振动信号监测在刀具磨损故障诊断中的应用
- 格式:pptx
- 大小:541.86 KB
- 文档页数:20
TBM 掘进刀具磨损实时监测技术及刀盘振动监测分析一、引言TBM(Tunnel Boring Machine)掘进技术是一种现代化的隧道施工技术,已经在许多国家得到广泛应用。
随着TBM 掘进技术的不断发展,为了保证TBM 的高效、稳定地工作,需要对TBM 掘进刀具进行实时监测和分析。
本文将探讨TBM 掘进刀具磨损实时监测技术和刀盘振动监测分析的方法。
二、TBM 掘进刀具磨损实时监测技术1.磨损机理TBM 掘进刀具的磨损机理主要有切削磨损和磨料磨损两种。
切削磨损是刀具与岩石之间的机械摩擦,导致刀具表面材料的脱落和破坏。
磨料磨损是刀具表面受到岩石磨料撞击,导致表面破坏和剥落。
2.实时监测技术(1)声波信号监测通过在TBM 刀盘上安装声波传感器,可以实时地监测刀具与岩石间的摩擦声,进而判断刀具的磨损情况。
当刀具磨损严重时,摩擦声会变得愈发明显,通过监测声波信号的变化,可以及时判断刀具的使用寿命,避免因过度磨损导致的刀具故障。
(2)图像处理技术通过在TBM 刀盘上安装摄像头,可以实时地拍摄刀具与岩石间的摩擦情况,然后通过图像处理技术对摄像头拍摄到的图像进行分析处理,以判断刀具的磨损情况。
图像处理技术可以通过滤波、边缘检测等方法,实现对图像的分割、特征提取等操作,进而判断刀具的使用寿命。
(3)振动信号监测通过在TBM 刀盘上安装振动传感器,可以实时地监测刀盘的振动情况,进而判断刀具的磨损情况。
当刀具磨损严重时,切削力或岩石磨料对刀具的撞击会导致刀盘的振动增大,通过监测振动信号的变化,可以及时判断刀具的使用寿命。
三、刀盘振动监测分析刀盘振动是TBM 掘进过程中的一个重要问题,它不仅会对TBM 掘进过程产生影响,还会对TBM 设备产生破坏。
因此,对TBM 刀盘的振动进行监测和分析具有重要的意义。
1.振动分析方法(1)时域分析法时域分析法是一种直接观察振动信号波形的方法。
通过对TBM 刀盘上振动传感器采集的振动信号进行时域分析,可以计算出振动信号的振幅、周期等参数,进而判断刀盘的振动状态。
机械设备振动分析在诊断中的应用有哪些在现代工业生产中,机械设备的稳定运行对于保障生产效率和产品质量至关重要。
而机械设备在运行过程中,往往会不可避免地产生振动。
通过对这些振动信号的分析,我们能够获取大量关于设备运行状态的信息,从而实现对设备的故障诊断和预测性维护。
接下来,让我们详细探讨一下机械设备振动分析在诊断中的具体应用。
首先,振动分析可以用于检测机械部件的磨损和松动。
当机械设备中的零部件出现磨损时,其配合间隙会发生变化,从而导致振动特征的改变。
例如,轴与轴承之间的磨损会使轴的旋转中心发生偏移,产生异常的振动频率和振幅。
同样,连接部件的松动也会引起振动信号的变化,表现为振动幅度的增大和频率的不稳定。
通过对振动数据的采集和分析,工程师能够及时发现这些问题,并采取相应的维修措施,避免设备故障的进一步恶化。
其次,振动分析在诊断轴承故障方面具有重要作用。
轴承是机械设备中常见且关键的部件,其工作状态直接影响着整个设备的性能。
当轴承出现损伤,如疲劳剥落、裂纹、磨损等,会产生特定的振动信号。
通过对振动频谱的分析,可以识别出轴承故障的特征频率及其谐波。
例如,内圈故障会产生与内圈旋转频率相关的特定频率成分,外圈故障则对应着外圈的特征频率。
此外,还可以通过振动信号的时域分析,观察到轴承故障引起的冲击信号,从而准确判断轴承的故障类型和严重程度。
再者,齿轮故障的诊断也离不开振动分析。
齿轮在传动过程中,如果出现齿面磨损、断齿、齿根裂纹等问题,会导致振动信号的异常。
通过对齿轮振动信号的频谱分析,可以检测到与齿轮齿数、转速相关的频率成分及其变化。
同时,利用解调技术,能够提取出由于齿轮故障产生的调制信号,进一步确定故障的位置和程度。
另外,振动分析还能够帮助诊断旋转机械的不平衡和不对中问题。
旋转机械的不平衡是指旋转部件的质量分布不均匀,这会导致在旋转过程中产生离心力,引起较大的振动。
不对中则是指轴系之间的连接存在偏差,如平行不对中或角度不对中,这同样会引起异常的振动。
刀具磨损监测及在线补偿控制技术研究随着现代制造业的发展,刀具在机械加工中扮演着举足轻重的角色。
然而,由于刀具在工作中不可避免地会出现磨损,这给生产效率和制品质量带来了一定的负面影响。
为了保障加工质量和延长刀具寿命,刀具磨损监测及在线补偿控制技术应运而生。
刀具磨损监测是刀具管理中的重要环节。
传统的刀具磨损监测一般通过人工观察、测量和记录进行。
然而,这种方法存在着很多局限性,包括人工观察数据的主观性、不及时的监测以及对操作人员的专业要求较高等问题。
因此,迫切需要开发出更加准确、自动化的刀具磨损监测技术。
近年来,随着传感器技术的发展,基于传感器的刀具磨损监测技术逐渐成熟。
例如,利用振动信号进行刀具磨损监测已经取得了很好的效果。
振动信号与刀具磨损之间存在一定的相关性,通过对振动信号的实时监测和分析,可以准确判断刀具是否已经磨损到需要更换的程度。
此外,通过信号处理和模式识别技术,还可以对不同刀具磨损程度进行分类和预测。
这种基于振动信号的刀具磨损监测技术具有非常广阔的应用前景。
除了刀具磨损监测技术,刀具在线补偿控制技术也是提高加工效率和质量的重要手段。
刀具在线补偿控制技术主要通过实时监测和反馈刀具磨损信息,并在加工过程中进行自动补偿,以保持切削参数的恒定,确保加工精度和表面质量。
这种技术的核心是刀具磨损预测和自适应控制算法的研究。
通过建立刀具磨损预测模型,可以准确预测刀具磨损的发展趋势和程度。
然后,根据预测结果,结合自适应控制算法,实时调整加工参数,实现刀具在线补偿控制,从而达到精确加工的目的。
刀具磨损监测及在线补偿控制技术的研究目前面临一些挑战。
首先,刀具磨损监测技术需要解决传感器固定和精度等问题。
特别是在高速和高精度加工中,传感器的安装位置和准确度对监测结果的可靠性有着重要影响。
其次,刀具在线补偿控制技术需要解决实时性和稳定性问题。
不仅要及时获取刀具磨损信息,还要通过控制算法实现切削参数的实时调整,这对算法的复杂度和硬件系统的稳定性提出了更高的要求。
振动信号分析在机械故障诊断中的应用研究引言:随着工业的发展,机械设备在生产中扮演着重要的角色。
然而,由于长时间运转和使用过程中的磨损,机械设备出现故障的可能性也越来越大。
机械故障的及时诊断和修复对于保证生产的正常运行至关重要。
在机械故障诊断领域,振动信号分析作为一种非常有效的方法,被广泛应用于故障预测与诊断中。
本文将从振动信号分析的基本原理出发,探讨振动信号分析在机械故障诊断中的应用研究。
一、振动信号分析基础振动信号分析是研究物体振动特性的一门学科。
机械设备振动信号的分析是指对机械设备振动信号中的各种特征进行提取、分析和处理的过程。
振动信号中所包含的信息可以反映机械设备的运行状态、存在的故障类型和程度。
1.1 振动信号特征振动信号中常见的特征包括振幅、频率和相位等,这些特征可以通过采集机械设备表面振动信号来获取。
振幅反映了振动强度的大小,频率表示了振动的周期。
相位则描述了不同部位振动信号之间的相对关系。
通过提取这些特征,可以对机械故障进行诊断与预测。
1.2 振动信号分析方法在振动信号分析中,常用的方法包括时域分析、频域分析和小波分析等。
时域分析:通过对振动信号的时域波形进行观察和分析,可以获得振动信号的振幅与时间的变化关系,以及信号中的可能异常。
频域分析:将振动信号转换为频域上的能量谱,可以帮助分辨不同频率成分对应的振动信号。
频域分析可以通过快速傅里叶变换等方法实现。
小波分析:小波分析是一种将信号分解成多个尺度的方法,可以更细致地观察信号的频率变化。
通过小波分析,可以捕捉到信号中的局部细节和瞬时特性。
二、振动信号分析在机械故障诊断中的应用2.1 智能诊断系统振动信号分析与智能诊断系统的结合,可以实现机械故障的及时自动诊断。
通过采集机械设备的振动信号,并通过算法对信号进行处理,智能诊断系统可以自动判断机械设备是否存在故障,并根据故障类型提供相应的维修方案。
2.2 故障预测与预报振动信号分析可以用于机械设备的故障预测与预报。
检测数控铣床中刀具的磨损问题
数控铣床是现代制造业中广泛使用的一种机床,它能够高效地完成各种复杂零件的加工任务。
而其中刀具的磨损问题则是影响加工质量和效率的重要因素之一。
刀具磨损是指在使用过程中,刀具表面逐渐失去原有的尺寸和形状,导致其性能下降,甚至无法继续使用。
这种磨损现象主要是由于切削力、温度、润滑等因素引起的。
在实际生产中,如何及时检测刀具的磨损情况,是保证加工质量和效率的关键。
以下是一些常见的检测方法:
1. 目视检测法
这是最简单、最直观的检测方法。
操作人员可以通过肉眼观察刀具表面的变化,来判断其是否需要更换。
但这种方法只适用于表面磨损较为明显的情况,对于内部磨损或微小磨损则无法发现。
2. 测量法
这种方法需要使用专业的测量工具,如卡尺、显微镜等。
通过对刀具尺寸和形状进行精确测量,可以得出其磨损程度。
但这种方法操作较为繁琐,需要一定的技术水平和经验。
3. 振动信号分析法
这种方法利用数控铣床本身所产生的振动信号,通过信号处理技术来分析刀具的磨损程度。
这种方法不仅能够检测表面磨损,还能够发现内部磨损和微小磨损,具有较高的精度和可靠性。
除了以上几种方法外,还存在一些基于图像处理、声学信号等技术的检测方法。
这些方法在不同场景下都有其适用性和局限性,具体选择应根据实际情况而定。
总的来说,及时检测数控铣床中刀具的磨损问题,是保证加工质量和效率的重要措施。
通过选择合适的检测方法,并根据检测结果及时更换刀具,可以有效地减少生产过程中的故障和损失,提高生产效益。
振动状态监测及故障诊断技术应用摘要:本文主要讨论设备状态诊断技术,阐述振动状态监测中有关振动监测的方法、故障及原因分析,并通过实例的详细分析,以便更详细地介绍振动诊断技术。
关键词:振动监测数据采集频谱分析故障诊断1 前言设备的维修方式已经从事后维修、计划维修到设备现代管理下的状态维修,也就是预知维修。
开展设备的状态监测及诊断工作就是为了避免设备突发性故障造成的巨大损失,减少计划维修所造成的一些浪费,不断提高设备完好率、设备使用效益率。
振动是设备常见的现象,通过振动检测技术可以掌握设备的运行状况,解决大部分设备的潜在问题。
2 常见机械振动故障及分析方法常见的机械故障一般可分为不平衡、不对中、机械松动、轴承问题、机械摩碰等几种情况。
频域分析方法已成为机械设备故障诊断的主要内容,通过振动数据采集及频域信号的分析处理,可以很明显的区别一些常见的机械故障。
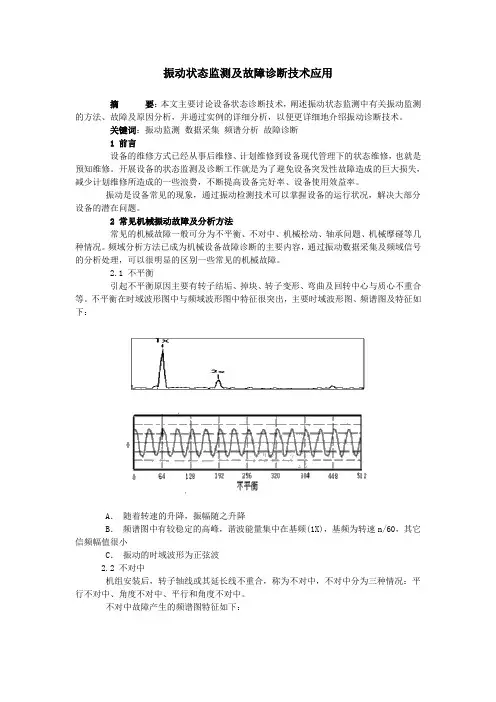
2.1 不平衡引起不平衡原因主要有转子结垢、掉块、转子变形、弯曲及回转中心与质心不重合等。
不平衡在时域波形图中与频域波形图中特征很突出,主要时域波形图、频谱图及特征如下:A.随着转速的升降,振幅随之升降B.频谱图中有较稳定的高峰,谐波能量集中在基频(1X),基频为转速n/60,其它信频幅值很小C.振动的时域波形为正弦波2.2 不对中机组安装后,转子轴线或其延长线不重合,称为不对中,不对中分为三种情况:平行不对中、角度不对中、平行和角度不对中。
不对中故障产生的频谱图特征如下:A.转子径向振动出现2倍频,以1倍频和2倍频分量为主,不对中越严重,2倍频所占比例越大B.转子轴向振动在1倍频、2倍频甚至3倍频处有稳定的高峰,一般达到径向振动的50%以上,若与径向振动一样大或更大,表明情况严重,应及时处理,一般4~10倍频分量较小C.轴承不对中时,径向振动较大,有可能出现高次谐波,振动不稳定D.负荷变化导致振动值变化E.时域波形稳定,每转出现1个、2个或3个峰值2.3 机械松动机械松动分为结构松动和转动部件松动,造成机械松动的原因是:安装不良、长期磨损、基础或机座损坏、零部件破坏。
使用振动信号分析实现机械零件故障检测与诊断振动信号分析在机械零件故障检测与诊断中的应用引言:现代工业中,机械零件是经常使用的一种器件,其正常运行对于整个机器的稳定性和工作效率起着重要的作用。
然而,长时间的使用会导致机械零件的损耗和磨损,进而引发故障。
为了提前发现机械零件的故障并进行及时修复,采用振动信号分析技术成为了一种常用的方法。
一、机械零件振动信号分析的原理振动信号分析是通过检测和分析机械零件运行时产生的振动信号,来判断机械零件是否存在故障的一种方法。
机械零件在正常工作时会有一定的振动频率和振动幅度,而当故障发生时,振动信号会发生变化。
通过对振动信号的分析,可以确定机械零件的故障类型和程度。
二、常见的机械零件故障类型分析1. 轴承故障轴承在机械设备中起到支撑和定位的作用,长时间的运转会导致轴承损耗和磨损。
当轴承出现故障时,会产生明显的振动信号。
根据振动信号的频率和幅度变化,可以判断轴承的故障类型,如轴承内环故障、外环故障和滚珠故障等。
2. 齿轮故障齿轮是机械设备中常见的传动部件,其正常工作需要保持一定的啮合间隙和精度。
当齿轮出现磨损、断裂或啮合不良时,会产生振动信号。
通过对振动信号的分析,可以判断齿轮的故障类型和位置。
3. 传动带故障传动带是机械设备中常用的传动元件,其工作时常受到高频振动的影响。
当传动带出现损坏或断裂时,会引起振动信号的变化。
通过对振动信号的分析,可以判断传动带的故障类型和位置。
三、振动信号分析的应用案例1. 轴承故障诊断某工厂的生产线上一台机械设备的轴承出现了异常振动信号。
经过振动信号分析,发现轴承内环故障,导致机械设备的稳定性下降。
机修工人及时更换了轴承内环,避免了机械设备因轴承故障引发的故障。
2. 齿轮故障诊断在一家工程公司的变速箱中,发现齿轮传动不稳定,产生明显的振动信号。
经过分析,发现是齿轮啮合不良导致的问题。
技术人员重新调整了齿轮的啮合间隙,解决了变速箱的故障。
刀具磨损监控系统随着时代的进展,科技的进步,企业对生产的优化,自动加工设备的广泛运用使得自动批量加工模式越来越普及。
但在切削加工过程中由于刀具磨损状态的不可控性,便简单引起不良或是批量废品的异常现象。
因此客户往往采纳固定加工次数换刀来躲避此类情形,却任需在加工过程中定时多次检查刀具状态以及工件各尺寸的要求。
刀具磨损监控系统能够实时记录刀具/砂轮加工过程中的信号变更,据此确定*优化的换刀时间,提示操作人员进行换刀,同时也可用于评价刀具性能。
工作原理通过加工过程中的功率,振动和声音三种模式来进行实时检测磨损情况:1,功率:通过安装功率传感器在加工过程中实时测量功率信号,利用功率信号处置算法对功率进行分析和识别,判定刀具磨损情况。
2,振动:通过安装震动传感器在加工过程中实时检测振动信号,利用振动信号处置算法对振动进行分析和识别,判定刀具磨损情况。
3,声音:利用高灵敏度声学传感器实时检测刀具磨损时产生的声音信号,利用声学信号处置算法对声学进行分析和识别,判定刀具磨损情况。
特点:1,供给三种特征进行刀具磨损监控。
2,学习一把新刀和磨损刀具的功率曲线,即可生成监控界限。
3,可长期记录刀具磨损的特征曲线,可用于刀具性能的评估,为客户供给本钱决策。
产品效果和价值1,生产过程中为保证加工工件质量,通常选择保守使用刀具,无法*大化的利用刀具。
刀具磨损监控系统通过刀具加工工件所产生的信号变更,来判定当前刀具状态,提高刀具寿命、节省本钱。
2,通过设置刀具的磨损极限,实时监测刀具的磨损状态,当刀具的磨损到达极,适时给出换刀信号,躲避由于刀具提前失效而导致的零件批量性缺陷。
3,通过刀具磨损监控系统手记到的实时加工数据进行对比分析,可以评价刀具的性能。
通过实时检测判定刀具破损的情况,适时更换磨损的刀具,躲避加工料子的损耗,时间的流失以及设备的损坏等,因刀具磨损产生的加工质量下降的问题。
产品适用范围刀具磨损监控系统适用于各种(磨削、车削、铣削、钻孔、铰孔、镗孔、攻丝等)形式的加工场景,更适用于如汽车制造,航天航空等领域的批量加工生产。
振动诊断技术在机床故障处理中的应用摘要:针对SMAHO-700镗铣加工中心主轴异响故障,进行了振动诊断技术,成功判断出主轴箱吃书为20的小齿轮磨损,并不断加剧,振动诊断技术的成功运用对机床故障维修有着重要的指导意义。
关键词:振动诊断特性频率波形图频谱图哈尔滨电机厂有限责任公司一台德国制造MAHO-700镗铣加工中心,在加工运转时主轴箱有异响,于是决定对该加工中心的主传动系统实行状态监测,发现机床振动强度有增大趋势,振动烈度在允许注意范围内,对该机床进行了故障诊断。
1测试方案测试参数:加速度测点布置:主传动系统结构简图及测点位置如图1所示。
图1 MAHO-700镗铣加工中心主传动系统结构简图及测点布置监测工况:主轴空转,700转/分钟。
2故障特征频率计算机床的主传动系统由两级传动组成,传动路线如图2所示。
图2MAHO-700镗铣加工中心传动路线图实测转速为691r/min,各轴转速/转频如表1所示,各传动组齿轮啮合频率如表2所示。
表1各轴转速/转频轴号转速(r/min)转频(HZ)Ⅰ轴4094 68Ⅱ轴2109 35Ⅲ轴(主轴)691 11.5表2各传动组齿轮啮合频率传动组号啮合频率(HZ)Ⅰ-Ⅱ2349Ⅱ-Ⅲ7033故障诊断分析图3(a)是1#测点第11次测量的加速度时域波形图和频谱图。
从时域波形看明显有冲击脉冲信号,图中三个衰减脉冲(1,2,3点)的时间间隔为28ms (35HZ),是齿数为20的小齿轮的旋转频率。
图3(b)在频谱图上看到传动组Ⅱ-Ⅲ(齿数为20与61齿轮)啮合频率的二倍频(1406HZ)幅值较大,且两侧有大量边频带,分布较均匀,频带间隔恰好为35HZ(齿数为20的小齿轮的旋转频率),因此可以判断Ⅱ轴上齿数为20的小齿轮有较严重的缺陷。
(a)(b)图31#测点的加速度时域波形图和频谱图分析12次测量的加速度频谱,可以看出传动组Ⅱ-Ⅲ的啮合频率及其倍频的加速度幅值变化情况,如表3所示。
刀具破损检测的方案概述在制造业中,刀具是重要的工具,用于切割、加工和修整材料。
由于长期使用和磨损,刀具可能会出现破损,导致工作效率下降甚至无法正常工作。
因此,刀具破损检测的方案至关重要。
本文将介绍一种用于刀具破损检测的方案,包括检测方法、数据分析和结果评估。
检测方法方法选择刀具破损检测可以采用多种方法,如声学检测、振动检测和图像处理等。
每种方法都有其优缺点,选择合适的方法取决于具体应用场景和需求。
声学检测声学检测是一种常用的刀具破损检测方法,通过分析刀具产生的声音来判断刀具是否破损。
正常刀具的声音频率和幅度在一定范围内,当刀具破损时,声音特征会发生变化。
可以使用麦克风或传感器将刀具产生的声音信号采集下来,并通过信号处理算法进行分析和判断。
振动检测振动检测是另一种常用的刀具破损检测方法,通过监测刀具的振动情况来判断刀具是否破损。
正常刀具的振动频率和幅度在一定范围内,当刀具破损时,振动特征会发生变化。
可以使用加速度传感器或振动传感器将刀具的振动信号采集下来,并通过信号分析和处理算法进行判断。
图像处理图像处理是一种非常直观和普遍的刀具破损检测方法,通过对刀具的图像进行分析来判断刀具是否破损。
可以使用相机或光学传感器拍摄刀具的图像,然后通过图像处理算法提取特征并进行破损判断。
数据分析特征提取对于不同的检测方法,需要选择合适的特征来描述刀具的状态和破损情况。
声学检测可以通过频谱分析来提取声音频率和幅度特征,振动检测可以通过频谱分析和时域分析来提取振动频率、幅度和波形特征,图像处理可以通过图像分析和数字图像处理算法来提取刀具的表面纹理、形状和颜色特征。
模型建立针对不同的特征,可以建立相应的模型来进行破损检测。
可以使用机器学习算法,如支持向量机(SVM)、决策树或人工神经网络,通过训练集和测试集的数据来建立模型,并将新的刀具数据输入模型进行判断。
效果评估为了评估刀具破损检测方案的效果,可以采用多种指标来衡量模型的准确率和鲁棒性。
CNC机床加工中的刀具磨损在线监测与预测CNC机床加工中的刀具磨损在线监测与预测随着制造业的快速发展,CNC(计算机数控)机床在工业生产领域中扮演着重要的角色。
CNC机床的高效准确性和自动化特性使其成为现代工厂中不可或缺的设备。
然而,CNC机床的刀具磨损对其性能和加工质量产生了重大影响,因此,实时监测和预测刀具磨损的技术显得非常关键。
一、刀具磨损对CNC机床性能的影响刀具磨损是CNC机床加工过程中普遍存在的问题之一。
刀具磨损导致切削力增加,加工质量下降,甚至可能损坏工件表面。
此外,刀具磨损还缩短了刀具的使用寿命,增加了维修和刀具更换的成本。
因此,对刀具磨损进行及时监测和预测,有助于调整加工参数,延长刀具寿命,提高CNC机床的加工效率和质量。
二、在线监测刀具磨损的方法1. 声学信号监测声学信号监测是一种常用的在线刀具磨损监测方法。
通过分析刀具与工件之间的声学信号变化,可以准确判断刀具的磨损程度。
刀具的磨损会导致切削过程中的声音频率和振幅发生变化,通过监测切削过程中的声学信号,可以实时了解刀具的磨损情况。
2. 功率信号监测功率信号监测是一种通过监测刀具的功率波动来评估刀具磨损程度的方法。
当刀具磨损时,切削力会增加,因此刀具的功率消耗也会增加。
通过监测切削过程中的功率信号,可以判断刀具是否磨损,并及时调整加工参数或更换刀具。
3. 振动信号监测振动信号监测是一种通过监测刀具振动变化来评估刀具磨损程度的方法。
刀具磨损会导致切削过程中的振动频率和幅值发生变化。
通过分析和监测切削过程中的振动信号,可以判断刀具是否磨损,并及时采取相应的措施。
三、刀具磨损的在线预测除了实时监测刀具磨损外,还可以通过建立预测模型来进行刀具磨损的在线预测。
预测模型可以根据历史数据和刀具磨损监测数据进行训练和优化,从而准确预测刀具的寿命和磨损程度。
通过在线预测刀具磨损,可以提前进行刀具更换或调整加工参数,以确保CNC机床的加工质量和效率。
刀具磨损在线监测技术的研究和应用随着先进制造业技术的不断发展,对于刀具磨损在线监测技术的研究和应用也越来越重要。
因为刀具作为制造行业中必不可少的工具,其磨损情况直接影响到加工质量和效率,而在生产过程中实时进行磨损监测则可以避免一些不必要的损失和浪费。
近年来,国内外专家学者对于刀具磨损在线监测技术进行了深入的研究,并已经取得了一些令人瞩目的成果。
如今,基于机器视觉、声学、振动等技术的刀具磨损在线监测系统已经广泛应用于机床、自动化生产线等生产领域,为企业的生产管理带来了极大的便利。
一、刀具磨损在线监测技术的发展现状目前,刀具磨损在线监测技术主要包括视觉、声学和振动三种技术,其中视觉技术应用最广泛。
从机器视觉角度来看,刀具磨损在线监测技术主要包括两部分内容:一是对刀具轮廓、几何参数等进行检测和分析,判断刀具是否需要磨损;二是对刀具表面进行检测和分析,判断磨损程度,为磨损量的估计做出相关决策。
显然,这些技术为生产现场的磨损监测和生产决策提供了非常重要的支持。
从实际应用来看,机器视觉技术广泛应用于各类切削加工系统、检测系统和加工质量检测系统。
以自动化生产线为例,通过在机床上安装合适的摄像设备,生产线管理员可以实时监测刀具磨损程度和加工质量,及时进行维护和更换,保证生产效率和品质稳定性。
二、刀具磨损在线监测技术的面临的问题和挑战尽管刀具磨损在线监测技术在生产领域应用广泛,但也面临着一系列技术难题和需求挑战。
主要表现在:1.精度和稳定性需求:因为刀具的磨损和加工质量直接相关,所以刀具磨损在线监测技术必须具有高精度和高稳定性,保证监测结果准确。
2.大数据处理能力:生产场景中切削加工数据庞大,需要快速、准确地进行处理和分析。
3.运维成本和效率:磨损在线监测系统的维护成本较高,且运维人员涉及专业领域较广,需要不断提升效率和降低成本。
显然,这些技术和应用需求是刀具磨损在线监测技术需要攻克的主要难点。
三、未来刀具磨损在线监测技术发展趋势尽管在面临着一系列挑战和技术难题,但是随着科学技术的不断进步以及生产现场的逐渐智能化,未来刀具磨损在线监测系统仍将保持一定的发展趋势。
振动信号处理方法在故障诊断中的应用引言:振动信号是一种常见的物理信号,它携带着物体内部结构和运动状态的信息。
振动信号处理方法是一种将振动信号转化为可理解和可用于故障诊断的信息的技术,广泛应用于工程和科学领域。
本文将介绍振动信号处理方法在故障诊断中的应用,并讨论其在不同领域中的重要性和局限性。
一、振动信号处理方法的基本原理振动信号处理方法利用数学和信号处理技术,对振动信号进行采集、分析和解释。
其基本原理是将振动信号转化为频域、时域或其他数学表示,从而能够提取出信号中的信息。
这些信息可以用于故障诊断、结构健康监测等领域。
二、振动信号在机械故障诊断中的应用机械设备的振动是故障发生的重要指示器之一。
振动信号处理方法可以用于检测机械设备中的故障,如轴承故障、齿轮问题、松动等。
通过对振动信号的分析,可以提取出特征频率和幅值信息,进而判断设备是否存在故障,并诊断出具体的故障类型和位置。
三、振动信号在电力系统故障诊断中的应用振动信号处理方法在电力系统的故障诊断中起着重要作用。
电力系统中的故障往往伴随着电气设备的振动变化,通过对振动信号的处理可以提取出与故障有关的频率特征,例如电机的转子断条故障会引起电机振动频率的变化。
因此,振动信号处理方法可以帮助电力系统工程师及时发现和解决故障,保障系统的稳定运行。
四、振动信号在结构健康监测中的应用振动信号处理方法也在结构健康监测中得到广泛应用。
通过对建筑物、桥梁等结构的振动信号进行分析,可以评估结构的健康状态和承载能力。
例如,地震对建筑物的影响会引起结构振动信号的变化,通过对这些信号的处理可以判断结构是否存在损伤,并进行修复和加固工作。
五、振动信号处理方法的局限性尽管振动信号处理方法在故障诊断中有广泛应用,但也存在一些局限性。
首先,振动信号的采集和处理需要专业的设备和技术,对操作人员的要求较高。
其次,振动信号的特征提取和分析需要一定的数学基础和工程经验,对于非专业人士而言较为困难。
台式切割机的刀具磨损在线监测与预警随着工业化进程的不断推进,台式切割机已成为现代工业生产中不可或缺的设备。
切割机的刀具磨损情况直接影响到切割效果和设备寿命,因此实现刀具磨损的在线监测与预警显得尤为重要。
本文将探讨台式切割机刀具磨损在线监测与预警的技术手段及其应用前景。
一、刀具磨损的监测意义切割机的刀具磨损会导致切割效果下降、工件质量不稳定等问题。
传统的定期检修方法无法实现实时监测和预警,容易造成生产过程中的停机损失。
因此,实现刀具磨损的在线监测与预警对于提高生产效率和保障工件质量具有重要意义。
二、刀具磨损监测的技术手段目前,刀具磨损监测主要采用以下技术手段:1. 振动信号分析法通过采集切割机工作时的振动信号,结合频谱分析等方法,可以判断刀具磨损程度。
刀具磨损会导致切削力的变化,从而产生不同的振动频谱特征,通过对比分析可以实现刀具磨损的在线监测。
2. 声音信号分析法刀具磨损会产生不同的切削声音,利用声音信号分析技术可以实时判断刀具磨损程度。
相关的算法和模型可以对声音信号进行实时监测并给出预警。
3. 电流信号分析法刀具磨损会引起切削电流的变化,通过分析切削电流的波形和特征,可以实时监测刀具磨损并进行预警。
三、刀具磨损预警系统的应用前景刀具磨损在线监测与预警技术的应用前景广阔。
它可以帮助企业实现故障预防,及时更换磨损刀具,避免生产事故和质量问题的发生,减少停机损失。
同时,通过实时监测刀具磨损状况,可以优化生产过程和刀具管理,提高生产效率和工件质量。
此外,刀具磨损在线监测与预警技术的应用还可以与大数据、人工智能等技术相结合,实现数据的采集、分析和预测,为企业提供更加精确和全面的刀具管理方案。
预计在未来,刀具磨损在线监测与预警技术将进一步得到发展和应用,为台式切割机的运行和维护提供更好的支持。
总结:台式切割机的刀具磨损在线监测与预警是一个急需解决的问题。
通过振动信号分析、声音信号分析和电流信号分析等技术手段,可以实现刀具磨损的实时监测与预警,提高生产效率和工件质量。
利用振动频谱预测刀具磨损量库祥臣;郭跃飞;段明德;曹贝贝【摘要】采用振动传感器采集刀具车削时的信号,对振动信号进行短时傅里叶变换,将频谱集中区域(0~6250)Hz内的频率幅值直接输入到BP神经网络中进行训练,使神经网络建立振动信号频谱与刀具磨损量之间的映射关系,从而实现刀具磨损监测.人工提取的特征值一般数量较少,往往不能全面细致地刻画信号的特点,而该方法则充分发掘了神经网络强大的学习能力,具有方法简单、识别精度高、稳定性好的优点.实验结果表明,该方法可以快速准确地预测刀具磨损量.%Using vibration sensor to acquire the signal in tool turning, execute short-time Fourier transform to the vibration signal, then inputs the frequency amplitude in frequency spectrum concentrated area (0~6250)Hz into BP neural network directly to training, make the neural network to establish the mapping relationship between vibration signal frequency spectrum and tool wear, so as to realize tool wear monitoring. The number of characteristic value that extracted artificially is generally less, often can not depiction the signal's characteristics fully and detailedly. While this method makes a good use of the neural network's powerful learning ability. This method has the advantages of simple, high accuracy and good stability. The experimental results show that, this method can predict tool wear quantity quickly and accurately.【期刊名称】《机械设计与制造》【年(卷),期】2017(000)010【总页数】4页(P113-116)【关键词】刀具磨损;振动;频谱;BP神经网络【作者】库祥臣;郭跃飞;段明德;曹贝贝【作者单位】河南科技大学机电工程学院,河南洛阳 471003;河南科技大学机电工程学院,河南洛阳 471003;河南科技大学机电工程学院,河南洛阳 471003;河南科技大学机电工程学院,河南洛阳 471003【正文语种】中文【中图分类】TH16;TG712在金属切削加工过程中,随着刀具磨损程度的增大,机床的振动也会随之加剧,从而降低零件表面的加工质量,严重时甚至会影响整个加工系统的正常运行,造成设备故障或安全事故。