如何设计单元生产线
- 格式:ppt
- 大小:24.50 KB
- 文档页数:9
在未来几个月内不断迅速增长,然后最多生产两年左右就要淘汰(不过设备不会被淘汰)。
所以最后该工厂的领导决定采用21秒的方案,有一些工序有两人操作,一人操作一台设备,一人操作两台设备。
有一些工序有两组人操作等等。
另外要特别提到一点,就是当生产线中有自动化的设备的时候,一定要做作业组合的分析,才能非常清楚的看出一个人可以操作几台设备或者在操作一台设备过程中有多少等待的时间,然后看是否可以给这些等待的时间安排工作。
对于昂贵的设备,我们当然需要考虑它的利用率,但随着人力成本的不断上升,越来越多的工厂愿意牺牲设备利用率以达到生产力最大化的目标,只要设备的投资回收期足够的短以及生产场地允许。
关于精益的组装线的设计还有一个原则是需要注意的,就是一条线内最长的周期时间和最短的周期时间的差异不要过大,一个参考的指标是低于20%。
我在做项目过程中有时就会碰到这样一种情况,当在瓶颈工位增加人数或增加设备后,PPH便能得到提升。
所以这是一种便宜的解决方案。
每个想要改善组装线的生产力的工厂都可以尝试一下。
但似乎很少有人去做这样的工作。
这真的是一个很大的损失。
所以我也借此呼吁一下所有的工厂的生产部的负责人,还有负责改善的部门一定要将这种方案作为一个重要的工作模式进行宣传和实践。
那么当增加人手或设备不可行时,我们就可以考虑将瓶颈或最低周期时间的工位离线生产。
中间允许库存。
当然也有的工厂整个工厂的所有工序都连成了一条线,即连续流,使得库存最少,生产交付周期最短。
这也是精益所追求的。
我们在实践中还是要综合考虑,比较孰优孰劣,再决定采用生产力最优的模式还是交付周期最短的模式。
当然组装线有时会遇到比较复杂的情况,比如刚刚做了一个项目,因为设备和夹具设计的原因,在一条线中不同工序有不同的生产批量,这个时候时间分析就比较复杂,其中一个改善方法就是去最大的生产批量作为"单件'进行设计。
最后要强调一点,就是组装线的改善一定要基于准确的工时观测或分析,在进行新的生产线的设计之前要先讨论各种过程的改善建议,拟出各个作业步骤可以减少的时间,然后在合并或分解动作时要考虑取放产品、工具的时间的减少或增加的情况,最后列出改善后的每个步骤的时间,才能进行设计。
单元式生产,是指在一条生产线或一个机器设备单元内,由一个人或几个人组成的团队连续进行多道工序操作,完成某一单项产品组装的生产方式。
单元式生产方式是与传统的流水线生产方式相对应的。
传统的流水线按不同工序先分割、后整合,作业中每个劳动者都被固定在生产线的某个环节上简单而快速地重复某个动作,以期达到高效率、高质量地完成产品生产。
单元式生产是准时生产的主要生产线布局方式。
在机械行业、电子行业、服装行业等都广泛应用,其具体操作形式略有差异,下面就电子行业的单元式生产方式做简单介绍。
一、生产线布局电子行业单元生产方式,大体上可以分为三种:1、分工方式:将生产线设计成U型生产线或短的直线生产线,产品的转移靠工人用手来传递,产品动人不动。
这种方式中包括一个非凡形式,员工围坐在一个圆形桌或方形桌四周。
小型电子产品部件及完成品放在桌上,员工进行多道工序的操作。
2、巡回方式:将零件放在呈U型或椭圆形的架子上,若干名工人在绕着架子行走并完成所有加工工作,人动产品不动。
员工站在U型、椭圆型工作台的内侧。
有点像我们部分人家里的厨房,L型U型,刷碗、切菜、炒菜、拿佐料,都在一挪身或一转身之间完成工序切换。
而且便与人员之间互相支援。
3、单人方式:以作业者为核心配备零件和加工工具,采取类似以前的手工作坊的形式由一名工人完成所有的加工工作。
以上三种方式各有利弊,在实际操作中采取哪种方式,取决于作业者的熟练程度、在工具等方面的投资金额、产品的特性和尺寸大小等多项因素。
无论是一个人或是多个人完成整套工序,都需要员工是多能工。
二、多能工多能工的目的是为了实现少人化。
从生产线到生产单元的过程,是一条生产线分为多个生产单元的过程,这很轻易造成每个单元的人员冗余或不足,每个人能干多个工序的多能工就成了必然的方向。
那么,如何培养多能工呢?1、企业内定期调动:指以若干年或月为为周期的工作场所的变动,工作内容、所属关系、人事关系都发生变化。
主要以基层治理人员为对象。
单元化生产实施方案随着工业化和自动化水平的不断提高,单元化生产已经成为了现代制造业的主流趋势。
单元化生产是指将整个生产过程分解成多个独立的单元,每个单元负责特定的生产环节,通过协同合作完成整个产品的制造。
单元化生产可以提高生产效率、降低成本、提高产品质量,因此在各个行业都得到了广泛的应用。
本文将介绍单元化生产的实施方案,包括单元化生产的基本原理、实施步骤、关键技术和应用案例。
一、单元化生产的基本原理单元化生产的基本原理是将整个生产过程分解成多个独立的单元,每个单元负责特定的生产环节。
每个单元都是一个相对独立的生产单元,可以根据需要进行组合和拆分,从而适应不同的生产需求。
通过协同合作,各个单元共同完成整个产品的制造。
单元化生产的核心是将复杂的生产过程分解成简单的单元,通过协同合作实现高效生产。
二、单元化生产的实施步骤1. 制定单元化生产计划。
首先需要对整个生产过程进行分析,确定可以分解的单元和各个单元之间的协作关系。
然后制定单元化生产的实施计划,包括分解方案、组合方案、协作方案等。
2. 设计单元化生产系统。
根据单元化生产计划,设计单元化生产系统,包括单元化设备、单元化工艺、单元化控制系统等。
单元化设备需要具备灵活性和通用性,能够适应不同的生产需求。
单元化工艺需要简单可靠,易于操作和维护。
单元化控制系统需要实现各个单元之间的协作和协调。
3. 实施单元化生产系统。
根据设计方案,逐步实施单元化生产系统,包括采购单元化设备、调试单元化工艺、建立单元化控制系统等。
在实施过程中需要不断优化和调整,确保单元化生产系统能够稳定运行。
4. 进行单元化生产培训。
对生产人员进行单元化生产培训,包括单元化设备操作、单元化工艺流程、单元化控制系统操作等。
确保生产人员能够熟练掌握单元化生产技术,保证单元化生产系统的正常运行。
5. 完善单元化生产管理体系。
建立完善的单元化生产管理体系,包括单元化生产计划、单元化生产调度、单元化生产监控等。
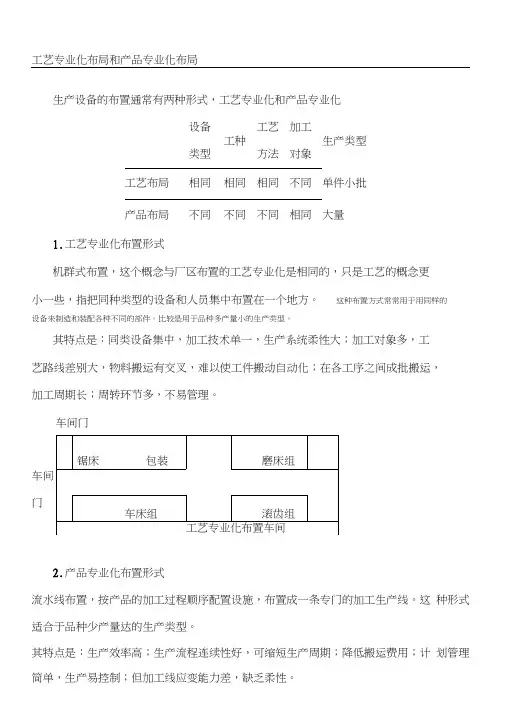
工艺专业化布局和产品专业化布局生产设备的布置通常有两种形式,工艺专业化和产品专业化设备类型工种工艺 方法 加工 对象 生产类型 工艺布局相同 相同 相同 不同 单件小批 产品布局不同 不同 不同 相同 大量1. 工艺专业化布置形式机群式布置,这个概念与厂区布置的工艺专业化是相同的,只是工艺的概念更小一些,指把同种类型的设备和人员集中布置在一个地方。
这种布置方式常常用于用同样的设备来制造和装配各种不同的部件。
比较是用于品种多产量小的生产类型。
其特点是:同类设备集中,加工技术单一,生产系统柔性大;加工对象多,工艺路线差别大,物料搬运有交叉,难以使工件搬动自动化;在各工序之间成批搬运, 加工周期长;周转环节多,不易管理。
2. 产品专业化布置形式流水线布置,按产品的加工过程顺序配置设施,布置成一条专门的加工生产线。
这 种形式适合于品种少产量达的生产类型。
其特点是:生产效率高;生产流程连续性好,可缩短生产周期;降低搬运费用;计 划管理简单,生产易控制;但加工线应变能力差,缺乏柔性。
车间门车间门需要注意的是在生产车间内部的布置也应该遵循工艺性、经济性和安全性原则,具体有以下要求:1.尽可能保持生产过程的连续性;2.工件加工中的运送路线要短;3.车间内要留出足够的通到面积,通道要直;4.充分保证生产用面积,提高利用率;5.设备布置要保证安全。
传统生产线的弊端直线型生产线的生产方式下,人员在一个周期内的来回时间及行走距离较多,如图2所示。
某个单元生产周期不能够得到合理限制造成整个系统的周期过长,产品成本增加,如局部环节出现问题会影响整个生产线的连续性,形成在制品堆积的严重现象。
面向产品族的“制造单元”?制造单元是以柔性设备为核心的若干台设备的组合,将这些设备按照每一个产品“族”相类同的工艺顺序排列,在制造单元内完成制造这些产品/零件族的全部过程。
制造单元不是针对每一个零件的,这样就不是精益制造了。
制造单元起码有以下几个特征和功能:?a)面向一个“产品/零件族”。
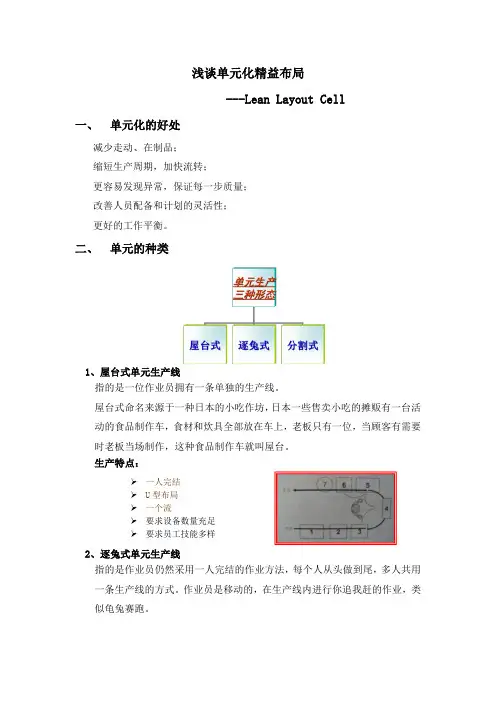
浅谈单元化精益布局
---Lean Layout Cell
一、单元化的好处
减少走动、在制品;
缩短生产周期,加快流转;
更容易发现异常,保证每一步质量;
改善人员配备和计划的灵活性;
更好的工作平衡。
二、单元的种类
1、屋台式单元生产线
指的是一位作业员拥有一条单独的生产线。
屋台式命名来源于一种日本的小吃作坊,日本一些售卖小吃的摊贩有一台活动的食品制作车,食材和炊具全部放在车上,老板只有一位,当顾客有需要时老板当场制作,这种食品制作车就叫屋台。
生产特点:
一人完结
U型布局
一个流
要求设备数量充足
要求员工技能多样
2、逐兔式单元生产线
指的是作业员仍然采用一人完结的作业方法,每个人从头做到尾,多人共用一条生产线的方式。
作业员是移动的,在生产线内进行你追我赶的作业,类似龟兔赛跑。
生产特点: 3、分割式单元生产线
指的是多人共用一条生产线,放弃了一人完结的作业方法,转而根据员工的技能现状来尽可能合并生产作业。
一个完整的工艺流程,由几位作业员分工完成。
生产特点:
三、 单元化基本原则
一人完结+互相追赶
U 型布局
一个流 要求员工技能多样
分工作业+
互相协助
U 型布局
一个流
存在瓶颈,平衡率低
分产品族 布局形状一般是U 型 或者C 型 工艺安排方便员工操作 标准化,建立直观控制 操作员具有多种技能 生产节拍可随不同需求而变化,如果可能可以由一个人运作。

高效生产线布局设计与优化策略在当今竞争激烈的市场环境中,企业要想提高生产效率、降低成本、提升产品质量,高效的生产线布局设计与优化至关重要。
一个合理的生产线布局能够减少物料搬运、缩短生产周期、提高设备利用率,从而为企业带来显著的经济效益。
一、生产线布局设计的基本原则1、流程导向原则生产线的布局应按照产品的生产流程进行设计,使生产过程中的各个工序能够顺畅地衔接,减少不必要的迂回和倒流。
这样可以减少物料搬运的距离和时间,提高生产效率。
2、空间利用原则在设计生产线布局时,要充分考虑厂房的空间大小和形状,合理利用空间。
避免出现空间浪费或者设备布局过于拥挤的情况,以确保生产操作的便利性和安全性。
3、灵活性原则市场需求和产品种类可能会发生变化,生产线布局应具有一定的灵活性,能够方便地进行调整和改造,以适应新的生产任务和工艺要求。
4、人机工程学原则要考虑操作人员的工作环境和操作习惯,使设备的高度、操作界面的位置等符合人机工程学的要求,减轻操作人员的劳动强度,提高工作效率和舒适度。
二、生产线布局的常见类型1、直线型布局这是最简单的一种布局方式,产品按照直线顺序依次经过各个工序。
直线型布局的优点是流程清晰、易于管理,缺点是空间利用率较低,当生产工序较多时,生产线会变得很长。
2、 U 型布局U 型布局将生产线弯曲成 U 字形,操作人员可以在 U 型的内部进行操作,减少了物料搬运的距离和时间。
U 型布局具有空间利用率高、生产效率高的优点,但对操作人员的技能要求较高。
3、环形布局环形布局将生产线围成一个环形,产品在环形轨道上流动,各个工序依次进行加工。
环形布局适用于生产批量较大、工序较少的产品,但设备投资较大,维护成本较高。
4、单元式布局将生产线按照产品或工艺的特点分成若干个单元,每个单元独立完成一部分生产任务。
单元式布局具有灵活性高、适应多品种小批量生产的优点,但管理难度较大。
三、生产线布局设计的步骤1、产品和工艺分析首先要对产品的结构、性能、生产工艺等进行详细的分析,确定生产过程中的各个工序和操作要求。

生产单元布局HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】工艺专业化布局和产品专业化布局1. 机群式布置,这个概念与厂区布置的工艺专业化是相同的,只是工艺的概念更小一些,指把同种类型的设备和人员集中布置在一个地方。
这种布置方式常常用于用同样的设备来制造和装配各种不同的部件。
比较是用于品种多产量小的生产类型。
其特点是:同类设备集中,加工技术单一,生产系统柔性大;加工对象多,工艺路线差别大,物料搬运有交叉,难以使工件搬动自动化;在各工序之间成批搬运,加工周期长;周转环节多,不易管理。
车间门计划管理简单,生产易控制;但加工线应变能力差,缺乏柔性。
2. 工件加工中的运送路线要短;3. 车间内要留出足够的通到面积,通道要直;4. 充分保证生产用面积,提高利用率;5. 设备布置要保证安全。
传统生产线的弊端直线型生产线的生产方式下,人员在一个周期内的来回时间及行走距离较多,如图2 所示。
某个单元生产周期不能够得到合理限制造成整个系统的周期过长,产品成本增加,如局部环节出现问题会影响整个生产线的连续性,形成在制品堆积的严重现象。
面向产品族的“制造单元”制造单元是以柔性设备为核心的若干台设备的组合,将这些设备按照每一个产品“族”相类同的工艺顺序排列,在制造单元内完成制造这些产品/零件族的全部过程。
制造单元不是针对每一个零件的,这样就不是精益制造了。
制造单元起码有以下几个特征和功能:a)面向一个“产品/零件族”。
“族”是一组形状和制造过程相同或相似的零件。
因而精益的制造单元是柔性的,大大地减少了由于换型造成的生产停滞。
b)c)制造单元内的设备顺序是按工艺流程排列的,考虑到零件进出单元方向的一致性,经常排列成U形,所以又称其为U形单元,从而保证了 >物流的流程距离最短,而消除了多种形式的浪费。
d)e)工件在制造单元中按流程顺序自然流转,从而简化了管理,节省了信息的传递和信息流距离。
如何布置生产线在现代工业生产中,布置一个高效的生产线是至关重要的。
一个良好的生产线布局能够提高生产效率、降低成本,并确保产品的质量和一致性。
下面将介绍一些布置生产线的关键步骤和原则。
1. 分析生产需求在开始布置生产线之前,首先需要对生产需求进行仔细的分析。
这包括确定所需生产的产品类型和数量、生产周期、生产速度以及所需要的人力和设备资源等。
只有了解了这些需求,才能更好地规划生产线的布局。
2. 进行价值流分析价值流分析是一个用于识别和消除生产线上各种浪费的方法。
通过分析价值流,可以找出生产流程中的瓶颈、延误和浪费,并采取相应的改进措施。
这将有助于提高生产效率和产品质量。
3. 划分工作区域根据生产线上的工序和流程,将整个生产线划分为不同的工作区域。
每个工作区域应该有明确的任务和职责,并且工作人员应该能够高效地完成任务。
4. 设计物料流动路线物料流动路线是指在生产线上从原材料进入到最终产品出厂的路径。
在设计物料流动路线时,应该尽量避免物料的重复搬运和交叉运输,以减少物料丢失和损坏的风险。
5. 考虑人员和设备的安全性在布置生产线时,应该考虑到工作人员和设备的安全性。
特别是对于涉及重型设备和危险操作的工作区域,应该采取相应的安全措施,例如安装警示标志和防护装置。
6. 优化空间利用率在布置生产线时,应该充分考虑到空间的利用率。
通过合理安排设备和工作区域,可以最大限度地利用有限的空间,提高生产线的效率。
7. 进行不断改进生产线布置不是一次性完成的,应该进行不断的改进。
及时收集和分析生产线上的数据和反馈信息,发现问题并采取相应的改进措施。
只有不断改进,才能实现生产线的持续优化和提高。
总结起来,布置一个高效的生产线需要考虑多个因素,包括生产需求、价值流分析、工作区域划分、物料流动路线设计、人员和设备的安全性、空间利用率等。
只有合理规划和优化这些因素,才能实现生产线的高效运行,提高生产效率和产品质量。