工艺设备布局图
- 格式:docx
- 大小:78.87 KB
- 文档页数:2
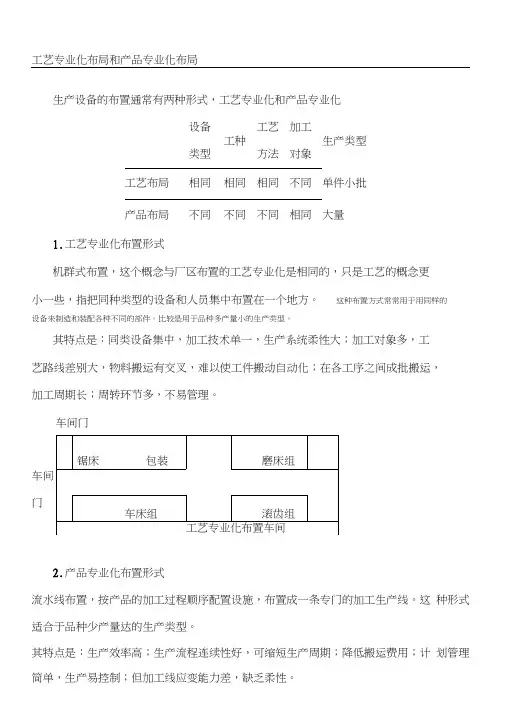
工艺专业化布局和产品专业化布局生产设备的布置通常有两种形式,工艺专业化和产品专业化设备类型工种工艺 方法 加工 对象 生产类型 工艺布局相同 相同 相同 不同 单件小批 产品布局不同 不同 不同 相同 大量1. 工艺专业化布置形式机群式布置,这个概念与厂区布置的工艺专业化是相同的,只是工艺的概念更小一些,指把同种类型的设备和人员集中布置在一个地方。
这种布置方式常常用于用同样的设备来制造和装配各种不同的部件。
比较是用于品种多产量小的生产类型。
其特点是:同类设备集中,加工技术单一,生产系统柔性大;加工对象多,工艺路线差别大,物料搬运有交叉,难以使工件搬动自动化;在各工序之间成批搬运, 加工周期长;周转环节多,不易管理。
2. 产品专业化布置形式流水线布置,按产品的加工过程顺序配置设施,布置成一条专门的加工生产线。
这 种形式适合于品种少产量达的生产类型。
其特点是:生产效率高;生产流程连续性好,可缩短生产周期;降低搬运费用;计 划管理简单,生产易控制;但加工线应变能力差,缺乏柔性。
车间门车间门需要注意的是在生产车间内部的布置也应该遵循工艺性、经济性和安全性原则,具体有以下要求:1.尽可能保持生产过程的连续性;2.工件加工中的运送路线要短;3.车间内要留出足够的通到面积,通道要直;4.充分保证生产用面积,提高利用率;5.设备布置要保证安全。
传统生产线的弊端直线型生产线的生产方式下,人员在一个周期内的来回时间及行走距离较多,如图2所示。
某个单元生产周期不能够得到合理限制造成整个系统的周期过长,产品成本增加,如局部环节出现问题会影响整个生产线的连续性,形成在制品堆积的严重现象。
面向产品族的“制造单元”?制造单元是以柔性设备为核心的若干台设备的组合,将这些设备按照每一个产品“族”相类同的工艺顺序排列,在制造单元内完成制造这些产品/零件族的全部过程。
制造单元不是针对每一个零件的,这样就不是精益制造了。
制造单元起码有以下几个特征和功能:?a)面向一个“产品/零件族”。


生产单元布局HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】工艺专业化布局和产品专业化布局1. 机群式布置,这个概念与厂区布置的工艺专业化是相同的,只是工艺的概念更小一些,指把同种类型的设备和人员集中布置在一个地方。
这种布置方式常常用于用同样的设备来制造和装配各种不同的部件。
比较是用于品种多产量小的生产类型。
其特点是:同类设备集中,加工技术单一,生产系统柔性大;加工对象多,工艺路线差别大,物料搬运有交叉,难以使工件搬动自动化;在各工序之间成批搬运,加工周期长;周转环节多,不易管理。
车间门计划管理简单,生产易控制;但加工线应变能力差,缺乏柔性。
2. 工件加工中的运送路线要短;3. 车间内要留出足够的通到面积,通道要直;4. 充分保证生产用面积,提高利用率;5. 设备布置要保证安全。
传统生产线的弊端直线型生产线的生产方式下,人员在一个周期内的来回时间及行走距离较多,如图2 所示。
某个单元生产周期不能够得到合理限制造成整个系统的周期过长,产品成本增加,如局部环节出现问题会影响整个生产线的连续性,形成在制品堆积的严重现象。
面向产品族的“制造单元”制造单元是以柔性设备为核心的若干台设备的组合,将这些设备按照每一个产品“族”相类同的工艺顺序排列,在制造单元内完成制造这些产品/零件族的全部过程。
制造单元不是针对每一个零件的,这样就不是精益制造了。
制造单元起码有以下几个特征和功能:a)面向一个“产品/零件族”。
“族”是一组形状和制造过程相同或相似的零件。
因而精益的制造单元是柔性的,大大地减少了由于换型造成的生产停滞。
b)c)制造单元内的设备顺序是按工艺流程排列的,考虑到零件进出单元方向的一致性,经常排列成U形,所以又称其为U形单元,从而保证了 >物流的流程距离最短,而消除了多种形式的浪费。
d)e)工件在制造单元中按流程顺序自然流转,从而简化了管理,节省了信息的传递和信息流距离。


纯净水工艺流程图及厂区周围环境平面图厂区平面图功能间布置图设备布局图
水1
纯净水生产工艺流程
△5 △5
△1
注:带“△”的为关键工序。
△1为反渗透工序,分为一级、二级两级反渗透,设备CY-1型一级反渗透一套,CY-2型二级反渗透一套,一级反渗透浓压0.75MPa,二级反渗透浓压0.7 MPa,一级纯流10t/h,二级纯流4-5t/h,一级进压0.85MPa,二级进压0.8MPa。
△2为杀菌工序,90-AB型臭氧发生器二台,CY-Q-450气水混合塔一台,工作电压V=220V,A≥0.5A。
△3为灌装封盖工序CY-9-5000型三合一灌装机一台(QGF-120G大桶灌装机一台),灌装室内密闭,盖勿污染,送盖压力0.4 MPa。
△4为瓶盖的清洗消毒工序,设备ZTP180型消毒柜两个,用臭氧水逐个清洗后放消毒柜中15min消毒。
△5为管道设备的反冲洗消毒工序,CDL16-4加压泵一台,过滤器反冲洗30min,反渗透装置开机自动反洗30min后工作。
离线消毒装置一套,用2%食品级双氧水对管道设备浸泡20min。
管道设备由操作人员按《设备管理制度》进行维护保养。
山东樱旺食品有限公司设备平面图
洗手间
2
面积30m
浸糖区
风淋室
洗手间
磨沙区胶体磨
制沙机(停用)
洗豆机软化水设备
消
毒
池
洗
手
池
洗
手
池
女
更
衣
室
男更衣
室18m
18m2
原料暂存区
贵
宾
更
衣
卑
车
间
寥
室
伽
蒸者区
八、、八、、
浓缩区
女更衣室
成品暂存区
外包车间
圭寸箱
机
金属探测仪
□表示—亡
山东樱旺食品豆制品工艺流程图
表示人流表示蒸煮罐
(一)糖纳豆工艺流程
内包装区真空包装机i
真空包装机2
冷却槽2 冷却槽1 杀菌槽2 杀菌槽1
杀菌、冷却车间
n n表示浸糖罐O 表示浓缩罐
蒸
八、、
发
器
白糖
暂存区
化糖浓缩区
风凉内包车间
通道
亠!包材
〒暂存区
风机1
风机2
风机3
原料处理一* 蒸煮------ 糖一真空包装杀菌、冷却一成品
注:“ * ”表示关键工序
*1蒸煮:压力2-3,温度:85-100 C,时间2-3h
*2杀菌、冷却:压力2.5-3 ,杀菌温度:》97C,杀菌时间1.5-2h
(二)沙馅工艺流程
原料处理一* 蒸煮------ >浓缩一>真空包装一* 杀菌、冷去一>成品注:“ * ”表示关键工序
*1蒸煮:压力2-3,温度:85-100 C,时间2-3h
*2杀菌、冷却:压力2.5-3 ,杀菌温度:》97T,杀菌时间1.5-2h。