第七章第二节铣床的工艺装备
- 格式:ppt
- 大小:7.98 MB
- 文档页数:55

内容多媒体演示铣床,直观生动激发学生学习兴趣。
(1)、直线进给式:这类夹具安装在铣床工作台上,加工中随工作台按直线进给方式运动。
(2)、圆周进给式:多用在有回转工作台或回转鼓轮的铣床上依靠回转台或鼓轮的旋转将工件顺序送入铣床的加工区域。
(3)、靠模进给式:用于专用或通用铣床上加工各种非圆曲面。
靠模的作用是使工件获得辅助运动。
多媒体演示铣床,直观生动激发学生学习兴趣。
2.平口虎钳(1)平口虎钳的安装●固定钳口与铣床主轴轴线垂直●固定钳口与铣床主轴轴线平行(2)平口虎钳的校正方法●用划针校正固定钳口与铣床主轴轴线垂直。
多媒体演示铣床,直观生动激发学生学习兴趣。
多媒体演示铣床,直●用90°角尺校正固定钳口与铣床主轴轴线平行。
●用百分表校正固定钳口。
观生动激发学生学习兴趣。
多媒体演示铣床,直观生动激发学生学习兴趣。
3.万能分度头(1)万能分度头的功用和规格:用于装夹工件,并可对工件进行圆周等分、角度分度、直线移距分度与作旋转进给。
(2)万能分度头的结构(3)万能分度头工作原理多媒体演示铣床,直观生动激发学生学习兴趣。
生产中,万能分度头最常用的分度方法就是简单分度法。
在万能分度头进行简单分度时,先将分度孔盘固定,转动分度手柄使蜗杆带动蜗轮转动,从而带动主轴和工件转过一定的转(度)数。
万能分度头传动系统二、铣刀1铣削平面用铣刀2 铣削直角沟槽和台阶用铣刀3 切断与铣窄槽用铣刀多媒体演示铣床,直观生动激发学生学习兴趣。
4铣削特形槽用铣刀四、课堂小结(约65铣削特形面用铣刀一、铣床的主要夹具(重点、难点)二、铣床的主要刀具(重点)一、复习本次课所学习重要知识点。
二、习题册第七章第二节习题。
三、预习第七章第三节内容。

铣工实训操作步骤一、铣床的准备工作在进行铣工实训操作之前,我们首先需要对铣床进行准备工作。
具体步骤如下:1.检查铣刀和刀具刀杆:检查铣刀是否锐利,并检查刀具刀杆是否安装牢固。
2.选择合适的夹具和工件:根据实际需要选择合适的夹具,并将待加工的工件安装到夹具上。
3.调整铣床的工作台:根据工件的尺寸和加工要求,调整铣床的工作台高度和倾斜角度,以便于进行操作。
4.调整铣床的进给速度和切削速度:根据工件的材料和加工要求,适当调整铣床的进给速度和切削速度,以确保加工效果和安全操作。
二、铣工实训操作步骤铣工是一种通过旋转刀具切削工件来加工形状复杂的工艺。
下面是进行铣工实训操作的基本步骤:1.开机准备:确认所有工作准备工作已完成后,打开铣床的电源开关,操作台面板上的各个按钮状态正常。
2.选择合适的切削方式:根据加工工件的具体要求和形状,选择合适的铣削方式,如立铣、端铣或面铣等。
3.夹紧工件:将待加工的工件放入夹具中,并用合适的方式夹紧工件,确保工件的稳定性和安全性。
4.调整刀具位置:通过调整铣床的工作台和刀具刀杆,使刀具位于工件上方,并与工件表面接触。
5.设置加工参数:根据工件材料和加工要求,设置合适的进给速度和切削速度,并调整铣床的刀具转速。
6.开始加工:确认各项参数设置正确后,打开铣床的主轴开关,开始进行铣工操作。
根据工件形状和大小,通过手动或自动控制铣床进行加工。
7.实时监控:在加工过程中,需要实时监控加工情况。
观察工件的表面质量、切屑排出情况和刀具磨损情况,及时调整加工参数和刀具位置。
8.结束加工:当工件加工完毕后,关闭铣床的主轴开关,停止加工操作。
将刀具收回刀具刀杆,并关掉铣床的电源开关。
9.清理工作台和切削液:将加工过程中产生的切削液清理干净,清理工作台和铣床上的切削屑和污物,保持工作台整洁。
三、注意事项和安全措施在进行铣工实训操作时,需要注意以下事项和采取相应的安全措施,以确保操作的安全性和加工的质量:1.穿戴防护装备:进行铣工操作时应穿戴适当的防护装备,包括安全眼镜、防护手套、防护服等。



浅谈数控铣床的工艺装备我国数控机床无论在数量上,还是在质量、技术和能力等方面都已有了很大发展,但与国民经济需求和世界先进水平相比,差距仍很大,一些大型、精密、复杂、长寿命的高档机床每年仍需大量进口。
本文主要介绍数控铣床刀具的选择,工件的装夹。
标签数控铣床;刀具1.数控铣床数控铣床是在普通铣床上集成了数字控制系统,可以在程序代码的控制下较精确地进行铣削加工的机床。
数控铣床一般由数控系统、主传动系统、进给伺服系统、冷却润滑系统等几大部分组成。
控制系统是数控铣床运动控制的中心,执行数控加工程序控制机床进行加工。
辅助装置,如液压、气动、润滑、冷却系统和排屑、防护等装置。
机床基础件,通常是指底座、立柱、横梁等,它是整个机床的基础和框架2.数控铣床的分类2.1 按主轴的位置分类数控铣床按主轴的位置分为数控立式铣床、卧式数控铣床、立卧两用数控铣床。
2.2 按构造上分类数控铣床按按构造上分为工作台升降式数控铣床、主轴头升降式数控铣床、龙门式数控铣床3.工艺装备数控铣床的工艺装备主要是指夹具和刀具。
3.1 夹具数控机床主要用于加工形状复杂的零件,但所使用夹具的结构往往并不复杂。
数控铣床夹具的选用可首先根据生产零件的批量来确定。
对单件、小批量、工作量较大的模具加工来说,一般可直接在机床工作台面上通过调整实现定位与夹紧,然后通过加工坐标系的设定来确定零件的位置。
对有一定批量的零件来说,可选用结构较简单的夹具。
3.2 刀具选择科学选择数控刀具(1)选择数控刀具的原则刀具寿命与切削用量有密切关系。
在制定切削用量时,应首先选择合理的刀具寿命,而合理的刀具寿命则应根据优化的目标而定。
一般分最高生产率刀具寿命和最低成本刀具寿命两种,前者根据单件工时最少的目标确定,后者根据工序成本最低的目标确定。
选择刀具寿命时可考虑如下几点根据刀具复杂程度、制造和磨刀成本来选择。
复杂和精度高的刀具寿命应选得比单刃刀具高些。
(2)选择数控铣削用刀具在数控加工中,铣削平面零件内外轮廓及铣削平面常用平底立铣刀,该刀具有关参数的经验数据如下:一是铣刀半径RD 应小于零件内轮廓面的最小曲率半径Rmin,一般取RD=(0.8~0.9)Rmin。


铣床讲义第一讲:铣床的结构和组成铣床用铣刀对工件进行铣削加工的机床。
铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。
铣削加工适用于平面、台阶沟槽、成形表面和切断等加工。
生产率高,加工、表面粗糙度值较小。
铣刀的每一个刀齿相当于一把车刀,它的切削基本规律与车削相似,但铣削是断续切削,切削厚度与切削面积随时在变化,所以铣削过程又具有一些特殊规律。
一、铣床的组成和运动常见的有卧式铣床和立式铣床之分。
卧式铣床的主要组成部件及其运动形式如下图所示。
工件在铣床上的装夹铣床工作台台面上有几条T形槽,较大的工件可使用螺钉和压板直接装夹在工作台上。
中、小型工件常常通过机床用平口虎钳、回转工作台和分度头等附件装夹在工作台上。
第二讲:铣刀铣刀是典型的多刃回转刀具,它的每一个刀齿相当于一把车刀,其铣削基本规律与车削相似。
但由于铣削是断续切削,刀齿依次切入和切离工件,切削厚度与切削面积随时在变化,容易引起振动和冲击,影响加工质量;同时参加切削的刀齿较多,生产率较高。
1.铣刀的类型铣刀是铣削加工所用的刀具,根据加工对象的不同,铣刀有许多不同的类型,是金属切削刀具中种类最多的刀具之一。
(1)按用途不同,铣刀可分为圆柱铣刀、面铣刀、盘形铣刀、锯片铣刀、立铣刀、键槽铣刀、模具铣刀、角度铣刀、成形铣刀等。
(2)按结构不同,铣刀可分为整体式、焊接式、装配式和可转位式等。
(3)按齿背形式,铣刀可分为尖齿铣刀和铲齿铣刀。
2.铣刀的应用(1)圆柱铣刀如图 1.7a 所示,圆柱铣刀仅在圆柱表面上有直线或螺旋线切削刃(螺旋角 = b 30°~45°),没有副切削刃。
圆柱铣刀一般用高速钢整体制造。
它用于卧式铣床上加工面积不大的平面。
GBlll5—85 规定,其直径为 50、63、80、100mm四种规格。
(2)面铣刀如图 1.7 b 示,面铣刀主切削刃分布在圆柱或圆锥表面上,端部切削刃为副切削刃。

铣床教材铣床系主要指用铣刀在工件上加工多种表面的机床。
通常铣刀旋转运动为主运动,工件(和)铣刀的移动为进给运动。
它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。
铣床是用铣刀对工件进行铣削加工的机床。
铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高.铣床可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。
此外,还可用于对回转体表面、内孔加工及进行切断工作等。
铣床在工作时,工件装在工作台上或分度头等附件上,铣刀旋转为主运动,辅以工作台或铣头的进给运动,工件即可获得所需的加工表面。
由于是多刃断续切削,因而铣床的生产率较高。
简单来说,铣床可以对工件进行铣削、钻削和镗孔加工的机床。
发展历程铣床最早是由美国人E.惠特尼于1818年创制的卧式铣床。
为了铣削麻花钻头的螺旋槽,美国人J.R.布朗于1862年创制了第一台万能铣床,是为升降台铣床的雏形。
1884年前后出现了龙门铣床。
20世纪20年代出现了半自动铣床,工作台利用挡块可完成“进给-快速”或“快速-进给”的自动转换。
1950年以后,铣床在控制系统方面发展很快,数字控制的应用大大提高了铣床的自动化程度。
尤其是70年代以后,微处理机的数字控制系统和自动换刀系统在铣床上得到应用,扩大了铣床的加工范围,提高了加工精度与效率。
随着机械化进程不断加剧,数控编程开始广泛应用与于机床类操作,极大的释放了劳动力。
数控编程铣床将逐步取代人工操作。
对员工要求也会越来越高,当然带来的效率也会越来越高。
主要分类按布局形式和适用范围加以区分1.升降台铣床:有万能式、卧式和立式等,主要用于加工中小型零件,应用最广。
2.龙门铣床:包括龙门铣镗床、龙门铣刨床和双柱铣床,均用于加工大型零件。
3.单柱铣床和单臂铣床:前者的水平铣头可沿立柱导轨移动,工作台作纵向进给;后者的立铣头可沿悬臂导轨水平移动,悬臂也可沿立柱导轨调整高度。


尺诗呻楫電攵卡孝校Tihonjiin Mathi^ry & Eitdric甌讨评 School教案用纸附页教案用纸附页W 灵4市機電丄垒导比0④Tiv财 bntfuv at Msmnkd « EkKKai報学内飢方法.H &k 拴杳学主出動情况和学习月員准备荷况.ft?2,安定课堂秩斥,集中学生注盍力*(*9 2»« }一,典塑铳床1 . X6U2塑辭武万能升庠台轨孫二■习 2.卧式牙能升隆台筑床的运渤号入 主远动—圭柚f 僦刀J 的回样远动。
{灼10进给运越 ____ 工作台(工件)的纵向、横向利垂直舟向的移胡B»tt } 3.卧式万能升陡台锐庞的恃动踣找臥提问的 4 . X613:理万能升降台戢贰的性展及结朽特盍§7-1戢辰形式桂查 §7-2 ft 床的工艺装备寧生上菟 ->抚床上常用的夹具和工具幔学习班1 .铁床上常用夹具和工具饶廉央具主要用于加工零杵上的平面.凹袖・7E9&客种威理面,£"常用的夹具之一的主虽由崔位装肯、夫羸装育,夹昊体,莊播无件*三.併授 梵刀元件组成■妊削加工时,切削丈较丸、戈屋断我切削,掃动戦大. 新* 臣此戟味夹真的夹紧力舉求较天,夹具冈廈,捋蛊更求都上较冯 {沟70按餓削时的进给方式'可苻欣床夬具为为直维进蜡式,園周逬冶式和曲}■虎肉靠模进蜡式三种.尺诗呻楫電攵卡孝校Tihonjiin Mathi^ry & Eitdric 甌讨评School 教案用纸附页第-3 -页共9页教案用纸附页衣详市機電JL虽爭枕Tioijn mtfu» m Macmnkmi * EtvMot T^dviDk^总诗呻楫電工萦孝校Iflnjin Hnchi^ & EI*C N I{ mauitry SchOOt教学内臥方法、过程JJtH 7 用(1 X克经逬蛤式:遠类夹具妥装衽讎床工作台上丄匸工中噌工作兰按區线进给方式运动。
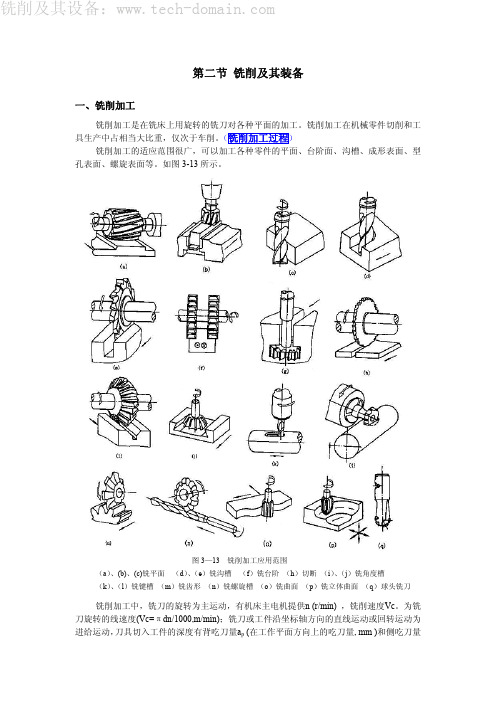
第二节 铣削及其装备一、铣削加工铣削加工是在铣床上用旋转的铣刀对各种平面的加工。
铣削加工在机械零件切削和工具生产中占相当大比重,仅次于车削。
铣削加工的适应范围很广,可以加工各种零件的平面、台阶面、沟槽、成形表面、型孔表面、螺旋表面等。
如图3-13所示。
图3—13 铣削加工应用范围(a)、(b)、(c)铣平面(d)、(e)铣沟槽(f)铣台阶(h)切断(i)、(j)铣角度槽(k)、(l)铣键槽(m)铣齿形(n)铣螺旋槽(o)铣曲面(p)铣立体曲面(q)球头铣刀铣削加工中,铣刀的旋转为主运动,有机床主电机提供n (r/min) ,铣削速度Vc。
为铣刀旋转的线速度(Vc=πdn/1000,m/min);铣刀或工件沿坐标轴方向的直线运动或回转运动为进给运动,刀具切入工件的深度有背吃刀量a p (在工作平面方向上的吃刀量, mm )和侧吃刀量a e (垂直于铣刀轴线测量的切削层尺寸,mm)之分,如图3-14所示。
铣刀进给量也有每转进给量f,每齿进给量a f和进给速度V f,其关系如下:V f = fn = a f n z (铣刀刀齿数)它们在切削加工中分别有不同用途。
图3—14 铣削用量要素由于铣刀为多刃刀具,故铣削加工生产率高;铣削中每个铣刀刀齿逐渐切入切出,形成断续切削,加工中会因此而产生冲击和振动;每个刀齿一圈中只切削一次,一方面刀齿散热较好,而另一方面(主要是高速铣削时)刀齿还受周期性的温度变化;冲击、振动、热应力均对刀具耐用度及工件表面质量产生影响。
铣削加工可以对工件进行粗加工和半精加工,加工精度可达IT7~IT9段,精铣表面粗糙度达Ra 3.2~1.6um。
二、铣床1、 铣床的种类铣床的类型很多,主要以布局形式和适用范围加以区分。
铣床的主要类型有:卧式升降台铣床、立式升降台铣床、龙门铣床、工具铣床、圆台铣床、仿形铣床和各种专门化铣床。
(1)卧式铣床卧式铣床的主轴是水平安装的。
卧式升降台铣床、万能升降台铣床和万能回转头铣床都属于卧式铣床。

铣床如何安装刀具、夹具及安装工件及注意事项悬赏分:0|解决时间:2011-6-4 07:03|提问者:kangwangaaa最佳答案铣床安全操作规程1.操作者必须熟练掌握铣床的操作要领和技术性能,凭考核合格后上岗作业。
2.开机前必须认真检查设备的各部位、各手柄、各变速排挡,确保处在合理位置,发现故障应及时修理,严禁带病作业。
3.开机前必须按润滑图表的要求,认真做好设备的加油润滑工作。
4.工件、刀具的装夹必须牢固可靠不得有松动现象。
5.调整、转速、装拆工件、测量工件等,必须在停车后进行。
6.对刀时,如需快速进给,但刀具接近工件前,必须停止快进,用手动缓慢进刀,吃刀不准过猛,严禁超负荷作业。
7.正在切削时,不准停车,铣深槽时,要停车退刀,快速进给时,要注意手柄伤人。
8.自动走刀时,必须拉脱工作台上的手柄,限位撞块应预先调整好,人不准离开运转中的设备。
9.切削时,不准戴手套,不得直接用手清除铁屑,只允许用毛刷,也不能用嘴吹。
10.刀具、工件的装夹要用专用的工具,用力不可过猛,防止滑倒。
11.下班前,操作者应按要求,认真做好设备的清洁保养,做好润滑加油及周围场地的清洁卫生,产品零件要摆放整齐,并关闭电源。
12.这个问题你应该通过实践去问师傅.挺简单的数控铣床2009-09-03 20:04:06| 分类:铣床|字号大中小订阅第一节数控铣床编程基础数控铣床是一种加工功能很强的数控机床,在数控加工中占据了重要地位。
世界上首台数控机床就是一部三坐标铣床,这主要因于铣床具有X、Y、Z三轴向可移动的特性,更加灵活,且可完成较多的加工工序。
现在数控铣床已全面向多轴化发展。
目前迅速发展的加工中心和柔性制造单元也是在数控铣床和数控镗床的基础上产生的。
当前人们在研究和开发数控系统时,也一直把铣削加工作为重点。
一、数控铣床的坐标系统(一)机床坐标系数控铣床的机床坐标系统同样遵循右手笛卡尔直角坐标系原则。
由于数控铣床有立式和卧式之分,所以机床坐标轴的方向也因其布局的不同而不同,如图8-1所示。