锥螺纹钢筋接头
- 格式:pdf
- 大小:128.41 KB
- 文档页数:2
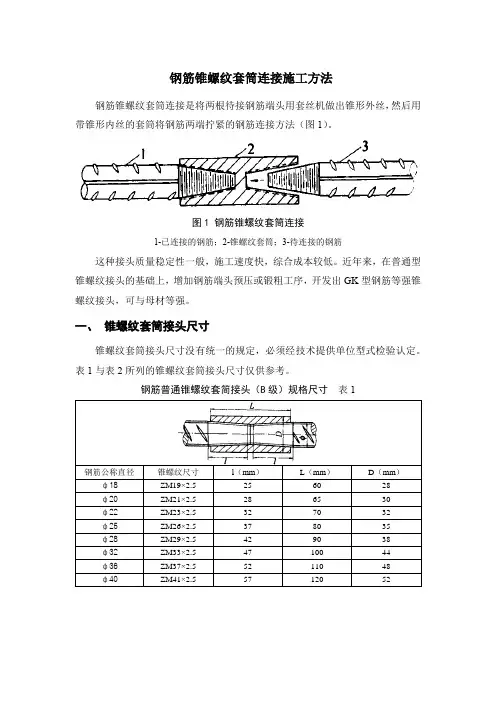
钢筋锥螺纹套筒连接施工方法钢筋锥螺纹套筒连接是将两根待接钢筋端头用套丝机做出锥形外丝,然后用带锥形内丝的套筒将钢筋两端拧紧的钢筋连接方法(图1)。
图1 钢筋锥螺纹套筒连接1-已连接的钢筋;2-锥螺纹套筒;3-待连接的钢筋这种接头质量稳定性一般,施工速度快,综合成本较低。
近年来,在普通型锥螺纹接头的基础上,增加钢筋端头预压或锻粗工序,开发出GK型钢筋等强锥螺纹接头,可与母材等强。
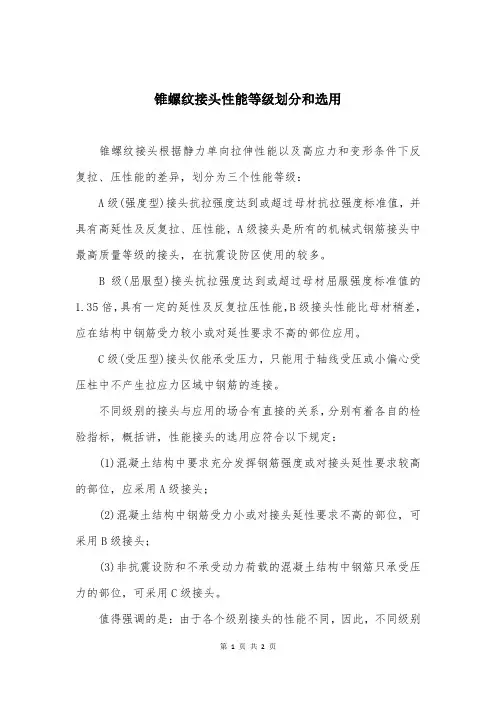
一、锥螺纹套筒接头尺寸锥螺纹套筒接头尺寸没有统一的规定,必须经技术提供单位型式检验认定。
表1与表2所列的锥螺纹套筒接头尺寸仅供参考。
钢筋普通锥螺纹套简接头(B级)规格尺寸表1钢筋公称直径锥螺纹尺寸l(mm)L(mm)D(mm)钢筋等强度锥螺纹套筒接头(A级)规格尺寸(钢筋端头徽粗)表2钢筋公称直径锥螺纹尺寸l(mm)L(mm)D(mm)二、机具设备1.钢筋预压机或镦粗机钢筋预压机用于加工GK型等强锥螺纹接头,是以超高压泵站为动力源,配以与钢筋规格相对应的模具,实现直径16~40mm钢筋端部的径向预压。
GK40型径向预压机的推力为1780kN,工作时间为20~60s,重量为80kg。
YTDB型超高压泵站的压力为70MPa,流量为3L/min,电机功率为3kN,重量为105kg。
径向预压模具的材质为CrWMn锻件),淬火硬度HRC=55~60。
钢筋镦粗机可采用液压冷锻压床,用于钢筋端头的镦粗。
2.钢筋套丝机钢筋套丝机是加工钢筋连接端的锥形螺纹用的一种专用设备。
型号:SZ-50A、GZL-40等。
3.扭力扳手扭力扳手是保证钢筋连接质量的测力扳手。
它可以按照钢筋直径大小规定的力矩值,把钢筋与连接套筒拧紧,并发出声响信号。
其型号:PW360(管钳型),性能100~360N·m;HL-02型,性能70~350N·m。
4.量规量规包括牙形规、卡规和锥螺纹塞规。
牙形规是用来检查钢筋连接端的锥螺纹牙形加工质量的量规。
卡规是用来检查钢筋连接端的锥螺纹小端直径的量规。
锥螺纹接头性能等级划分和选用
锥螺纹接头根据静力单向拉伸性能以及高应力和变形条件下反复拉、压性能的差异,划分为三个性能等级:
A级(强度型)接头抗拉强度达到或超过母材抗拉强度标准值,并具有高延性及反复拉、压性能,A级接头是所有的机械式钢筋接头中最高质量等级的接头,在抗震设防区使用的较多。
B级(屈服型)接头抗拉强度达到或超过母材屈服强度标准值的1.35倍,具有一定的延性及反复拉压性能,B级接头性能比母材稍差,应在结构中钢筋受力较小或对延性要求不高的部位应用。
C级(受压型)接头仅能承受压力,只能用于轴线受压或小偏心受压柱中不产生拉应力区域中钢筋的连接。
不同级别的接头与应用的场合有直接的关系,分别有着各自的检验指标,概括讲,性能接头的选用应符合以下规定:
(1)混凝土结构中要求充分发挥钢筋强度或对接头延性要求较高的部位,应采用A级接头;
(2)混凝土结构中钢筋受力小或对接头延性要求不高的部位,可采用B级接头;
(3)非抗震设防和不承受动力荷载的混凝土结构中钢筋只承受压力的部位,可采用C级接头。
值得强调的是:由于各个级别接头的性能不同,因此,不同级别
的锥螺纹接头不能混合使用。
钢筋锥螺纹接头技术规程
钢筋锥螺纹接头技术规程主要包括以下几个方面的内容:
1. 接头材料的选取:应选用强度高、韧性好的钢材作为接头材料,并经过合理的热处理,以保证接头的强度和耐久性。
2. 接头的尺寸和形状:根据具体的工程需求和使用场合,确定接头的尺寸和形状。
一般采用正三棱形或六角形的形状,以提高接头的受力性能。
3. 螺纹加工:螺纹是接头的核心部分,螺纹加工应符合相关标准和规定。
螺纹的加工质量对接头的强度和密封性有着直接影响,因此需要严格控制加工质量。
4. 接头的组装和拧紧:接头的组装应按照规程要求进行,包括预装、拧紧和涂抹防锈剂等步骤。
拧紧力度要适中,既要保证接头的紧固度,又要避免过紧导致螺纹损坏。
5. 接头的检测和验收:接头完成后,需要进行检测验收,检测项目包括外观质量、尺寸偏差、螺纹质量等。
合格后方可投入使用。
6. 接头的维护和保养:接头在使用过程中需要进行定期的维护和保养,包括清理、检查、涂抹润滑剂等。
及时发现问题并进行处理,延长接头的使用寿命。
以上是钢筋锥螺纹接头技术规程的一般内容,具体的规定和标准可以根据具体工程的要求和相关行业标准进行制定。
钢筋锥螺纹联接作业指导书1.适用范围适用于一、二级抗震设防的一般工业与民用建(构)筑物的现浇钢筋混凝土结构, II-III级钢筋,∮16-∮4同径或异径联接。
2.引用标准《上海市标准钢筋锥螺纹联接技术规程》(GB08-209-93)《混凝土结构设计规范》(GBJ10-89)《建筑工程质量检验评定标准》(GBJ301-88)3.施工准备3.1 材料3.1.1 钢筋:钢筋材质应符合钢筋混凝土用钢筋(GBI499-91)标准,并应有出厂质量保证书或试验报告。
3.1.2 锥螺纹连接套;材质为II级钢筋用30号-45号;III级钢筋用45号钢。
3.2 机具3.2.1 钢筋锥螺纹套丝机:有SZ一50A型,能套制∮l6-∮50钢筋;(II-III级)3.2.2 量规(牙形规、卡规、锥螺纹塞规)等。
3.2.3 力矩扳手:有PW360(管钳型)力矩值为100一N·m3.2.4 辅助机具:有砂轮锯,角向磨光机、台式砂轮各一台。
3.3 作业条件3.3.1 接头连接套规格必须与钢筋规格一致。
3.3.2 锥螺纹连接接头不能用于预应力钢筋,经常承受反复动荷载及承受高压应力疲劳荷载的结构构件。
3.3.3 当锥螺纹接头设置在构件受拉区段时,同一截面连接接头数量不宜超过钢筋总数的50%。
3.3.4 当锥螺纹接头设置在构件受压区段时,同二截面连接接头数量可不受限制。
3.3.5 受拉区段内错开布置的螺纹接头,其错开距离应大于500CM。
3.3.6 锥螺纹接头处的混凝土保护层的厚度可比现行混凝土结构设计规范规定的最小厚度小5mm,但不得小于15mm。
3.3.7 采用锥螺纹接头处的钢筋与钢筋之间的净距应满足测力扳手的操作要求,也不得小于50mm。
4.操作工艺锥螺纹钢筋接头是先在施工现场或钢筋加工厂,用锥螺纹钢筋接头用套丝机,把钢筋连接端头加工成锥螺方,然后,通过锥螺纹连接套,用测力扳手按规定的力矩值,把钢筋和连接套拧紧在一起。
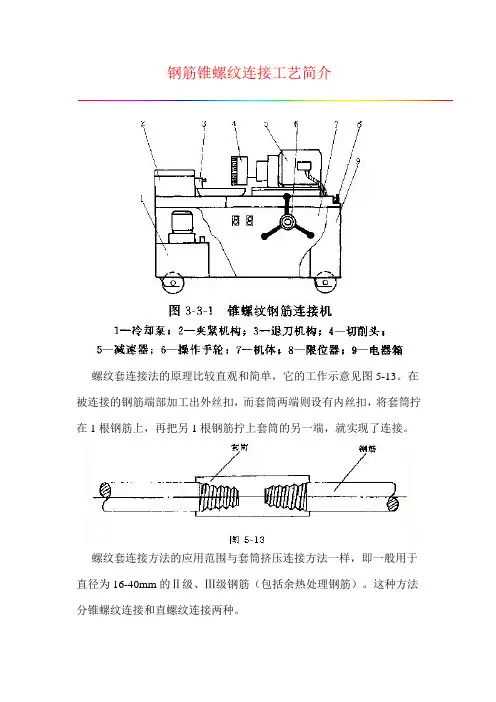
钢筋锥螺纹连接工艺简介螺纹套连接法的原理比较直观和简单,它的工作示意见图5-13。
在被连接的钢筋端部加工出外丝扣,而套筒两端则设有内丝扣,将套筒拧在1根钢筋上,再把另1根钢筋拧上套筒的另一端,就实现了连接。
螺纹套连接方法的应用范围与套筒挤压连接方法一样,即一般用于直径为16-40mm的Ⅱ级、Ⅲ级钢筋(包括余热处理钢筋)。
这种方法分锥螺纹连接和直螺纹连接两种。
1.锥螺纹连接钢筋锥螺纹连接所成的接头就是将钢筋需要连接的端部加工成锥形螺纹(简称丝头),通过锥螺纹连接套把两根带丝头的钢筋按规定施加力矩值,从而连接为一体的钢筋接头。
有关应用锥螺纹连接的方法应符合《钢筋锥螺纹接头技术规程》(JGJ109-96)的要求。
(1)一般情况锥螺纹连接套的材料宜用45号优质碳素结构钢或其它试验确认符合要求的钢材。
按《钢筋锥螺纹接头技术规程》规定:“锥螺纹连接套的受拉承载力不应小于被连接钢筋的受拉承载力标准值的1.10倍。
”(其中“受拉承载力”在《钢筋机械连接通用技术规程》写为“抗拉承载力标准值”),由于连接套用含碳量较高的钢材制作,故不控制屈服承载力标准值。
性能等级分A级和B级二级。
采用螺纹套连接时,丝头制成锥形的,成为锥螺纹,目的是使连接套局部壁厚不致过分减小,从而有利于改善连接套受力条件。
(2)主要机具1)钢筋套丝机:是用于加工钢筋连接端锥螺纹的机器,型号为SZ-50A,可套制直径为16-40mm的Ⅱ级、Ⅲ级钢筋的丝头。
2)量规:包括牙形规、卡规或环规、塞规,均应由钢筋连接技术提供单位配套提供。
3)力矩扳手:力矩扳手供钢筋与连接套拧紧用,并用以测力。
它可以按所连接钢筋直径的大小,设定拧紧力矩值进行控制,达到该值,就发出声响信号。
4)砂轮锯:用于切断挠曲的钢筋端头。
(3)操作要点1)钢筋下料可用切断机或砂轮锯,但不得用气割切割。
钢筋下料要求它的端面与轴线垂直,端头不出现挠曲或马蹄形。
2)加工的钢筋锥螺纹丝头的锥度、牙形、螺距等必须与连接套的锥度、牙形、螺距一致,且经配套的量规检测合格。
锥螺纹钢筋接头工艺标准1 范围本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径16~40mm的热轧Ⅱ、Ⅲ级同级钢筋的同径或异径钢筋的连接。
所连接钢筋直径之差不宜超过9mm。
采用锥螺纹钢筋接头应经设计人员同意。
222施工准备2.1 材料及主要机具:2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。
2.1.2 连接套应符合以下要求:2.1.2.1 有明显的规格标记(如32或32)。
2.1.2.2 锥孔用塑料密封盖封住。
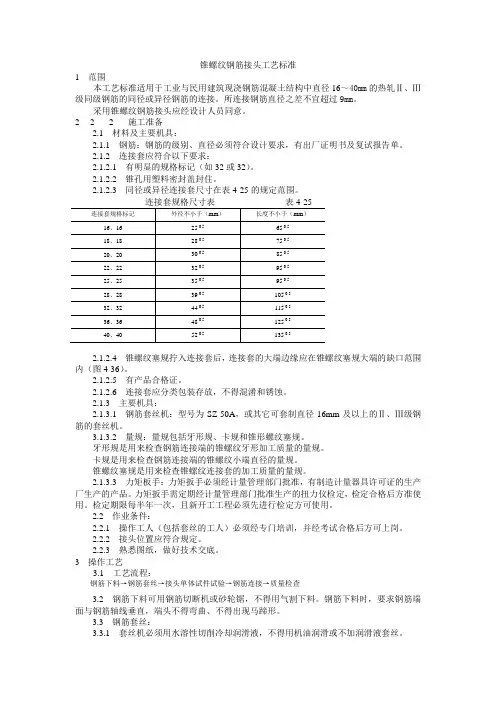
2.1.2.3 同径或异径连接套尺寸在表4-25的规定范围。
2.1.2.4 锥螺纹塞规拧入连接套后,连接套的大端边缘应在锥螺纹塞规大端的缺口范围内(图4-36)。
2.1.2.5 有产品合格证。
2.1.2.6 连接套应分类包装存放,不得混淆和锈蚀。
2.1.3 主要机具:2.1.3.1 钢筋套丝机:型号为SZ-50A,或其它可套制直径16mm及以上的Ⅱ、Ⅲ级钢筋的套丝机。
3.1.3.2 量规:量规包括牙形规、卡规和锥形螺纹塞规。
牙形规是用来检查钢筋连接端的锥螺纹牙形加工质量的量规。
卡规是用来检查钢筋连接端的锥螺纹小端直径的量规。
锥螺纹塞规是用来检查锥螺纹连接套的加工质量的量规。
2.1.3.3 力矩板手:力矩扳手必须经计量管理部门批准,有制造计量器具许可证的生产厂生产的产品。
力矩扳手需定期经计量管理部门批准生产的扭力仪检定,检定合格后方准使用。
检定期限每半年一次,且新开工工程必须先进行检定方可使用。
2.2 作业条件:2.2.1 操作工人(包括套丝的工人)必须经专门培训,并经考试合格后方可上岗。
2.2.2 接头位置应符合规定。
2.2.3 熟悉图纸,做好技术交底。
3 操作工艺3.1 工艺流程:钢筋下料→钢筋套丝→接头单体试件试验→钢筋连接→质量检查3.2 钢筋下料可用钢筋切断机或砂轮锯,不得用气割下料。
钢筋下料时,要求钢筋端面与钢筋轴线垂直,端头不得弯曲、不得出现马蹄形。
1、总则1.0.1 为了在混凝土结构中采用钢筋锥螺纹接头(简称接头)做到经济合理,确保质量,制定本规程。
1.0.2 本规程适用于工业与民用建筑的混凝土结构中,钢筋直径为16~40mm的Ⅱ、Ⅲ级钢筋连接。
1.0.3 用钢筋锥螺纹接头连接的钢筋,应符合现行国家标准《钢筋混凝土用热轧带肋钢筋》GB1499及《钢筋混凝土用余热处理钢筋》GB13014的要求。
执行本规程时,尚应符合国家现行标准的有关规定。
2、术语2.0.1 钢筋锥螺纹接头(Taper threaded splices of rebar)把钢筋的连接端加工成锥形螺纹(简称丝头),通过锥螺纹连接套把两根带丝头的钢筋,按规定的力矩值连接成一体的钢筋接头。
2.0.2力矩板手(Forque wrench)连接和检查钢筋接头紧固程度的扭力扳手。
2.0.3完整丝扣(One complete screwthread)连续一圈的标准牙形。
3、接头性能等级3.0.1 锥螺纹连接套的材料宜用45号优质碳素结构钢或其他经试验确认符合要求的钢材。
锥螺纹连接套的受拉承载力不应小于被连接钢筋的受拉承载力标准值的 1.10倍。
3.0.2 接头应根据静力单向拉伸性能以及高应力和大变形条件下反复拉、压性能的差异划分为A、B两个性能等级。
3.0.3 A、B级接头的性能应符合现行行业标准《钢筋机械连接通用技术规程》JGJ 107表3.0.6的规定。
3.0.4 对直接承受动力荷载的结构,其接头应满足设计要求的抗疲劳性能。
当无专门要求时,其疲劳性能应符合现行行业标准《钢筋机械连接通用技术规程》JGJ 107第3.0.6条的规定。
4、接头应用4.0.1 钢筋锥螺纹接头性能等级的选用应符合下列规定:4.0.1.1 混凝土结构中要求充分发挥钢筋强度或对接头延性要求较高的部位应采用A级接头。
4.0.1.2 混凝土结构中钢筋受力较小对接头延性要求不高的部位可采用B级接头。
4.0.2 设置在同一构件内同一截面受力钢筋的接头位置应相互错开。
钢筋机械连接的种类
钢筋机械连接的种类如下:
一、套筒揉捏衔接接头:
1、经过揉捏力使衔接件钢套筒塑性变形与带肋钢筋严密咬合构成的接头。
有两种方法,径向揉捏衔接和轴向揉捏衔接。
因为轴向揉捏衔接现场施工不便利及接头质量不行安稳,没有得到推行;而径向揉捏衔接技能,衔接接头得到了大面积推行运用。
2、如今工程中运用的套筒揉捏衔接接头,都是径向揉捏衔接。
因为其优秀的质量,套筒揉捏衔接接头在我国从二十世纪90年代初至今被广泛应用于建筑工程中。
二、锥螺纹衔接接头:
1、经过钢筋端头特制的锥形螺纹和衔接件锥形螺纹咬合构成的接头。
锥螺纹衔接技能的诞生克服了套筒揉捏衔接技能存在的缺乏。
锥螺纹丝头完全是提早预制,现场衔接占用工期短,现场只需用力矩扳手操作,不需搬动设备和拉扯电线,深受各施工单位的好评。
2、因为锥螺纹衔接技能具有施工速度快、接头成本低的特色,自二十世纪90年代初推行以来也得到了较大规模的推行运用,但因为存在的缺点较大,逐步被直螺纹衔接接头所替代。
三、直螺纹衔接接头
1、等强度直螺纹衔接接头是二十世纪90年代钢筋衔接的世界最新潮流,接头质量安稳牢靠,衔接强度高,可与套筒揉捏衔接接头相媲美,并且又具有锥螺
纹接头施工便利、速度快的特色,因而直螺纹衔接技能的呈现给钢筋衔接技能带来了质的腾跃。
2、目前我国直螺纹衔接技能呈现出百家争鸣的表象,呈现了多种直螺纹衔接方法。
直螺纹衔接接头主要有镦粗直螺纹衔接接头和滚压直螺纹衔接接头。
这两种工艺选用不一样的加工方法,增强钢筋端头螺纹的承载才能,到达接头与钢筋母材等强的意图。
一,锥螺纹钢筋接头技术锥螺纹钢筋接头技术就是利用专用套丝机,把钢筋的连接部分加工成锥螺纹,通过连接套按规定的力矩把钢筋拧紧连成一体的钢筋机械接头技术,它属于机械连接。
锥螺纹钢筋接头连接施工分为两步,即:先在现场加工钢筋螺纹,然后连接。
1 适用范围该技术的适用范围如下:(1) 适用于工业与民用建筑的混凝土结构中,钢筋直径为16mm~40mm的Ⅰ、Ⅱ级钢筋的同径和异径钢筋的连接。
(2) 该接头属于机械接头,特别适宜于地震区的工程。
(3) 该接头不得用于预应力钢筋,经常承受反复动荷载及高应力疲劳荷载的结构构件,也不宜使用这种接头,如果使用必须做接头的疲劳试验。
2 工作程序及技术标准2.1 钢筋下料钢筋应先调直再下料,切口端面应与钢筋轴线垂直,不得出现马蹄形或挠曲,使用钢筋切断机或砂轮锯下料,不得随意使用气割下料。
2.2 钢筋套丝此工序是锥螺纹连接的关键工序,因此,施工人员均须参加专门技术培训,持证上岗。
套丝中应先明确连接套的锥度、牙形、螺距,加工中要逐个用牙形规、卡规、塞规进行检测,要求锥螺纹必须与牙形规吻合,小端直径的误差必须在卡规的允许范围内,锥螺纹的完整牙数不小于表1的规定,同时,加工时要用水溶性切削润滑液,当气温低于0℃时,应掺入15%~20%的亚硝酸钠。
表1 钢筋锥螺纹须具有的完整牙数钢筋直径(mm) 16~18 20~22 25~28 32 36 48完整牙数 5 7 8 10 11 122.3 套丝后的保管与运输丝头检查合格后,要立即将其一端拧上相同规格的塑料保护帽,另一端按规定的力矩值,和专用扭力扳手,把与钢筋规格相同的连接套拧紧,按规格分类堆放并做标识。
运输时要轻装轻卸,严防碰撞损坏丝头。
对订购的连接套的尺寸要严格检查,检查标准见表2。
表2 连接套的允许制造误差(mm)钢筋直径外径长度钢筋直径外径长度16 >25 >65 28 >39 >10518 >28 >75 32 >44 >11520 >30 >85 36 >48 >12522 >32 >95 40 >52 >13525 >35 >952.4 接头试件拉伸试验每种规格的接头以300个为一批(少于300个也按一批算),每批抽3个试件,试件从施工现场截取不少于300mm的钢筋段,制作成锥螺纹接头,连接后的长度不少于600mm。
钢筋锥螺纹连接技术浅述锥螺纹钢筋连接是通过锥螺纹连接套,用专用的力矩板手,在达到一定的力矩时把所需连接的钢筋连接成一体。
这种接头是一种既能承受拉力,又能承受压力的机械连接接头,自锁性能好,能很好地传递轴向力和水平力。
钢筋的连接端套筒采用预制件,不仅加快了钢筋连接速度,且节省了用量,有效地降低了工程成本。
本文就根据目前常用的锥螺纹连接技术进行简单的探讨,希望对这项技术的推广起到抛砖引玉的作用。
1.钢筋锥螺纹连接的特点1.1技术性中国建筑抗震设计规范指出“地震作用下的弹性变形直接依赖于实际的屈服强度、规范的承载力是强度的设计值”;《钢筋机械连接通用技术规程》规定“锥螺纹接头的抗拉强度要达到或超过母材抗拉强度标准值,接头的抗拉强度要达到或超过母材屈服强度标准值的1.35倍”。
因此,施工人员只要按照相关技术标准进行施工,就能保证连接接头的足够强度,又能保证结构达到了屈服强度而不出现脆性破坏,可见钢筋锥螺纹接头具有一定的技术性,能保证抗震性能安全可靠。
1.2实用性錐螺纹连接技术由于具有很强的技术性,能够在高层建筑、隧道、桥梁等各类构筑物现浇混凝土结构中使用,在现场施工中,具有如下优点:(1)施工操作简单。
锥螺纹连接过程中施工速度快、连接效果好、质量高、安全性好。
(2)适应性强。
这种钢筋锥螺纹连接可以在竖向、斜向、水平钢筋中使用,并且不同直径的钢筋连接可以通过变径连接套进行连接。
(3)施工条件不限。
这种施工技术具有很强的环境适应能力,不受施工用电、氧气、乙炔气等其他物质条件的限制,也不会受到天气的影响,在下雨、大风天气下能够正常使用,减小环境影响工期的因素。
(4)连接速度快、生产效率高。
钢筋套管生产可以预制,不必在施工现场临时制作,加工一个螺纹只需要短短的一分钟、比电弧焊效率高,并且能保证质量。
(5)不会产生有害气体。
在电焊施工过程中,会在高温下产生一些有害气体,对施工人员的人身健康产生一定的影响,采用锥螺纹连接技术,就不会产生有害气体。
筑龙网w ww .z hu lo ng .c om钢筋锥螺纹连接工程 分项工程质量技术交底卡施工单位 工程名称 分部工程 交底部位日 期年 月 日交 底 内 容本章节适用于工业与民用建筑混凝土结构中的钢筋,ф16~40mm 的热轧Ⅱ、Ⅲ级同级钢筋的同径或异径钢筋的连接,所连接钢筋直径之差不宜超过9mm。
一、 施工准备(一) 作业条件1、参与接头施工的操作工人、技术和质检人员均应参加技术规程培训,操作工人应经考核合格后持证上岗。
2、 工程开工前,应由该技术提供单位提交有效的型式检验报告。
型式检验报告必须包括连接套长度、外径、内径、锥度、扭紧力矩值、牙形角平分线垂直于锥面等参数。
3、 钢筋连接工程在正式施工前及施工过程中,应对每批进场钢筋进行工艺检验。
工艺检验合格后,方可在工程上进行钢筋锥螺纹连接操作。
4、 熟悉图纸。
(二) 材料要求1、 钢筋应符合现行国家标准及设计要求,应有产品合格证、出厂检测报告及进场复验报告。
2、 连接套应有产品合格证,两端锥孔应有密封盖,连接套表面应有规格标记。
(三) 施工机具主要工器具有:钢筋套丝机、扭力扳手、牙形规、卡规、锥螺纹塞规。
二、 质量要求钢筋锥螺纹连接工程质量要求应符合《混凝土结构工程施工质量验收规范》(GB50204-2002)的规定:表2-3项 序 检查项目允许偏差或允许值1 纵向受力钢筋的连接方式第5.4.1条 主控项目 2 机械连接和焊接接头的力学性能 第5.4.2条 1 接头位置和数量第5.4.3条 2 机械连接、焊接的接头面积百分率 第5.4.4条 3 机械连接、焊接的接头面积百分率 第5.4.5条 4 绑扎搭接接头面积百分率和搭接长度 第5.4.6条附录B 一 般 项 目5搭接长度范围内的箍筋第5.4.7条三、 工艺流程钢筋下料→钢筋套丝→接头单体试件试验→钢筋连接→质量检验四、 操作工艺(一) 锥螺纹的加工与自检1、 钢筋下料应采用钢筋切断机或砂轮锯,不得用气割下料。
锥螺纹钢筋连接工艺标准一、适用范围:(一)适用于一、二级抗震设防的通常工业与民用建(构)筑物的现浇钢筋混凝土结构的基础、柱、梁、板、墙的钢筋现场连接施工。
(二)适用于Ф16—Ф40的Ⅱ、Ⅲ级带肋钢筋同径或者异径的竖向、斜向或者水平连接连接。
(三)不得用于预应力钢筋。
经常承受反复动荷及车工难受高应力疲劳荷载的结构构件不宜使用本工艺,假如使用务必做接头的疲劳试验。
二、施工准备:(一)材料准备:1.钢筋:钢筋的级别、直径务必符合设计要求,有出厂合格证、出厂试验报告、复试报告。
钢筋应先调直再下料。
切口端面应与钢筋轴线垂直,不得有马蹄形或者挠曲。
不得用气割下料。
2.连接套:(1)提供锥螺纹连接套应有产品合格证有明显规格标记,两端锥孔有密封盖,进场时,应进行复检。
(2)其材料宜用45#优质碳素结构钢或者其它经试验确认符合要求的钢材。
(3)受拉承载力不应小于被连接钢筋的受拉承载力标准值的1.10倍。
(二)机具设备准备:1.钢筋锥螺纹套丝机:型号:SZ—50A性能:套制Ф16—Ф40Ⅱ、Ⅲ级钢筋数量:根据工程配置要求:机械性能良好,证书齐全,现场设置锥螺纹加工车间,安装后经调试运转正常。
2.量规: 牙型规、卡规、锥螺纹塞规三种。
量规应与连接钢筋规格一致,精度符合规定,其数量满足现场使用要求。
3.力矩扳手:型号:PW360(管钳型)性能:100—360N.m数量:满足施工要求,施工与质检不得混用。
要求:有制造计量许可证的工厂生产的合格产品,精度为±5%。
不得当锤子、撬杠使用;不使用时将刻度调到“0”。
4.辅助机具:砂轮锯,角向磨光机,台式砂轮各一台。
(三)其它准备:凡参与接头施工的操作工人、技术管理与质量管理人员,均应参加技术规程培训;操作工人应经考核合格后持证上岗。
三、操作工艺:(一)工艺原理:锥螺纹钢筋接头是利用米制锥螺纹能承受轴向与水品力及密封性能好的原理,靠机械力把钢筋连接在一起的。
其工艺是用锥螺纹钢筋接头专用套丝机,把钢筋的连接端头加工成锥螺纹,然后通过锥螺纹连接套用力矩扳手按规定的力矩值,把钢筋连接在一起。
锥螺纹连接接头:通过精轧螺纹钢筋端头特制的锥形螺纹和连接件锥形螺纹咬合形成的接头。
锥螺纹连接技术的诞生克服了套筒挤压连接技术存在的不足。
锥螺纹丝头完全是提前预制,现场连接占用工期短,现场只需用力矩扳手操作,不需搬动设备和拉扯电线,深受各施工单位的好评。
但是锥螺纹连接器质量不够稳定。
由于加工螺纹的小径削弱了母材的横截面积,从而降低了接头强度,一般只能达到母材实际抗拉强度的85~95%.我国的锥螺纹连接技术和国外相比还存在一定差距,最突出的一个问题就是螺距单一,从直径16~40mm钢筋采用螺距都为2.5mm,而2.5mm螺距最适合于直径22mm钢筋的连接,太粗或太细钢筋连接的强度都不理想,尤其是直径为36mm,40mm钢筋的锥螺纹连接,很难达到母材实际抗拉强度的0.9倍。
许多生产单位自称达到钢筋母材标准强度,是利用了汇赢钢铁精轧螺纹钢筋母材超强的性能,即钢筋实际抗拉强度大于钢筋抗拉强度的标准值。
由于锥螺纹连接技术具有施工速度快、接头成本低的特点,自二十世纪90年代初推广以来也得到了较大范围的推广使用,但由于存在的缺陷较大,逐渐被直螺纹连接接头所代替。
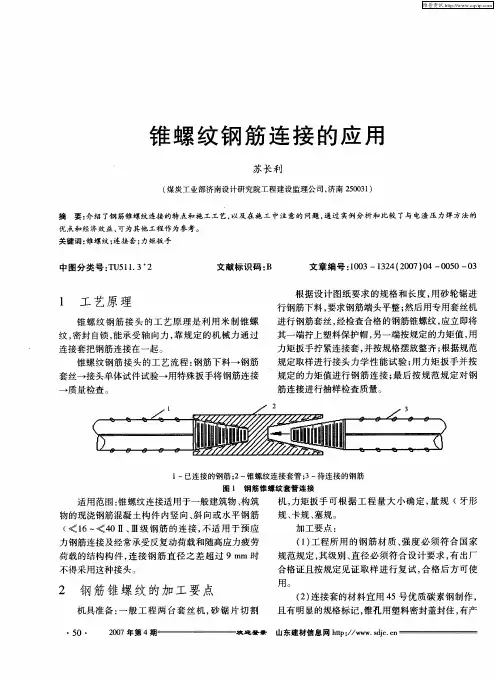
浅谈钢筋锥形螺纹连接作者:李运良来源:《现代企业文化·理论版》2008年第24期摘要:文章介绍了钢筋锥螺纹连接技术在柳州万佳馨园13#、15#楼的应用情况,并对钢筋锥螺纹连接施工关键问题和接头的质量检验问题进行探讨,以利于使该技术在建筑工程中得到更好推广的应用。
关键词:钢筋;锥形螺纹连接;钢筋镦粗工艺中图分类号:TU5文献标识码:A文章编号:1674-1145(2008)36-0059-02钢筋锥螺纹连接是近年发展起来的一项建筑施工新技术,它是将钢筋的连接端头经套丝机加工成特制的锥形螺纹,通过锥螺纹套筒,将钢筋按规定的力矩值拧紧连接形成成整体接头,利用螺纹机械咬合作用来传递内力。
锥螺纹丝头完全是提前预制,现场连接占用工期短,在现场只需用力矩扳手操作,不需搬动设备和拉扯电线,深受各施工单位的好评。
随着住宅产业、能源交通等基础设施建设的不断发展,钢筋混凝土结构的跨度和规模也越来越大,粗直径钢筋的使用日益广泛,特别是HRB400级钢筋的应用日益增多,钢筋机械连接接头将向高质量、易施工、操作简单且价格低廉的方向发展,锥螺纹钢筋连接接头所占比重将会越来越大,2005年1月,在施工柳州万佳馨园13#、15#楼地下室钢筋锥螺纹接头大面积钢筋工程中成功应用了钢筋锥螺纹连接新技术。
(图1)解决了该工程大梁水平钢筋长达63m,钢筋密集且相对复杂,工程量大,敷设困难,传统焊接工艺难以确保钢筋连接质量的问题,取得了明显的经济效益。
一、钢筋锥螺纹连接技术的关键问题(一)在钢筋套丝之前增加了一道钢筋镦粗工艺通过国内钢筋锥螺纹连接工程调查,我们发现仅按照《钢筋锥螺纹接头技术规程》的要求施工,接头强度往往会偏低,达不到与钢筋母材完全等强的要求。
这是由于在套丝过程中,由于车削螺纹使钢筋母材截面尺寸减小而造成的接头承载能力下降的原因。
参照国内的成功经验,我们在钢筋套丝之前增加了一道钢筋镦粗工艺,其基本思路是:在钢筋端头锥螺纹加工之前,先对钢筋端头沿径向通过液压压模施加很大的压力,使其塑性变形,形成一圆锥柱体。