钢板折边机概论
- 格式:doc
- 大小:1.84 MB
- 文档页数:21
目录摘要.........................................................一、前言.........................................................二、折弯机床.....................................................(一)钣金的全面介绍........................................(二)钣金加工的工作原理 (3)(三)折弯操作的安全知识 (5)三、折弯机使用方法介绍...........................................(一)机床与模具的选择......................................(二)图画的审核与折弯实例..................................(三)段差加工与加工方式....................................(四)绘制出一幅好的展开图.................................. 参考文献.........................................................摘要本文通过对折弯机的分类,论述了不同折弯机的类型和特点,RG-35S,RG--100型折弯机作为一种经济型的数控机床,性价比高,被大中小型企业广泛采用。
本文以实习中使用的RG-35S,RG--100型折弯机为例,详细分析论述该型号加工中心的性能、技术规格和操作要点,本文根据自己的实习经验详细论述了RG-35S,RG--100型折弯机的要点,加工工艺路线制订。
关键词:折弯机加工方式展开图一、前言两年的时光匆匆流逝,在老师与学校的祝福声中,我从校园向社会迈出第一步,我毕业了,在毕业的前夕,我应聘到了昊扬木工机械制造有限公司,以实习生学徒的职位入主该公司,开始了我的实习生活。
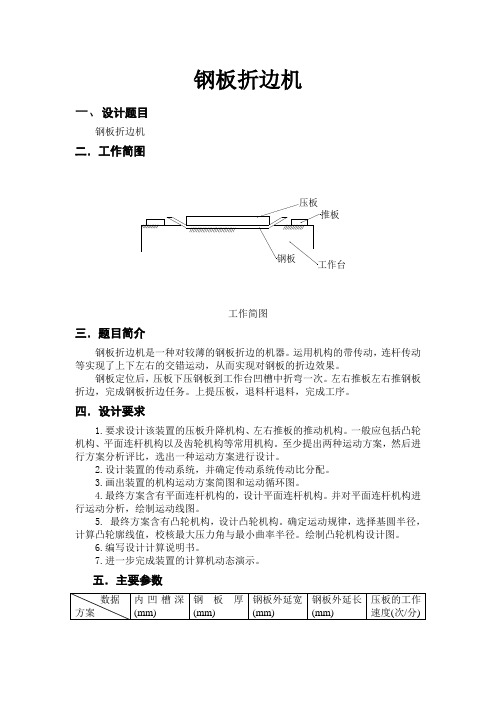
钢板折边机一、设计题目钢板折边机二.工作简图工作简图三.题目简介钢板折边机是一种对较薄的钢板折边的机器。
运用机构的带传动,连杆传动等实现了上下左右的交错运动,从而实现对钢板的折边效果。
钢板定位后,压板下压钢板到工作台凹槽中折弯一次。
左右推板左右推钢板折边,完成钢板折边任务。
上提压板,退料杆退料,完成工序。
四.设计要求1.要求设计该装置的压板升降机构、左右推板的推动机构。
一般应包括凸轮机构、平面连杆机构以及齿轮机构等常用机构。
至少提出两种运动方案,然后进行方案分析评比,选出一种运动方案进行设计。
2.设计装置的传动系统,并确定传动系统传动比分配。
3.画出装置的机构运动方案简图和运动循环图。
4.最终方案含有平面连杆机构的,设计平面连杆机构。
并对平面连杆机构进行运动分析,绘制运动线图。
5. 最终方案含有凸轮机构,设计凸轮机构。
确定运动规律,选择基圆半径,计算凸轮廓线值,校核最大压力角与最小曲率半径。
绘制凸轮机构设计图。
6.编写设计计算说明书。
7.进一步完成装置的计算机动态演示。
五.主要参数D 18 3 180 170 801.1 自动折边机的特性说明折边机为简单的弯曲机,既可以是手动的,也可以是机动的。
最简单的方法是用有弯曲半径的模型把钢板牢固地固定在机床工作台上。
伸出的部分材料放在另一个工作台上,该工作台能沿弯曲半径中心旋转。
当活动工作台上升时,它把不锈钢弯曲成所需的角度。
目前市场上的薄钢板折边机有很多,比如说金属燃油箱折边机,塑料板材折板机等,如图:自动钢板折边机的设计2.1 自动钢板折边机的工作原理设计的自动钢板折边机的工作模型如下图所示2.2 自动钢板折边机的主要部分说明及其技术参数电机功率:5.879KW生产率:18次(个)/min钢板外沿宽b×长c:300×400 mm2钢板厚:2mm折边后钢板内槽宽a:250mm折边后钢板高h:25mm2.3 传动部分的设计2.3.1 齿轮部分的设计已知:选取电机的选用功率为5.879KW ,转速2900r/min , 电机输出齿轮与中间轴大齿轮的传动比为6,由传动比公式,20120612===z z i 由选取模数4=m , 分度圆直径mm mz d 8011== mm mz d 48022== 由中间轴小齿轮与冲压轮的传动比为5, 根据板宽定出左冲压轮与中间轴小齿轮的中心距mm a 3751=右冲压轮与中间轴小齿轮的中心距mm a 2502=由传动比和中心距关系得:分度圆直径mm d 1253= mm d 254= mm d 835= 压力角 ︒=20α基圆直径 18.75cos 11==αd d b mm d d b 05.451cos 22==αmm d d b 46.117cos 33==αmm d d b 49.23cos 44==αmm d d b 99.77cos 55==α齿顶圆直径 mm h d d a a 8821=+= mm h d d a a 48822=+= mm h d d a a 13323=+=mm h d d a a 3324=+= mmh d d a a 9125=+=附:特殊齿轮组(4)的简图2.3.2电动机的选型1、类型和结构形式:三相异步笼型交流电动机,封闭式,380V,Y型;2、功率:=5.897 kw(---功率、---生产阻力、s---有效模切行程、t’---周期、k---行程速比系数)(分别为皮带,轴承和齿轮的效率)故kw3、转速:( =8~40 分别为皮带和减速器的传动比) 则4、电动机方案选型方案型号(kw)转速r/min重量N参考价格(元)传动比同步满载总传动比V带减速器1 Y160M1-1 11 3000 2930 1170 1350 58.6 2.8 20.932 Y160M-4 11 1500 1460 1230 1800 29.2 2.5 11.683 Y160L-6 11 1000 970 1470 1600 19.4 2 9.7综上所述4点,最终选型为:型号(kw)满载时起动电流额定电流起动转矩额定转矩最大转矩额定转矩转速r/min电流(380V)效率%功率因数Y160M1-1 11 2930 20.8 87.2 0.88 7.0 2.0 2.2 安装尺寸:型号安装尺寸(mm) 外形尺寸(mm)A B C D E F G H K AB AC AD HD LY160M1-1 254 210 108 42 110 12 37 160 15 330 335 265 385 6052.3.3初定偏心轴的直径及跨距材料:偏心轴的材料选用45号钢。

折边机原理折边机是一种用于对纸张进行折叠的设备,广泛应用于印刷、包装、纸品制造等行业。
它能够将纸张沿着预定的线路进行折叠,提高生产效率,保证产品质量。
下面我们来了解一下折边机的原理。
首先,折边机的主要部件包括进纸部、折叠部和出纸部。
进纸部负责将待折叠的纸张送入机器,折叠部对纸张进行折叠,而出纸部则将折叠好的纸张送出机器。
在折叠部,折边机通过多组辊子来完成折叠动作。
首先,纸张经过进纸辊子,被送入折叠部。
在折叠部,有多组上下配对的折叠辊子,它们的间距和位置可以根据需要进行调整。
当纸张经过这些辊子时,它们会对纸张进行折叠,并且可以根据需要进行多次折叠,形成不同形式的折叠样式。
折边机的原理基于纸张在运动中的弯曲和叠合。
当纸张通过折叠部的辊子时,辊子的运动会使得纸张产生弯曲,然后在叠合的作用下完成折叠。
通过合理设计折叠部的结构和辊子的布局,可以实现不同形式的折叠,如单折、双折、三折等。
另外,折边机还配备了控制系统,用于控制整个折叠过程。
通过对控制系统的设置,可以实现对折叠部辊子的速度、间距等参数进行精确调节,以满足不同规格和要求的纸张折叠。
总的来说,折边机的原理是利用多组辊子对纸张进行弯曲和叠合,从而实现对纸张的折叠。
它通过合理的结构设计和控制系统的精确控制,可以实现高效、精准的纸张折叠,为相关行业的生产提供了重要的支持和保障。
以上就是关于折边机原理的介绍,希望能够对大家有所帮助。
折边机作为一种重要的生产设备,在各行各业都有着广泛的应用,它的原理和工作方式对于提高生产效率、保证产品质量都起着至关重要的作用。
希望大家能够更加深入地了解折边机的原理和工作方式,为相关行业的发展贡献自己的力量。

折弯机工作原理标题:折弯机工作原理引言概述:折弯机是一种用于加工金属板材的机械设备,通过对金属板材进行弯曲加工,可以制作出各种形状的零部件。
折弯机的工作原理是通过对金属板材施加力量,使其发生塑性变形,从而实现弯曲加工。
本文将详细介绍折弯机的工作原理。
一、机械结构1.1 上模和下模:折弯机通常由上模和下模组成,上模和下模之间夹持金属板材进行弯曲加工。
1.2 滑块和滑块导轨:滑块是施加力量的部件,通过滑块导轨使滑块在上模和下模之间做往复运动。
1.3 液压系统:折弯机通常采用液压系统提供力量,通过控制液压缸的运动实现对金属板材的弯曲加工。
二、工作原理2.1 夹持金属板材:将金属板材放置在上模和下模之间,通过夹持装置固定金属板材位置。
2.2 施加力量:启动液压系统,液压缸向上施加力量,使滑块向下运动,对金属板材施加弯曲力。
2.3 弯曲加工:金属板材在上模和下模之间发生塑性变形,实现弯曲加工。
三、应用领域3.1 汽车创造:折弯机常用于汽车创造中,用于加工车身零部件和车门等金属构件。
3.2 电子设备:在电子设备创造过程中,折弯机可以加工金属外壳和支架等部件。
3.3 建造行业:在建造行业中,折弯机可以用于加工各种形状的金属构件,如梁柱和承重结构等。
四、操作注意事项4.1 安全操作:操作折弯机时应注意安全,避免发生意外伤害。
4.2 定期维护:定期对折弯机进行维护保养,确保设备正常运行。
4.3 参数设置:根据金属板材的材质和厚度,合理设置折弯机的参数,以获得理想的加工效果。
五、发展趋势5.1 自动化:随着科技的发展,折弯机将更加智能化和自动化,提高生产效率和质量。
5.2 数控技术:数控折弯机将成为未来的发展趋势,实现更精准的加工和更复杂的形状。
5.3 环保节能:未来折弯机将更加注重环保和节能,减少资源浪费和环境污染。
结论:折弯机是一种重要的金属加工设备,其工作原理基于对金属板材的弯曲加工。
了解折弯机的工作原理有助于提高生产效率和加工质量,同时应注意安全操作和设备维护,折弯机的发展趋势将更加智能化、数控化和环保节能化。

钢板卷筒机器设备钢板卷筒机器设备是一种用于加工钢板的机械设备,广泛应用于钢铁工业、建筑工程和汽车制造等领域。
它的主要功能是将钢板卷成卷筒形状,以便运输、储存和加工。
本文将介绍钢板卷筒机器设备的工作原理、应用领域以及市场前景。
一、工作原理钢板卷筒机器设备的工作原理主要包括三个步骤:上料、卷取和下料。
1. 上料:首先将待加工的钢板放在机器设备的上料位置。
上料过程中,需要确保钢板的位置准确,并在装夹时采取安全措施,以避免意外事故的发生。
2. 卷取:当上料完成后,机器设备会启动卷取机构。
这个机构将钢板轻松地卷取成卷筒形状。
卷取机构通常由一对滚筒和一组卷带组成,滚筒负责将钢板卷起,而卷带则起到支撑和保持卷筒形状的作用。
3. 下料:当钢板完成卷取后,卷筒会通过输送装置将其传送至下料位置。
在下料时,需要确保卷筒的位置准确,并采取适当措施以确保钢板的稳定。
二、应用领域1. 钢铁工业:钢板卷筒机器设备在钢铁工业中扮演着重要角色。
它可用于卷取不同规格和厚度的钢板,以满足不同生产需求。
钢板卷筒机器设备使钢铁企业能更高效地处理钢板,并降低生产成本。
2. 建筑工程:在建筑工程中,钢板卷筒机器设备可用于加工钢板,使其符合建筑需要。
它可以将大尺寸的钢板卷取成较小的卷筒,以方便储存和运输。
此外,在建筑工程中使用钢板卷筒机器设备,还可以提高构件制造的精度和质量。
3. 汽车制造:汽车制造是钢板卷筒机器设备的另一个重要应用领域。
在汽车制造过程中,大量的钢板需要加工,以制造汽车车身零部件。
钢板卷筒机器设备的应用可以提高汽车制造的效率和质量,减少废料产生,降低生产成本。
三、市场前景随着工业自动化程度的提高和对生产效率要求的增加,钢板卷筒机器设备的市场需求将不断增加。
在中国,钢铁工业和建筑工程行业的快速发展推动了钢板卷筒机器设备市场的增长。
此外,中国汽车制造业也是钢板卷筒机器设备市场的重要推动力之一。
随着技术的不断发展,钢板卷筒机器设备将不断更新换代,并且在工作效率和产品质量等方面不断提高。

折弯机的原理折弯机是一种工业机械设备,广泛应用于各种金属板材的折弯、弯曲、压制和成型等工序,可用于各类制造行业。
它的工作原理是利用压力对金属板材进行弯曲变形,并通过可调节的上下移动的折弯模具和底日模具,实现对金属板材的精准折弯和成型。
折弯机能够完成的任务是对各种厚度的金属板材进行弯曲折弯,使其成为不同形状的工件。
折弯机的核心部件是上下移动的折弯模具和底板模具。
底板模具通常是U形的,它的弯曲半径决定了工件的弯曲半径。
折弯模具是固定在折弯机的上部,可以上下移动,可以固定金属板材,保持其位置并进行折弯操作。
根据工件形状的不同,可以选择不同半径的底板模具和折弯模具。
折弯机还可以根据需要设置不同的弯曲角度,以完成各种不同角度的弯曲操作。
折弯机的操作流程分为以下几个步骤:1. 将待加工的金属板材放置在工作台上。
2. 调整折弯机的弯曲角度和折弯模具的高度,以确保金属板材能够精准对接到底板模具上,并且能够完成预期的折弯。
3. 按下折弯机的操作按钮,开始进行折弯操作。
此时折弯模具会向下移动,并施加压力,将金属板材折弯成所需的形状。
4. 折弯完成后,松开折弯模具,取出制成的工件并进行下一道工序。
折弯机的主要优点是高效性和精度。
它能够快速完成大量折弯工作,并且能够在准确定位的情况下进行折弯,确保最终产品精度符合要求。
折弯机的主要缺点是成本较高,需要专业的技术人员进行操作和维护。
折弯机也存在一定的局限性,不能完成对较厚或较大尺寸的金属板材的折弯操作。
折弯机具有很高的使用价值,广泛应用于汽车、电子、航空、建筑等领域。
随着技术的不断更新,折弯机的功能和性能也在不断提高,使得其应用范围不断扩大。
随着人们在生产制造中对于加工精度的要求越来越高,折弯机的重要性也日益凸显。
随着现代加工技术的不断发展,折弯机的使用范畴也不断扩大。
目前,折弯机已广泛应用于各种制造行业,如汽车制造、电子产品制造、空气航天制造、建筑工程等。
在这些行业中,制造商需要利用折弯机将金属板材制成特定的形状和尺寸,以便用于制造汽车、机械、电器等产品。
数控折弯机原理数控折弯机是一种通过数控系统控制的机械设备,用于对金属板材进行折弯加工,广泛应用于航空航天、汽车制造、电子通讯等领域。
其原理主要包括机械结构、数控系统、液压系统和传感器等方面。
首先,数控折弯机的机械结构是实现折弯加工的基础。
其主要包括机架、滑块、工作台、夹紧装置和模具等部分。
机架是数控折弯机的主体支架,滑块是用于进行上下运动的部件,工作台是用于支撑和定位金属板材的部件,夹紧装置用于固定金属板材,模具则是实现金属板材折弯形状的关键部件。
其次,数控系统是数控折弯机的核心部分,通过数控系统可以实现对折弯角度、折弯力、折弯速度等参数的精确控制。
数控系统包括数控装置和编程装置两部分,数控装置用于控制折弯机的各项动作,编程装置用于编写和编辑折弯加工程序。
通过数控系统,操作人员可以通过输入相关参数和程序,实现对金属板材的精确折弯加工。
另外,液压系统是数控折弯机实现折弯动作的动力来源。
液压系统通过液压泵将液压油送入液压缸,从而驱动滑块进行上下运动,实现金属板材的折弯加工。
液压系统具有动力大、速度快、控制方便等优点,能够满足数控折弯机对折弯力和速度的精确要求。
此外,传感器在数控折弯机中起着重要作用,通过传感器可以实现对金属板材的定位、尺寸测量、角度检测等功能。
传感器将相关的信号传输给数控系统,使得数控系统能够根据实时的数据进行精确的控制,从而保证折弯加工的精度和稳定性。
综上所述,数控折弯机是一种通过数控系统控制的机械设备,其原理主要包括机械结构、数控系统、液压系统和传感器等方面。
通过这些原理的相互配合和协调,数控折弯机能够实现对金属板材的精确折弯加工,具有高效、精确、稳定的特点,为金属加工领域带来了重大的技术进步和生产效率的提升。
折边机从是对产品的边缘进行处理的机械。
如一种采用多工位旋转循环方式的锂离子动力电池自动折叠封装折边机,通过三工位将锂离子动力电池进行折边封装,同时每个工位又采用了不同角度的折边刀体,具有成本低、性能稳定、自动化程度高、调节方便等特点。
折边机价格是多少,下面安徽康美风机电技术有限公司来告诉您!折边机的工作原理:最简单的方法是用有弯曲半径的模型把钢板牢固地固定在机床工作台上。
伸出的部分材料放在另一个工作台上,该工作台能沿弯曲半径中心旋转。
当活动工作台上升时,它把不锈钢弯曲成所需的角度。
很明显,当进行弯曲时,不锈钢在工作台上滑动。
所以,为防止划伤不锈钢,工作台表面必须平滑。
在实际加工过程中,通常用塑料膜保护不锈钢表面。
上梁片通常做成楔型以便形成间隙,这样就可用适当形状的坯料折成四边形箱或槽。
折边机曾经用于生产大范围形状简单的不锈钢薄板制品,但是这些产品目前更多是用冷弯冲床生产。
区分混淆从所针对的产品材质上来说折边机和折盒机是对塑胶产品的机械,折弯机是对金属产品的机械。
从功能上来说折弯机与折边机是对产品按一定的要求进行一定的弯曲处理的一种机械,而折折盒机是对产品进行压痕处理的一种机械。
折盒机是高频机械的一种,是热塑机械。
安徽康美风机电技术有限公司地址位于钢城马鞍山市博望经济开发区,公司专业经营钣金机械设备。
主要产品如下:液压折弯机系列、剪板机系列、折边机系列、咬口机、共板法兰机、五线压筋机、风管生产线等机械设备及配件,广泛应用于钣金加工、装潢、冶金、船舶、汽车、机械、航空等专业生产领域。
产品定质量稳定,经过多年的发展壮大,已成为行业内中高端金属板材加工及成形机床行业的较具规模企业。
我们坚持"创优越的产品,追求顾客满意,坚持信誉至上,实现持续改进”的质量方针,发扬“团结奉献,开拓创新”的企业精神。
公司视质量为一切,厂家直销价格,供货交货及时,服务快捷。
本着“质量第一,信誉至上”的宗旨,竭诚欢迎国内外各界朋友联系合作,共同发展!。
折弯机工作原理折弯机是一种常用的金属加工设备,用于将金属板材进行弯曲、折叠、成型等加工操作。
它广泛应用于创造业中,特殊是金属加工行业。
本文将详细介绍折弯机的工作原理,包括结构组成、工作过程和操作要点。
一、结构组成折弯机主要由以下几个部份组成:1. 主机:主机是折弯机的核心部件,包括机床床身、滑块、液压系统、电气系统等。
机床床身是主机的基础,用于支撑和固定其他部件。
滑块是折弯机的动力部件,通过液压系统提供的力量实现上下运动。
2. 上模和下模:上模和下模是折弯机的工作部件,用于夹持和弯曲金属板材。
上模固定在滑块上,下模固定在机床床身上。
通过上下模的配合运动,实现金属板材的弯曲。
3. 后挡料架:后挡料架用于固定和定位金属板材,确保折弯的精度和一致性。
后挡料架通常由定位块和定位杆组成,可以根据需要进行调整。
4. 控制系统:控制系统用于控制折弯机的运行和参数设定。
包括液压系统、电气系统和数控系统等。
液压系统提供动力,电气系统控制机电和传感器,数控系统实现自动化操作。
二、工作过程折弯机的工作过程可以分为以下几个步骤:1. 调整:根据需要调整后挡料架、上模和下模的位置和角度,以适应不同的折弯需求。
2. 夹紧:将金属板材放置在下模上,通过液压系统夹紧金属板材,确保其稳定性。
3. 弯曲:启动折弯机,液压系统提供力量,使滑块下降,上模施加压力,将金属板材弯曲成所需的形状。
4. 完成:折弯完成后,松开液压系统的压力,上模和下模分离,取出折弯好的金属板材。
三、操作要点在使用折弯机时,需要注意以下几个操作要点:1. 安全操作:操作人员应该穿戴好防护装备,遵守操作规程,确保自身安全。
禁止操作人员将手部或者其他身体部位挨近滑块和模具,以免发生意外伤害。
2. 材料选择:根据折弯机的规格和要求,选择合适的金属板材进行折弯。
材料的厚度和硬度会影响折弯的难度和效果。
3. 参数设定:根据金属板材的厚度和弯曲角度,设定合适的折弯参数,如上模下降速度、压力大小等。
钢板折边机一、设计题目钢板折边机二.工作简图工作简图三.题目简介钢板折边机是一种对较薄的钢板折边的机器。
运用机构的带传动,连杆传动等实现了上下左右的交错运动,从而实现对钢板的折边效果。
钢板定位后,压板下压钢板到工作台凹槽中折弯一次。
左右推板左右推钢板折边,完成钢板折边任务。
上提压板,退料杆退料,完成工序。
四.设计要求1.要求设计该装置的压板升降机构、左右推板的推动机构。
一般应包括凸轮机构、平面连杆机构以及齿轮机构等常用机构。
至少提出两种运动方案,然后进行方案分析评比,选出一种运动方案进行设计。
2.设计装置的传动系统,并确定传动系统传动比分配。
3.画出装置的机构运动方案简图和运动循环图。
4.最终方案含有平面连杆机构的,设计平面连杆机构。
并对平面连杆机构进行运动分析,绘制运动线图。
5. 最终方案含有凸轮机构,设计凸轮机构。
确定运动规律,选择基圆半径,计算凸轮廓线值,校核最大压力角与最小曲率半径。
绘制凸轮机构设计图。
6.编写设计计算说明书。
7.进一步完成装置的计算机动态演示。
五.主要参数D 18 3 180 170 801.1 自动折边机的特性说明折边机为简单的弯曲机,既可以是手动的,也可以是机动的。
最简单的方法是用有弯曲半径的模型把钢板牢固地固定在机床工作台上。
伸出的部分材料放在另一个工作台上,该工作台能沿弯曲半径中心旋转。
当活动工作台上升时,它把不锈钢弯曲成所需的角度。
目前市场上的薄钢板折边机有很多,比如说金属燃油箱折边机,塑料板材折板机等,如图:自动钢板折边机的设计2.1 自动钢板折边机的工作原理设计的自动钢板折边机的工作模型如下图所示2.2 自动钢板折边机的主要部分说明及其技术参数电机功率:5.879KW生产率:18次(个)/min钢板外沿宽b×长c:300×400 mm2钢板厚:2mm折边后钢板内槽宽a:250mm折边后钢板高h:25mm2.3 传动部分的设计2.3.1 齿轮部分的设计已知:选取电机的选用功率为5.879KW ,转速2900r/min , 电机输出齿轮与中间轴大齿轮的传动比为6,由传动比公式,20120612===z z i 由选取模数4=m , 分度圆直径mm mz d 8011== mm mz d 48022== 由中间轴小齿轮与冲压轮的传动比为5, 根据板宽定出左冲压轮与中间轴小齿轮的中心距mm a 3751=右冲压轮与中间轴小齿轮的中心距mm a 2502=由传动比和中心距关系得:分度圆直径mm d 1253= mm d 254= mm d 835= 压力角 ︒=20α基圆直径 18.75cos 11==αd d b mm d d b 05.451cos 22==αmm d d b 46.117cos 33==αmm d d b 49.23cos 44==αmm d d b 99.77cos 55==α齿顶圆直径 mm h d d a a 8821=+= mm h d d a a 48822=+= mm h d d a a 13323=+=mm h d d a a 3324=+= mmh d d a a 9125=+=附:特殊齿轮组(4)的简图2.3.2电动机的选型1、类型和结构形式:三相异步笼型交流电动机,封闭式,380V,Y型;2、功率:=5.897 kw(---功率、---生产阻力、s---有效模切行程、t’---周期、k---行程速比系数)(分别为皮带,轴承和齿轮的效率)故kw3、转速:( =8~40 分别为皮带和减速器的传动比) 则4、电动机方案选型方案型号(kw)转速r/min重量N参考价格(元)传动比同步满载总传动比V带减速器1 Y160M1-1 11 3000 2930 1170 1350 58.6 2.8 20.932 Y160M-4 11 1500 1460 1230 1800 29.2 2.5 11.683 Y160L-6 11 1000 970 1470 1600 19.4 2 9.7综上所述4点,最终选型为:型号(kw)满载时起动电流额定电流起动转矩额定转矩最大转矩额定转矩转速r/min电流(380V)效率%功率因数Y160M1-1 11 2930 20.8 87.2 0.88 7.0 2.0 2.2 安装尺寸:型号安装尺寸(mm) 外形尺寸(mm)A B C D E F G H K AB AC AD HD LY160M1-1 254 210 108 42 110 12 37 160 15 330 335 265 385 6052.3.3初定偏心轴的直径及跨距材料:偏心轴的材料选用45号钢。
参数:许用扭应力[]MPa A 4525-=,A=126-103。
步计算直径(与大带轮配合处):轴功率:21ηη机P P ='式中,1η —— 电动机的功率,KW ;2η —— 皮带传递的功率,KW 。
KW P 976.2596.0902.030=⨯⨯='∴轴转速n=300r/minmm n P A d 24.59300976.2512633=⨯'≥因为轴上有键槽,轴径应增加3~7%。
mm d 38.6307.124.59=⨯≥∴因破碎机工作时的冲击载荷很大,又有强烈的振动,故取直径d=100mm 此偏心轴选用一般阶梯长轴。
按轴在机架上的安装情况和结构要求,机架轴颈处取=2d 130mmmm d 1302=为了使零件能够很好的轴向固定,在机架上的轴承与皮带之间加装圆螺母。
其作用是:与轴肩、轴环配合使用,作轴上零件的双向固定,适用于两零件端面距离不太大,使用套筒不方便时。
选用螺母 M100×2 GB812-76材料:45号钢,全部淬火 HRC35-45或采用调质HRC24-30也可不热处理,但需要表面氧化。
根据阶梯轴结构的设计原则,与动颚固定的轴承处轴颈取 =3d 150mm 。
动颚宽度为400mm ,两端分别留有1mm 的余隙,考虑到轴上需要安装的2.3.4 轴承的选择及验算 1.机架处的轴承因为轴承承受的径向力较大,轴向力较小,所以选用双列向心球面滚子轴承。
轴承承受的径向载荷P=8376N ,考虑到主轴与动颚的自重所受的径向力约为13000N ,装轴承处的轴颈为130mm ,运转时有强大的冲击,预期计算寿命hL h 2000='。
1)求比值因为,承受的轴向载荷很小。
所以,e F F ra,取X=1。
2)初步计算当量动载荷r P F X f P ⋅⋅=查《机械设计》表13-6,0.3~8.1=P f ,取5.2=P f kg N P 341025.31025.31300015.2⨯=⨯=⨯⨯=∴3)起轴承应有的基本额定动载荷值ε61060h L n P C '=式中,ε —— 为指数,对于球轴承ε=3,对于滚子轴承ε=10/3。
kg C 4310631071.21020000980601025.3⨯=⨯⨯⨯=4)轴承的选取根据手册结合初定的轴的直径选取C=49500kg 的113622轴承BG286-64主要尺寸:d=130mm ,D= 280mm ,B=93mm ,r=5mm ;安装尺寸:=1D 156mm ,=2D 253mm ,=g r 3mm 。
该轴承采用油脂润滑。
5)验算轴承的寿命hh P C n L h 43103661022807941025.36560098060106010⨯=⎪⎭⎫⎝⎛⨯⨯⨯=⎪⎭⎫ ⎝⎛=ε经验算轴承的寿命足够。
2.轴径d=150mm 处的轴承因为轴承承受的径向力较大,轴向力较小,所以选用双列向心球面滚子轴承。
主轴与动颚的自重所受的径向力约为13000N ,装轴承处的轴颈为150mm ,运转时有强大的冲击,预期计算寿命hL h 2000='。
1)求比值因为,承受的轴向载荷很小。
所以,e F F ra,取X=1。
2)初步计算当量动载荷r P F X f P ⋅⋅=查《机械设计》表13-6,0.3~8.1=P f ,取5.2=P f kg P 341025.31025.31300015.2⨯=⨯=⨯⨯=∴3)起轴承应有的基本额定动载荷值ε61060hL n P C '=式中,ε —— 为指数,对于球轴承ε=3,对于滚子轴承ε=10/3。
kg C 4310631071.21020000980601025.3⨯=⨯⨯⨯=4)轴承的选取根据手册结合初定的轴的直径选取C=65600kg 的113620轴承BG286-64。
主要尺寸:d=150mm ,D=320mm ,B=108mm ,r==5mm ;安装尺寸:=1D 177mm ,=2D 291mm ,=g r 3mm 。
该轴承采用油脂润滑 5)验算轴承的寿命hh P C n L h 431036610212232361025.39310098060106010⨯=⎪⎭⎫ ⎝⎛⨯⨯⨯=⎪⎭⎫ ⎝⎛=ε经验算轴承的寿命足够。
2.3.5 平键的选择及校核键是一种标准零件,通常用来实现轴与轮毂之间的周向固定以传递扭矩有的还能实现轴上零件的轴向固定或轴向滑移的导向。
键连接的主要类型有:平键连接、半圆键连接、楔键连接和切向键连接。
1. 电动机伸出主轴用键的选择及校核电动机伸出轴颈 d=55mm 。
选用普通C 型平键,结合与带轮的配合长度,取键长L=100mm 。
查《机械设计》表6-1得键的主要尺寸:b×h=16mm×10mm 。
键槽的主要尺寸如表3.2:键槽的主要尺寸键的工作长度:mm b L l 922161002=-=-=。
键的工作高度:mm h k 52102===。
轴传递的扭矩:211/1033692250902.03095509550mm N n p T =⨯⨯==。
连接的比压:键的材料为45号钢,带轮为铸铁,查《机械设计》表8-8得:[][]22/90 /6050mm N mm N p =-=τ。
[]p MPa dkl T p ≤=⨯⨯⨯==7.8192555103369222 []ττ≤=⨯⨯⨯==MPa dbl T 53.25921655103369222 经校核键的强度满足要求。
2. 偏心轴用键的选择及校核轴颈与带轮(飞轮)配合处直径 d=100mm 。
选用普通C 型平键,结合与带轮的配合长度,取键长L=100mm 。
查《机械设计》表6-1得键的主要尺寸:b×h=28mm×16mm 。
键槽的主要尺寸如表3.3:表3.3 键槽的主要尺寸键的工作长度:mm b L l 862281002=-=-=; 键的工作高度:mm h k 82162===;轴传递的扭矩:25222/1077.8/64.876 25085.0902.03095509550mm N mm KN n p T ⨯==⨯⨯⨯==。