烧结过程的理论基础
- 格式:docx
- 大小:38.10 KB
- 文档页数:16
烧结生产知识一、铁矿石烧结知识(原料条件)1、天然矿粉与烧结1)天然矿粉包括富矿粉和贫矿粉,其中天然矿粉含铁量在45%以上的通常称为富矿粉,含铁量低于45%的通常称为贫矿粉。
45%这个界限随着冶炼技术的发展是会变化的。
2)铁矿粉烧结是重要的造块技术之一。
由于开采时产生大量的铁矿粉,特别是贫铁矿富选促进了铁精矿粉的生产发展,使铁矿粉烧结成为规模最大的造块作业。
烧结矿比天然矿石有许多优点,如含铁量高、气孔率大、易还原、有害杂质少、含碱性熔剂等。
2、铁矿石分类:按照铁矿物不同的存在形态,分为磁铁矿、赤铁矿、褐铁矿、菱铁矿四大类。
1)磁铁矿:磁铁矿化学式为Fe3O4,也可以视为Fe2O3与FeO的固溶体。
比密度为4.9--5.2t/m3,硬度为5.5--6.5,难还原和破碎,有金属光泽,具有磁性。
其理论含铁量为72.4%。
磁铁矿晶体为八面体,组织结构较致密坚硬,一般成块状和粒状,表面颜色由钢灰色到黑色,条痕均是黑色,俗称青矿。
2)赤铁矿:赤铁矿俗称“红矿”,化学式为Fe2O3,其矿物成份是不含结晶水的三氧化二铁,密度为4.8—5.3,硬度不一,结晶完整的赤铁矿硬度为5.5—6.0,理论含铁量70%。
赤铁矿由非常致密的结晶组织到很分散的粒状,结晶的赤铁矿外表颜色为钢灰色和铁黑色,其它为暗红色,但条痕均为暗红色。
3)褐铁矿:褐铁矿石(mFe2O3. nH2O)是一种含结晶水的Fe2O3,按结晶水含量不同,褐铁矿分为五种,其中以2Fe2O3. 3H2O形式存在的较多。
4)菱铁矿:菱铁矿石的化学式为FeCO3,理论含铁量为48.2%。
自然界中常见的是坚硬致密的菱铁矿,外表颜色为灰色和黄褐色,风化后变为深褐色,条痕为灰色或带黄色,由玻璃光泽。
菱铁矿的比重为3.8吨/米3,无磁性。
3、铁矿粉分类:1)精矿粉:也称选粉。
是天然矿石经过破碎、磨碎、选矿等加工处理,除去一部分脉石和杂质,使含铁量提高后的极细的矿粉叫精矿粉。
烧结理论基础知识考试题A卷(满分150分)姓名: 得分:一, 推断题(正确记“√”, 错误记“×”)每题2分, 共20分1, 若倒数第二个风箱的废气温度低于倒数第一个风箱的废气温度说明烧结“终点”滞后(√)。
2, 烧结的点火强度低, 可通过延长点火时间或加大煤气流量来提高(√)3, 当料层厚度及抽风量肯定时, 真空度愈高, 则料层透气性愈好。
(×)4, 煤气爆炸主要是由于空气和煤气形式爆炸的混合气体, 同时混合气体达到必要的温度(着火点)或遇上明火造成, 二者缺一不可(√)5, 氧化亚铁是低价铁, 还原性能好, 因此烧结矿中FeO越高, 还原性越好(×)6, 点火后料面呈清黑色, 并有金属光泽局部熔融为最好(×)7, 配料计算将返矿视为常数, 计算时不考虑返矿这是传统的配料计算方法。
(√)8, 当电子秤不准, 电子秤实际配比及微机给定配比不符, 生产上常将不准的电子秤的配比加大或缩小, 来保证电子秤下料量及微机给定的下料量相符, 这种方法临时应急是可行的(√)9, 磁铁矿的主要化合物是四氧化三铁Fe3O4。
(√)10, 赤铁矿的主要化合物是Fe2O3, 3H2O(×)1、二, 填空题。
每空1分, 共30分2、严格限制烧结三点温度, 即点火温度, (终点温度), (总管废气温度)4、在运行混合料抽风烧结的过程中, 沿整个料层高度将呈现出性质不同的五个带为(烧结矿带), (燃料燃烧带), (预热带), (干燥带), (过湿带)5、配料室五勤一准操操作内容是: (勤检查), (勤联系), (勤分析推断)(勤计算调整), (勤总结沟通), 一准为: (配料精确)6、返矿加水的目的是降低返矿的(温度), 稳定混合料水粉, 以利于造球。
7、网目数是指在(1英寸或2.54cm)筛网上的筛孔数, 这是英国泰勒标准筛的表示方法;8、烧结生产工艺流程大体可分为八个部分, 受料系统, 原料打算系统, (配料系统), (混合制粒系统), (烧结系统)抽风系统, (成品处理系统), 除尘系统9、烧结厂用燃料粒度一般标准是≤3mm的部分大于(80)%为合格。
烧结这章思考题1.烧结理论研究的两个基本问题是什么?为什么说粉体表面自由能降低是烧结体系自由能降低的主要来源或部分?答:研究的两个基本问题:①烧结为什么会发生?也就是烧结驱动力或热力学的问题。
②烧结是怎样进行的?烧结的机构和动力学问题。
原因:首先体系自由能的降低包含表面自由能的降低和晶格畸变能的降低。
因为理论上,烧结后的低能位状态至多是对应单晶体的平衡缺陷浓度,而实际上烧结体总是具有更多热平衡缺陷的多晶体,因此烧结过程中晶格畸变能减少的绝对值,相对于表面能的降低仍然是次要的。
2.粉末等温烧结的三个阶段是怎样划分的?实际烧结过程还包括哪些现象?答:①粘结阶段:颗粒间接触再通过成核,结晶长大等形成烧结颈。
特点:颗粒内晶粒不发生变化,颗粒外形也基本未变,烧结体不收缩,密度增加极微,强度和导电性有明显增加(因颗粒结合面增大)②烧结颈长大阶段:烧结颈长大,颗粒间形成连续空隙网络。
晶粒长大使晶界扫过的地方空隙大量消失。
特点:烧结体收缩,密度和强度增加。
③闭孔隙球化和缩小阶段:闭孔量大增,孔隙球化并缩小。
特点:烧结体缓慢收缩(但主要靠小孔消失和孔隙数量的减少来实现),持续时间可以很长,仍会残留少量隔离小孔隙。
还有可能出现的现象:①粉末表面气体或水分的蒸发。
②氧化物的还原的离解。
③颗粒内应力的消除。
④金属的回复和再结晶以及聚晶长大等。
3.用机械力表示烧结驱动力的表达式是怎样?式中的负号代表什么含义?简述空位扩散驱动力公式推导的基本思路和原理。
答:①机械力表示的烧结驱动力表达式:。
(参考书上模型):作用在烧结颈上的应力。
:表面张力。
:曲率半径。
式中负号表示作用在曲颈面上的应力是张力,方向朝颈外。
②空位扩散驱动力公式推导思路:2ov v c c kT热力学本质:在烧结颈上产生的张应力减小了烧结球内空位生成能。
(意味空位在张力作用下更容易生成。
)具体推导公式见书。
过剩空位浓度:由于空位生成能的减小,烧结颈处比烧结体内更容易生成大量空位,由此产生了空位浓度差,即过剩空位浓度(梯度)v c 。
烧结机工作原理引言概述:烧结机是一种用于冶金和材料加工的设备,广泛应用于钢铁、有色金属和陶瓷等行业。
它通过将粉末材料加热至高温并施加压力,使粉末颗粒结合成坚固的块状物体。
本文将详细介绍烧结机的工作原理。
一、加热系统1.1 加热元件:烧结机通常采用电加热元件,如电阻丝或者电加热器。
这些元件通过电流通入产生热量,将工作室内的温度提升至所需的烧结温度。
1.2 温度控制:烧结过程中,温度控制是非常重要的。
烧结机通常配备温度传感器和控制系统,以监测和维持工作室内的温度在一个稳定的范围内。
1.3 加热方式:烧结机可以采用不同的加热方式,包括辐射加热、对流加热和传导加热。
具体选择哪种加热方式取决于烧结材料的性质和加热效果的要求。
二、压力系统2.1 压力源:烧结机通常配备一个压力源,如液压系统或者气动系统。
这些系统通过施加压力,使粉末颗粒在加热的同时密切结合。
2.2 压力控制:烧结过程中,压力的控制也非常重要。
烧结机通常配备压力传感器和控制系统,以监测和调节施加在粉末颗粒上的压力。
2.3 压力传递:烧结机通过压力传递装置,将压力从压力源传递到工作室内的烧结模具上。
这些传递装置通常包括液压缸、气动缸或者机械传动装置。
三、烧结模具3.1 模具设计:烧结模具是用于容纳和成型粉末颗粒的关键部件。
模具的设计应考虑到烧结材料的形状和尺寸要求,以及烧结过程中的温度和压力条件。
3.2 模具材料:烧结模具通常采用高温合金钢或者陶瓷材料制成,以确保其在高温和高压环境下的稳定性和耐磨性。
3.3 模具创造:烧结模具的创造通常采用数控加工技术,以确保模具的精度和表面质量。
同时,还需要进行热处理和表面处理,以提高模具的使用寿命和耐磨性。
四、烧结过程4.1 烧结温度:烧结温度是烧结过程中的一个重要参数,它决定了粉末颗粒的烧结程度和物理性质。
不同的烧结材料和应用领域有不同的烧结温度要求。
4.2 烧结时间:烧结时间是指粉末颗粒在高温和高压环境下保持一定时间,以使颗粒之间的结合更加坚固。
第一章烧结生产概述§1-1 烧结生产在冶金工业中的地位一、简述烧结工艺的产生和发展烧结方法在冶金生产中的应用,起初是为了处理矿山、冶金、化工厂的废气物(如富矿粉、高炉炉尘、扎钢皮、炉渣等)以便回收利用。
随着钢铁工业的快速发展,矿石的开采量和矿粉的生成量亦大大增加。
据统计,每生产1t生铁需1.7~1.9t铁矿石,若是贫矿,需要的铁矿石则更多。
另外,由于长期的开采和消耗,能直接用来冶炼的富矿愈来愈少,人们不得不大量开采贫矿(含铁25%~30%)。
但贫矿直接入炉冶炼是很不经济的,所以必须经过选矿处理。
选矿后的精矿粉,在含铁品位上是提高了,但其粒度不符合高炉冶炼要求。
因此,对开采出来的粉矿(0~8mm)和精矿粉都必须经过造块后方可用于冶炼。
我国铁矿资源丰富,但贫矿较多,约占80%以上,因此,冶炼前大都需经破碎、筛分、选矿和造块等处理过程。
烧结生产的历史已有一个多世纪。
它起源于资本主义发展较早的英国、瑞典和德国。
大约在1870年前后,这些国家就开始使用烧结锅。
我国在1949年以前,鞍山虽建有10台烧结机,总面积330m2,但工艺设备落后,生产能力很低,最高年产量仅几十万吨。
我国铁矿石烧结领域取得的成就,概括起来包括以下几个方面:(1)烧结工艺:自1978年马钢冷烧技术攻关成功后,一批重点企业和地方骨干企业基本完成了热烧改冷烧工艺。
部分企业建成原料混匀料场,并投入使用,绝大多数钢铁企业实现了自动化配料、混合机强化制粒、偏析布料、冷却筛分、整粒及铺底料技术。
(2)新工艺、新技术开发和应用:如高碱度烧结矿技术、小球烧结技术、低温烧结技术、低硅烧结技术等,在钢铁企业得到推广应用,并取得了显著的效益。
(3)设备大型化和自动化:20世纪50年代,我国最大烧结机75m2,60年代130 m2,80年代265m2,90年代宝钢二、三期和武钢等450m2烧结机相继投产,这些都是我国自行设计、自行制造,并实现自动化生产的。
立志当早,存高远小球烧结技术---小球烧结法的理论基础小球烧结法就是将烧结混合料制成小球,以提高烧结料层的透气性,实现厚料层及低温烧结的方法。
小球烧结法一般要求混合料中粒度不小于3mm 的小球占混合料总量的75%以上。
该方法所制得烧结矿胶结相主要以针状和柱状铁酸钙为主,烧结矿强度高、还原性好、粉末少、块度大。
早在20 世纪60 年代,我国就进行了小球烧结法的研究,鞍钢开发了适合红矿烧结的双球烧结工艺,但因工艺难度较大,一直未能实现工业化生产。
80 年代,日本成功地开发了部分小球烧结法,于1987 年在福山4 号烧结机上投产,各项主要烧结技术指标都明显优于普通烧结法。
在国内外研究的基础上,钢铁研究总院开发成功了小球烧结新工艺,然后和有关单位合作,于1994~1996 年,小球烧结法在泰山钢铁公司烧结厂和首钢矿山公司烧结厂进行工业化生产获得成功,结束了我国小球烧结工艺只停留在试验研究阶段的历史,这是我国几代烧结工作者努力奋斗的结果。
目前,小球烧结法已在我国钢铁企业得到广泛推广和应用,取得了显著的经济效益。
小球烧结法可以大幅度地提高烧结矿产量,改善烧结矿质量,降低烧结燃料消耗,其理论根据分析如下:烧结机的产量可用下式计算:Q=60KRBHV (1) 式中Q———产量,t/h; K———成品率,%;R———混合料松散密度,t/m3;B———烧结机宽度,m;H———料层高度,m;V———烧结机机速,m/min。
式1 中H 用垂直烧结速度表示时,则:C=H/t 因:C=H/(L/V) 则:CL=HV (2) 式中C———垂直烧结速度,m/min; t———烧结时间,min,t=L/V;K———烧结机长度,m。
将式2代入式1:Q=60KRBCL (3) 在式3 中,烧结机的宽度B 和长度L 为不变量,成品率K、烧结料松散密度R 和垂直烧结速度C 为变量。
可见,采取措施提高成品率K、混合料松散密度R 和垂直烧结速度C 是烧结机增产的关键,现对这。
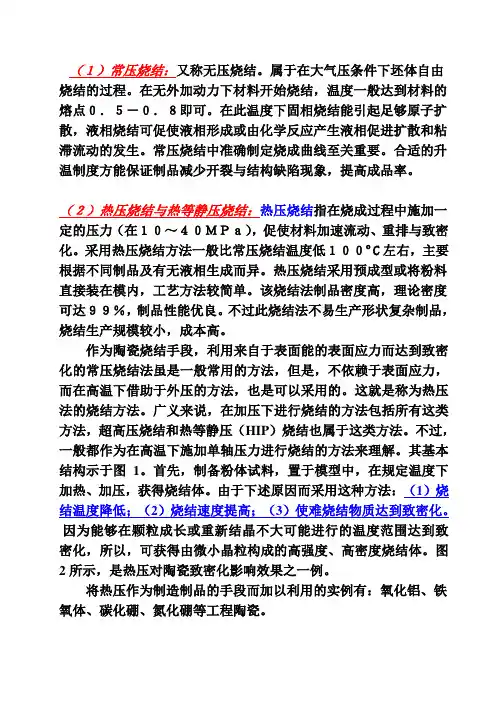
(1)常压烧结:又称无压烧结。
属于在大气压条件下坯体自由烧结的过程。
在无外加动力下材料开始烧结,温度一般达到材料的熔点0.5-0.8即可。
在此温度下固相烧结能引起足够原子扩散,液相烧结可促使液相形成或由化学反应产生液相促进扩散和粘滞流动的发生。
常压烧结中准确制定烧成曲线至关重要。
合适的升温制度方能保证制品减少开裂与结构缺陷现象,提高成品率。
(2)热压烧结与热等静压烧结:热压烧结指在烧成过程中施加一定的压力(在10~40MPa),促使材料加速流动、重排与致密化。
采用热压烧结方法一般比常压烧结温度低100ºC左右,主要根据不同制品及有无液相生成而异。
热压烧结采用预成型或将粉料直接装在模内,工艺方法较简单。
该烧结法制品密度高,理论密度可达99%,制品性能优良。
不过此烧结法不易生产形状复杂制品,烧结生产规模较小,成本高。
作为陶瓷烧结手段,利用来自于表面能的表面应力而达到致密化的常压烧结法虽是一般常用的方法,但是,不依赖于表面应力,而在高温下借助于外压的方法,也是可以采用的。
这就是称为热压法的烧结方法。
广义来说,在加压下进行烧结的方法包括所有这类方法,超高压烧结和热等静压(HIP)烧结也属于这类方法。
不过,一般都作为在高温下施加单轴压力进行烧结的方法来理解。
其基本结构示于图1。
首先,制备粉体试料,置于模型中,在规定温度下加热、加压,获得烧结体。
由于下述原因而采用这种方法:(1)烧结温度降低;(2)烧结速度提高;(3)使难烧结物质达到致密化。
因为能够在颗粒成长或重新结晶不大可能进行的温度范围达到致密化,所以,可获得由微小晶粒构成的高强度、高密度烧结体。
图2所示,是热压对陶瓷致密化影响效果之一例。
将热压作为制造制品的手段而加以利用的实例有:氧化铝、铁氧体、碳化硼、氮化硼等工程陶瓷。
连续热压烧结生产效率高,但设备与模具费用较高,又不利于过高过厚制品的烧制。
热等静压烧结可克服上述弊缺,适合形状复杂制品生产。
烧结过程的理论基础烧结就是将矿粉、熔剂和燃料,按一定比例进行配加,均匀的混合,借助燃料燃烧产生的高温,部分原料熔化或软化,发生一系列物理、化学反应,并形成一定量的液相,在冷却时相互粘结成块的过程。
一、烧结过程的基本原理近代烧结生产是一种抽风烧结过程,将矿粉、燃料、熔剂等配以适量的水分,铺在烧结机的炉篦上,点火后用一定负压抽风,使烧结过程自上而下进行。
通过大量的实验对正在烧结过程的台车进行断面分析,发现沿料层高度由上向下有五个带,分别为烧结矿带、燃烧带、预热带、干燥带和过湿带。
当前国内外广泛采用带式抽风烧结,代表性的生产工艺流程如图3—1所示。
1、烧结五带的特征(1)烧结矿带在点燃后的烧结料中燃料燃烧放出大量热量的作用下,混合料熔融成液相,随着高负压抽风作用和燃烧层的下移,导致冷空气从烧结矿带通过,物料温度逐渐降低,熔融的液相被冷却凝固成网孔状的固体,这就是烧结矿带。
此带主要反应是液相凝结、矿物析晶、预热空气,此带表层强度较差,一般是返矿的主要来源。
(2)燃烧带该带温度可达1350~1600度,此处混合料软化、熔融及液相生成,发生异常复杂的物理化学变化。
该层厚度为15~50mm 。
此高炉灰轧钢皮 (10~0mm ) 碎焦无烟煤 (25~0mm ) 石灰石白云石 (80~0mm ) 精矿富矿粉 (10~0mm )空气排出废气(热烧结矿)冷烧结矿图3—1 烧结生产一般工艺流程图带对烧结产量及质量影响很大。
该带过宽会影响料层透气性,导致产量低。
该带过窄,烧结温度低,液相量不足,烧结矿粘结不好,导致烧结矿强度低。
燃烧带宽窄主要受物料特性、燃料粒度及抽风量的影响。
(3)预热带该带主要使下部料层加热到燃料的着火温度。
一般温度为400~800度。
该带主要反应是烧结料中的结晶水及部分碳酸盐、硫酸盐分解,磁铁矿进行还原以及组分间的固相反应等。
(4)干燥带烧结料的热废气从预热带进入下层,迅速将烧结料加热到100℃以上,因此该带主要是水分的激烈蒸发。
烧结过程的理论基础烧结就是将矿粉、熔剂和燃料,按一定比例进行配加,均匀的混合,借助燃料燃烧产生的高温,部分原料熔化或软化,发生一系列物理、化学反应,并形成一定量的液相,在冷却时相互粘结成块的过程。
一、烧结过程的基本原理近代烧结生产是一种抽风烧结过程,将矿粉、燃料、熔剂等配以适量的水分,铺在烧结机的炉篦上,点火后用一定负压抽风,使烧结过程自上而下进行。
通过大量的实验对正在烧结过程的台车进行断面分析,发现沿料层高度由上向下有五个带,分别为烧结矿带、燃烧带、预热带、干燥带和过湿带。
当前国内外广泛采用带式抽风烧结,代表性的生产工艺流程如图3—1所示。
1、烧结五带的特征(1)烧结矿带在点燃后的烧结料中燃料燃烧放出大量热量的作用下,混合料熔融成液相,随着高负压抽风作用和燃烧层的下移,导致冷空气从烧结矿带通过,物料温度逐渐降低,熔融的液相被冷却凝固成网孔状的固体,这就是烧结矿带。
此带主要反应是液相凝结、矿物析晶、预热空气,此带表层强度较差,一般是返矿的主要来源。
(2)燃烧带该带温度可达1350~1600度,此处混合料软化、熔融及液相生成,发生异常复杂的物理化学变化。
该层厚度为15~50mm。
此图3—1 烧结生产一般工艺流程图高炉灰轧钢皮 (10~0mm ) 碎焦无烟煤 (25~0mm ) 石灰石白云石 (80~0mm ) 精矿富矿粉 (10~0mm )带对烧结产量及质量影响很大。
该带过宽会影响料层透气性,导致产量低。
该带过窄,烧结温度低,液相量不足,烧结矿粘结不好,导致烧结矿强度低。
燃烧带宽窄主要受物料特性、燃料粒度及抽风量的影响。
(3)预热带该带主要使下部料层加热到燃料的着火温度。
一般温度为400~800度。
该带主要反应是烧结料中的结晶水及部分碳酸盐、硫酸盐分解,磁铁矿进行还原以及组分间的固相反应等。
(4)干燥带烧结料的热废气从预热带进入下层,迅速将烧结料加热到100℃以上,因此该带主要是水分的激烈蒸发。
(5)过湿带从烧结料点火开始,物料中的水分就开始转移到气流中去。
烧结过程的理论基础烧结是一种通过高温和压力将细粉状材料压制成成型体的加工方法。
在烧结过程中,粉末颗粒之间发生了部分熔融、扩散、结合和收缩现象,最终形成了密实的、具有一定机械强度和结构稳定性的成型体。
烧结过程的理论基础主要涉及燃烧理论、传热理论、材料科学等方面的知识。
1.燃烧理论烧结过程中常用的燃烧方式包括气相燃烧、固相燃烧和液相燃烧。
在燃烧过程中,燃料与氧化剂反应产生高温高能的燃烧产物,为烧结提供了必要的热能。
燃烧产物的温度越高,烧结过程中的热传递效果越好,有利于颗粒间的结合和收缩。
2.传热理论热传递是烧结过程中的一个重要环节。
热传递可以通过传导、对流和辐射等方式进行。
传导是指热量通过颗粒之间或颗粒内部的分子振动和传递,对于高温下的烧结过程尤为重要。
对流是指在气体或液体中,通过流体的对流传导热量,对于烧结中的气体流动和温度分布具有重要影响。
辐射是指物体表面的热能以电磁波的形式辐射出去,对于高温烧结具有显著效果。
3.材料科学烧结过程中,粉末颗粒之间的结合主要是通过扩散和熔融发生的。
扩散是指原子或分子在固体中由高浓度区向低浓度区传递的过程,是粉末颗粒烧结过程中结合的主要方式。
熔融是指粉末颗粒在高温下部分熔化,形成液相,通过液相的黏结作用形成连续的成型体。
材料科学中的物理化学性质、晶体学、材料力学等知识对于理解和控制烧结过程中的结合机制和力学性能具有重要意义。
总之,烧结过程的理论基础涉及燃烧理论、传热理论和材料科学等多个方面的知识。
这些理论和原理的深入研究和应用,可以帮助理解烧结过程中颗粒的结合机制、热传递现象以及成型体的力学性能,为烧结工艺和材料应用提供理论指导。