Sigma DMADV过程(D-定义、M-测量、A-分析、D-设计和V-验证)主要针对新产品和过程的开发,使得新产品和过程的绩效达到6 Sigma的水平。
以上的这两个过程都是由6 Sigma绿带和黑带负责实施,由6 Sigma黑带导师负责监督执行。
1986年起,摩托罗拉公司拉起了学习6 Sigma的大旗,仅两年的时间就使其成为世界级质量的领先者。
通用公司,在1995年6 Sigma全面启动之后的三年时间里,6 Sigma为公司节省了20亿美元,使公司的运营收入增长了11%,盈利增长了13%,每股收益增长了14%。