绕线机培训资料
- 格式:pptx
- 大小:5.79 MB
- 文档页数:5

绕线机作业指导书标题:绕线机作业指导书引言概述:绕线机是一种用于电线电缆等产品的绕线工艺设备,它能够自动完成线材的卷绕和整理。
为了保证绕线机的正常运行和提高工作效率,本文将详细介绍绕线机的操作指南和注意事项。
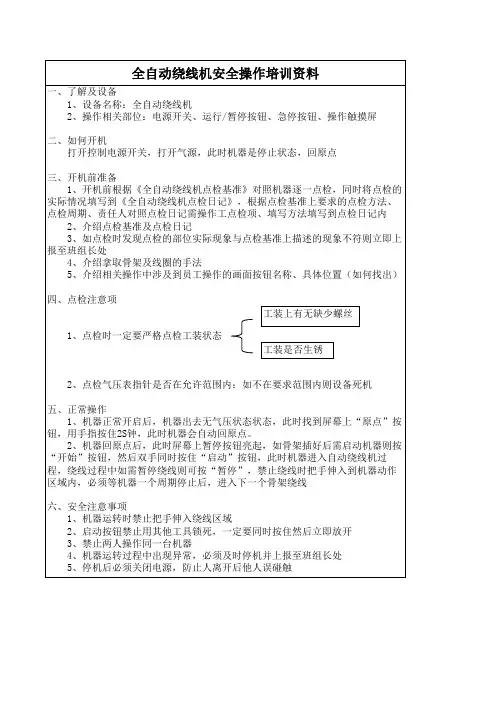
一、绕线机的基本操作1.1 准备工作1.2 开机操作1.3 关机操作二、绕线机的线材处理2.1 线材的准备2.2 线材的卷绕2.3 线材的整理三、绕线机的故障排除3.1 常见故障及处理方法3.2 电气故障排查3.3 机械故障排查四、绕线机的维护保养4.1 绕线机的日常保养4.2 定期维护保养4.3 绕线机的清洁和润滑五、绕线机的安全操作5.1 操作人员的安全意识5.2 安全防护措施5.3 应急处理措施正文内容:一、绕线机的基本操作1.1 准备工作在进行绕线机操作之前,需要对绕线机进行检查,确保设备正常运行。
同时,要检查线材的质量和数量,确保线材符合要求并充足。
此外,还需要检查绕线机的安全防护装置是否完好。
1.2 开机操作操作人员在确认绕线机和线材都处于正常状态后,可进行开机操作。
首先,打开绕线机的电源开关,并按照设备说明书上的操作步骤进行设置。
然后,启动绕线机的主控制系统,等待设备初始化完成。
1.3 关机操作在绕线机作业结束后,应先停止线材的供给,然后停止绕线机的主控制系统。
最后,关闭绕线机的电源开关,并进行设备的清理和维护工作。
二、绕线机的线材处理2.1 线材的准备在绕线机作业前,需要对线材进行准备工作。
首先,要检查线材的质量和规格是否符合要求。
其次,要确保线材的连接端口和绕线机的接口相匹配。
最后,要对线材进行清洁,确保线材表面无尘和杂质。
2.2 线材的卷绕将准备好的线材连接到绕线机的卷线轴上,并根据需要设置绕线机的参数,如卷线速度、卷线张力等。
然后,启动绕线机,使其按照预设的方式进行线材的卷绕工作。
在卷绕过程中,要及时观察线材的卷绕情况,确保卷绕质量。
2.3 线材的整理线材卷绕完成后,需要对线材进行整理。
第1篇一、培训背景随着电力行业的快速发展,变压器作为电力系统中不可或缺的关键设备,其质量直接影响到电力系统的稳定运行。
变压器绕线工作为变压器制造过程中的关键岗位,其技术水平的高低直接关系到变压器的性能和寿命。
为了提高变压器绕线工的专业技能,确保变压器制造质量,特制定本培训计划。
二、培训目标1. 提高变压器绕线工的专业技能,使其能够熟练掌握变压器绕线工艺流程。
2. 增强变压器绕线工的质量意识,提高对变压器性能参数的掌握。
3. 培养变压器绕线工的安全操作意识,降低安全事故发生的风险。
4. 提升变压器绕线工的团队协作能力,提高工作效率。
三、培训对象本培训计划面向公司内部变压器绕线工,以及新入职的变压器绕线工。
四、培训内容1. 变压器基础知识- 变压器的结构及原理- 变压器的分类及用途- 变压器的性能参数及指标2. 绕线工艺流程- 绕线前的准备工作- 绕线机的操作及维护- 绕线过程中的注意事项- 绕线后的检验及处理3. 绝缘材料及工艺- 常用绝缘材料的种类及性能 - 绝缘材料的选用及处理- 绝缘工艺及要求4. 变压器绕线技术- 线圈绕制方法- 线圈绝缘及固化- 线圈冷却及通风5. 变压器质量检验- 检验方法及标准- 检验工具及设备- 检验结果的判定及处理6. 安全操作及事故预防- 安全操作规程- 常见事故原因及预防措施 - 应急处理方法7. 团队协作与沟通技巧- 团队协作的重要性- 沟通技巧及方法- 协作中的问题及解决策略五、培训方式1. 理论培训- 邀请专家进行专题讲座- 组织内部经验分享会- 利用多媒体教学设备进行教学2. 实操培训- 安排实际绕线操作练习- 指导师傅现场示范- 组织绕线比赛,提高实操技能3. 案例分析- 分析典型事故案例,吸取教训- 总结经验,提高防范意识六、培训时间1. 理论培训:共10天,每天4小时。
2. 实操培训:共20天,每天8小时。
3. 案例分析:共5天,每天2小时。
七、培训考核1. 理论考核:采用笔试形式,考察对变压器基础知识、绕线工艺流程、绝缘材料及工艺、变压器绕线技术、变压器质量检验等知识的掌握程度。
卷绕培训手册第一节新工培训程序............................................. 2-4第二节各个时间段的培训内容 (5)第三节岗位职责 (6)第四节氨纶纺丝考核制度.......................................7-15第五节岗位主要操作规程....................................16-46第六节新工转正试题、操作技能比赛理论试题题库.........47-59第七节操作技能比赛操作规则 (60)第一节新工培训程序一个新工从进厂到独立操作,需要一个过程,这个过程需要多方努力完成,在培训方面需要分一下几阶段进行:一、思想教育:a、新工进入本部门的半个月在长白班由仝侠领新工对操作现场环境进行熟悉;b、将本部们的各项规章制度发放一份给新进员工,并对规章制度的内容进行讲解;c、对需注意的安全事项进行讲解;d、上下班时间告知新工,安排有资质的优秀员工专职负责技能培训;二、操作规程:a、师傅在利用换组件或异常提位的位对新工讲解卷绕头按钮的操作程序及用途,讲解要细心,表达要真确;b、讲解完成后师傅要示范给新工看,看完之后由新工操作给师傅看,新工在示范过程中要不懂就问,师傅要不怕麻烦耐心讲解,直到会操作为止。
c、老师傅要讲解每个批号标签的含义,让新工熟悉了解各种产品的规格、使用什么颜色的纸管。
d、落筒时老师傅要严格按照规章程序去教新工操作,教新工丝卷在台车上怎样摆放,避免在落筒过程中造成各种人为降等,如:(油污、蛛网、等)e、装纸管时,首先要确认纸管颜色、批号、规格是否正确,纸管装进卷绕轴后长短是否标准,纸管顺序是否正确。
f、新工学好后,当班班长要进行抽查考试,合格后可进行下一程序培训。
g、钩刀的安全使用;及注意事项。
三、技能培训:a、分丝生头培训,首先带领新工到组件三楼视窗处看,丝在甬道内是怎样排列;b、首先学习40D/3F的产品,先从简单产品入手;c、师傅教新工之前首先示范一遍给新工看,讲解各个环节的要领;d、教新工的时候一般要选择在每一个区的最后一个位联系,这样不容易打坏其它正常纺位。